Содержание страницы
- 1. Назначение и классификация сверлильно-расточных станков
- 2. Конструктивные особенности сверлильно-расточных станков с ЧПУ
- 3. Вертикально-сверлильные станки
- 4. Радиально-сверлильные станки
- 5. Горизонтально-расточные станки и горизонтальные обрабатывающие центры
- 6. Координатно-расточные станки
- 7. Отделочно-расточные и хонинговальные станки
1. Назначение и классификация сверлильно-расточных станков
Сверлильные станки предназначены для выполнения следующих работ:
- сверление сквозных и глухих отверстий (рис. 1, а), при этом обеспечивается возможность получения параметра шероховатости поверхности не ниже 12—13-го квалитета и Ra = 6,3…15 мкм;
- рассверливание отверстий — увеличение диаметра спиральным сверлом (см. рис. 1, б);
- зенкерование, позволяющее получить более высокий квалитет и меньшее значение параметра шероховатости поверхности отверстий по сравнению со сверлением (см. рис. 1, в) — точность 11— 13-й квалитет, Ra = 10…15 мкм;
- растачивание отверстий, осуществляемое резцом на сверлильном станке (см. рис. 1, г);
- зенкование, выполняемое для получения у отверстий цилиндрических и конических углублений и фасок для головки болтов и винтов (см. рис. 1, д); развертывание отверстий, применяемое для получения необходимых параметров точности (7—11-й квалитет) и шероховатости, Ra = 1,25…15 мкм (см. рис. 1, е);
- выглаживание, производимое специальными роликовыми оправками, или развальцовывание, имеющее назначение уплотнения — сглаживания гребешков на поверхности отверстия после развертывания деталей из дюралюминия, магниевых сплавов и др. (см. рис. 1, ж);
- нарезание внутренней резьбы метчиком (см. рис. 1, з); при использовании комбинированного инструмента получают сложные поверхности;
- цекование — подрезание торцов наружных и внутренних приливов и бобышек (см. рис. 1, и).
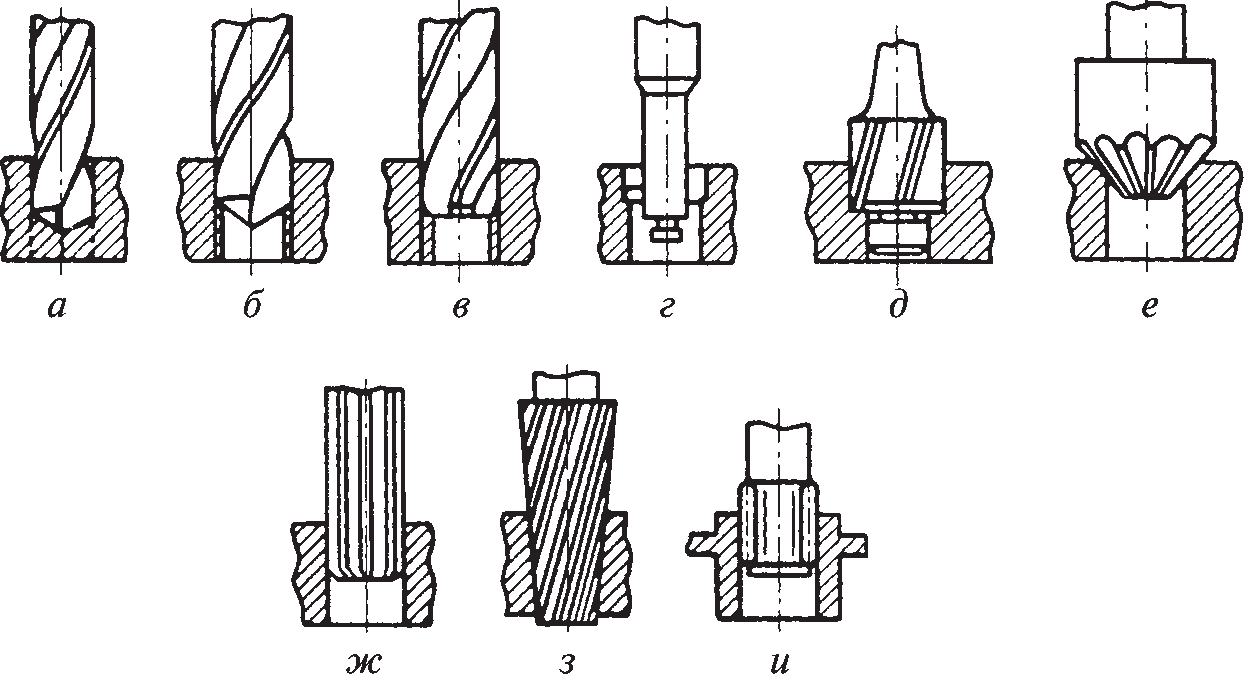
Рис. 1. Работы, выполняемые на сверлильных станках: а — сверление отверстий; б — рассверливание; в — зенкерование; г — растачивание; д — зенкование; е — развертывание; ж — выглаживание; з — нарезание внутренней резьбы; и — цекование
Кроме перечисленных видов работ на данных станках выполняют и другие операции.
Основные типы сверлильно-расточных станков: вертикально-сверлильные одно- и многошпиндельные; радиально-сверлильные; горизонтально-сверлильные для глубокого сверления и горизонтально-центровальные.
Сверлильно-расточные станки по классификатору отнесены к второй группе, внутри которой их делят на следующие типы (см. табл. 1.5): 1 — вертикально-сверлильные; 2 — одношпиндельные полуавтоматы; 3 — многошпиндельные полуавтоматы; 4 — координатно-расточные; 5 — радиально-сверлильные; 6 — горизонтально-расточные; 7 — алмазно-расточные; 8 — горизонтально-сверлильные; 9 — разные сверлильные.
2. Конструктивные особенности сверлильно-расточных станков с ЧПУ
Сверлильные и расточные станки с ЧПУ используют при обработке сверлами, зенкерами, развертками, расточным инструментом отверстий в деталях без применения разметки и кондукторов.
Конструктивной особенностью этих станков является их высокая жесткость и точность. При позиционировании исполнительных органов станка точность достигает (0,25…0,05) мм; число управляемых координат три, в том числе одновременно управляемых две; дискретность задания перемещений 0,01 мм.
Столы сверлильных станков с ЧПУ имеют крестовую форму. Их устанавливают на опоры качения. Перемещение салазок и стола осуществляется с помощью передачи «винт — гайка качения». Для привода столов используют или электродвигатели постоянного тока, или шаговые двигатели с гидроусилителями крутящих моментов. Главный привод состоит из одноили двухскоростного асинхронного электродвигателя и коробки скоростей. Каждый станок комплектуют поворотным столом и резьбонарезным патроном.
Расточные станки с ЧПУ изготовляют двух конструктивных видов: горизонтально-расточные и координатно-расточные. Наиболее широко используют горизонтально-расточные станки, не имеющие задних стоек и оснащенные поворотным столом. Они позволяют обрабатывать заготовку с двух сторон (при повороте стола на 180 ), а также взаимно перпендикулярные и наклонные отверстия с четырех сторон заготовки; обеспечивают высокопроизводительную обработку соосных отверстий. Станки оснащены выдвижным шпинделем диаметром 65…320 мм. Окончательную обработку отверстий на расточных станках с ЧПУ производят развертками, что позволяет повысить точность и качество обработки и не требует настройки инструмента на размер. В расточных станках с ЧПУ чаще применяют каленые направляющие качения, которые обеспечивают малые и стабильные силы трения, а также длительное сохранение начальной точности прямолинейных перемещений исполнительных органов. С целью повышения жесткости узлы станка, остающиеся в процессе обработки неподвижными, дополнительно фиксируют на направляющих с помощью специальных зажимов.
Точность расточных станков с ЧПУ соответствует классам П и В. Приводом главного движения чаще служит регулируемый двигатель постоянного тока в сочетании с коробкой скоростей, реже — асинхронный двигатель с многоступенчатой коробкой скоростей. Приводом подачи, как правило, служит регулируемый двигатель постоянного тока или высокомоментный электродвигатель. Для расточных станков системы ЧПУ позволяют программировать по прямоугольному циклу и под углом 45 к осям координат. Обеспечивая высокие скорости вспомогательных перемещений (до 5 м/мин), УЧПУ позволяют с панели управления вводить коррекции положения инструмента и подач, осуществлять управление в режиме ручного ввода данных. При выходе исполнительного органа в заданное положение ступенчатое или плавное торможение приводов подач обеспечивает точность позиционирования 0,01 мм.
3. Вертикально-сверлильные станки
Предприятия «Электротехмаш» поставляют на отечественный рынок металлообрабатывающего оборудования сверлильные станки, представленые на рис. 2, технические характеристики которых приведены в табл. 1.
Настольные сверлильные станки и сверлильные станки на колонне предназначены для сверления отверстий в различных материалах диаметрами ..32 мм, в зависимости от модели. Настольные станки устанавливают на верстаке и крепят к нему болтами. Вращение шпинделя передается от электродвигателя клиноременной передачей. Конструкция рабочего стола обеспечивает возможность поворота вокруг горизонтальной оси на угол 45 влево и вправо.
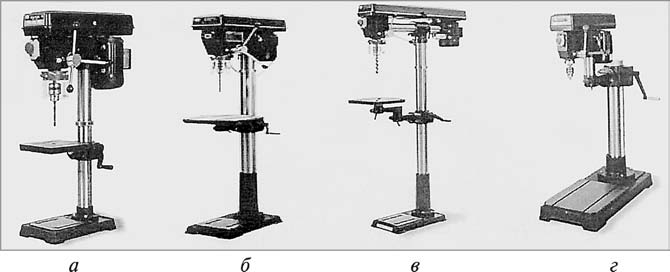
Рис. 2. Сверлильные станки моделей: а — ЭТМ4116; б — ЭТМ4119; в — ЭТМ3116; г — ЭТМ3119
Таблица 1. Сверлильные станки «Электротехмаша»
| Параметры | Модели станков | |||
| ЭТМ 4116 Q | ЭТМ4116 | ЭТМ 4119 | ЭТМ 4119М | |
| Максимальные, мм:
диаметр сверления |
16 | 16 | 20 | 20 |
| высота заготовки | 254 | 330 | 356 | 356 |
| Размер патрона, мм | 3…16 | 3…16 | 3…16 | 3…16 |
| Ход шпинделя, мм | 60 | 80 | 80 | 80 |
| Частота вращения шпинделя, мин–1 | 210…2580 | 210…3340 | 120…3000 | 140…3600 |
| Количество скоростей шпинделя | 12 | 16 | 16 | 16 |
| Общая высота станка, мм | 840 | 960 | 980 | 1630 |
| Мощность, Вт | 450 | 550 | 650 | 650 |
| Напряжение | 220 | 220 | 220 | 380 |
| Масса станка, кг | 37 | 53 | 70 | 80 |
Пользуются повышенным спросом вертикально-сверлильные станки промышленной группы «АСВ-Техника» (рис. 3, табл. 2).
Таблица 2. Технические характеристики вертикально-сверлильных станков
| Модель |
Диаметр сверления, мм |
Расстояние от шпинделя до плиты, мм |
Вылет
шпинделя, мм |
Частота вращения
шпинделя, мин–1 |
Мощность
привода, кВт |
Габариты
(Д Ш В), мм |
Масса, кг |
| ЗИМ445-01 | 6 | 250 | 170 | 1500…15 000 | 0,18 | 635x395x920 | 80 |
| 2М112 | 12
(патрон 16) |
400 | 200 | 450…4500 | 0,55 | 795x370x950 | 120 |
| 2С125 | 25 | 1210 | 320 | 90…1400 | 1,3 | 800x500x2050 | 450 |
| 2С132 | 50 (М33) | 1000 | 300 | 31,4…4000 | 4,0 | 1105x850x3000 | 1200 |
| ЗИМ449 резьбонарезной | М8 | 240 | 220 | 520…790 | 0,55 | 760x380x660 | 80 |
| 2С132Л | 50 (М33) | 750 | 300 | 31,5…4000 | 4,0 | 1080x1470x3000 | 1400 |
Универсальный вертикально-сверлильный станок модели 2С50 предназначен для обработки деталей из различных конструкционных материалов в условиях единичного и мелкосерийного производства. Имеющийся на станке преобразователь частоты предназначен для преобразования одноили трехфазного напряжения с постоянной частотой 50 Гц в трехфазное напряжение переменной частоты в диапазоне 0,2…400 Гц. Это свойство преобразователей частоты делает возможным их широкое применение для бесступенчатого регулирования скорости асинхронных электродвигателей, главного движения для вращения шпинделя, что позволяет вести обработку различных материалов с максимально выгодными режимами резания. Станок модели 2С50 позволяет выполнять операции сверления, зенкерования, зенкования, растачивания, нарезания резьбы метчиками.
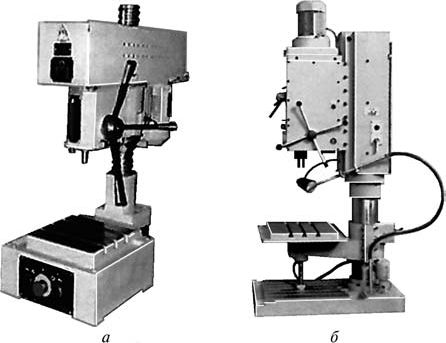
Рис. 3. Вертикально-сверлильные станки моделей: а — 2М112; б — 2С132Л
Технические характеристики станка 2С50
| Диапазон сверления в стали, мм | 3—50 (60)** |
| Диапазон нарезаемой резьбы | М3—М33 |
| Размер рабочей поверхности подъемного стола, мм | 500 500 |
| Количество Т-образных пазов | 3 |
| Ширина Т-образного паза | 18Н12 |
| Наибольшее расстояние от торца шпинделя до стола, мм | 750 |
| Подъем стола, мм | 300 |
| Расстояние от оси шпинделя до колонны, мм | 300 |
| Конус шпинделя | Морзе 4 (5)* /Мorse 4 (5)* |
| Перемещение пиноли шпинделя, мм | 250 |
| Количество частот вращения шпинделя | Регулирование бесступенчатое |
| Диапазон частот вращения шпинделя, мин–1 | 0…4000 |
| Крутящий момент, не более, Н · м | 400 |
| Осевое усилие на шпинделе, не более, Н | 15 000 |
| Количество механических подач шпинделя | 9 |
| Диапазон механических подач шпинделя, мм/об | 0,1; 0,14; 0,2; 0,28; 0,4;
0,56; 0,8; 1,12; 1,6 |
| Мощность двигателя главного движения, кВт | 4 |
| Установочное перемещение сверлильной головки, мм | 170 |
| Наибольшая масса заготовки, кг | 600 |
| Наибольшая высота заготовки, мм | 600 |
| Масса станка, кг | |
| с упаковкой | 1500 |
| без упаковки | 1200 |
| Габаритные размеры, мм:
с упаковкой |
1350x1100x2560 |
| без упаковки | 870 1110 2500 |
*— опция. ** — при минимальных подачах и оборотах.
4. Радиально-сверлильные станки
От вертикально-сверлильных станков радиально-сверлильные отличаются конструктивной возможностью совмещения оси отверстия заготовки с осью шпинделя путем перемещения шпинделя относительно неподвижной заготовки в любое место горизонтальной поверхности стола. Радиально-сверлильные станки по конструкции подразделяют на станки общего назначения, переносные — для обработки отверстий в заготовках больших размеров (станки переносят подъемным краном к заготовке и обрабатывают вертикальные, горизонтальные и наклонные отверстия) и самоходные, смонтированные на тележках с креплением их в месте обработки с помощью башмаков.
Радиально-сверлильный станок модели 2554 (рис. 4) применяют при обработке отверстий в средних корпусных деталях. Станок позволяет выполнять сверление в сплошном материале, рассверливание, зенкерование, развертывание и растачивание отверстий, нарезание резьбы метчиками и другие операции. На фундаментной плите 1 станка установлена тумба 2 с неподвижной колонной 3, на которой надета гильза 4. Гильза поворачивается вокруг колонны, обеспечивая обработку отверстий в любом месте детали без ее перемещения. На гильзе смонтирована траверса 6, имеющая горизонтальные направляющие, по которым может перемещаться шпиндельная головка 5. Внутри шпиндельной головки размещены коробка скоростей, коробка передач и узел шпинделя 7. На передней крышке расположены органы управления. Обрабатываемые заготовки устанавливают на приставном столе или непосредственно на верхней плоскости фундаментной плиты.
Технические характеристики радиально-сверлильных станков, пользующихся повышенным спросом на отечественном рынке металлорежущего оборудования, приведены в табл. 3; 4.
Таблица 3. Радиально-сверлильные станки
| Модель | Диаметр
сверления, мм |
Расстояние от
шпинделя до плиты, мм |
Вылет шпинделя, мм | Частота вращения
шпинделя, мин–1 |
Мощность
привода, кВт |
Габариты
(Д Ш В), мм |
Масса, кг |
| 2К522 | 32 (М16) | 960 | 800 | 45…200 | 1,5 | 1480x940x1990 | 950 |
| ГС545 | 45 | 1250 | 1100 | 45…2000 | 3,0 | 1800x925x2260 | 1380 |
| 2А554 | 50 (М52) | 1600 | 1600 | 18…2000 | 5,5 | 2850x1030x3430 | 4700 |
| 2А576 | 80 (М80) | 2000 | 2500 | 9…1800 | 7,5/11,0 | 4180x1280x4125 | 11 850 |
| 2А587 | 100 (М100) | 2500 | 3150 | 8…1600 | 11,0 | 4850x1830x4912 | 17 150 |
Промышленные радиально-сверлильные станки ЭТМ 3116 и ЭТМ 3116А укомплектованы зубчатой рейкой и ведущей шестерней, которые находятся на горизонтальной консоли. На станках можно выполнять угловое сверление при обычном положении заготовки и сверление под комбинированными углами при повороте заготовки; сверление вне рабочего стола, когда размеры заготовки превышают его размеры; углубленное сверление до 420 мм; горизонтальное сверление. Шарнирный рабочий стол может быть отрегулирован в любое положение под шпинделем.
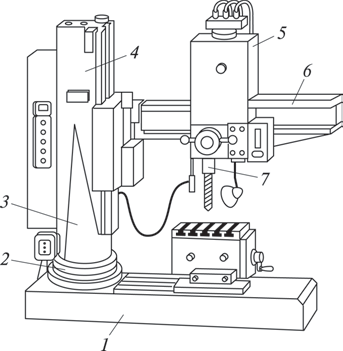
Рис. 4. Радиально-сверлильный станок модель 2554: 1 — плита; 2 — тумба; 3 — колонна; 4 — гильза; 5 — шпиндельная головка; 6 — траверса; 7 — шпиндель
Промышленные радиально-сверлильные станки ЭТМ-3119, ЭТМ 3125 укомплектованы зубчатой рейкой и ведущей шестерней, мощным надежным двигателем для длительных режимов работы, высокоточными опорными подшипниками шпинделя, массивной зеркально-гладкой поверхностью основания с двумя пазами. Головка и консоль поворачиваются на 360 .
Таблица 4. Технические характеристики радиально-сверлильных станков
| Параметры | Модели станков | |||
| ЭТМ 3116 | ЭТМ 3116 | ЭТМ 3119 | ЭТМ 3125 | |
| Максимальный диаметр сверления, мм | 16 | 16 | 20 | 20 |
| Максимальная высота заготовки, мм | 154 | 330 | 356 | 356 |
| Размер патрона, мм | 3…16 | 3…16 | 3…16 | 3…16 |
| Ход шпинделя, мм | 80 | 80 | 80 | 80 |
| Частота вращения шпинделя, мин–1 | 460…2890 | 460…2890 | 120…3000 | 140…3600 |
| Количество скоростей шпинделя | 5 | 5 | 16 | 16 |
| Общая высота станка, мм | 790 | 1630 | 980 | 1630 |
| Мощность, Вт | 550 | 550 | 550 | 750 |
| Напряжение, В | 220 | 380 | 380 | 380 |
| Масса, кг | 37 | 61 | 163 | 173 |
5. Горизонтально-расточные станки и горизонтальные обрабатывающие центры
Горизонтально-расточные станки мод. 2А622Ф2-1 (рис. 5) позволяют производить сверление, растачивание, зенкерование, развертывание и нарезание резьбы в крупных корпусных деталях массой до 4000 кг. Максимальный диаметр отверстий достигает 320 мм.
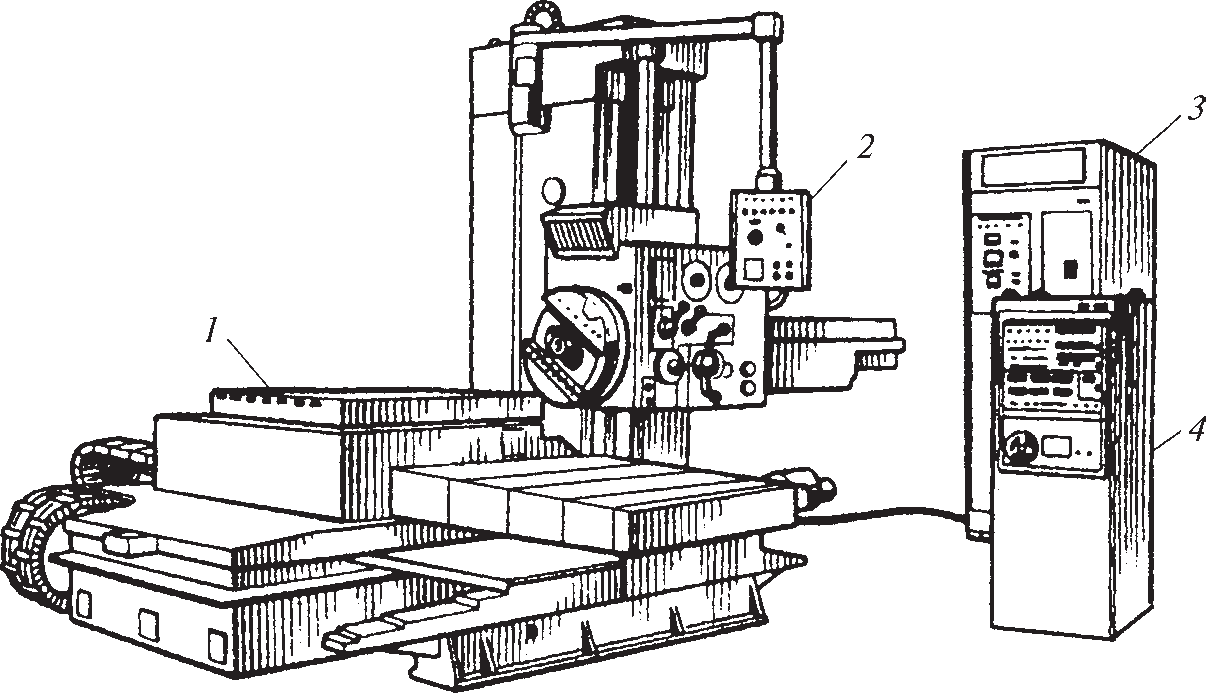
Рис. 5. Общий вид компоновки горизонтально-расточного станка модель 2А622Ф2-1: 1 — станок; 2 — подвесной пульт управления; 3 — силовой шкаф с электроаппаратурой управления; 4 — шкаф с аппаратурой ЧПУ
| Технические характеристики станка модели 2А622Ф2B1 | |
| Диаметр шпинделя, мм | 90 |
| Размеры рабочей поверхности стола, мм | 1120 1250 |
| Наибольшие перемещения, мм: | |
| шпиндельной бабки (вертикальное) | 1000 |
| шпинделя (продольное) | 710 |
| стола (поперечное) | 1250 |
| стола (продольное) | 1000 |
| Частота вращения шпинделя, с–1 | 0,16…26,6 |
| Подача, мм/мин: | |
| шпиндельной бабки и стола | 1,25…1250 |
| шпинделя | 2…2000 |
| Скорость быстрого перемещения, мм/мин:
шпинделя |
4000 |
| шпиндельной бабки и стола | 5000 |
| Шаг нарезаемой резьбы: | |
| метрической, мм | 1…10 |
| дюймовой, число ниток на 1 | 4…20 |
| Мощность главного привода, кВт | 10 |
| Габарит станка, мм | 5990x3850x3100 |
| Масса станка, кг | 17 500 |
Основными узлами станка являются неподвижная передняя стойка и прямоугольный поворотный стол, перемещающийся в продольном и поперечном направлениях относительно оси шпинделя.
Характеристики горизонтально-расточных станков промышленной группы АСВ приведены в табл. 5.
Горизонтально-расточной станок ИС2А636 (рис. 6) имеет расточной шпиндель диаметром 125 мм и встроенную планшайбу диаметром 800 мм, которая обеспечивает производительную обработку поверхностей больших диаметров с помощью радиального суппорта.
Привод радиального суппорта планшайбы осуществляется от индивидуального электродвигателя.
Возможны следующие исполнения станка: модель ИС2А636Ф1 — станок с устройством цифровой индикации; модель ИС2А636ПФ4 — станок с системой ЧПУ повышенного класса точности (табл. 6).
Таблица 5. Технические характеристики станков мод. 2А620Ф11 и 2В622Ф11
| Модель | Размер
стола, мм |
Диаметр
шпинделя, мм |
Грузоподъемность
стола, кг |
Мощность
привода, кВт |
Габариты
(Д Ш В), мм |
Масса, кг |
| 2А620Ф11 | 1250 1250 | 90 | 4000 | 11,0 | 7600x3730x3220 | 17 000 |
| 2В622Ф11 | 1250 1250 | 110 | 5000 | 11,0 | 7600x3700x3220 | 17 000 |
Примечание. Возможны поставки станков импортного производства с большим диаметром шпинделя (до 200 мм) и большим размером стола (по специальному заказу).
Горизонтально-расточной станок ИС2А637 (рис. 7) имеет усиленный расточной шпиндель диаметром 160 мм без встроенной планшайбы и обладает повышенной жесткостью шпиндельной системы, которая обеспечивает более высокую производительность при работе расточным шпинделем.
Станок имеет возможность применения навесных инструментальных головок — угловой фрезерной головки и навесной планшайбы.
Возможны следующие исполнения станка: модель ИС2А637Ф1 — станок с устройством цифровой индикации; модель ИС2А637ПФ4 — станок с системой ЧПУ повышенного класса точности.
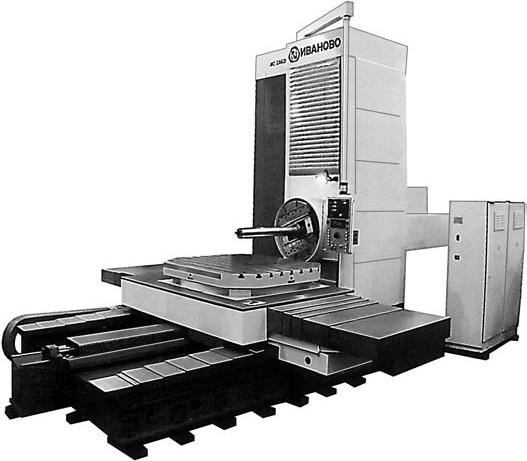
Рис. 6. Горизонтально-расточной станок ИС2А636
Таблица 6. Технические характеристики станков ИС
| Параметры | Модели станков | |
| 2А636Ф1, 2А636ПФ4 | 2А637Ф1, 2А637ПФ4 | |
| Шпиндель | ||
| Диаметр расточного шпинделя, мм | 125 | 160 |
| Конус шпинделя | SK50 | SK50 |
| Мощность главного привода, кВт | 30 | 30 |
| Скорость вращения, об/мин | 6,3…1250 | 5…1000 |
| Наибольший момент на выдвижном шпинделе, Н · м | 3500 | 3500 |
| Наибольший момент на фрезерном шпинделе, Н · м | 5200 | 5200 |
| Встроенная планшайба | ||
| Диаметр планшайбы, мм | 800 | — |
| Рабочий ход радиального суппорта, мм | 200 | — |
| Скорость вращения, об/мин | 3,15…250 | — |
| Рабочие подачи радиального суппорта, мм/мин | 0,63…630 | — |
| Наибольший момент на планшайбе, Н · м | 7200 | — |
| Перемещения рабочих органов станка | ||
| X — стол поперечно, мм | 2000; 2500; 3100 | |
| Y — шпиндельная бабка вертикально, мм | 1600; 2000 | |
| W — стол продольно, мм | 1600 | |
| Z — выдвижной шпиндель, мм | 1000 | |
| B — поворотный стол, град | 360 | |
| Поворотный стол | ||
| Рабочая поверхность, мм | 1600 1800 | |
| Грузоподъемность, кг:
при Х до 2500 мм |
12 000 | |
| при Х до 3100 мм | 8000 | |
| Габариты и масса | ||
| Габаритные размеры (B Д Ш), мм | 8700x5600x5100 | |
| Общая масса станка, кг | 36 850 | 36 350 |
Станки ИР1400ПФ4, ИР1400ПМФ4 предназначены для комплексной обработки корпусных и базовых деталей из черных и цветных металлов. Высокие показатели производительности, технологической эффективности, надежности и долговечности эксплуатации станков обеспечиваются прогрессивными конструктивными решениями:
- жесткие чугунные базовые детали со стальными объемно закаленными планками, роликовые опоры качения в направляющих фирмы INA;
- двигатели подач переменного тока, редукторы с выборкой люфтов и прецизионные шарико-винтовые пары обеспечивают наибольшие скорости перемещений узлов 10 м/мин;
- отсчет перемещений осуществляется круговыми или линейными измерительными датчиками фирмы «Heidenhain»;
- портальная (двойная) стойка и термосимметричная конструкция шпиндельной бабки обеспечивают высокую жесткость, виброустойчивость и точность обработки;
- вертикальное перемещение шпиндельной бабки по оси Y = 1600 мм, по заказу 2000; 2500; 3200 мм;
- продольное перемещение стойки по оси W = 1600 или 2000 мм;
- стойка с перемещением Y = 2000 мм и более оснащается лифтом для оператора с отдельным электроприводом;
- фрезерный шпиндель смонтирован в четырех прецизионных шариковых подшипниках фирмы «SKF» и обеспечивает высокоэффективную черновую и чистовую обработку со скоростями вращения до 1600 мин–1 или 2000 мин–1;
- азотированный расточной шпиндель диаметром 160 мм с конусом SK50 перемещается по оси Z = 1000 мм на роликовых опорах качения;
- передняя опора фрезерного шпинделя с внешним диаметром 450 мм вынесена на расстояние 30 мм от торца шпиндельной бабки.
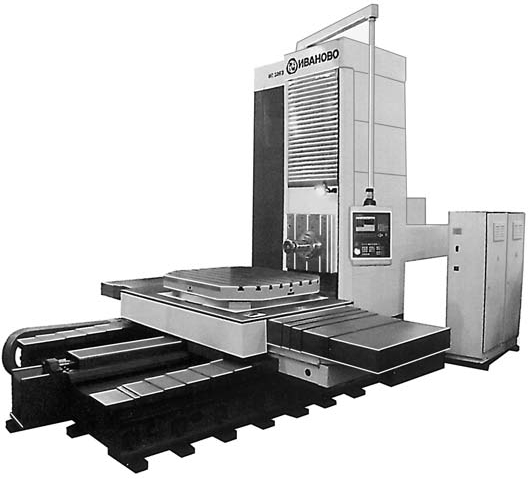
Рис. 7. Горизонтально-расточной станок ИС2А637
Станок ИР1400ПМФ4 имеет устройство АСИ с магазином на 64 или 100 инструментов, при Y = 2500 мм и более — на 80 инструментов. Возможны следующие исполнения конструкции стола:
- рабочие размеры 2000 1600 мм, перемещение Х = 2000 мм, грузоподъемность 16 т;
- рабочие размеры 2500 2000 мм, перемещение Х = 2500 или 4000 мм, грузоподъемность 25 т;
- рабочие размеры 3500 2900 мм, перемещение Х = 4000 мм, грузоподъемность 40 т, с гидрозагрузкой круговых направляющих.
Поворотный стол смонтирован в прецизионном двухрядном роликовом подшипнике и имеет три кольцевые направляющие из материала типа Turcite; предусмотрен механизм выборки люфтов поворота стола; дискретность вращения по оси В = 0,001 град, отсчет поворота осуществляется датчиком типа POD880C фирмы «Heidenhain»; жесткая фиксация поворотной части осуществляется с помощью пакетов тарельчатых пружин, гарантирующих постоянную надежную фиксацию в выбранной позиции независимо от уровня давления в гидросистеме, отжим гидравлический;
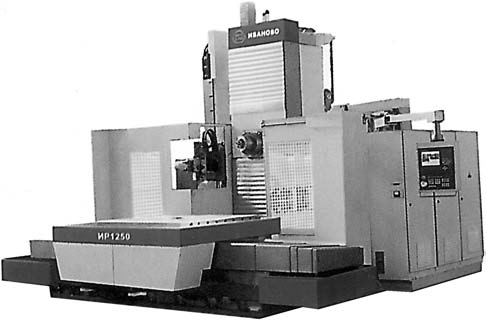
Рис. 8. Горизонтально-расточной станок ИР1250Ф1
системы циркуляционной смазки подшипников шпинделя, узлов главного привода, круговых направляющих стола; система автоматической дозированной смазки линейных направляющих и шарико-винтовых пар от станций смазки фирмы «W. Vogel»; система СОЖ, транспортер уборки стружки, телескопическая защита направляющих по всем осям, по заказу — СОЖ через шпиндель; контурное управление по 5 координатам X, Y, W, Z обеспечивает система ЧПУ Sinumerik 8400 фирмы «Siemens».
Опции:
угловая фрезерная головка, навесная планшайба, навесные удлинители шпинделя, угольники, вспомогательный инструмент, измерительные головки фирмы «Renishaw» и др.
Технические характеристики горизонтально-расточного станка с цифровой индикацией, с расточным шпинделем 110 или 130 мм ИР1250Ф1 (рис. 8); горизонтально-расточного станка с ЧПУ, с расточным шпинделем 110 или 130 мм ИР1250ПМФ4; горизонтального расточного и фрезерного станка с ЧПУ и АСИ (обрабатывающий центр), с расточным шпинделем 110 (130) мм или мотор-шпинделем приведены в табл. 7. Станки имеют комбинированные направляющие — фторопластовые накладки и прецизионные роликовые опоры качения, которые обеспечивают высокую динамическую жесткость в сочетании с высокими демпфирующими свойствами при наибольших скоростях перемещений узлов 8 м/мин.
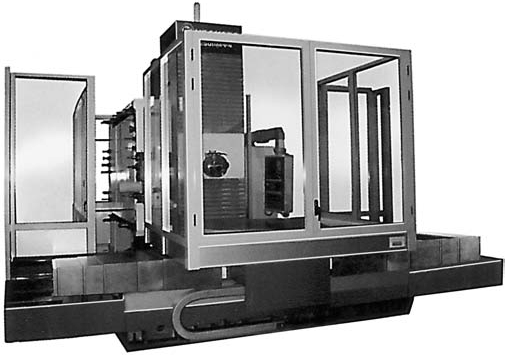
Рис. 9. Горизонтально-расточной станок ИС1250С
Станки ИС1250С предназначены для высокоскоростной обработки и оснащаются роликовыми направляющими типа ТНК фирмы «Star» (Германия), обеспечивающими скорости перемещений узлов до 20 м/мин (рис. 9, см. табл. 7).
Таблица 7. Технические характеристики станков ИР и ИС
| Параметры | Модели станков ИР1250 и ИС1250 |
| Главный привод с расточным шпинделем 110 (130), мм | |
| Диаметр расточного шпинделя/конус, мм | 110/SК50 (130/SK50) |
| Выдвижение расточного шпинделя (ось Z), мм | 500 (710) |
| Скорости вращения, об/мин | 8…2250 (8…2250) |
| Мощность/наибольший момент, кВт/Н · м | 30/1700 (30/2200) |
| Главный привод с мотор-шпинделем | |
| Конус шпинделя | SК50; HSK-A100, возможны другие варианты** |
| Наибольшая скорость вращения, об/мин:
для SК50 |
7000; 8000 |
| для HSK-A100 | 8000; 12 000 |
| Мощность привода, кВт | 30 |
| Поворотный стол | |
| Размер рабочей поверхности, мм | 1250x1400; 1400x1600;
1600x1800; 1600x2000 |
| Грузоподъемность стола, кг:
для стола 1250×1400, 1400×1600 мм |
5000 |
| для стола 1600×1800 мм, 1600×2000 мм | 10 000 |
| Наибольшие перемещения узлов | |
| Стол поперечно (ось Х), мм | 1600; 2000; 2500 |
| Шпиндельная бабка вертикаль (ось Y), мм | 1200; 1500 |
| Стойка продольно (ось W), мм | 1000; 1380 |
| Поворотный стол (ось B), град | 360 |
| Приводы подач | |
| Рабочие подачи по линейным осям, мм/мин | 1…5000 |
| Ускоренные перемещения по осям X, Y, W, мм/мин:
для серий ИР1250 |
8000 |
| для серий ИС1250 | 20 000 |
| Ускоренное перемещение по оси Z, мм/мин | 5000 |
| Рабочие подачи по оси В*, град/мин | 1…1080 |
| Ускоренное перемещение по оси В, об/мин | 3,0 (1,0) |
| Устройство АСИ | |
| Емкость инструментального магазина, шт. | 40, 50, 64, 100 |
| Наибольшая масса инструмента, кг | 25 |
| Наибольшие размеры инструмента L D, мм | 400 125 (315)* |
| Системы управления | |
| Серии ИР1250 | ЛИР; Heidenhain |
| Серии ИС1250 | N10; Siemens Sinumerk 8400, Fanuc |
| Габариты и масса серий ИР1250 | |
| Габаритные размеры, мм | 4860x4880x4280 |
| Масса, кг | 15 000 |
| Габариты и масса серий ИС1250 | |
| С системой СОЖ и защитой зоны резания | |
| Габаритные размеры (Ш Д В), мм | 5030x5670x4280 |
| Общая масса, кг | 18 000—20 000 |
* — для столов 1250 1400 мм, 1400 1600 мм; ** — по заказу.
6. Координатно-расточные станки
Сведения о наиболее покупаемых координатно-расточных станках в Российской Федерации приведены в табл. 8, а общий вид станка — на рис. 10.
Таблица 8. Технические характеристики координатноBрасточных станков
|
Модель |
Размер
стола, мм |
Диаметр
растачивания, мм |
Расстояние от
торца шпинделя до плиты, мм |
Частота вращения
шпинделя, мин–1 |
Габариты
(Д Ш В), мм |
Масса, кг |
| 2431СФ10 | 320 560 | 220 | 575 | 3000 | 1900x1580x2300 | 2500 |
| 2Е440А | 400 710 | 250 | 630 | 2000 | 2440x2195x2385 | 4565 |
| 2Е450АФ30 | 630 1120 | 250 | 750 | 2500 | 3350x2500x2885 | 800 |
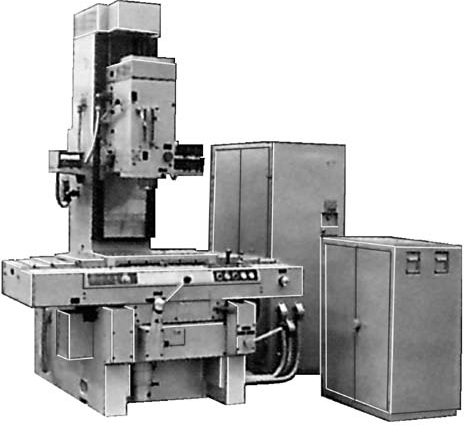
Рис. 10. Станок модели 2431 СФ10
7. Отделочно-расточные и хонинговальные станки
Промышленная группа «АСВ-Техника» успешно реализует на отечественном рынке станки, характеристики которых приведены в табл. 9.
Таблица 9. Технические характеристики станков 2Е78П и МФ72
| Модель | Тип | Размер
стола, мм |
Диаметр
обработки, мм |
Мощность
привода, кВт |
Габариты
(Д Ш В), мм |
Масса, кг | |
| 2Е78П | Отделочно-расточной | 500 | 1000 | 28—200 | 3,7 | 1750x1560x2125 | 2680 |
| МФ72 | Хонинговальный | 500 | 1000 | 30—125 (145) | 8,0 | 1300x1100x2800 | 1600 |
ОАО «Стерлитамакский станкостроительный завод» изготовляет (табл. 10) универсальные сверлильно-фрезерные станки моделей СФ32Б и СФ32Б с УЦИ, предназначенные для обработки деталей из различных конструкционных материалов в условиях единичного и мелкосерийного производства. На этих станках выполняют операции растачивания, сверления, зенкерования, зенкования, фрезерования, нарезания резьбы метчиками.
Таблица 10. Технические характеристики сверлильно-фрезерных станков
| Параметры | Модели станков | |
| СФ32Б | СФ32Б с УЦИ | |
| Диапазон сверления в стали, мм | 3…31,75 | 3…31,75 |
| Наибольший диаметр торцовой фрезы, мм | 100 | 100 |
| Диапазон нарезаемой резьбы | М5…М22 | М5…М22 |
| Размер рабочей поверхности стола, мм | 630 250 | 630 250 |
| Количество Т-образных пазов | 3 | 3 |
| Ширина центрального паза | 14Н8 | 14Н8 |
| Наибольшее расстояние от торца шпинделя до стола, мм | 547 | 547 |
| Подъем стола, мм | 300 | 300 |
| Перемещение стола (Х, Y), мм | 500 200 (190) | 500 200 (190) |
| Расстояние от оси шпинделя до колонны, мм | 330 | 330 |
| Конус шпинделя | Морзе 3 (ISO40)*/Морзе 3 (ISO40)* | |
| Диапазон механических подач шпинделя, мм/об. | 0,1; 0,2;
(0,28; 0,56)* |
0,1; 0,2;
(0,28; 0,56)* |
| Перемещение пиноли шпинделя, мм | 110 | 110 |
| Количество частот вращения шпинделя | 9 | 9 |
| Диапазон частот вращения шпинделя, мин–1 | 90…1400 (180…2800)* | 90…1400 (180…280)* |
| Мощность двигателя главного движения, кВт | 1,5 | 1,5 |
| Поворот головки, град | 35 ( 45) | 35 ( 45) |
| Наибольшая масса заготовки, кг | 100 | 100 |
| Наибольшая высота заготовки, мм | 300 | 300 |
| Масса станка, кг:
с упаковкой |
1350 | 1450 |
| без упаковки | 1100 | 1100 |
| Размеры (Д Ш В), мм: с упаковкой | 1500x1142x2150 | 1500x1290x2150 |
| без упаковки | 1300x1060x1930 | 1300x1060x1930 |
