Содержание страницы
1. История развития сварки
Способ получения неразъемных соединений различных металлических деталей путем сварки и пайки был известен еще в глубокой древности. Так, в египетских пирамидах при археологических раскопках нашли золотые изделия, которые имели паянные оловом соединения, а при раскопках итальянского города Помпеи обнаружили свинцовые водопроводные трубы с продольным паяным швом. Широко применялась в прошлом и кузнечная сварка. При этом способе сварки соединяемые металлы нагреваются до состояния пластичности, а затем проковываются в местах соединения.
Ранее сварка представляла собой технологический процесс самого разнообразного применения, но, за небольшим исключением, не использовалась для создания сложных конструкций. Чаще ее использовали для изготовления свинцовых труб или свинцовых кровельных листов. Подогрев осуществлялся с помощью древесного угля, а сварку выполняли последовательными ударами молота (рис. 1).
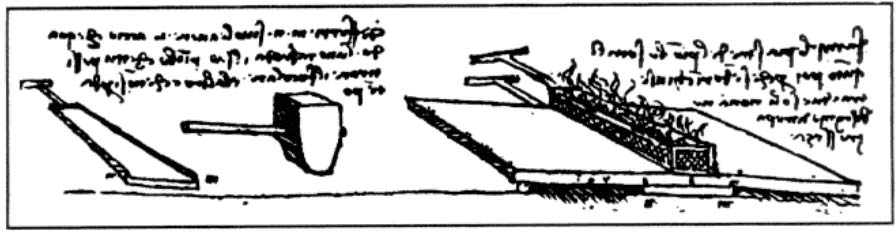
Рис. 1. Сварка листов свинцовой кровли, предложенная Леонардо да Винчи
Широко распространена была ремонтная сварка, например, ремонт каретных осей, разрушающихся от усталости.
Уровень технологии сварки в средние века можно увидеть на примере огромной пушки Дол Грайэт, 1382 года выпуска (рис. 2). Эта пушка представляла собой кованную трубу, усиленную наружными обручами, которые присоединялись к трубе кузнечной сваркой. Общая масса изделия более 16 тонн. Такой способ изготовления пушек был широко распространен во всем мире. Самые большие пушки этого типа были изготовлены в Индии в XVI и XVII веках. Они достигали 9 метров в длину и весили до 50 тонн.
В большинстве древних строений в качестве несущих элементов, нагруженных сжатием, применялись камень и неармированный бетон, а также древесина для балок и перекладин. В некоторых случаях требовались узлы, работающие на растяжение, и тогда использовали железные анкера, изготовленные кузнечной сваркой или ковкой. Одним из примеров тому является купол Храма Рокк в Иерусалиме (VIII в.). В нем горизонтальная растягивающая нагрузка восьмигранного свода приложена к восьмигранному стальному крепежному кольцу. И это не украшение, а составной компонент конструкции.
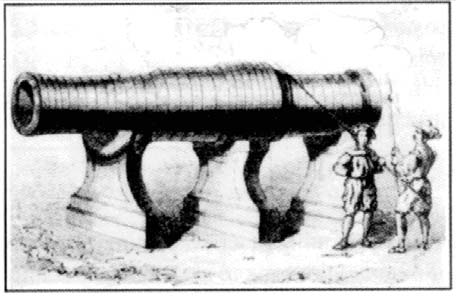
Рис. 2. Пушка Дол Грайэт 1382 г.
В итальянской Венеции аркады Дворца Дожей также поддерживаются стальными брусьями. И здесь горизонтальная нагрузка сводов требовала сварного крепления.
Вообще, готическая архитектура и архитектура эпохи Возрождения часто требовали стальных сварных соединений несущих конструкций как на начальной стадии строительства, так и при последующем ремонте. Это было первое широко распространенное применение сварки в элементах сооружений.
С наступлением индустриализации, вследствие развития науки и техники, многие изготавливаемые ранее из дерева и камня элементы сооружений были заменены металлическими. Преобладающим металлом было и остается железо или его сплавы, называемые сталями.
Можно с уверенностью утверждать, что и в дальнейшем сварка будет оставаться одним из ведущих технологических процессов в промышленном производстве и в строительстве. До 2/3 мирового потребления стального проката идет на производство сварных конструкций и сооружений. Сварке подвергаются практически любые металлы и неметаллы в любых условиях — на земле, в морских глубинах и в космосе. Толщина листов свариваемых деталей колеблется от единиц микрон до десятков и сотен сантиметров, масса сварных конструкций — от долей грамма до сотен и тысяч тонн. Зачастую сварка является единственно возможным или наиболее эффективным способом создания неразъемных соединений конструкционных материалов и получения заготовок, максимально приближенных к оптимальной форме готовой детали или конструкции.
2. История разработки процессов сварки плавлением
Большинство современных электродуговых процессов были разработаны в первой половине 20-го века, хотя начало свое они берут в веке 19-м. Так, в 1802 году впервые в мире профессор Санкт-Петербургской медикохирургической академии Василий Владимирович Петров (1761—1834) открыл и наблюдал дуговой разряд от построенного им сверхмощного «Вольтового столба». Этот столб состоял из 2100 пар разнородных кружков (из меди и цинка), которые были проложены бумажными кружками, смоченными водным раствором нашатыря. Тогда это был наиболее мощный источник электрического тока. Проделав большое количество опытов, профессор Петров показал возможность использования электрической дуги для освещения и плавления металлов.
Он первым предложил применить электрическую дугу в качестве источника теплоты для мгновенного расплавления металлов.
Изначально в дуговой сварке не использовали расходных сварочных материалов, и основным видом электросварки была сварка дугой с использованием неплавящегося угольного электрода. Впервые она была применена в 1881 году Августом де Меританом. Спустя короткое время, в 1888 году, Н. Г. Славянов заменил уголь на голый металлический электрод (пруток), обычно изготавливавшийся из холоднокатанной стали (например, телеграфной проволоки, проволоки для изгороди и т. д.). Тем самым было положено начало дуговой сварке плавящимся электродом. Дугу от такого электрода было очень трудно зажигать и поддерживать, так как она горела на открытом воздухе, и поэтому наплавленный металл был сильно загрязнен и вспенен кислородом и азотом. Процесс сварки был не слишком благоприятен для пользователя и сопровождался образованием неровных поверхностей плавления, пористости и довольно обильным крупнокапельным переносом металла.
Первые флюсы, наносимые непосредственно на поверхность электродов, были аналогичны флюсам кузнечной сварки (песок, борат, пепел и т. п.). Учитывая то, что с помощью дуговой и кузнечной сварки решаются совершенно разные технические задачи, данный подход не был эффективным. Основной прогресс был достигнут (приблизительно в 1902 г.), когда Кельберг изготовил флюс для голых электродов. Стержни опускали в пасту, состоящую из порошкообразных карбонатов и окисей металлов, смешанных с водой. Покрытие высушивали при обычной температуре (от 20 до 30 °C), и электрод был готов к применению. Хотя по современным стандартам такое флюсование электрода считается сырым, с тонкой, низкокачественной обмазкой, оно давало некоторую газовую защиту при сварке и в какой-то степени обеспечивало стабилизацию дуги.
Однако разработки продолжались, и к 1912 году появилось толстое электродное покрытие, по существу представляющее собой обертку из синего асбеста, пропитанного жидким стеклом (рис. 3, а). Преимущество толстого покрытия заключалось в существенных добавках других составляющих, чего не было в тонком покрытии. Эти и другие подобные им изменения давали важные преимущества толстым электродам, так как они обеспечивали лучшую стабилизацию дуги и шлаковую защиту сварного шва. Электроды с толстым покрытием, пропитанным жидким стеклом, нашли применение в таких важных областях промышленности, как изготовление вооружений и ремонт бойлеров кораблей. Широкое использование толстого флюсового покрытия было обусловлено еще и тем, что оно обеспечивало не только защиту от атмосферного загрязнения, но создавало легко ионизируемые компоненты, стабилизирующие горение дуги. Этим компенсировался недостаток умения сварщика и повышался шанс получения шва без дефектов. Впервые прочность сварного шва стала равной прочности основного металла.
Электроды с толстым покрытием, изначально разработанные для ремонта бойлеров на кораблях, заложили фундамент для разработок в области сварочных материалов на много десятилетий вперед. Изготовители сварочных электродов еще и до настоящего времени используют в работе ряд прежних составляющих компонентов для флюса, такие как CaCO3, K2CO3, MgO, C, KNaSiO3, B2O3, HAlSiO4.
Интересный и показательный факт: даже при явных преимуществах покрытых электродов, в большинстве случаев, вплоть до 20-х годов ХХ века, в электросварке использовались в основном голые металлические электроды. Это происходило в основном по экономическим соображениям, так как первые покрытые электроды дорого стоили и при этом не всегда полностью удовлетворяли требованиям по качеству.

а)
б)
в) г)
Рис. 3. Схематичная иллюстрация основных сварочных процессов: а — сварка плавящимся электродом (SMAW); б — дуговая сварка под флюсом защищенной дугой (SAW); в — дуговая сварка вольфрамовым электродом в среде инертного газа (GTAW); г — дуговая сварка плавящимся электродом в среде защитного газа (GMAW)
Однако применение электродов, покрытых флюсом наглядно показало, что толстое покрытие способствует:
- стабилизации дуги во время сварки;
- образованию газового и флюсового слоя для защиты дуги и наплавленного металла от атмосферного загрязнения;
- регулированию взаимодействия флюс/металл путем добавления легирующих элементов в наплавленный металл;
- формированию правильной формы сварного шва за счет его укрытия шлаком во время сварки.
Непрерывная сварка электродом с флюсовым покрытием осуществлялась при помощи сварочной головки с автоматической подачей прутка. Этот процесс механизированной сварки известен как гравитационная сварка. С начала 1940-х годов этот метод широко использовался на японских верфях для сварки протяженных горизонтально-вертикальных угловых швов.
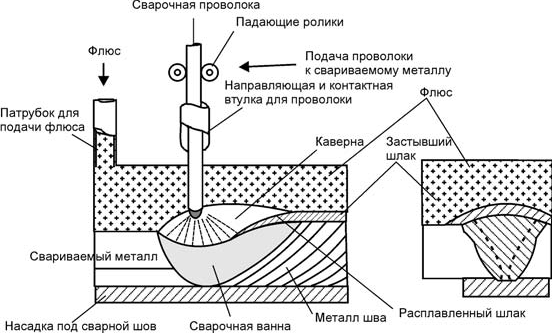
При сварке под флюсом дуга и расплавленный металл защищены оболочкой из расплавленного флюса и слоем нерасплавленных частиц гранулированного флюса (рис. 3, б). Этот процесс был разработан в США и СССР к концу 1930-х годов. В течение долгого времени считалось, что теплота должна выделяться за счет процесса нагрева током, проходящим через сопротивление расплавленного шлака.
Преимущество данного процесса заключается в том, что для достижения глубокого провара и получения высокой скорости наплавки металла при значительной экономии затрат можно применять очень высокие сварочные токи. Шов сваривают без разбрызгивания металла и попадания воздуха, так как дуга и сварочная ванна полностью защищены. Данный метод применяют в основном для сварки в нижнем положении плоских пластин с длинной и прямой разделкой.
Примерно в 1960 году был разработан процесс сварки под флюсом несколькими электродами, при котором используют две или более сварочные проволоки, подающиеся в одну и ту же сварочную ванну. Проволоки могут быть под током, либо в качестве присадки. Такой процесс позволяет увеличить скорость наплавки металла и улучшить эксплуатационную гибкость. Регулирование процесса наплавки металла также способствует достижению более высоких скоростей сварки.
Один за другим были разработаны, в частности на японских судоверфях, некоторые типы процессов односторонней сварки под флюсом на медной или флюсовой подкладке (рис. 4).
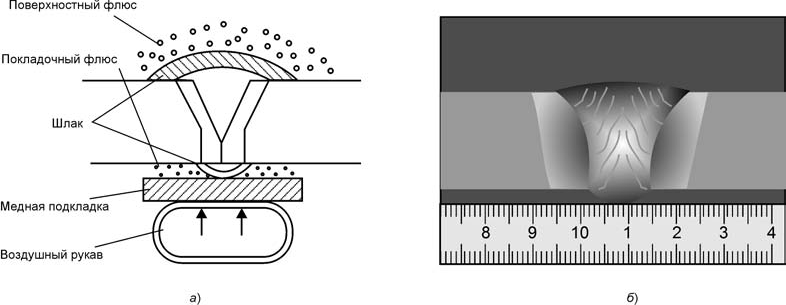
Рис. 4. Флюсо-медная подкладка (а) и сварной шов (б)
Односторонняя дуговая сварка представляет собой процесс получения шва с полностью проплавленным основным металлом путем сварки только с одной стороны. Она применялась в конструкциях, где пространство было слишком узким для сварки металла с обеих сторон. Целью этой разработки являлось повышение эффективности работ на габаритных конструкциях в судостроении в случаях, когда переворачивание деталей было затруднительным или невозможным. Для получения гладкой однородной поверхности с обратной стороны шва подкладывали длинную медную полосу с нанесенным на ее поверхность тонким слоем флюса, которую прижимали к обратной стороне шва с помощью надувного резинового рукава (рис. 1.4, а). Так как односторонний процесс сварки под флюсом делает возможным изготовление сборочной линии в сочетании с конвейером, его успешно начали применять на многих судоверфях, а впоследствии его применение распространилось и на стадию строительного монтажа.
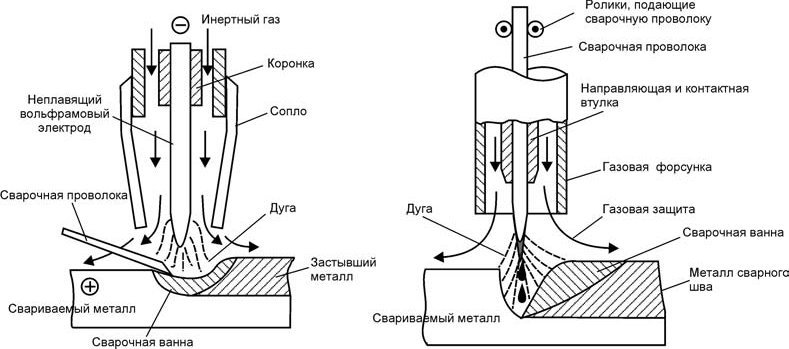
Идея применения защиты дуги и наплавленного металла от атмосферного загрязнения принудительной подачей газа в зону сварки известна примерно столько же, сколько и покрытый электрод. Рассмотрено и испытано много видов газов от инертных до водорода. Примерно в 1930 году в США был проведен ряд экспериментов по горению дуги с вольфрамовым электродом в атмосфере инертного газа, а позднее, в 1940 году, была начата на практике сварка дугой, возбуждаемой вольфрамовым электродом в гелии (рис. 1.3, в). Это было началом применения процесса дуговой сварки вольфрамовым электродом в среде инертного газа. В ходе разработки этого процесса чистота защитного газа была повышена до 99,95%, особенно в связи с потребностью в высокоочищенных газах для сварки алюминиевых сплавов и реактивных металлов. Популярность приобрел аргон как наиболее эффективный и безопасный в применении газ.
В 1948 году был разработан новый процесс с применением защитного газа. Это была дуговая сварка плавящимся электродом в среде защитного газа (рис. 1.3, г). В дуговой сварке вольфрамовым электродом электрод был неплавящимся, а в данном процессе электрод имел форму проволоки, которая подавалась из бухты в дугу со скоростью, равной скорости плавления проволоки. Так как применение аргона для дуговой сварки плавящимся электродом в среде защитного газа экономически невыгодно, то после нескольких лет исследований в СССР, Великобритании, Нидерландах и Японии к концу 1950-х годов были разработаны методы, сделавшие возможным использование углекислого газа в качестве защитного.
1960-е годы были самым важным периодом, в течение которого были разработаны многие процессы сварки плавлением, отличные от вышеупомянутых, которые стали широко применять во всем мире. В их число входит дуговая сварка порошковой проволокой в защитном газе и без него, электрогазосварка, дуговая сварка плавящимся электродом в смеси газов (Ar+CO2), электрошлаковая сварка и т. д.
В начале 1980-х годов были разработаны и применялись в основном порошковые проволоки малого диаметра (1,2—1,6 мм), поэтому применение полуавтоматической и автоматической дуговой сварки было распространено в основном в судостроении и строительстве мостов.
3. Электроды с железным порошком в покрытии
Вводить дополнительный металлический материал в покрытие сварочных электродов с целью интенсификации процесса плавления присадочного материала предложили еще в 1937 г. Е. М. Кузмак и И. П. Доронин. На стержни диаметром 4,0; 5,0 и 6,0 мм с предварительно нанесенным тонким покрытием наматывали спираль из проволоки малого диаметра. Затем на эти электроды наносили второй слой покрытия того же состава, что и первый. Масса намотанной спирали составляла 100—110% массы стержня. По данным Е. М. Кузмака и И. П. Доронина, предложенные электроды имели коэффициент наплавки порядка 18—20 г/А·ч, т. е. в 2 раза больше, чем у промышленных электродов без железного порошка.
Примерно через десять лет специалисты ряда стран (Англии, Франции, Германии, США и др.), оценив достоинства электродов Е. М. Кузмака и И. П. Доронина, разработали промышленные марки высокопроизводительных электродов с железным порошком. В дальнейшем в результате систематических исследований особенностей процессов плавления электродов с различным количеством железного порошка в покрытии различных типов, разработки требований к железному порошку, изучения технологии их изготовления была разработана широкая номенклатура высокопроизводительных электродов, определился устойчивый спрос на такие электроды. В то же время, потребитель стал диктовать поставщикам все новые требования к электродам с железным порошком, регламентируя типы покрытий, сварочно-технологические характеристики, возможность сварки в иных, кроме нижнего, положениях, свойства и эксплуатационные характеристики свариваемых соединений и т. д. Процесс совершенствования высокопроизводительных электродов во многих странах находится в развитии и в настоящее время. Фирмы ряда западных стран предлагают потребителю достаточно широкую номенклатуру электродов различного назначения с основным, рутиловым, рутило-основным и другими типами покрытий, характеризующимися коэффициентом наплавки 12—20 г/А·ч.
В нашей стране широкое применение высокопроизводительных электродов началось примерно к середине 60-х гг. Именно в это время были разработаны электроды ОЗС-3, АНО-1, ЗРС-1 и др. с коэффициентом наплавки 14—15 г/А·ч. По многим причинам в течение нескольких десятилетий интерес к такого рода электродам снижался, хотя промышленные и экономические выгоды применения высокопроизводительных электродов убедительны.
4. Первые сварные конструкции
Кораблестроение. Первые нормативы на стальные суда были выданы Регистром Ллойда в 1855 г. и Бюро Веритас в 1858 г. Поскольку преобладающим видом соединения металлических листов была клепка, эти суда собирались без применения сварки. Впервые сварка была использована в качестве ремонтной технологии, больше по необходимости, нежели осознанно.
Сварочная технология впервые была широко применена в 1905 году для ремонта русских судов, поврежденных во время войны с Японией. Успех этих ремонтных работ обусловил идею использования сварки с самого начала сооружения судна. После ремонта небольших барж в 1915—1917 гг. и выдачи Регистром Ллойда в 1918 году первых нормативов на сварку судов, были разрешены проектирование и спуск на воду судов с цельносварным корпусом.
Вскоре после Первой мировой войны все государства, имеющие в своем распоряжении морской флот, проявили живой интерес к быстрому и дешевому способу строительства судов. В Швеции было сконструировано и построено 16-ти метровое судно «ESAB IV», демонстрирующее все особенности цельнометаллической конструкции корпуса корабля. По этому проекту во Франции был построен 20-ти метровый корабль «SAF 4», а в Японии спущен на воду «Suwa Maru».
Первое большое судно дальнего плавания было построено и спущено на воду в Великобритании в 1919 г. Корабль «Fullagar» имел 46 метров в длину и водоизмещение 398 тонн. Это судно выдержало серьезное крушение, которое потопило бы клепаный корабль. Очередной значительный шаг в направлении совершенства сварных кораблей был сделан в связи с ограничением тоннажа немецких судов по Версальскому договору. Самым лучшим способом обеспечения требований к уменьшению веса судов была сварная конструкция. В 1923 году был спущен на воду легкий крейсер «Emden», длиной 155 м и водоизмещением 6056 тонн.
В 20-е и 30-е годы ХХ в. клепаные суда еще оставались в большинстве. Картина изменилась в 40-е годы. Вторая мировая война породила огромный спрос на корабли, удовлетворить который могли только сварные суда. В эти годы в США было построено 2600 так называемых «Либерти Шипс» (Кораблей Свободы).
При эксплуатации сварных судов проявился новый вид разрушения корпуса судна. Он появлялся в основном из-за остаточных напряжений и отсутствия способности к деформации при определенных условиях. В конечном счете, большие научно-исследовательские работы смогли решить проблему хрупкого излома с помощью специальных материалов, требований к проектированию и сварке.
Несущие стальные конструкции для зданий. Несущим стальным конструкциям для зданий с самого начала пришлось остро соперничать с бетонными и каменными. Сталь применяли только тогда, когда свойства общепринятых материалов были недостаточными. Примером может служить Эйфелева башня в Париже. В то время невозможно было возвести подобное сооружение из бетона. Развитие сварочной технологии изменило отношение к ней. Значительное сокращение стоимости производства и времени изготовления сделали стальные конструкции конкурентоспособными во многих областях. Экономичное превосходство сварных конструкций стало очевидным.
С 1920 года в США были начаты проектные исследования по созданию конструкций несущих каркасов для многоэтажных зданий с использованием сварочной технологии.
Результаты этих исследований и ожидания снижения стоимости строительства были настолько убедительными, что 7-этажная больница Калифорнийского университета была построена за один месяц. Сообщалось, что при этом использовали 10 сварочных установок, которыми сварили более чем 3500 м швов. Несколькими годами позже этот успех привлек внимание европейских конструкторов. В 1922 году в Германии (Neese) была представлена на рассмотрение первая докторская диссертация, посвященная деталям конструкций, проектированию, анализу и проверке качества сварных соединений.
В 20-е годы по всему миру было воздвигнуто несколько зданий с применением сварки. В Германии были построены заводские здания, 13-этажное здание было возведено в Катовицах (Польша) и 20-этажное в Швейцарской Лозанне. Строительство здесь проходило по обычной технологии: изготовление элементов конструкций в цехе с использованием всех установок оснастки, приборов и доступных для автоматизации средств, а затем последующее возведение здания на монтажной строительной площадке с помощью сварки, а иногда и болтовых соединений.
После этой ранней, более или менее экспериментальной стадии новой технологии, потребовались правила и нормативы. Первые нормативы были введены в Германии в 1926 г. Затем в Польше в 1927 был опубликован норматив «Стандартное производство металлоконструкций с использованием дуговой сварки». Позднее за ними последовали все промышленно-развитые страны. В 30-е годы сварка была внедрена в технологию сооружения небоскребов и высотных зданий: 32-этажное здание в Лос-Анджелесе, 19-этажное в Варшаве, Литтори-Тауэр высотой 116 м в Милане.
Мосты. С середины XIX века, когда сталь стала дешевой и массовой продукцией, начали возводить огромные мосты. В качестве примера можно вспомнить некоторые выдающиеся сооружения: мост через реку Форт, мост Тайн Бридж в Великобритании, Бруклинский мост в Нью-Йорке. Все эти мосты были склепаны. Конструкторы в течение долгого времени неохотно использовали сварку из-за сомнений в надежности.
Во Франции в 1923 году механики были вынуждены взяться за срочный ремонт моста. С помощью сварки были добавлены ребра жесткости. Год спустя после удачного опыта железнодорожный виадук был отремонтирован и усилен сваркой. Допустимую нагрузку смогли удвоить.
В конце 20-х годов были сооружены первые сварные мосты. Пионерами были США и вслед за ними Советский Союз, выполнявший свои пятилетние планы. Экономия от применения сварки при строительстве мостов была значительной. В 1930 году уже существовали первые нормативы на сварные мосты, и широкому применению сварки уже ничего не мешало. В Бельгии были построены мосты через канал Альберта. Позднее они рухнули из-за хрупкостных разрушений. Замечательным примером того времени является полностью сварной мост в Чехословакии (Faltus). Проект производства сварочных работ отвечает всем современным требованиям. К концу 30-х годов были полностью разработаны концепции, проект и анализ сварных мостов.
Транспортные средства и оборудование. Вероятно, не случайно, автомобильная промышленность и сварочная технология развивались в одно и тоже время. В Германии первая реализация ацителено-кислородной сварки состоялось на автомобильном заводе. По другую сторону реки Рейн, во Франции автомобильная промышленность сыграла роль первооткрывателя. Ситроен создал первый отдел сварки, который отвечал за все аспекты новой технологии, например, за выбор материалов, технологию сварки, обеспечение качества и обучение персонала. Все больше и больше узлов производили с использованием сварки. Технология вводилась постепенно, шаг за шагом и в 30-е годы были спроектированы полностью сварные конструкции железнодорожных составов, локомотивов, трамваев, электрогенераторов и, в целях обороны, бронемашин. Одним из замечательных примеров, повлиявших на историю Второй мировой войны, является проектирование Патоном О. Е. сварного русского танка Т-34. Корпус был собран с применением автоматизированной линии сварки под флюсом.
После войны сварка стала развиваться в мирных целях. Кроме непрерывных улучшений, можно увидеть и несколько краеугольных камней развития. В машиностроении, особенно при конструировании станков, механизмов и оборудования, литые чугунные корпуса были почти полностью заменены сварными. В 60-х и 70-х годах появление высокопрочных закаленно-отпущенных сталей оказало основное влияние на конструирование кранового, металлообрабатывающего и землеройного оборудования. Без этих материалов было бы не возможно создание передвижных кранов с грузоподъемностью до 1000 тонн.
