Содержание страницы
1. Виды износа
Износом называется постепенное поверхностное разрушение материала детали, сопровождающееся отделением от него частиц, переносом частиц на сопряженную поверхность детали, а также изменением качества поверхности — ее геометрии и свойств и поверхностных слоев материала.
В практике встречается нормальный и катастрофический износ. Нормальный износ может быть заранее оценен и учтен при планировании ремонтных работ, а катастрофический износ выводит машину из строя внезапно.
Уменьшение величины нормального износа и вероятности катастрофического дает увеличение общего срока службы машины, а также снижает стоимость и продолжительность ее ремонтов.
Износ происходит вследствие механического, теплового, химического и электрического воздействия на материал соприкасающегося с материалом трущегося тела, воздействия свободных твердых частиц другого материала или окружающей среды.
Износ, так же как и трение, связан со сложными, недостаточно изученными явлениями в поверхностных слоях материала.
Истирание наблюдается при относительном движении прижатых друг к другу поверхностей. На истирание расходуется часть энергии трения.
Процесс истирания объясняется следующими явлениями:
- а) выступающие неровности соприкасающихся деталей при движении задевают друг за друга и механически отрывают частицы металла с поверхностей;
- б) поверхности приходят на отдельных участках в молекулярное соприкосновение, как бы привариваясь друг к другу; при дальнейшем относительном движении происходит разрушение мест приварки, сопровождающееся отрывом приставших частиц с сопряженных поверхностей;
- в) аморфные слои приработанных поверхностей в отдельных точках сильно нагреваются и размягчаются; при относительном движении поверхностей размягченные частицы переносятся со своих мест на значительные расстояния, по пути застывают и оказываются отделенными. При истирании может имеет место сочетание перечисленных явлений.
Абразивный износ наблюдается при попадании на трущиеся поверхности мелких частиц высокой твердости (абразива шлифовального круга, окалины, песка и т.д).
При жидкостном трении свободные частицы, имеющие размеры меньше толщины масляного слоя, оказывают сравнительно слабое влияние на износ поверхностей.
При нежидкостном трении, а также когда размер частиц превышает толщину масляного слоя, наблюдается интенсивный износ поверхностей. Следы износа имеют вид мелких продольных канавок.
Когда одна трущаяся поверхность имеет малую твердость, абразивному износу подвергается главным образом другая поверхность. Это объясняется более прочным удерживанием частиц абразива на менее твердой поверхности за счет того, что частицы под внешним давлением углубляются в менее твердую поверхность и удерживаются в ней, и, следовательно, происходит меньше движения частиц абразива относительно мягкой поверхности, чем относительно твердой.
Задиры на поверхности проявляются в быстром образовании продольных канавок значительной глубины (до 1 мм и больше). Явление задиров для большинства машин относится к категории катастрофического износа. Процесс образования задиров объясняется сцеплением трущихся поверхностей в отдельных местах, вырыванием значительного количества металла с одной поверхности и появлением нароста на другой. При дальнейшем относительном движении поверхности нарост вызывает появление задира и дальнейшего прогрессивного разрушения поверхности.
Большая опасность задира получается при поверхностях из одинаковых металлов. Попадание абразивных частиц может послужить самостоятельной причиной задира (при достаточно крупных частицах) или способствовать началу описанного выше процесса вследствие повышения удельного давления в точке, расположенной впереди зерна абразива, где происходит выпучивание металла.
Усталостное выкрашивание заключается в отслаивании частиц металла с трущихся поверхностей вследствие явления усталости при периодически изменяющихся нагрузках. Явление усталостного износа обычно наблюдается в высших кинематических парах, главным образом при обильной смазке. Последнее объясняется внедрением жидкости в микротрещины на поверхности, что способствует разрушению последней. Смятие, постепенно возрастающее, наблюдается при недопустимо больших удельных давлениях или при плохо подогнанных, выставленных и обработанных, не прошедших предварительной приработки поверхностях.
Коррозионный износ является следствием химического или электрического воздействия среды; на интенсивность коррозии оказывает большое влияние нагрев поверхности детали, ускоряющий процесс износа.
Факторы, влияющие на износ трущихся поверхностей:
- а) материалы трущихся поверхностей и их термообработка;
- б) качество поверхностей трения;
- в) степень загрязнения мест трения;
- г) характер и род смазки;
- д) величина удельного давления;
- е) величина удельной работы трения;
- ж) скорость.
Обычно износ металлов получается тем меньше, чем выше их твердость. Поэтому для повышения износостойкости рекомендуется применять для поверхностей стальных и чугунных деталей термическую обработку, насыщение поверхностных слоев соответствующими веществами (цементация, азотизация), а также поверхностные покрытия износостойким материалом (например, хромом, твердым сплавом).
При необходимости для термообработки отдельных участков крупных стальных и чугунных деталей производится по-
верхностный нагрев нужных мест токами высокой частоты или газовым пламенем, а покрытие твердым сплавом производится методом электроэрозионной обработки.
2. Способы выражения величины износа
Износостойкость является эксплуатационным или служебным свойством материала, детали или сопряжения (трущихся поверхностей), поэтому износ может выражаться различными способами, ближе всего характеризующими их служебное назначение. Во многих случаях наиболее удобно выражать износ величиной уменьшения линейного размера тела в направлении, нормальном к поверхности (линейный износ). Если линейный износ Δh произошел на пути трения Δs за время Δt, то отношение Δh: Δs явится «интенсивностью линейного износа», или «темпом линейного износа», а отношение Δh: Δt – «скоростью линейного износа».
3. Учет приработки
Во всех процессах трения и изнашивания важное значение имеет приработка в начале эксплуатации машины. Приработкой называется процесс постепенного изменения в результате изнашивания начальной микрогеометрии (ее величины и напраления) и взаимного прилегания обеих поверхностей деталей до достижения стабильной шероховатости и постоянной величины прилегания.
В интенсивности изнашивания сопряжений деталей машин часто наблюдаются периоды приработки а, характеризующиеся повышенным размерным износом, и нормальной работы б, более устойчивой к износу (рис. 3).
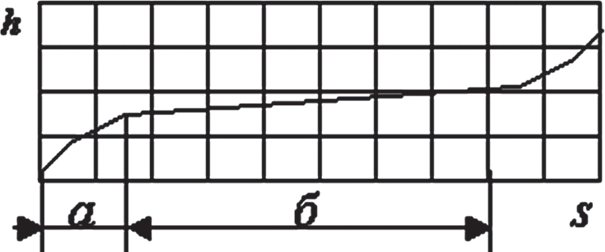
Рис. 3. Интенсивность износа на стадиях: а — приработки; б — нормальной работы
Во время приработки интенсивность изнашивания постепенно снижается. Одновременно с явлениями изменения шероховатости и увеличения поверхности прилегания часто в процессе приработки происходит изменение физико-механических свойств поверхностных слоев трущихся металлов, поскольку в контакте преобладают пластические деформации (главным образом вследствие наклепа).
Высота и характер макро- и микронеровностей на трущихся поверхностях оказывают большое влияние на первоначальную стадию износа и изменение размера детали после приработки, потому что при уменьшении площади контакта поверхностей, из-за макро- и микронеровностей, возникают более высокие контактные напряжения, чем при более полном их прилегании.
Применение отделочных операций (выхаживания, суперфиниширования, хонингования, шабрения, притирки, доводки и др.) при обработке трущихся поверхностей уменьшает высоту неровностей и позволяет обеспечить более полное их прилегание.
Улучшение поверхностей трения происходит также в процессе первоначальной приработки, которая для устранения опасности задиров часто производится на пониженных режимах работы.
Заданным внешним условиям трения (нагрузка, скорость, смазка и т.п.) соответствует определенное состояние приработанности; при утяжелении этих условий происходит дополнительная приработка поверхностей.
4. Влияние условий работы на износ деталей
Распределение износа между трущимися поверхностями, а также по их длине и ширине имеет большое значение для работы механизма, долговечности деталей и стоимости ремонта.
В каждой трущейся паре предпочтителен более сильный износ простой и легко заменяемой детали и менее сильныйсложной и дорогой. При конструировании машин это учитывается соответствующим выбором материалов:
- сложная деталь делается из более твердого металла и часто подвергается термической обработке и поверхностным покрытиям;
- более простая деталь выполняется из более мягкого металла (например, втулки, вкладыши и т.д.).
Распределение износа по поверхности трения зависит от формы поверхности и условий работы пары.
Во вращательной паре с одним неподвижным и одним вращающимся элементами имеют место три следующих характерных случая распределения износа (а — подвижный вал, б — вал неподвижный).
- Нагрузка постоянного направления — износ вращающегося элемента будет равномерным по всей поверхности, а неподвижного элемента — сосредоточен на одном участке поверхности (рис. 4). В результате ось вращения сместится в сторону местного износа, при этом положение ее центра вращения детали и ее балансировка не нарушаются. Неподвижным может быть как охватывающий, так и охватываемый элемент.
- Вектор нагружающей силы следует за движением вращающегося элемента (рис. 5) — износ неподвижного элемента получается равномерным, износ вращающегося элемента — местным. Ось вращения после износа поверхностей соприкосновения не изменит своего положения, но вращающаяся деталь сместится относительно нее в сторону местного износа, что может привести к заметному увеличению дисбаланса,
- Вектор нагружающей силы и подвижный элемент пары вращаются с различными угловыми скоростями — износ обеих трущихся поверхностей получается равномерным (рис. 6).
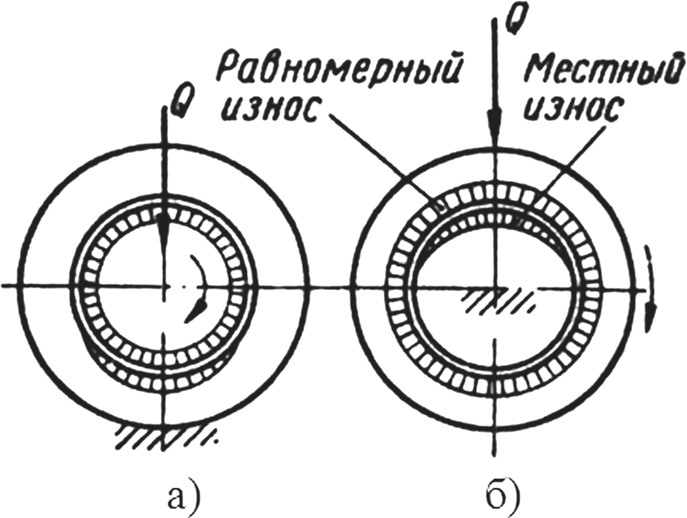
Рис. 4. Вращение при постоянной нагрузке
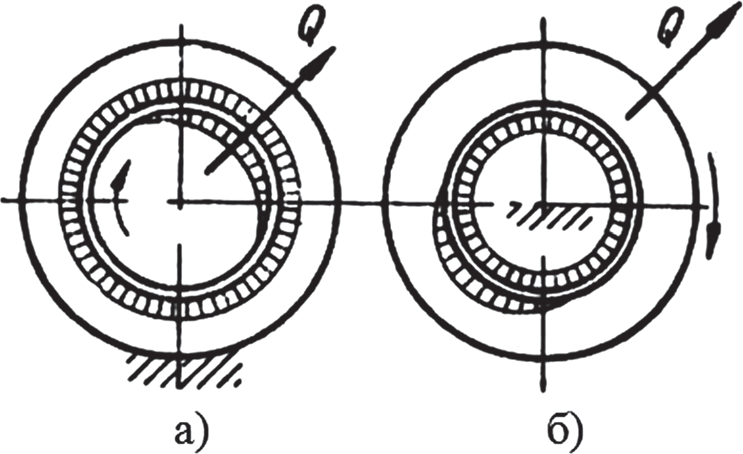
Рис. 5. Вращение с приложением вектора силы в одной точке
К этому же случаю (рис. 6, в) относятся два вращающихся с различной скоростью элемента при постоянном направлении вектора нагружающей силы.
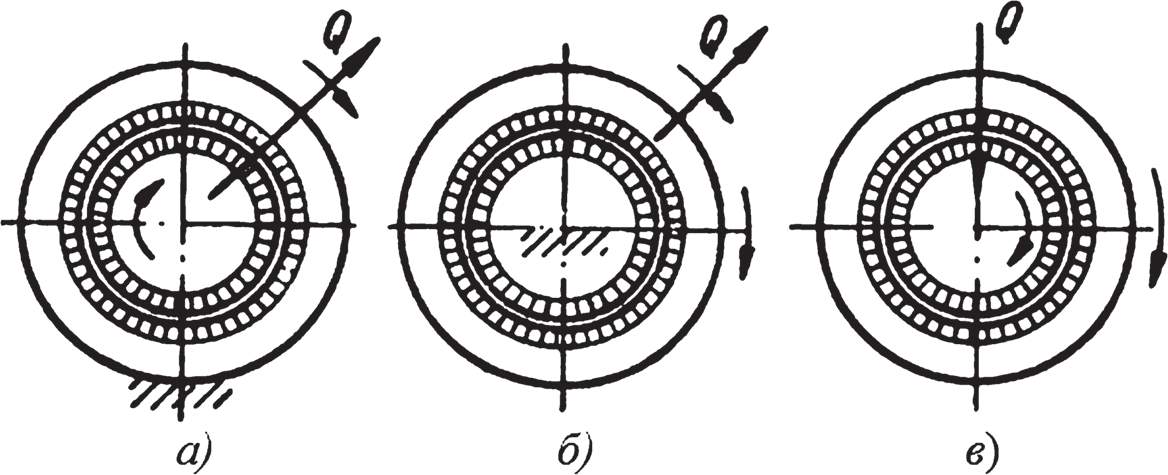
Рис. 6. Вращение вектора силы и подвижного элемента с разными угловыми скоростями
В двух первых случаях линейный суммарный износ может получиться меньшим, если из более износостойкого (твердого) материала будет изготовлена деталь с местным характером износа. Однако на практике обычно применяется обратное соотношение твердости поверхности материалов деталей по следующим соображениям:
- сочетание слабого равномерного износа Δ1 одной детали с более сильным местным износом Δ2 другой детали (рис. 7, а) не приводит к существенному нарушению характера контакта поверхностей.
Незначительное по величине уменьшение радиуса кривизны твердой равномерно изнашивающейся детали компенсируется местным износом другой детали, при этом зона контакта α (рис. 7, а) практически не уменьшается и удельное давление на поверхностях не возрастает.
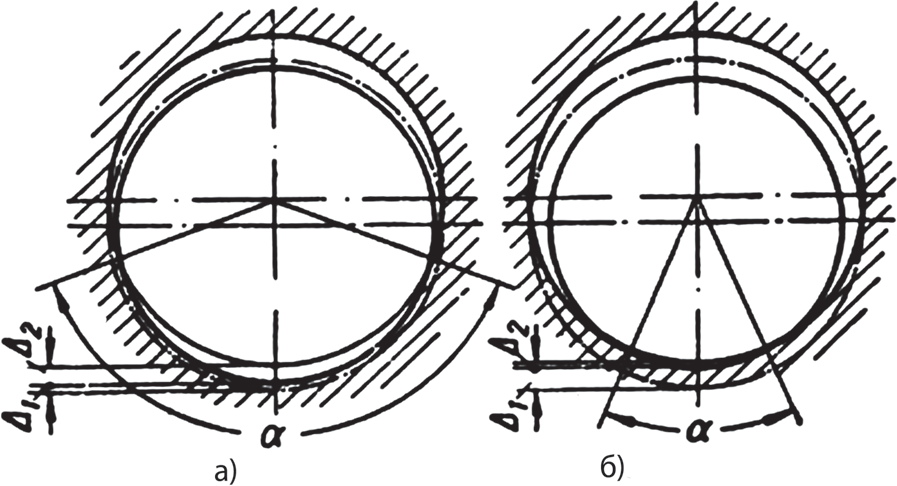
Рис. 7. Характер изменения зоны контакта
Если же соотношение твердости поверхностей взять обратным рассмотренному, то сильный равномерный износ Δ1 мягкой детали при слабом местном износе Δ2 твердой детали приведет к значительному уменьшению зоны контакта α (рис. 7, б), увеличению удельного давления и повышению интенсивности износа;
- замена детали с местным износом на новую восстанавливает нарушенное первоначальное положение оси вращения или положения центра вращения. Равномерное распределение износа в сочетании с большей твердостью металла обеспечивает незначительный износ более сложной и дорогой детали без нарушения в ней положения центра вращения изнашивающейся поверхности; местный характер износа в сочетании с мягким металлом концентрирует износ на менее трудоемкой, легко заменяемой детали (обычно втулка или вкладыш), отчего ремонт машины упрощается.
Третий случай (рис. 6, в) характеризуется наименьшей величиной линейного суммарного износа поверхностей. Смещения оси вращения вследствие износа здесь не произойдет, нарушение же положения центра вращения поверхности будет равно сумме радиальных износов обоих элементов. Удельная работа трения, приходящаяся на единицу площади поверхности и равная произведению силы трения на относительное перемещение поверхностей, будет одинакова и равномерно распределена по обеим поверхностям. Поэтому выбор соотношения твердости поверхностей деталей диктуется только желанием сконцентрировать износ на той или иной детали по соображениям удобства ремонта. Обычно в таких случаях обе поверхности стремятся выполнить с возможно большей износостойкостью.
Третий случай в чистом виде на практике встречается редко. Примером использования рассмотренного принципа может служить посадка неподвижного наружного кольца шарикоподшипника в корпус механизма с небольшим натягом; как установлено практикой, кольцо при работе постепенно поворачивается, обеспечивая равномерный износ дорожки, по которой катаются шарики.
В поступательной паре всегда наблюдается тенденция к неравномерному износу поверхностей в связи с тем, что отдельные участки последних периодически выходят из соприкосновения.
Неравномерный износ поверхностей со временем приводит к искажению их формы и нарушению правильного контакта. Чтобы ослабить это явление, следует для детали, имеющей равномерное или близкое к нему распределение удельной мощности сил трения, выбирать менее твердый материал, чем для сопряженной детали, работающей с сильно изменяющейся по длине удельной мощностью сил трения.
Постоянство режима работы пары облегчает борьбу с износом. Например, если вал работает с постоянным числом оборотов в минуту, имеется возможность выбрать для его подшипников оптимальный режим жидкостного трения; если же число оборотов в минуту меняется в пределах 1:50 (металлорежущие станки), становится невозможным обеспечить жидкостное трение в подшипниках на всем диапазоне скоростей вращения. В этом случае выгодно применять подшипники качения.
Режим работы кинематических пар нарушается при разбеге и выбеге машины. Наблюдениями установлено, что подшипники автомобильного двигателя за периоды разбега и выбега изнашиваются больше, чем за все время работы при установившемся движении. Одной из действенных мер борьбы с повышенным износом при разбеге машины является обильная подача смазки перед пуском машины насосом или ручным лубрикатором.
