Содержание страницы
- 1. Классификация электродов по ГОСТ
- 2. Классификация покрытых электродов с для сварки углеродистых и низколегированных конструкционных сталей по ГОСТ 9466—75 и ГОСТ 9467—75
- 3. Классификация электродов для сварки легированных теплоустойчивых сталей по ГОСТ 9466—75 и ГОСТ 9467—75
- 4. Классификация электродов для сварки высоколегированных сталей по ГОСТ 9466—75 и ГОСТ 10052—75
- 5. Классификация электродов для наплавки поверхностных слоев с особыми свойствами по ГОСТ 9466—75 и ГОСТ 10051—75
- 6. Классификация покрытых электродов в соответствии с EN 499 (европейский стандарт)
- 7. Классификация электродов для наплавки углеродистых и низколегированных конструкционных сталей в соответствии с DIN 8555 (стандарт ФРГ)
- 8. Классификация электродов для сварки углеродистых и низколегированных конструкционных сталей в соответствии с DIN 1913)стандарт ФРГ)
- 9. Классификация электродов для сварки углеродистых и низколегированных конструкционных сталей в соответствии с ISO 2560 (международный стандарт)
- 10. Классификация электродов для сварки легированных теплоустойчивых сталей в соответствии с ISO 3580 (международный стандарт)
- 11. Классификация электродов для сварки высоколегированных сталей в соответствии с ISO 3581 (международный стандарт)
- 12. Классификация электродов для сварки углеродистых и низколегированных конструкционных сталей в соответствии с AWS 5.1 (стандарт США)
1. Классификация электродов по ГОСТ
Условные обозначения, указанные после маркировки отечественных электродов, приведенные в справочнике, составлены в соответствии с требованиями следующих стандартов на электроды:
- ГОСТ 9466—75 «Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация, размеры и общие технические требования»;
- ГОСТ 9467—75 «Электроды покрытые для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы»;
- ГОСТ 10051—75 «Электроды покрытые металлические для ручной дуговой наплавки поверхностных слоев с особыми свойствами. Типы»;
- ГОСТ 10052—75 «Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами. Типы».
Электроды, кроме классификации по типу (Э38, Э42, Э46 и т. п.), марке (УОНИ-13/45, ОЗС-18, НИАТ-5, и т. п.) имеют еще и условное обозначение, представленное в виде дроби. Условное обозначение любого типа отечественных электродов дает полные сведения об их основных характеристиках. Структура условного обозначения электродов для ручной дуговой сварки, в соответствии с которой составлены табл. 1—23, приводимые в справочнике, показана на схеме (рис. 1).
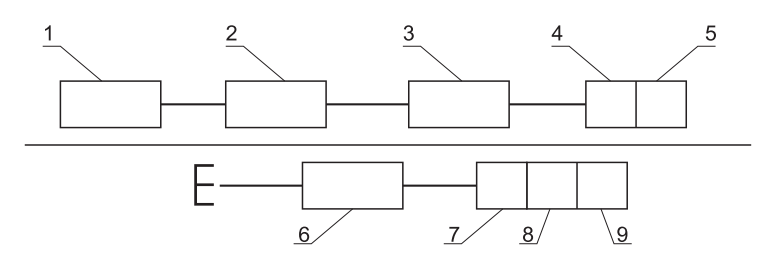
Рис. 1. Схема структуры условного обозначения электродов: 1 — тип; 2 — марка; 3 — диаметр, мм; 4 — назначение; 5 — толщина покрытия; 6 — группа индексов, указывающих характеристики наплавленного металла и металла шва по ГОСТ 9467—75, ГОСТ 10051—75 или ГОСТ 10052—75; 7 — вид покрытия; 8 — обозначение допустимых пространственных положений сварки или наплавки; 9 — обозначение рода тока, полярности, номинального напряжения холостого хода источника переменного тока
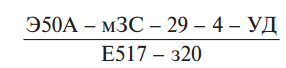
В качестве примера рассмотрим электрод ОЗС-29 имеющий следующее обозначение:
где:
- Э50А — тип электрода;
- ОЗС-29 — марка электрода;
- 4 — диаметр электрода;
- У — предназначен для сварки углеродистых и низкоуглеродистых конструкционных сталей (кроме этого применяются следующие обозначения: Л — для сварки легированных конструкционных сталей; В — высоколегированных сталей с особыми свойствами; Т — легированных теплоустойчивых сталей; Н — для наплавки на поверхность металла);
- Д — с толстым покрытием (кроме этого: с тонким покрытием — М, со средним — С, с особо толстым — Г);
- Е — ручная дуговая сварка (электроды для других видов сварки имеют обозначение: G — газовая сварка, MF — сварка порошковой проволокой; TIG — сварка неплавящимся электродом в инертном газе; MIG — сварка плавящимся электродом в защитном газе; UP — сварка под флюсом);
- 517 — группа индексов, указывающих характеристики наплавленного металла и металла шва;
- Б — вид покрытия (обмазки);
- 2 — обозначение допустимых пространственных положений сварки или наплавки;
- 0 — обозначение рода тока, полярности, номинального напряжения холостого хода источника переменного тока.
Элементы, в обозначении, отделяются друг от друга тире или интералом.
2. Классификация покрытых электродов с для сварки углеродистых и низколегированных конструкционных сталей по ГОСТ 9466—75 и ГОСТ 9467—75
Таблица 1. Структура обозначения
| E | 517 | Б | 2 | 0 | |
| Код прочностных и пластических свойств наплавленного металла | |||||
| Обозначение вида покрытия | |||||
| Положение швов при сварке | |||||
| Полярность, напряжение холостого хода трансформатора | |||||
Таблица 2. Прочностные и пластические свойства наплавленного металла
| Индекс | Минимальные механические свойства наплавленного металла | Минимальная температура, °C, при средней энергии разрыва (KCV) > 34 Дж/см2 | ||
| Временное сопротивление разрыву , МПа | Относительное удлинение, % | Индекс | °C | |
| 410 | 410 | 20 | 0 | — |
| 411 | 410 | 20 | 1 | +20 |
| 412 | 410 | 22 | 2 | 0 |
| 413 | 410 | 24 | 3 | –20 |
| 414 | 410 | 24 | 4 | –30 |
| 415 | 410 | 24 | 5 | –40 |
| 416 | 410 | 24 | 6 | –50 |
| 417 | 410 | 24 | 7 | –60 |
| 430 | 430 | 20 | 0 | — |
| 431 | 430 | 20 | 1 | +20 |
| 432 | 430 | 22 | 2 | 0 |
| 433 | 430 | 24 | 3 | –20 |
| 434 | 430 | 24 | 4 | –30 |
| 435 | 430 | 24 | 5 | –40 |
| 436 | 430 | 24 | 6 | –50 |
| 437 | 430 | 24 | 7 | –60 |
| 510 | 510 | 18 | 0 | — |
| 511 | 510 | 18 | 1 | +20 |
| 512 | 510 | 18 | 2 | 0 |
| 513 | 510 | 20 | 3 | –20 |
| 514 | 510 | 20 | 4 | –30 |
| 515 | 510 | 20 | 5 | –40 |
| 516 | 510 | 20 | 6 | –50 |
| 517 | 510 | 20 | 7 | –60 |
Таблица 3. Обозначение вида покрытия
| Индекс | Вид покрытия |
| А | Кислый |
| Б | Основной |
| Ц | Целлюлозный |
| Р | Рутиловый |
| АЦ, РБ и др. | Смешанный |
| П | Прочие |
Таблица 4. Положение швов при сварке
| Индекс | Положение швов при сварке |
| 1 | Все |
| 2 | Все, кроме вертикального сверху вниз |
| 3 | Нижнее, горизонтальное на вертикальной плоскости |
| 4 | Нижнее и нижнее в лодочку |
Таблица 5. Полярность тока, напряжение холостого хода трансформатора
| Индекс | Полярность постоянного тока | UXX трансформатора, В |
| 0 | Обратная (+) | — |
| 1 | Любая (+/–) | 50 |
| 2 | Прямая (–) | 50 |
| 3 | Обратная (+) | 50 |
| 4 | Любая (+/–) | 70 |
| 5 | Прямая (–) | 70 |
| 6 | Обратная (+) | 70 |
| 7 | Любая (+/–) | 90 |
| 8 | Прямая (–) | 90 |
| 9 | Обратная (+) | 90 |
3. Классификация электродов для сварки легированных теплоустойчивых сталей по ГОСТ 9466—75 и ГОСТ 9467—75
Таблица 6. Структура обозначения
| E | 00 | Б | 2 | 0 | |
| Обозначение для ударной вязкости наплавленного металла | |||||
| Вид покрытия | |||||
| Положение швов при сварке | |||||
| Полярность, напряжение холостого хода трансформатора | |||||
Таблица 7. Обозначение для ударной вязкости наплавленного металла
| Минимальная температура, °C, при средней энергии разрыва (KCV) >34 Дж/см2 | Максимальная рабочая температура, при которой регламентируются пластические свойства наплавленного металла | ||
| Индекс | °C | Индекс | °C |
| 0 | — | 0 | < 450 |
| 1 | +20 | 1 | 450—465 |
| 2 | 0 | 2 | 470—485 |
| 3 | –20 | 3 | 490—505 |
| 4 | –30 | 4 | 510—525 |
| 5 | –40 | 5 | 530—545 |
| 6 | –50 | 6 | 550—565 |
| 7 | –60 | 7 | 570—585 |
| — | — | 8 | 590—600 |
| — | — | 9 | > 600 |
Таблица 8. Вид покрытия
| Индекс | Вид покрытия |
| А | Кислый |
| Б | Основной |
| Ц | Целлюлозный |
| Р | Рутиловый |
| АЦ, РБ и др. | Смешанный |
| П | Прочие |
Таблица 9. Положение швов при сварке
| Индекс | Положение швов при сварке |
| 1 | Все |
| 2 | Все, кроме вертикального сверху вниз |
| 3 | Нижнее, горизонтальное на вертикальной плоскости и вертикальное снизу вверх |
| 4 | Нижнее и нижнее в лодочку |
Таблица 10. Полярность тока, напряжение холостого хода трансформатора
| Индекс | Полярность постоянного тока | UXX трансформатора, В |
| 0 | Обратная (+) | — |
| 1 | Любая (+/–) | 50 |
| 2 | Прямая (–) | 50 |
| 3 | Обратная (+) | 50 |
| 4 | Любая (+/–) | 70 |
| 5 | Прямая (–) | 70 |
| 6 | Обратная (+) | 70 |
| 7 | Любая (+/–) | 90 |
| 8 | Прямая (–) | 90 |
| 9 | Обратная (+) | 90 |
4. Классификация электродов для сварки высоколегированных сталей по ГОСТ 9466—75 и ГОСТ 10052—75
Таблица 11. Структура обозначения
| E | 2 | 00 | 5 | П | 2 | 0 | |
| Стойкость против межкристаллитной коррозии | |||||||
| Жаростойкость | |||||||
| Содержание ферритной фазы | |||||||
| Вид покрытия | |||||||
| Положение швов при сварке | |||||||
| Полярность, напряжение холостого хода трансформатора | |||||||
Таблица 12. Стойкость против межкристаллитной коррозии
| Стойкость против межкристаллитной коррозии по ГОСТ 6032—89 | |
| Индекс | Метод |
| 0 | — |
| 1 | А |
| 2 | АМ—АМУ |
| 3 | Б |
| 4 | В и ВУ |
| 5 | Д |
Таблица 13. Жаростойкость
| Индекс | Максимальная рабочая температура, °C, по: | |
| жаропрочности | жаростойкости | |
| 0 | — | — |
| 1 | До 500 | До 600 |
| 2 | 510—550 | 610—650 |
| 3 | 560—600 | 660—700 |
| 4 | 610—650 | 710—750 |
| 5 | 660—700 | 760—800 |
| 6 | 710—750 | 810—900 |
| 7 | 760—800 | 910—1000 |
| 8 | 810—850 | 1010—1100 |
| 9 | Свыше 850 | Свыше 1100 |
Таблица 14. Содержание ферритной фазы
| Содержание ферритной фазы в наплавленном металле | |
| Индекс | % |
| 0 | — |
| 1 | 0,5—4,0 |
| 2 | 2,0—4,0 |
| 3 | 2,0—5,5 |
| 4 | 2,0—8,0 |
| 5 | 2,0—10,0 |
| 6 | 4,0—10,0 |
| 7 | 5,0—15,0 |
| 8 | 10,0—20,0 |
Таблица 15. Вид покрытия
| Индекс | Вид покрытия |
| А | Кислый |
| Б | Основной |
| Ц | Целлюлозный |
| Р | Рутиловый |
| АЦ, РБ и др. | Смешанный |
| П | Прочие |
Таблица 16. Положение швов при сварке
| Индекс | Положение швов при сварке |
| 1 | Все |
| 2 | Все, кроме вертикального сверху вниз |
| 3 | Нижнее, горизонтальное на вертикальной плоскости и вертикальное снизу вверх |
| 4 | Нижнее и нижнее в лодочку |
Таблица 17. Полярность, напряжение холостого хода трансформатора
| Индекс | Полярность постоянного тока | UXX трансформатора, В |
| 0 | Обратная (+) | — |
| 1 | Любая (+/–) | 50 |
| 2 | Прямая (–) | 50 |
| 3 | Обратная (+) | 50 |
| 4 | Любая (+/–) | 70 |
| 5 | Прямая (–) | 70 |
| 6 | Обратная (+) | 70 |
| 7 | Любая (+/–) | 90 |
| 8 | Прямая (–) | 90 |
| 9 | Обратная (+) | 90 |
5. Классификация электродов для наплавки поверхностных слоев с особыми свойствами по ГОСТ 9466—75 и ГОСТ 10051—75
Таблица 18. Структура обозначения
| E | 700/59 | 1 | П | 1 | П46 | |
| Твердость наплавленного металла (НV) | ||||||
| Термообработка | ||||||
| Вид покрытия | ||||||
| Положение швов при сварке | ||||||
| Полярность, напряжение холостого хода трансформатора | ||||||
Таблица 19. Твердость наплавленного металла
| Твердость: | Индекс* | |
| по Виккерсу (HV) | по Роквеллу (HRCэ) | |
| 175—224 | До 23,0 | 200/20 |
| 225—274 | 24,0—30,0 | 250/27 |
| 275—324 | 30,5—37,0 | 300/33 |
| 325—374 | 37,5—40,0 | 350/39 |
| 375—424 | 40,5—44,5 | 400/42 |
| 425—474 | 45,5—48,5 | 450/47 |
| 475—524 | 49,0 | 500/49 |
| 525—574 | 50,0—52,5 | 550/51 |
| 575—624 | 53,0—55,5 | 600/54 |
| 625—674 | 56,0—58,5 | 650/57 |
| 675—724 | 59,0 | 700/59 |
| 725—774 | 60,0—61,0 | 750/61 |
| 775—824 | 62,0 | 800/62 |
| 825—874 | 63,0—64,0 | 850/64 |
| 875—924 | 65,0 | 900/65 |
| 925—974 | 66,0 | 950/68 |
| 975—1024 | 66,5—68,0 | 1000/68 |
| 1025—1074 | 69,0 | 1050/69 |
| 1075—1124 | 70,0 | 1100/70 |
| 1125—1174 | 71,0—72,0 | 1150/72 |
Примечание. * Слева от косой черты указывают среднюю твердость наплавленного металла по Виккерсу, справа от косой черты — по Роквеллу.
Таблица 20. Термообработка
| Вид термообработки | Индекс ** |
| Без термообработки после наплавки | 1 |
| С термообработкой после наплавки | 2 |
Примечание. ** Если твердость нормируется как без термообработки после наплавки, так и после термообработки, то указывают оба индекса в скобках, например,
![]()
Таблица 21. Вид покрытия
| Индекс | Вид покрытия |
| А | Кислый |
| Б | Основной |
| Ц | Целлюлозный |
| Р | Рутиловый |
| АЦ, РБ и др. | Смешанный |
| П | Прочие |
Таблица 22. Положение швов при сварке
| Индекс | Положение швов при сварке |
| 1 | Все |
| 2 | Все, кроме вертикального сверху вниз |
| 3 | Нижнее, горизонтальное на вертикальной плоскости и вертикальное снизу вверх |
| 4 | Нижнее и нижнее в лодочку |
Табл. 23. Полярность, напряжение холостого хода трансформатора
| Индекс | Полярность постоянного тока | UXX трансформатора, В |
| 0 | Обратная (+) | — |
| 1 | Любая (+/–) | 50 |
| 2 | Прямая (–) | 50 |
| 3 | Обратная (+) | 50 |
| 4 | Любая (+/–) | 70 |
| 5 | Прямая (–) | 70 |
| 6 | Обратная (+) | 70 |
| 7 | Любая (+/–) | 90 |
| 8 | Прямая (–) | 90 |
| 9 | Обратная (+) | 90 |
6. Классификация покрытых электродов в соответствии с EN 499 (европейский стандарт)
Таблица 24. Структура обозначения
| E | 50 | 6 | 3Ni | B | 2 | 2 | H10 | Электрод: E506 3NiB22 H10 |
| Код прочностных и пластических свойств наплавленного металла | ||||||||
| Обозначение для ударной вязкости наплавленного металла | ||||||||
| Обозначение химического состава наплавленного металла | ||||||||
| Сокращенное обозначение типа покрытия | ||||||||
| Код положения швов при сварке | ||||||||
| Код производительности и рода тока | ||||||||
| Обозначение содержания водорода в наплавленном металле | ||||||||
Таблица 25. Код прочностных и пластических свойств наплавленного металла
| Код | Минимальный предел текучести1, Н/мм2 | Предел прочности, Н/мм2 | Минимальное относительное удлинение2,% |
| 35 | 355 | 440—570 | 22 |
| 38 | 380 | 470—600 | 20 |
| 42 | 420 | 500—640 | 20 |
| 46 | 460 | 530—680 | 20 |
| 50 | 500 | 560—720 | 18 |
Примечание.
- Соответствует нижним значениям предела текучести, при неясно выраженном пределе текучести применяется значение соответствующее 0,2 удлинения.
- Измеряется длина равная 5 диаметрам образца.
Таблица 26. Обозначение для ударной вязкости наплавленного металла
| Обозначение | Минимальная температура, °C, при средней энергии разрыва (KCV) =47 Дж/см2 |
| Z | Не регламентируется |
| A | +20 |
| 0 | 0 |
| 2 | –20 |
| 3 | –30 |
| 4 | –40 |
| 5 | –50 |
| 6 | –60 |
Таблица 27. Обозначение химического состава наплавленного металла
| Обозначение легирующих элементов | Химический состав*, % | ||
| Марганец | Молибден | Никель | |
| Без обозначения | 2,0 | — | — |
| Mo | 1,4 | 0,3—0,6 | — |
| MnMo | >1,4—2,0 | 0,3—0,6 | — |
| 1Ni | 1,4 | — | 0,6—1,2 |
| 2Ni | 1,4 | — | 1,8—2,6 |
| 3Ni | 1,4 | — | >2,6—3,8 |
| Mn1Ni | >1,4—2,0 | — | 0,6—1,2 |
| 1NiMo | 1,4 | 0,3— 0,6 | 0,6—1,2 |
| Z | Любой другой состав | ||
* Примечания.
1. Если не оговорено, то Mo<0,2; Ni<0,3; Cr<0,2; V<0,05; Nb<0,05; Cu<0,3.
- Отдельные значения в таблице являются максимальными.
- Результаты округлены в соответствии с установленными значениями по ISO 31-0, раздел В, правило А.
Таблица 28. Сокращенное обозначение вида покрытия
| Индекс | Покрытие |
| A | Кислые покрытия |
| C | Целлюлозные покрытия |
| R | Рутиловые покрытия |
| RR | Толстые рутиловые покрытия |
| RC | Рутило-целлюлозные покрытия |
| RA | Рутило-кислые покрытия |
| RB | Рутило-основные покрытия |
| B | Основные покрытия |
Таблица 29. Код положения швов при сварке
| Индекс | Положение швов при сварке |
| 1 | Все положения |
| 2 | Все, кроме вертикального сверху вниз |
| 3 | Стыковой шов в нижнем положении, угловой шов в нижнем и горизонтальном положении |
| 4 | Стыковой и угловой швы в нижнем положении |
| 5 | Вертикальный шов сверху вниз и положение по коду 3 |
Таблица 30. Обозначение содержания водорода в наплавленном металле
| Обозначение | Максимальное содержание водорода в мл/100 г наплавленного металла |
| Н5 | 5 |
| Н10 | 10 |
| Н15 | 15 |
Таблица 31. Коды производительности и рода тока
| Код | Производительность, % | Род тока |
| 1 | ≤105 | ≈, = |
| 2 | ≤105 | = |
| 3 | >105 ≤125 | ≈, = |
| 4 | >105 ≤125 | = |
| 5 | >125 ≤160 | ≈, = |
| 6 | >125 ≤160 | = |
| 7 | >160 | ≈, = |
| 8 | >160 | = |
Примечание. Чтобы определить пригодность применения переменного тока проводятся испытания при напряжении холостого хода не более 65 В.
7. Классификация электродов для наплавки углеродистых и низколегированных конструкционных сталей в соответствии с DIN 8555 (стандарт ФРГ)
Таблица 32. Структура обозначения
| E | 2 | UM | 55 | GP | Электрод: E2 UM55 GP |
| Способ сварки | |||||
| Группа сплавов в покрытии | |||||
| Метод изготовления | |||||
| Твердость наплавленного металла по Бринеллю (НВ) | |||||
| Свойства наплавленного металла | |||||
Таблица 33. Способ сварки
| G | Газовая сварка |
| E | Ручная дуговая сварка |
| MF | Сварка порошковой проволокой |
| TIG | Сварка неплавящимся электродом в инертном газе |
| MIG | Сварка плавящимся электродом в защитном газе |
| UP | Сварка под флюсом |
Таблица 34. Группа сплавов в покрытии
| 1 | Сплав с С ≤0,4%, или сплав с С ≤0,4% и ∑ Сr, Mn, Mo, Ni ≤5% |
| 2 | Сплав с С >0,4% или сплав с С >0,4% и ∑ Сr, Mn, Mo, Ni ≤5% |
| 3 | Легированный для работы при высоких температурах |
| 4 | Легированный для наплавки режущего инструмента |
| 5 | Легированный, Cr ≥5% и с низким содержанием углерода до 0,2% |
| 6 | Легированный, Cr ≥5% и с повышенным содержанием углерода (0,2% ≤С≤ 2%) |
| 7 | Марганцевый аустенит Mn=11—18%, C≥ 0,5%, Ni≥ 3% |
| 8 | Cr—Ni—Mn — аустенитные сплавы |
| 9 | Cr—Ni стали (стойкие к ржавчине, кислотам и повышенным температурам) |
| 10 | Высокоуглеродистый высокохромистый сплав без карбидообразующих |
| 20 | Сплав на основе Со, легированный Cr и W с или без добавок Ni и Mo |
| 21 | — |
| 22 | Сплавы на основе Ni c добавками Cr или Cr—B |
| 23 | Сплавы на основе Ni с добавками Mo и Cr (или без Cr) |
| 30 | Сплавы на основе Cu, с добавками Sn |
| 31 | Сплавы на основе Cu, с добавками Al |
| 32 | Сплавы на основе Cu, с добавками Ni |
Таблица 35. Метод изготовления
| GW | Прокатка |
| GO | Литье |
| GZ | Волочение |
| GS | Спекание |
| GF | Порошковая проволока |
| UM | Покрытые электроды |
Таблица 36. Твердость наплавленного металла
| Индекс | Твердость наплавленного металла по Бринелю, (НВ) |
| 150 | 125—175 |
| 200 | 176—225 |
| 250 | 226—275 |
| 300 | 276—325 |
| 350 | 326—375 |
| 400 | 376—425 |
| 40 | 37—42 |
| 45 | 42—47 |
| 50 | 47—52 |
| 55 | 52—57 |
| 60 | 57—62 |
| 65 | 62—67 |
| 70 | Более 67 |
Таблица 37. Свойства наплавленного металла
| Индекс | Свойства наплавленного металла |
| C | Коррозионно-стойкий |
| G | Стойкий к абразивному износу |
| K | Способный упрочняться при эксплуатации |
| N | Не магнитный |
| P | Стойкий к ударным нагрузкам |
| R | Стойкий против ржавчины |
| S | Высокие режущие свойства |
| T | Высокотемпературная прочность, в том числе для режущего инструмента |
| Z | Жаростойкость |
8. Классификация электродов для сварки углеродистых и низколегированных конструкционных сталей в соответствии с DIN 1913)стандарт ФРГ)
Таблица 38. Структура обозначения
| E | 43 | 00 | RR | 10 | 120 | H | Электрод: E4300 RR10 120H |
| Код прочностных и пластических свойств наплавленного металла | |||||||
| Обозначение для ударной вязкости наплавленного металла | |||||||
| Обозначение типа покрытия | |||||||
| Вид покрытия, род тока, полярность, положение швов при сварке | |||||||
| Производительность | |||||||
| Н — содержание водорода в наплавленном металле менее 15 мл/100 г | |||||||
Таблица 39. Код прочностных и пластических свойств наплавленного металла
| Индекс | Предел прочности, МПа | Предел текучести, МПа | Минимальное относительное удлинение, % | ||
| 0,1 | 2 | 3, 4,5 | |||
| 43 | 430—550 | ≥330 | 20 | 22 | 24 |
| 51 | 510—650 | ≥360 | 18 | 18 | 20 |
Таблица 40. Обозначение для ударной вязкости наплавленного металла
| Индекс | Минимальная температура, °C, при средней энергии разрыва (KCV) =28 Дж/см2 | Второй индекс | Минимальная температура, °C, при средней энергии разрыва (KCV) =47 Дж/см2 |
| 0 | Не регламентируется | 0 | Не регламентируется |
| 1 | +20 | 1 | +20 |
| 2 | 0 | 2 | 0 |
| 3 | –20 | 3 | –20 |
| 4 | –30 | 4 | –30 |
| 5 | –40 | 5 | –40 |
Таблица 41. Сокращенное обозначение покрытия
| Индекс | Покрытие |
| A | Кислые покрытия |
| R | Рутиловые покрытия |
| RR | Толстые рутиловые покрытия |
| AR | Рутило-кислые покрытия |
| C | Целлюлозные покрытия |
| R(C) | Рутило-целлюлозные покрытия |
| RR(C) | Толстые рутило-целлюлозные покрытия |
| B | Основные покрытия |
| B(R) | Рутило-основные покрытия |
| RR(B) | Толстые рутило-основные покрытия |
Таблица 42. Вид покрытия, индексы положения швов при сварке, род тока и полярность
| Индекс | Положение швов при сварке | Род тока и полярность | Вид покрытия |
| A2 | 1 | 5 | Кислое |
| R2 | 1 | 5 | Рутиловое |
| R3 | 2 (1) | 2 | Рутиловое |
| R(C)3 | 1 | 2 | Рутило-целлюлозное |
| C4 | 1 (a) | 0 (+) | Целлюлозное |
| RR5 | 2 | 2 | Рутиловое |
| RR(C)5 | 1 | 2 | Рутило-целлюлозное |
| RR6 | 2 | 2 | Рутиловое |
| RR(C)6 | 1 | 2 | Рутило-целлюлозное |
| A7 | 2 | 5 | Кислое |
| AR7 | 2 | 5 | Рутило-кислое |
| RR(B)7 | 2 | 5 | Рутило-основное |
| RR8 | 2 | 2 | Рутиловое |
| RR(B)8 | 2 | 5 | Рутило-основное |
| B9 | 1 (a) | 0 (+) | Основное |
| B(R)9 | 1 (a) | 6 | Основное на базе не основных компонентов |
| B10 | 2 | 0 (+) | Основное |
| B(R)10 | 2 | 6 | Основное на базе не основных компонентов |
| RR11 | 4 (3) | 5 | Рутиловое, производительность не менее 105% |
| AR11 | 4 (3) | 5 | Рутило-кислое, производительность не менее 105% |
| B12 | 4 (3) | 0 (+) | Основное, производительность не менее 120% |
| B(R)12 | 4 (3) | 0 (+) | Основное на базе не основных компонентов и производительность не менее 120% |
Таблица 43. Положение швов при сварке
| Индекс | Положение швов при сварке |
| 1 | Все положения |
| 2 | Все, кроме вертикального сверху вниз |
| 3 | Нижнее и горизонтальные швы на вертикальной плоскости |
| 4 | Нижнее (стыковые и валиковые швы) |
Таблица 44. Полярность сварочного тока
| Индекс | Полярность постоянного тока | Напряжение холостого хода трансформатора, В |
| 0 | Обратная (+) | — |
| 1 | Любая (+/–) | 50 |
| 2 | Прямая (–) | 50 |
| 3 | Обратная (+) | 50 |
| 4 | Любая (+/–) | 70 |
| 5 | Прямая (–) | 70 |
| 6 | Обратная (+) | 70 |
| 7 | Любая (+/–) | 90 |
| 8 | Прямая (–) | 90 |
| 9 | Обратная (+) | 90 |
Таблица 45. Производительность
| Индекс | Производительность (Кс), % |
| 120 | 115—125 |
| 130 | 125—135 |
| 140 | 135—145 |
| 150 | 145—155 |
| 160 | 155—165 |
| 170 | 165—175 |
| 180 | 175—185 |
| 190 | 185—195 |
| 200 | 195—205 |
9. Классификация электродов для сварки углеродистых и низколегированных конструкционных сталей в соответствии с ISO 2560 (международный стандарт)
Таблица 46. Структура обозначения
| E | 432 | RR | 160 | 4 | 6 | Н | Электрод: E432 RR160 46H |
| Механические свойства наплавленного металла | |||||||
| Вид покрытия | |||||||
| Производительность, % | |||||||
| Положение швов при сварке | |||||||
| Полярность постоянного тока | |||||||
| Содержание водорода в наплавленном металле менее 15 мл/100 г | |||||||
Таблица 47. Механические свойства наплавленного металла
| Индекс | Механические свойства наплавленного металла | Температура, °C, при средней энергии разрыва (KCV) =28 Дж/см2 | ||
| Предел прочности, МПа | Минимальное относительное удлинение, % | |||
| индекс | % | |||
| 430 | 430—510 | 0 | Не регламентируется | |
| 431 | 430—510 | 1 | 20 | +20 |
| 432 | 2 | 22 | 0 | |
| 433 | 3 | 24 | –20 | |
| 434 | 4 | 24 | –30 | |
| 435 | 5 | 24 | –40 | |
| 510 | 510—610 | 0 | Не регламентируется | |
| 511 | 510—610 | 1 | 18 | +20 |
| 512 | 2 | 18 | 0 | |
| 513 | 3 | 20 | –20 | |
| 514 | 4 | 20 | –30 | |
| 515 | 5 | 20 | –40 | |
Таблица 48. Вид покрытия
| Индекс | Покрытие |
| A | Кислый |
| AR | Рутило—кислый |
| B | Основной |
| C | Целлюлозный |
| O | Окислительный |
| R | Рутиловый (средняя толщина) |
| RR | Рутиловый (большая толщина) |
| S | Прочие виды |
Таблица 49. Производительность
| Индекс | Производительность (Кс), % |
| 110 | 105—115 |
| 120 | 115—125 |
| 130 | 125—135 |
| 140 | 135—145 |
| 150 | 145—155 |
| 160 | 155—165 |
| 170 | 165—175 |
| 180 | 175—185 |
| 190 | 185—195 |
| 200 | 195—205 |
Таблица 50. Положение швов при сварке
| Индекс | Положение швов при сварке |
| 1 | Все положения |
| 2 | Все, кроме вертикального сверху вниз |
| 3 | Нижнее, горизонтальное и вертикальное |
| 4 | Нижнее (стыковые и валиковые швы) |
| 5 | То же что и «3», и вертикальное сверху—вниз |
Таблица 51. Полярность постоянного тока
| Индекс | Полярность постоянного тока | Напряжение холостого хода трансформатора, В |
| 0 | Обратная (+) | — |
| 1 | Любая (+/–) | 50 |
| 2 | Прямая (–) | 50 |
| 3 | Обратная (+) | 50 |
| 4 | Любая (+/–) | 70 |
| 5 | Прямая (–) | 70 |
| 6 | Обратная (+) | 70 |
| 7 | Любая (+/–) | 90 |
| 8 | Прямая (–) | 90 |
| 9 | Обратная (+) | 90 |
10. Классификация электродов для сварки легированных теплоустойчивых сталей в соответствии с ISO 3580 (международный стандарт)
Таблица 52. Структура обозначения
| E | 5CrMoV | B | 2 | 0 | Электрод: E5CrMoV B20 |
| Содержание элементов | |||||
| Вид покрытия | |||||
| Положение швов при сварке | |||||
| Полярность постоянного тока | |||||
Таблица 53. Содержание элементов
| Индекс | Содержание элементов % | |||||
| Углерод* | Кремний | Марганец | Хром | Молибден | Прочие элементы | |
| Не более | ||||||
| Mo | 0,12 | 0,8 | 1,5 | — | 0,4—0,7 | — |
| 05CrMo | 0,12 | 0,8 | 1,5 | 0,3—0,8 | 0,4—0,7 | — |
| 05CrMoV | 0,12 | 0,8 | 1,5 | 0,3—0,6 | 0,8—1,2 | Ванадий, 0,25—0,60 |
| 1CrMo | 0,12 | 0,8 | 1,5 | 0,8—1,5 | 0,4—0,7 | — |
| 1CrMoV | 0,12 | 0,8 | 1,5 | 0,9—1,3 | 0,4—0,7 | Ванадий, 0,10—0,35 |
| 2CrMo | 0,12 | 0,8 | 1,5 | 2,0—2,6 | 0,9—1,3 | — |
| 5CrMo | 0,12 | 0,9 | 1,5 | 4,0—6,0 | 0,4—0,7 | — |
| 5CrMoV | 0,12 | 0,9 | 1,5 | 4,0—6,0 | 0,4—0,7 | Ванадий, 0,10—0,35 |
| 9CrMo | 0,12 | 0,9 | 1,5 | 8,0—10,0 | 0,9—1,2 | — |
| 12CrMoV | 0,15—0,22 | 0,8 | 1,5 | 11,0—13,0 | 0,8—1,2 | Ванадий, 0,2—0,4;
Вольфрам 0,4—0,6 |
* Примечание. При содержании углерода в наплавленном металле не более 0,05% к символу добавляется индекс L.
Таблица 54. Вид покрытия
| Индекс | Покрытие |
| A | Кислый |
| AR | Рутило-кислый |
| B | Основной |
| C | Целлюлозный |
| O | Окислительный |
| R | Рутиловый (средняя толщина) |
| RR | Рутиловый (большая толщина) |
| S | Прочие виды |
Таблица 55. Положение швов при сварке
| Индекс | Положение швов при сварке |
| 1 | Все положения |
| 2 | Все, кроме вертикального сверху вниз |
| 3 | Нижнее, горизонтальное и вертикальное |
| 4 | Нижнее (стыковые и валиковые швы) |
| 5 | То же что и «3», и вертикальное сверху—вниз |
Таблица 56. Полярность постоянного тока
| Индекс | Полярность постоянного тока | Напряжение холостого хода трансформатора, В |
| 0 | Обратная (+) | — |
| 1 | Любая (+/–) | 50 |
| 2 | Прямая (–) | 50 |
| 3 | Обратная (+) | 50 |
| 4 | Любая (+/–) | 70 |
| 5 | Прямая (–) | 70 |
| 6 | Обратная (+) | 70 |
| 7 | Любая (+/–) | 90 |
| 8 | Прямая (–) | 90 |
| 9 | Обратная (+) | 90 |
11. Классификация электродов для сварки высоколегированных сталей в соответствии с ISO 3581 (международный стандарт)
Таблица 57. Структура обозначения
| E | 19.9Nb | B | 2 | 0 | Электрод: E19.9Nb B20 |
| Содержание элементов, % | |||||
| Вид покрытия | |||||
| Положение швов при сварке | |||||
| Полярность постоянного тока | |||||
Таблица 58. Содержание элементов
| Символ кода | Содержание элементов, % | ||||
| Углерода, не более | Хром | Никель | Молибден | Прочие элементы | |
| 13 | 0,12 | 11—14 | — | — | — |
| 13.1 | 0,07 | 12—15 | 0,8—1,5 | — | — |
| 13.4 | 0,07 | 12—15 | 3—5 | До 1,0 | — |
| 17 | 0,10 | 15—18 | — | — | — |
| 17.0.1 | 0,25 | 15—18 | — | 1,0—1,5 | — |
| 19.9 | 0,08 | 18—21 | 8—11 | — | — |
| 19.9L | 0,04 | 18—21 | 8—11 | — | — |
| 19.9Nb | 0,08 | 18—21 | 8—11 | — | Nb(8хC-1,2) |
| 19.9.LNb | 0,04 | 18—21 | 8—11 | — | Nb(8хC-1,2) |
| 16.8.2 | 0,10 | 14,5—16,5 | 7,5—9,5 | 1,0—2,0 | — |
| 16.25.6 | 0,12 | 14—17 | 23—25 | 5—7 | — |
| 17.8.2 | 0,10 | 16,5—18,5 | 8,0—9,5 | 1,5—2,5 | — |
| 18.8Mn | 0,20 | 17—20 | 7—10 | — | Mn 5-8 |
| 18.15.3L | 0,04 | 16,5—19,5 | 13—16 | 2,5—3,5 | — |
| 19.12.2 | 0,08 | 17—20 | 11—14 | 2,0—2,5 | — |
| 19.12.2L | 0,04 | 17—20 | 11—14 | 2,0—2,5 | — |
| 19.12.2Nb | 0,08 | 17—20 | 11—14 | 2,0—2,5 | Nb(8хC-1,2) |
| 19.12.3 | 0,08 | 17—20 | 10—14 | 2,5—3,5 | — |
| 19.12.3L | 0,04 | 17—20 | 10—14 | 2,5—3,5 | — |
| 19.12.3Nb | 0,08 | 17—20 | 10—14 | 2,5—3,5 | Nb(8хC-1,2) |
| 19.13.4 | 0,08 | 17—21 | 11—15 | 3,5—5,5 | — |
| 19.13.4L | 0,04 | 17—21 | 11—15 | 3,5—5,5 | — |
| 19.13.4Nb | 0,08 | 17—21 | 11—15 | 3,5—5,5 | Nb(8хC-1,2) |
| 20.9Nb | 0,13 | 18—21 | 8—10 | 0,35—0,65 | Nb(8хC-1,2) |
| 20.9.3 | 0,10 | 18,5—21 | 8—10 | 2—4 | — |
| 22.12 | 0,15 | 20—23 | 10—13 | — | — |
| 23.12 | 0,15 | 22—26 | 11—15 | — | — |
| 23.12L | 0,04 | 22—26 | 11—15 | — | — |
| 23.12Nb | 0,12 | 22—25 | 11—15 | — | — |
| 23.12W | 0,20 | 22—25 | 11—15 | — | W 2-4 |
| 23.12.2 | 0,12 | 22—25 | 11—15 | 2—3 | — |
| 25.20 | 0,20 | 24—28 | 18—22 | — | — |
| 25.20L | 0,04 | 24—28 | 18—22 | — | — |
| 25.20Nb | 0,12 | 24—28 | 18—22 | — | Nb(8хC-1,2) |
| 25.20.2 | 0,12 | 25—28 | 20—22 | 2—3 | — |
| 25.25.2Nb | 0,10 | 24—27 | 24—26 | 2—3 | Nb(8хC-1,2) |
| 25.4 | 0,15 | 24—27 | 4—6 | — | — |
| 29.9 | 0,15 | 28—32 | 8—12 | — | — |
| 18.36 | 0,25 | 14—19 | 33—38 | — | — |
| 17.12Si | 0,15 | 17—19 | 11—13 | — | Si 3,8-4,8 |
| 24.14Si | 0,12 | 22—25 | 13—15 | — | Si 1,5-2,2 |
Таблица 59. Вид покрытия
| Индекс | Покрытие |
| A | Кислый |
| AR | Рутило-кислый |
| B | Основной |
| C | Целлюлозный |
| O | Окислительный |
| R | Рутиловый (средняя толщина) |
| RR | Рутиловый (большая толщина) |
| S | Прочие виды |
Таблица 60. Положение швов при сварке
| Индекс | Положение швов при сварке |
| 1 | Все положения |
| 2 | Все, кроме вертикального сверху вниз |
| 3 | Нижнее, горизонтальное и вертикальное |
| 4 | Нижнее (стыковые и валиковые швы) |
| 5 | То же что и «3», и вертикальное сверху—вниз |
Таблица 61. Полярность постоянного тока
| Индекс | Полярность постоянного тока | Напряжение холостого хода трансформатора, В |
| 0 | Обратная (+) | — |
| 1 | Любая (+/–) | 50 |
| 2 | Прямая (–) | 50 |
| 3 | Обратная (+) | 50 |
| 4 | Любая (+/–) | 70 |
| 5 | Прямая (–) | 70 |
| 6 | Обратная (+) | 70 |
| 7 | Любая (+/–) | 90 |
| 8 | Прямая (–) | 90 |
| 9 | Обратная (+) | 90 |
12. Классификация электродов для сварки углеродистых и низколегированных конструкционных сталей в соответствии с AWS 5.1 (стандарт США)
Таблица 62. Структура обозначения
| E | 70 | 18 | — | 1 | H4 | R | Электрод: E7018-1H4R |
| Пределы прочности и текучести | |||||||
| Вид покрытия, род тока, полярность, производительность | |||||||
| Требования к ударной вязкости при КCV | |||||||
| Содержание водорода в наплавленном металле | |||||||
| R — показатель влагостойкости покрытия (испытываемый электрод имеет влажность не более 0,3% после 9 часов выдержки в помещении с температурой 26,7 °C и влажностью 80%) | |||||||
Таблица 63. Пределы прочности и текучести
| Индекс | Предел прочности, МПа | Предел текучести, МПа | Относительное удлинение, % |
| Не менее | |||
| 60 | 435 | 350 | 22 |
| 70 | 506 | 421 | 22 |
| 80 | 562 | 471 | 19 |
| 90 | 632 | 541 | 17 |
| 100 | 703 | 611 | 16 |
| 110 | 773 | 682 | 15 |
Таблица 64. Вид покрытия, род тока, полярность, производительность
| Обозначение индексов* | Вид покрытия, род тока, полярность, производительность и т. п. |
| 10 | Целлюлозное |
| Постоянный (+) | |
| Шлак тонкий, хрупкий. Обеспечивает глубокое проплавление | |
| 11 | Подобны «10» |
| Переменный, постоянный (+) | |
| 12 | Рутиловое |
| Переменный, постоянный (–) | |
| 13 | Подобны «12» |
| Переменный, постоянный (–) | |
| Обеспечивает возможность сварки при низком напряжении холостого хода источника питания дуги | |
| 14 | Подобны «13», но покрытие содержит железный порошок (повышенная производительность) |
| Переменный и постоянный | |
| 15 | Основное |
| Постоянный (+) | |
| 16 | Подобны «15» |
| Переменный, постоянный (+) | |
| 18 | Подобны «16», покрытие содержит железный порошок (повышенная производительность) |
* Примечание. Первый индекс — положение сварки.
Таблица 65. Положение сварки
| Индекс | Положение швов при сварке |
| 1 | Все |
| 2 | Нижнее и горизонтально-вертикальное |
| 4 | Особенно хорошо «сверху—вниз» |
Таблица 66. Требования к ударной вязкости
| Тип | Минимальная температура, °C, при средней энергии разрыва (KCV) =27 Дж/см2 |
| Е7016-1 | –46 |
| Е7018-1 | –46 |
| Е7024-1 | –18 |
Таблица 67. Содержание водорода в наплавленном металле
| Н4 | 4 мл/100 г |
| Н8 | 8 мл/100 г |
| Н16 | 16 мл/100 г |
