Содержание страницы
Наиболее высокие темпы развития и передовые технологии аддитивного производства (АП) сосредоточены в странах Европы и США более 50% рынка аддитивных технологий (АТ), однако в последнее время все больше развиваются Китай, Япония и Россия .
Целевыми отраслями внедрения аддитивных технологий являются авиаракетостроение, автомобилестроение, энергетическая отрасль, включая атомную промышленность, общее машиностроение .
Наиболее активно развивающимся направлением аддитивного производства (АП) является изготовление функциональных изделий и деталей из пластиковых, металлических и неметаллических материалов. По статистическим данным более 25% изделий изготавливаются из металлических (композиционных и керамических) материалов, а до 2020 г. этот показатель может увеличиться до 75% .
По данным консалтингового агентства Wohlers Associates Inc, одного из ведущих исследователей рынка 3D-печати, наблюдается экспоненциальный рост применения АТ в производстве готовых функциональных изделий (рис. 191) .
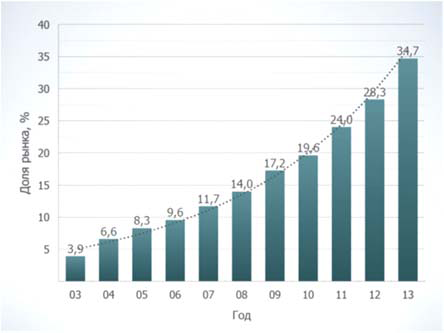
Рис. 191. Динамика производства изделий с применением аддитивных технологий (АТ)
Экономическое обоснование применения АТ в промышленности предполагает переход от бизнес-модели снижения себестоимости изделия к модели повышения эксплуатационных, эргономических и технологических свойств конечного продукта. Зависимость себестоимости изделия от объема производства и точка безубыточности применения АТ показаны на рис. 192.

Рис. 192. Соотношение себестоимости изделия и объема производства
Наиболее эффективно внедрение аддитивных технологий в таких отраслях промышленности, как авиация, судостроение, энергетическое машиностроение, а также дентальная медицина и восстановительная хирургия.
Именно в авиации, космической индустрии и энергетическом машиностроении возник интерес к AM-технологиям, «непосредственному выращиванию» металлических изделий, в качестве альтернативы традиционным технологическим методам для производства товарной продукции. Причем мотивацией здесь являлась экономическая целесообразность. Аддитивные технологии в ряде случаев (при объективных расчетах реальных затрат) оказываются менее дорогостоящими, чем традиционные технологии.
В отраслях машиностроения, особенно в авиастроении, энергомашиностроении, автомобильной промышленности наиболее распространенными AF-технологиями являются:
- Steriolithography Apparatus – отверждение слоя фотополимера посредством лазерного луча;
- Selective Laser Sintering – послойное лазерное спекание порошковых материалов, в частности полимеров;
- Direct Metal Fabrication – разновидность SLS-технологии, послойное лазерное спекание металлопорошковых композиций;
- Selective Laser Melting – разновидность SLS-технологии, послойное лазерное плавление металлопорошковых композиций;
- Digital Light Procession – засветка слоя фотополимера с помощью цифрового прожектора;
- PolyJet – нанесение слоя фотомолимера через многосопловую головку и его отверждение посредством засветки ультрафиолетовой лампой;
- Fused Deposition Modeling – послойное наложение расплавляемых нитевидных полимеров;
- InkJet – отверждение слоя порошкового материала путем нанесения связующего состава через многосопловую головку.
Используют и другие технологии, но наиболее популярны технологии SLA (рис. 193) и SLS (и ее разновидности) как технологии, дающие наилучшую точность и имеющие разнообразные сферы применения.
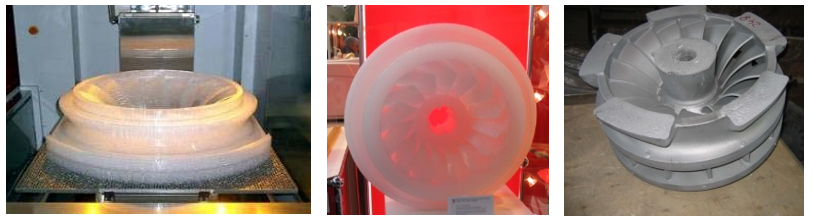
Рис. 193. SLA-модель и отливка рабочего колеса турбоагрегата. Предоставлено ОАО «Тушинский машиностроительный завод»
1. Авиационно-космическая промышленность
Авиационно-космическая промышленность проявляет острый интерес к АП-технологиям с момента их появления. По самой своей природе этот рынок требует мелкосерийного производства высококачественных деталей, поэтому избавление от инструментальной оснастки, предлагаемое АП-технологиями, приносит существенные выгоды.
Развитию AM-технологий в авиационной промышленности, безусловно, способствовало существенное расширение номенклатуры металлопорошковых материалов: 2000 г. – не более 5-6 наименований, 2012 г. – десятки видов разнообразных композиций от обычных конструкционных сталей до жаропрочных сплавов и драгоценных металлов.
В настоящее время за рубежом крупные компании, занимающиеся производством авиационной техники, активно осваивают и внедряют в свои технологические процессы аддитивные технологии.
На сегодняшний день ряд систем и материалов прошел сертификацию, и сегодня АП-технологии используются для мелкосерийного производства деталей летательных аппаратов. Так, например, компания General Electric (GE) производит топливные форсунки для нового турбовинтового двигателя LEAP с помощью процесса DMLS из кобальтохромового порошка . Впервые 3D печать используется для массового производства различных деталей, необходимых для тысячи реактивных двигателей (рис. 194) .
В данный момент GE Aviation полностью перевели процесс изготовления форсунок газотурбинных двигателей на аддитивные технологии. В компании GE работает более 300 машин, а к 2020 г. планируется изготовить более 100 тысяч деталей посредством аддитивных технологий .
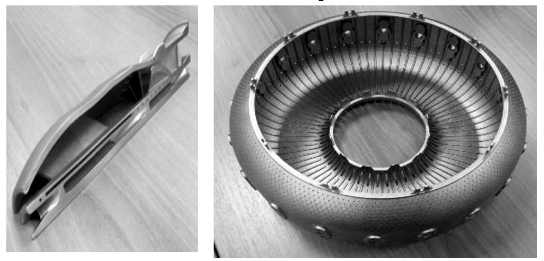
Рис. 194. Детали авиационного двигателя, полученные промышленным методом с помощью селективного лазерного сплавления
Компания Boeing методами АП произвела более 20 000 деталей, которые уже используются в военных и гражданских самолетах компании . В частности, Boeing установила компоненты, изготовленные из термопластика по процессу SLS, на гражданских самолетах серий 737, 747 и 777 и использовала несколько сотен таких деталей на самолете 787-й серии . В дополнение к этому множество SLS-деталей установлено на нескольких версиях военных самолетов, таких как самолет дальнего воздушного радиолокационного обнаружения и управления, модели С-40, AWACS и Р-8. Еще одним примером может служить трубопровод охлаждения (система контроля состояния среды) на истребителе F/A-18E/F Super Hornet, разработанном компанией Boeing для ВМС США.
В последние годы компания Boeing значительно увеличила номенклатуру деталей, изготавливаемых по аддитивным технологиям. Сейчас таким образом изготавливается более 22 тысяч деталей 300 наименований для 10 типов военных и коммерческих самолетов, включая Dreamliner. По заявлению представителя компании General Electric через 10 лет примерно половина изготавливаемых ими деталей будет получена с помощью аддитивных технологий . По сообщениям представителей компании, Boeing планирует производить новый беспилотный самолет практически полностью по AF-технологиям.
Крупный центр исследования и разработки по аддитивным технологиям создан компанией Boeing в Сент-Луисе. В центре занимаются как производством прототипов изделий из полимерных материалов, так и производством конечных деталей газотурбинных двигателей. Так, например, при производстве впускных каналов для двигателей высотных самолётов, компания применила аддитивные технологии. Через два для после получения заказа детали были произведены и отправлены заказчику.
Исследования сокращения затрат, вызванного применением АП в аэрокосмической индустрии, указывает на значительный выигрыш при работе над некоторыми деталями или задачами. Например, использование процесса LENS для восстановления турбинных лопаток на военном складе в Аннистоне (США) приводит к экономии нескольких тысяч долларов на каждой детали, что дает годовую экономию более одного миллиона долларов . Аналогично этому, как показывают расчеты, восстановление торцов лопаток в двигателе AV8B, изготовленных из титанового сплава Ti-6A1-4V, позволяет сэкономить $715 000 в год .
Прогнозируемая экономия для авиакомпании в размере $2,5 млн только за счет снижения на 50-80% веса металлических креплений в салоне при их изготовлении с помощью технологий АП .
Компания Airbus использовала технологию селективного лазерного плавления для уменьшения массы шарнирного крепления, применив в его конструкции легковесные и прочные решётчатые конструкции (рис. 195) .
 |
| Рис. 195. Шарнирное крепление до и после оптимизации конструкции под аддитивное производство |
В табл. 29 показано преимущества внедрения АМ-технологий на примере производства кронштейнов компанией Airbus Defence and Space .
Таблица 29
Преимущества АМ-технологий
| Экономия | Применение АМ-технологий |
| Трудоемкость работ
Расходы на производство |
Технология позволяет сократить время изготовления 3 деталей до 1 месяца, а время сборки со смежными компонентами — на 5 дней |
| Вместо ряда традиционных операций обработки можно создавать деталь в одном технологическом действии | |
| Вес напечатанной детали на 300 г легче традиционной конструкции, что дает почти 1 кг экономии для целого спутника | |
| Издержки при эксплуатации | Напечатанные из порошка титана детали с большей вероятностью сохраняют находящееся на спутнике оборудование от возможных сбоев |
Топливные баки для спутников Lockheed Martin Space Systems изготовлены компанией RedEye. С применением 3-D технологий напечатаны 10 частей для 2 м и 6 частей для 1,2 м испытательных баков. На изготовление было затрачено 250 тыс. долл., что в половину меньше традиционного производства компонентов .
Метод прямого лазерного спекания металла (DMLS), разработанный крупнейшей компанией EOS, использован Калифорнийской компанией SpaceX для изготовления камеры двигателя SuperDraco многоразового космического корабля Dragon. В частности, камера сгорания была изготовлена при помощи трехмерной печати . Особенности DMLS позволили РД произвести до 7 257,48 кг тяги, что обеспечило маневренность космического корабля и точность управления на орбите и во время прохождения через атмосферу Земли .
Американское космическое агентство (NASA) – один из лидеров по применению аддитивных технологий при изготовлении деталей к космическому грузовику Space Launch System .
SLM-метод широко применяется в двигателестроении инженерами NASA. При помощи SLM установки был произведен и успешно протестирован инжектор двигателя для ракеты RL-10. Испытание инжектора ракетного двигателя (РД) компании Aerojet Rocketdyne совместно с Научно-исследовательским центром NASA им. Гленна (Кливленд) продемонстрировало внушительные результаты в области АМ-технологий (табл. 30) .
Таблица 30
Сравнение методик изготовления детали
| Параметры | 3-D печать методом SLM | Традиционные способы обработки |
| Срок сдачи детали | 3 недели (из них 40 часов на изготовление) | 6 месяцев |
| Количество компонентов детали | 1 часть | 4 части |
| Количество спаянных (сварных) соединений | 0 спаек | 5 спаек |
| Стоимость детали | 5 тыс. долл. | 10 тыс. долл. |
Aerojet Rocketdyne провела испытания системы впрыска топлива демонстрационного двигателя Bantam, работающего на жидком кислороде/керосине (рис. 196) . Этот двигатель будет полностью построен с использованием аддитивных технологий. По сравнению с двигателями, построенными по традиционным технологиям, производственный цикл нового двигателя сокращен с года до двух месяцев, количество движущихся частей двигателя снижено с десятка до трёх, производственные затраты снижены на 65% по сравнению с традиционными производственными процессами.
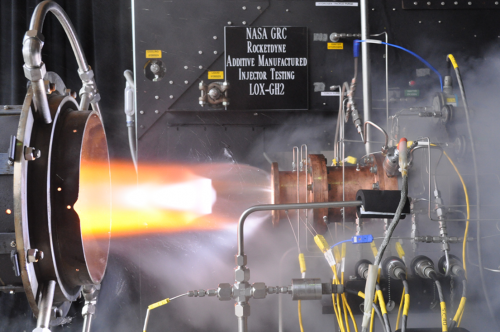 |
| Рис. 196. Испытание системы впрыска топлива двигателя Bantam |
Lufthansa Technik, используя технологии аддитивного производства, планирует начать ремонт компрессорных лопаток высокого давления в авиационных двигателях.
В ноябре 2013 г. концерн Rolls-Royce принял решение об увеличении количества элементов авиационных двигателей, изготовленных с использованием АТ (рис. 197). Исследования, проведенные представителями компании, показали увеличение скорости производства в 10-15 раз, снижение массы деталей (до 50 %), экономию дорогостоящих материалов и возможность изготовления более совершенных и легких конструкций сложной формы из металлов и керамических материалов .
 |
| Рис. 197. Корпус подшипника с внутренними каналами, изготовленный по технологии селективного лазерного плавления |
Примером успешного применения аддитивных технологий может служить изготовление топливного завихрителя (рис. 198). Традиционными технологиями изготовить топливный завихритель можно только в случае разбиения его на несколько отдельных частей, но, изготовив его как единое целое с применением аддитивных технологий, можно добиться снижения массы и увеличения прочности .
 |
| Рис. 198. Топливный завихритель, произведённый Morris Technologies |
Имеется положительный опыт использования аддитивных технологий и российскими компаниями. Российская компания ОАО «НИАТ НТК» провела работы по замене сварных топливных форсунок авиационного двигателя на «выращенные» из никелевого сплава CL 100NB (рис. 199). В результате значительно снижен процент брака, масса изделия уменьшена на 17%.
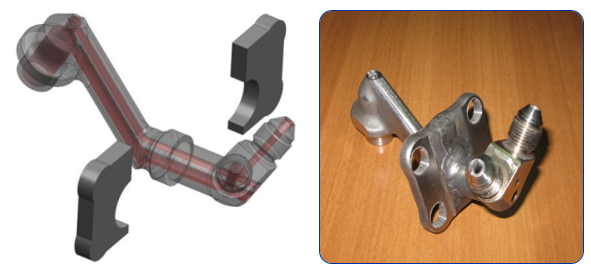
Рис. 199. Сварная и «выращенная» топливная форсунка. Предоставлено ОАО «НИАТ НТК»
Так например, для ремонта дорогостоящих изделий, например, рабочих органов турбин ГТД, валов (рис. 200) и т.д., а также для нанесения защитных и износостойких покрытий, используют такие аддитивные технологии, как DMD и LENS.
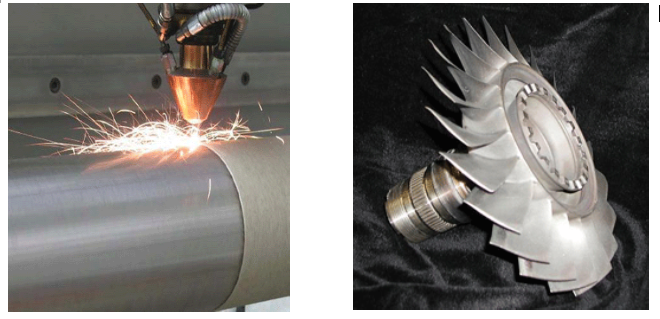
Рис. 200. Восстановление деталей авиационного двигателя. Источники
В работе приводятся сведения о том, что использование стереолитографии позволило на стадии разработки узлов ГДТ уменьшить стоимость экспериментов, сократить общее время проектирования, повысить точность расчетных исследований и резко понизить общее количество запусков установки.
Специалисты Всероссийского научно-исследовательского института авиационных материалов (ВИАМ) впервые в России изготовили по аддитивной технологии прототип малоразмерного газотурбинного двигателя (МГТД) для беспилотных летательных аппаратов.
МГТД (рис. 201) был изготовлен полностью на базе аддитивного производства ВИАМ по новой технологии послойного лазерного сплавления с использованием металлопорошковых композиций жаропрочного и алюминиевого сплавов, созданными специалистами института. Эта технология позволяет получить деталь в 30 раз быстрее, чем традиционными способами, толщина стенки камеры сгорания этого двигателя составила 0,3 мм .

Рис. 201. Малоразмерный газотурбинный двигатель
Первый успешный опыт внедрения аддитивных технологий в ВИАМ осуществлен в 2015 г. Тогда впервые в нашей стране был изготовлен из отечественной металлопорошковой композиции завихритель фронтового устройства камеры сгорания перспективного двигателя ПД-14. В настоящее время напечатано более 200 завихрителей.
Определенные методы создания АМ-технологий (табл. 31) значительно ускорили инновационное развитие авиационной и ракетно-космической промышленности.
2. Военное производство
По мнению аналитиков ОАО «Объединенная двигателестроительная корпорация», динамика развития аддитивного военного производства будет выглядеть следующим образом :
сегодня скорость изготовления одного изделия (прототипы, тестовые модели, детали авиационно-космической техники) составляет несколько дней, объем их производства характеризуется десятками изделий;
Таблица 31
Методы создания АМ-технологий
| Метод | Технология | Принцип создания | Материал | Компания |
|---|---|---|---|---|
| Экструзия | Моделирование методом послойного наплавления (FDM) | Подразумевает создание трехмерных объектов за счет нанесения последовательных слоев материала, повторяющих контуры цифровой модели. Как правило, в качестве материалов для печати выступают термопластики, поставляемые в виде катушек нитей или прутков. | Термопластики и композиты, включая ABS, PLA, поликарбонаты, полиамиды, полистирол, лигнин | Stratasys Ltd. (США) |
| Грануляция | Прямое лазерное спекание металлов (DMLS) | Подразумевает использование лазера для спекания частиц порошкообразного материала до образования трехмерного физического объекта. Спекание производится за счет вычерчивания контуров, заложенных в цифровой модели. По завершении сканирования рабочая платформа опускается, и наносится новый слой материала. Процесс повторяется до образования полной модели. | Порошковые металлы и сплавы, включая нержавеющую сталь, инструментальную сталь, кобальт-хромовые сплавы, титан, алюминий;
Керамические порошковые сплавы; Термопластики |
EOS GmbH (Германия)
Concept Laser GmbH (Германия) |
| Выборочное (селективное) лазерное спекание (SLS) | 3D Systems (США) | |||
| Выборочная (селективная) лазерная плавка (SLM) | Аналогично SLS и DMLS, кроме как используется ни частичная плавка, а полное расплавление металла в твердую однородную массу, необходимую для построения монолитных моделей. | SLM Solutions Group AG (Германия) |
через 3-5 лет скорость изготовления одного изделия (детали военных самолетов, двигателей военной техники, сложных систем вооружения) будет составлять часы, объем их производства будет характеризоваться сотнями изделий;
через 5-10 лет скорость изготовления одного изделия (компоненты боеприпасов, детали оружия массового производства) будет составлять минуты, объем их производства будет характеризоваться тысячами изделий.
Предполагается, что больше всего АТ будут востребованы при изготовлении деталей оружия и боеприпасов (рис. 202). Основные требования Военно-промышленный комплекс предъявляет к скорости технического перевооружения, это и обеспечит развитие АТ и внедрение их в массовое производство .

Рис. 202. Перспективы применения аддитивных технологий
Первопроходцем в области создания деталей к военной технике, является компания Stratasys Ltd. (США). Цифровые материалы Stratasys PolyJet позволяют инженерам и дизайнерам таких компаний оборонно-промышленного комплекс, как Boeing, Lockheed Martin, BAE Systems задавать точные характеристики детали.
3. Литейное производство
Для традиционного литейного производства аддитивные технологии дают новые возможности для оптимизации затрат и повышения эффективности производства.
При их использовании отпадает необходимость в дорогостоящей инструментальной оснастке, выдерживающей десятки и сотни тысяч циклов. Например, пресс-форма может быть выращена вместе с каналами охлаждения произвольной конфигурации, что невозможно сделать при обычных методах механообработки. Для изготовления пресс-форм с медными охлаждающими сердечниками, а также с так называемой конформной системой охлаждения, конфигурация которой соответствует геометрии формуемой детали, используют AM-машины POM, Omtomec и Fabrisonic. Применение литейных форм с равномерным или регулируемым охлаждением позволяет сократить время пребывания отливки в форме до 30%.
Компания Daimler AG (Штутгарт, Германия) в партнерстве с Concept Laser и Фраунгоферовским институтом лазерных технологий заменила дорогостоящие и длительные процессы литья в кокиль и в песчаные формы, применявшиеся для изготовления крупных функциональных металлических частей, АП-процессом, позволившим оптимизировать геометрию деталей и добиться снижения веса .
4. Автомобилестроение
Компания Morris Technologies Rapid и ее дочернее предприятие Quality Manufacturing специализируются на выращивании металлических деталей.
Потребители AF—технологий – тюнинговые автомобильные компании и фирмы, связанные с производством болидов F1.
Концерн BMW изготавливает эргономичные инструменты, детали концептуальных, эксклюзивных или ретро-автомобилей. В 2015 г. BMW оснастил гоночные автомобили DTM водяным насосом с рабочим колесом, изготовленным 3D-печатью (рис. 203). Высокоточная деталь из алюминиевого сплава подвергается большим напряжениям и показывает высокую надежность в жестких условиях автоспорта.

Рис. 203. Деталь насоса
Компании Stratasys и Kor Ecologic напечатали на 3D- принтере рабочий гибридный автомобиль (рис. 204). При этом были использованы принтеры Dimension 3D и Fortus 3D, производимые компанией Stratasys .

Рис. 153. Двухместный автомобиль Urbee Hybrid, созданный при помощи 3D-принтера
Примером использования АП в автомобилестроении служит изготовление 100 крышек омывателя фар для Lamborghini Gallardo, выполненное компанией CRP Technologies с помощью SLS-обработки материала с наполнением из углеродных волокон . Применение аддитивных технологий позволило сократить сроки для экономически целесообразного изготовления малой партии высококачественных комплектующих.
Перспективы применения АП-технологий в автомобильной промышленности продемонстрировала компания Local Motors, изготовившая с помощью 3D-печати первый пригодный для поездок автомобиль под названием Strati . Автомобиль состоит из 49 деталей, включая напечатанный на 3D-принтере корпус, в то время как типичный промышленный автомобиль имеет в своем составе несколько тысяч деталей.
Гоночный автомобиль, построенный студентами Changsha University of Science and Technology (Китай) с использованием 3D печатных частей из углеродного волокна и пластика, обладает максимальной скоростью (почти 100 км/час) и весит всего 220 кг.
Для создания целых автомобилей американская фирма Local Motors (рис. 205) использует технологию 3D-печати .

Рис. 205. Автомобиль Американской фирмы Local Motors
5. Медицина
В медицине часто необходимо изготавливать продукцию, персонализированную с точки зрения формы и функций, что обусловлено уникальностью каждого пациента. Технологии аддитивного производства способны сделать производство персонализированной продукции экономически целесообразным при минимальных изменениях в дизайне. Другим мотивом использования АП в медицинских приложениях является размер рынка.
Применение в медицине АП-технологий подразделяют на следующие категории:
- биомоделирование, включающее в себя изготовление физических моделей анатомического строения человеческого тела и, говоря шире, биологических структур для хирургического тестирования и планирования операций;
- проектирование и изготовление персонализированных имплантатов для реконструктивных операций, реабилитации и пластической хирургии;
- производство имплантатов с пористой структурой (матриц) и тканевая инженерия; изготовление специализированных хирургических инструментов и приспособлений;
- доставка лекарственных средств и изготовление микронных медицинских устройств .
Имеются отчеты об успешном изготовлении и испытании персонализированных сердечных клапанов , искусственных челюстей , композитной части коленного сустава и акриловых краниопластических имплантатов, изготовленных методом стереолитографии . С помощью ЕВМ-системы Arcam налажено массовое производство ацетабулярных колпачков, применяемых при протезировании тазобедренного сустава. Использование АП позволяет производить имплантаты с пористой структурой, облегчающей прорастание тканей. В работах приводятся результаты экспериментов по изготовлению биоактивных и биосовместимых имплантатов.
Технологии АП применяются для серийного производства стоматологических изделий. Для стоматологических изделий очень хорошо подходит процесс SLM, поскольку изделия имеют сложную геометрию, требуют значительной индивидуализации и имеют высокую совокупную стоимость .
АП-технологии находят свое применение также в сфере слухового протезирования: два ведущих производителя слуховых инструментов, Siemens и Phonak, применяют системы АП для серийного производства индивидуализированных слуховых аппаратов. В настоящий момент для изготовления слуховых аппаратов используются процессы SLS и SL .
6. Другие области применения
Преимущества применения аддитивных технологий при производстве систем теплоотвода микроэлектронных устройств, разработке новых изделий вакуумного и пневмоэлектромеханического оборудования, выпуске небольших партий пластмассовых деталей сложной геометрии описаны в работах .
Авторы работ отмечают перспективность применения этих технологий в декоративно-прикладном искусстве и архитектуре.
Аддитивное производство – экономически оправданное решение для изготовления небольших партий ювелирных украшений. Например, при изготовлении пробных партий для маркетинговых исследований, выставок и показов, при высокой срочности заказов или же в случаях невозможности изготовления изделий традиционным способом. Появление новой цифровой технологии прямого аддитивного производства изделий из металлов, в том числе драгоценных, обеспечивает исключительную свободу дизайна (рис. 207). Использование технологии позволяет изготавливать эксклюзивные изделия ранее недоступных форм и дизайнерских решений, что позволяет производителю получить конкурентное преимущество на рынке .

Рис. 207. Ювелирные украшения, полученные методом селективного лазерного плавления LaserCUSING
Нейлоновый Аэровелосипед (рис. 208), созданный Европейским аэрокосмическим и оборонным концерном (European Aerospace and Defence Group (EADS)), обладает рядом преимуществ по сравнению с более традиционными велосипедами: он наполовину легче, но его прочность равна прочности стали. Кроме того, такое производство велосипеда является гораздо более экологически чистым, чем обычный производственный процесс.

Рис. 208. Аэровелосипед (Airbike)
Компания 3D Systems добилась успехов в области печати пищи, и исследовала возможности использования принтеров для создания целого ряда различных продуктов. Созданный ими аппарат Chefjet, способен создавать шоколадные изделия и конфеты.
НАСА проводило исследования с использованием печатной пищи на космических кораблях. Пищевые пакеты занимают значительный объем пространства, и обладают ограниченным сроком службы. Пищевые картриджи для 3D принтеров также занимают гораздо меньше места и могут служить до 30 лет, что позволит проводить более долгие пилотируемые космические полеты.
Производители создают узкоспециализированные инструменты с помощью 3D принтеров: от обычных гаечных ключей, отвёрток и молотков до инструментов, которые предназначены для работы в очень конкретных обстоятельствах. Так, компания «Stratasys» создала аккумуляторные дрели, которые включают в себя целый ряд различных полимеров.
В настоящее время доля России на мировом рынке АТ невелика (рис. 209). Однако динамика развития и актуальность таких технологий позволяют прогнозировать существенный рост применения их в отечественной промышленности .
Не вызывает сомнения тот факт, что с каждым годом AF-технологии будут открывать новые возможности по созданию уникальных изделий и новые области применения .
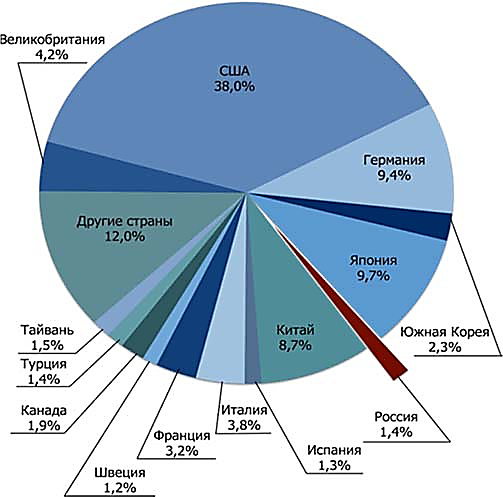
Рис. 209. Распределение аддитивного оборудования в мире