Содержание страницы
Современные машины и механизмы, независимо от их назначения, подвержены постепенному снижению работоспособности в процессе эксплуатации. Это явление связано с воздействием совокупности факторов: конструктивных просчётов, технологических отклонений и эксплуатационных перегрузок. Основу таких изменений составляет изнашивание – физико-механический процесс, вызывающий разрушение рабочих поверхностей и изменение параметров деталей.
В инженерной практике надёжность машин — ключевой критерий их эффективности. Данный материал подробно рассматривает причины выхода машин из строя, виды изнашивания и физические основы процессов, лежащих в основе снижения ресурса деталей.
Интерес к надежности машин возник ещё в XIX веке с развитием промышленной революции, когда массовое производство паровых машин, двигателей и сложных механизмов потребовало системного подхода к анализу отказов. Одним из первых подходов к классификации износа занимался немецкий инженер Карл фон Бах в 1870-х годах. Однако теоретическое осмысление явлений изнашивания началось с развитием трибологии как самостоятельной науки в XX веке.
Надёжность — это характеристика объекта, отражающая его способность на протяжении установленного времени сохранять в допустимых границах значения всех параметров, определяющих возможность функционировать в требуемых условиях, включая эксплуатационные режимы, техническое обслуживание, проведение ремонтов, а также процессы хранения и транспортировки (согласно ГОСТ 27.002).
Причины утраты работоспособности машин
Среди основных факторов, вызывающих отказ техники, выделяют три ключевые группы:
- причины, связанные с конструкцией,
- с технологией производства (или ремонта),
- обусловленные условиями эксплуатации.
Эксплуатационные факторы нарушений возникают вследствие отклонений от установленных требований и регламентов по использованию машин. Такие нарушения приводят к так называемым эксплуатационным отказам. К примеру, если не соблюдается периодичность технического обслуживания, происходит превышение допустимых нагрузок, или машина применяется вне предусмотренных условий, это приводит к преждевременному износу, перегреву, деформации и другим формам разрушения деталей.
Технологические причины, лежащие в основе производственных отказов, связаны с нарушениями в процессе изготовления, ремонта или сборки оборудования. Наличие технологических дефектов значительно снижает надёжность изделия.
К числу типичных нарушений можно отнести: дефекты отливок (включая усадочные раковины, пористость, расслоения, наличие неметаллических включений), недостатки механической обработки (такие как трещины, задиры, остаточные напряжения, заусенцы), брак при сварочных операциях (в виде непроваров, прожогов, трещин, остаточных напряжений), отклонения при термической обработке (перегрев, закалочные трещины, обезуглероживание), а также ошибки в процессе сборки (например, перекосы, несоосность, повреждение сопрягаемых поверхностей, загрязнение абразивом или несоответствие геометрических размеров).
Конструктивные причины, провоцирующие конструктивные отказы, напрямую связаны с отклонениями от норм и требований, предъявляемых на стадии проектирования и конструирования машин. Неверно выбранные материалы, недостаточный запас прочности, наличие в конструкции концентраторов напряжений, игнорирование реального распределения нагрузок, неучтённые внешние и внутренние воздействия — всё это приводит к тому, что уже на ранней стадии эксплуатации происходят сбои в работе. Также причиной может стать отсутствие эффективной защиты узлов трения от загрязнений и перегрева, что значительно ускоряет износ трущихся пар.
Для повышения надёжности машинного оборудования необходимо обеспечить комплексный контроль на всех этапах: от разработки конструкции до эксплуатации, технического обслуживания и ремонта. Устранение потенциальных источников отказов позволяет продлить срок службы техники, снизить затраты на ремонт и повысить общую эффективность использования машин в производственном цикле.
Виды и характеристики изнашивания
Изнашивание — это сложный процесс, при котором происходит разрушение, отделение или остаточная деформация материала на поверхности твердого тела в условиях трения. Данный процесс сопровождается постепенным изменением геометрии — как линейных размеров, так и формы тела. Следствием изнашивания является износ.
Согласно стандарту ГОСТ 27674, весь спектр изнашивания условно делится на три ключевые категории: механическое, коррозионно-механическое и изнашивание, вызываемое действием электрического тока (рис. 1).
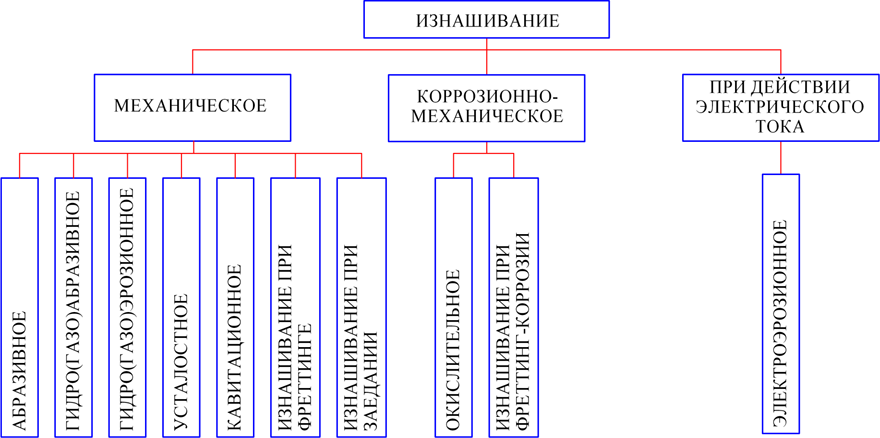
Рис. 1. Виды изнашивания
Изнашивание, связанное с воздействием электрического тока, представляет собой разновидность электроэрозионного процесса. В таких случаях разрушение наблюдается, например, в контактных группах систем зажигания двигателей, коллекторах электрических машин постоянного тока, а также на цоколях ламп накаливания. Электрическая дуга или микровспышки вызывают локальные выкрашивания и эрозию.
Механическое изнашивание проявляется при чисто физическом воздействии тел друг на друга. Оно подразделяется на несколько типов:
- абразивное;
- гидро- или газоабразивное;
- гидро- или газоэрозионное;
- усталостное;
- кавитационное;
- изнашивание при заедании;
- фреттинг-износ.
Абразивное изнашивание происходит в результате воздействия твердых частиц, действующих как режущие или царапающие элементы. Это могут быть фрагменты песка, руды, почвы или же продукты разрушения самих деталей. Особенно часто такой тип разрушения наблюдается в элементах гусеничных машин, механизмов строительной техники, в открытых зубчатых передачах, а также в деталях аграрных машин.
Характер агрессивного действия частиц можно количественно выразить с помощью коэффициента твёрдости:
КН = Н / На,
где Н — микротвёрдость поверхности детали, а На — абразивной частицы.
Критический уровень этого коэффициента, согласно данным профессора М. М. Тененбаума, составляет: КНкр = 0,5…0,7. Если КН < 0,5, происходит значительное разрушение поверхности. При превышении 0,7 наблюдается резкое увеличение устойчивости к абразивному действию.
Гидроэрозионное и газоэрозионное изнашивание обусловлены механическим воздействием потоков жидкости или газа на твёрдые поверхности. Внутренние стенки трубопроводов, компоненты масляных и водяных насосов, стенки охлаждающих рубашек ДВС — все эти элементы подвержены подобному типу разрушения.

Газоэрозия наиболее выражена в системах выхлопа, гильзах цилиндров, выпускных клапанах, где поток отработанных газов разрушает материал со временем.
Гидро- и газоабразивное изнашивание комбинируют эффекты абразии и потока. Частицы твёрдых веществ, перемещающиеся потоком, интенсивно воздействуют на поверхности. Гидроабразивное разрушение типично для лопаток насосов, гидроцилиндров, распределительных золотников. Газоабразивному износу подвержены лопатки турбин, цилиндры компрессоров, части ГРМ ДВС и элементы трубопроводов, транспортирующих воздух или газы.
Усталостный износ развивается вследствие циклических деформаций поверхностного слоя материала. При многократном контакте или перекатывании происходит разрушение микрообъёмов. В условиях трения качения наблюдается образование питтинга — множественных локальных разрушений. Примеры: беговые дорожки подшипников качения, боковые участки зубьев шестерён и роликовых элементов.
Кавитационное разрушение вызывается схлопыванием газовых пузырьков у поверхности движущегося твердого тела в жидкости. Этот процесс порождает локальные удары, сопровождаемые высокими температурами и давлениями, что приводит к образованию раковин и даже сквозных отверстий. Он типичен для лопастей насосов, трубопроводов, внешних поверхностей цилиндров и охлаждающих рубашек моторов.

Изнашивание при заедании обусловлено нарушением смазки или поверхностной совместимости. Возникает схватывание, перенос частиц с одной поверхности на другую и последующее механическое разрушение. Яркие примеры — износ зубчатых передач и подшипников скольжения при недостаточной смазке.
Фреттинг-износ — это результат микроскопических относительных перемещений при плотном контакте, особенно актуален при вибрациях. Встречается в болтовых соединениях, не испытывающих серьёзных нагрузок, но подверженных колебаниям.

Переходя к коррозионно-механическим видам, выделим:
Окислительное изнашивание, при котором металл подвергается одновременно механической деформации и химическому воздействию с кислородом воздуха. Сначала формируются хрупкие оксидные плёнки, затем они выкрашиваются, открывая новый слой металла. Подвержены такому типу износа — шейки коленчатых валов, цилиндры, пальцы поршней, шестерни и подвижные соединения деталей.
Фреттинг-коррозия — это особый случай, когда относительное микроскопическое перемещение сочетается с агрессивным воздействием кислорода или влаги. На сопряжённых поверхностях образуются продукты коррозии, в соединениях с натягом — тёмные зоны окисления. Характерна для зубчатых колёс, соединительных полумуфт, элементов кривошипно-шатунных механизмов, посадочных поверхностей валов.
Фактически, изнашивание является сложным многофакторным явлением, требующим комплексного подхода к выбору материалов, режимов работы и защиты деталей в условиях трения. Каждая разновидность износа требует собственного анализа и мер по снижению интенсивности разрушения.
Повреждения деталей машин и меры их предупреждения
Разрушения и дефекты, наблюдаемые в деталях машин, как правило, являются следствием комплексного влияния процессов износа и систематических отклонений от норм технической эксплуатации (ПТЭ) оборудования.
По источникам возникновения и характеру воздействия, которое приводит к отказу узлов и механизмов, повреждения подразделяются на:
- термические,
- механические,
- коррозионные,
- кавитационные,
- эрозионные и износные разновидности.
Механические дефекты обусловлены внешним силовым воздействием и проявляются в форме остаточных деформаций — таких как изгиб, кручение и вмятины, а также в виде изломов различного типа (вязких, хрупких) и усталостного разрушения с элементами выкрашивания.
Одним из наиболее частых последствий механических перегрузок становится остаточная деформация, которая формируется в результате длительного приложения переменных нагрузок растягивающего или сжимающего характера, высоких температур и перегрузок. Чтобы свести к минимуму риск её возникновения, применяют такие мероприятия, как упрочнение поверхности, внедрение конструктивных улучшений узлов, замена материалов на более прочные и термостойкие, а также обучение персонала строгому соблюдению ПТЭ.
Если внешние нагрузки превышают допустимые пределы, возникает вязкий излом — с характерным участком текучести в месте разрушения. Такие дефекты, как правило, связаны с ошибками эксплуатации и требуют аналогичных предупредительных мер, как и в случае остаточных деформаций.
Хрупкий излом, напротив, формируется при кратковременном воздействии знакопеременных и ударных нагрузок, особенно в случае, если материал содержит вредные примеси — фосфор, серу или водород. Дополнительными факторами риска являются термические дефекты и конструктивные концентрации напряжений. Отличительный признак — наличие кристаллической структуры и сглаженных поверхностей в местах начала трещин.

Предупредительные меры включают подбор материалов с высокой ударной вязкостью, оптимизацию конструкции для устранения концентраторов, контроль за зазорами в приводах и динамическими нагрузками.
Питтинг (усталостное выкрашивание), развивающийся при повышенных контактных давлениях и недостаточной контактной прочности материалов, визуализируется в виде кратеров и оспин. Для его предупреждения осуществляют термообработку контактных участков, доводку чистоты поверхности до высоких классов, а также точную установку элементов, таких как подшипники и зубчатые зацепления.

Повреждения термического характера, в числе которых особенно выделяется термическая усталость, возникают вследствие взаимодействия температурных циклов с перепадами до 800 °С и значительных механических нагрузок. Эти дефекты характерны для оборудования горячей прокатки: валков, роликов рольгангов, МНЛЗ, паллет и т.д. Характерным проявлением служит так называемая «сетка разгара». Противостоять термическому разрушению могут стали марок 60С2, 30ХГСА, Х18Н9Т после закалки с отпуском высокой температуры.
Коррозионные разрушения охватывают сразу несколько разновидностей: атмосферную, газовую, электрохимическую, а также специфические формы, такие как коррозионное растрескивание и усталость.

Атмосферная коррозия возникает в средах с влажностью более 70 % вследствие конденсации водяного пара и взаимодействия с кислородом. Для её предотвращения применяют методы пассивной и активной защиты, включая протекторные покрытия, лакокрасочные средства и консервационные составы.
Протекторная защита реализуется через нанесение более электроотрицательного металла — например, цинка (Zn) — на стальную поверхность (Fe). Благодаря электрохимической разности потенциалов, цинк отдаёт электроны железу, защищая его от окисления до тех пор, пока сам не разрушится в пределах зоны действия.
Консервационные средства, такие как пластичные смазки (например, АМС и ЗЭС), ингибированные масляные составы, летучие ингибиторы (Г-2, ХЦА, НДА), а также ингибированная бумага (МГБИ 3-25, 3-40, 8-40) и защитные восковые дисперсии (ЗВВД-13, ИВВС-706М, ПЭВ-74), формируют на поверхности металла плёнки, препятствующие контакту с влагой и разрушению гальванических пар.
Лакокрасочные покрытия, хотя и применимы только на нерабочих и нетрущихся поверхностях, благодаря своей доступности остаются самым распространённым способом защиты от коррозии.
Газовая коррозия, как правило, активизируется в температурном диапазоне от 300 до 600 °С. Превышение 600 °С вызывает интенсивное образование окалины. Предотвращение этого явления возможно за счёт использования легированных сталей с повышенной окалиностойкостью.
Электрохимическая коррозия проявляется в средах с присутствием воды и кислорода. Она инициируется в результате неоднородностей металлической поверхности, трещин и щелей, где развиваются локальные электрохимические элементы. Основными мерами защиты являются ограничение доступа кислорода и использование однородных металлических соединений.
Коррозионное растрескивание происходит при длительном воздействии статических нагрузок в условиях наличия агрессивной среды, разрушающей границы зерен материала. Наводораживание, нарушающее межзеренное сцепление, приводит к снижению прочности структуры и разрушению, особенно в нержавеющей стали, латунных и алюминиевых сплавах, магниевых соединениях. Предупредительные меры: выбор более стойкого материала и исключение условий, способствующих насыщению водородом.
Коррозионная усталость развивается при одновременном действии переменных напряжений и агрессивной среды. Факторы, ускоряющие процесс: активность коррозионной среды, частота циклов, уровень механических напряжений, характеристики используемого сплава. Защита достигается подбором устойчивых к коррозии малолегированных сталей и применением изоляционных покрытий, защищающих поверхность от контакта с агрессивными веществами.
Разрушения эрозионного характера формируются вследствие воздействия на металлические поверхности потоков газа или жидкости, движущихся с высокой скоростью. Уровень разрушения увеличивается по мере повышения температуры среды и концентрации твердых частиц в потоке.
Для минимизации эрозионного износа необходимо реализовать комплекс мероприятий: повысить стойкость металла к окислительным процессам в агрессивной среде, использовать методы повышения твердости наружного слоя, а также выполнять наплавку устойчивых к износу сплавов, в том числе с использованием твердых материалов.
Кавитационные разрушения проявляются в виде дефектов на металлической поверхности, вызванных многократными гидроударами. Для уменьшения их интенсивности применяются добавки, понижающие поверхностное натяжение рабочей жидкости; рекомендуются стали с повышенным содержанием углерода, сплавы с включением никеля и хрома, например, марка 38ХМЮА; кроме того, целесообразно применять низколегированные чугуны с графитом в сферической форме.
Поверхностная упрочняющая обработка, включая закалку ТВЧ, азотирование, цементацию и поверхностное пластическое деформирование (ППД), способствует устойчивости к кавитационным нагрузкам. Также используются твердые сплавы, наносимые методом наплавки или напыления, а в ряде случаев — полимерные покрытия.
Дефекты, возникающие в условиях заедания, характерны преимущественно для шестеренчатых зацеплений и подшипников скольжения. Предотвратить такие повреждения позволяют методы, включающие пластическую обработку поверхности, локальную закалку, сульфидирование, а также применение смазок с активными присадками, содержащими соединения серы, фосфора или хлора.
В условиях абразивного износа важным средством повышения износостойкости узлов трения является упрочнение поверхности деталей. Одновременно с этим активно применяются технологии наплавки стойкими к износу материалами на основе карбидов и твердых сплавов.
Фреттинг-коррозионные поражения поверхностей возникают в зонах микроперемещений при контакте сопряженных деталей и играют роль очагов концентрации напряжений, резко снижая усталостную прочность элементов. Снизить развитие таких повреждений позволяет укрепление взаимодействующих поверхностей, увеличение предварительного натяга в соединении, а также создание защитных покрытий из меди, кадмия или политетрафторэтилена (ПТФЭ).
Дополнительный эффект достигается при применении полимерных герметиков (например, 6Ф, ГЭН-150В), наносимых на посадочные зоны роликовых подшипников. Эти составы предотвращают возникновение фреттинг-коррозии и способны увеличить срок службы узлов в 3,6 раза.
Заключение
Интересные факты:
-
До 70% всех отказов машин связано с износом деталей, особенно в подвижных узлах трения.
-
Абразивное изнашивание является одной из самых раннеизученных форм разрушения, и до сих пор оно – главная причина выхода из строя оборудования в горной, сельскохозяйственной и строительной технике.
-
При проектировании машин коэффициент твердости (КН) между абразивом и материалом детали считается важным предиктором срока службы: даже отклонение на 0.1 может увеличить или сократить ресурс в 2 раза.
-
Впервые фреттинг-коррозию заметили при изучении авиационных конструкций, когда разрушение болтовых соединений происходило без очевидных внешних перегрузок.
-
По статистике, 80% эксплуатационных отказов происходит из-за несоблюдения правил техобслуживания и перегрузок, а не из-за заводского брака.
Надёжность машин – неотъемлемая часть инженерной науки, объединяющая знания из физики, материаловедения, механики и технологии машиностроения. Понимание механизмов износа и причин отказов позволяет грамотно проектировать узлы трения, выбирать оптимальные материалы, улучшать технологические процессы и повышать общую эффективность эксплуатации техники.
В условиях растущих требований к долговечности и безопасности оборудования особое значение приобретает системный подход к анализу отказов, внедрение методов диагностики и профилактики. Глубокое понимание физических основ надежности — это шаг к созданию техники нового поколения с предсказуемыми сроками службы и минимальными эксплуатационными рисками.
Регулярно публикую материалы о передовых методах обработки и сварки материалов, а также освещаю новинки в сфере производства,материаловедения, строительства и др.