- Технология и техника дуговой и электрошлаковой сварки
- 1. Сварка низкоуглеродистых и низколегированных сталей
- 2. Сварка низколегированных теплоустойчивых сталей
- 3. Сварка среднеуглеродистых и среднелегированных сталей
- 4. Сварка высоколегированных сталей и сплавов
- 5. Сварка разнородных сталей и сплавов
- 6. Технологические особенности сварки труб
- 7. Технология и техника сварки чугуна
- 8. Сварка цветных металлов
- 9. Технология наплавки, напыления и металлизации
При изготовлении тонколистовых конструкций неответственного назначения эффективно применение сварки неплавящимся электродом без присадки по отбортованным кромкам (табл. 8). Сварка покрытыми электродами выполняется в соответствии с рекомендациями табл. 7.
Таблица 8. Параметры режима сварки низкоуглеродистой стали по отбортовке угольным электродом без присадочного металла на постоянном токе прямой полярности
| Толщина свариваемых элементов, мм | dэ, мм | Iсв, А |
| 1,5 + 1,5 | 5 | 90…100 |
| 2,0 + 2,0 | 6 | 125…135 |
| 2,5 + 2,5 | 6…8 | 200…250 |
| 3,0 + 3,0 | 6…8 | 250…275 |
В зависимости от формы подготовки и размещения свариваемых кромок, размеров поперечного и пространственного положения сварщик выполняет простые или сложные траектории электродом, управляя таким образом качеством сварных швов (табл. 9).
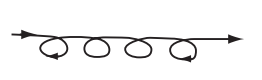
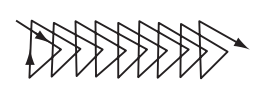
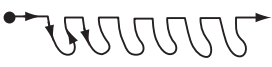
Таблица 9. Основные виды траекторий движения рабочего конца электрода при ручной дуговой сварке
| Вид траектории
__________________________________ |
Характеристика и назначение |
 |
Прямолинейное движение без поперечных колебаний для наложения узких (ниточных) валиков шва. Применяется при сварке тонкого металла, сварке первого слоя многослойного шва и подварке дефектов |
 |
Возвратно-поступательные движения. Короткие колебания, используемые для некоторого увеличения ширины шва, способствуют дегазации ванны и улучшению внешнего вида шва. Длинные колебания необходимы при сварке в потолочном и вертикальном положениях |
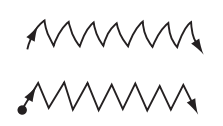 |
Движения, используемые для увеличения ширины шва. Применяются при сварке в нижнем положении стыковых соединении без разделки кромок и при наплавке |
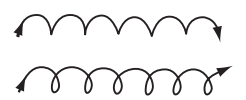 |
Движения, способствующие прогреву одной из кромок, например, при сварке металла разной толщины |
 |
Движения, обеспечивающие усиленный прогрев корня шва |
 |
Движения, способствующие усиленному прогреву кромок и корня шва. Используются при сварке стыковых соединении со скосом двух кромок и угловых соединений в нижнем и вертикальном положениях |
 |
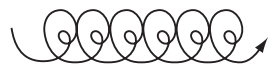
Движения, дающие возможность сильно прогреть обе кромки. Применяются при сварке угловых швов |
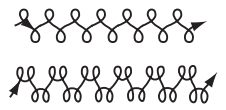 |
Движения, обеспечивающие хороший прогрев кромок. Используются при сварке стыковых и угловых швов за один проход |
При уширенном валике в расплавленном состоянии находится значительное количество металла, который застывает медленнее, чем при узком шве. Это существенно влияет на газонасыщенность металла шва, а также на структуру шва и зоны термического влияния. Наилучшие результаты получаются при ширине валика шва, равной 2…3 диаметрам электрода.
Стыковые соединения без разделки кромок сваривают широким швом, односторонним или двусторонним, с разделкой однослойным или многослойным способом в зависимости от толщины металла и формы подготовки кромок. Количество проходов выбирается в соответствии с табл. 2.
Сварку начинают с надежного провара корня шва электродом диаметром не более 4 мм, а последующие швы наплавляют широкими валиками электродом большего диаметра. В конструкциях ответственного и особо ответственного назначения корень шва удаляют механическим или термическим способом, после чего выполняют подварочный шов. Угловые швы лучше всего выполнять «в лодочку», при этом хорошо проплавляется как угол, так и стенки листов без подрезов и непроваров, а за один проход можно сварить шов с большим поперечным сечением.
В случае невозможности расположения изделия «в лодочку», сварка ведется обычным способом, однако максимальный катет сварного шва не может превышать 8 мм за один проход.
Длинные швы сваривают обратноступенчатым способом, длина каждой ступени в пределах 100…350 мм, сварка может вестись или от середины к краям или вразброс.
При изготовлении металлоконструкций из тонколистового металла для снижения сварочных напряжений сварку ведут каскадом или горкой — способами, позволяющими поддерживать высокую температуру в районе корня шва, тем самым обеспечить протекание в нем пластической деформации и избежать образования трещин.
В судостроении при сварке тавровых и угловых соединений весьма эффективно использовать способ гравитационной сварки или сварки наклонным электродом с применением специальных электродов ОЗС-17Н, ОЗС-22Н (см. табл. 7) и простых устройств пружинного типа или треног на параметрах режима, приведенных в табл. 10. Этот очень производительный способ сварки не требует высокой квалификации сварщика, быстро осваивается в производстве; один сварщик может обслуживать одновременно не менее четырех таких устройств.
Таблица 10. Параметры режима сварки наклонным электродом тавровых и угловых соединений низкоуглеродистых и низколегированных сталей
| s, мм
____ |
Электрод | Режим сварки | Шов | |||||
| dэ, мм | Длина расплавленной части, мм | Iсв, А
_________ |
Угол наклона, град | Продолжительность горения дуги, с | Катет, мм | Длина максимальная, мм | Отношение длины шва к длине расплавленной части электрода | |
| 4…5 | 4 | 375 | 150…160 | 75 | 115 | 4 | 500 | 1,34 |
| 85 | 115 | 4 | 540 | 1,44 | ||||
| 90 | 115 | 3,5 | 600 | 1,60 | ||||
| 95 | 110 | 3,0 | 640 | 1,62 | ||||
| 5…6 | 5 | 375 | 210…230 | 75 | 130 | 6 | 500 | 1,34 |
| 85 | 130 | 6 | 540 | 1,44 | ||||
| 90 | 125 | 5 | 590 | 1,60 | ||||
| 95 | 120 | 5,5 | 600 | 1,62 | ||||
| 5…8 | 5 | 525 | 210…230 | 75 | 170 | 6 | 720 | 1,34 |
| 85 | 165 | 5 | 790 | 1,44 | ||||
| 90 | 165 | 5 | 810 | 1,60 | ||||
| 95 | 160 | 5 | 820 | 1,62 | ||||
| 6…8 | 6 | 525 | 240…300 | 75 | 175 | 7 | 670 | 1,34 |
| 85 | 170 | 6,5 | 780 | 1,44 | ||||
| 90 | 170 | 6,0 | 815 | 1,60 | ||||
| 95 | 160 | 6,0 | 830 | 1,62 | ||||
