Содержание страницы
- 1. Цилиндрический хвостовик по DIN 1835A
- 2. Цилиндрический хвостовик типа WELDON по DIN 1835В
- 3. Цилиндрический хвостовик с резьбой
- 4. Цилиндрический хвостовик с клиновой лыской
- 5. Хвостовики с конусностью 7:24 для универсальных или программных станков без автоматической смены инструмента или универсальных по DIN 2080
- 6. Хвостовики с конусностью 7:24 для программных станков с манипуляторами для автоматической смены инструмента по DIN 69871
- 7. Конический хвостовик по DIN 69871 B для станков c ЧПУ с центральной подачей СОЖ через фланец
- 8. Конический хвостовик по DIN 69871 ADB для станков c ЧПУ с центральной подачей СОЖ через фланец или сквозное отверстие в хвостовике
- 9. Конический хвостовик по DIN 69871 AD для станков c ЧПУ с центральной подачей СОЖ через сквозное отверстие в хвостовике
- 10. Конический хвостовик для станков c ЧПУ по стандарту Японии MAS BT403
- 11. Конический хвостовик для станков c чпу типа HSK DIN 69893 форма А
- 12. Конический хвостовик для станков c ЧПУ типа HSK DIN 69893 форма С
- 13. Конический хвостовик для станков c ЧПУ типа HSK DIN 69893 форма Е
- 14. Конический хвостовик Морзе
- 15. Присоединительные места для торцовых фрез
- 16. Присоединительные места дисковых фрез
Вспомогательный инструмент (шпиндельная оснастка) для многоцелевых станков должен отвечать следующим требованиям:
- обеспечивать точное и надежное закрепление в шпинделе станка или в револьверной головке;
- обеспечивать точное и надежное закрепление инструмента;
- сохранять точность в течение всего срока службы;
- иметь высокую виброустойчивость;
- быть динамически отбалансированным в зависимости от допускаемой частоты вращения или иметь конструктивные элементы для балансировки.
Жесткие требования к точности закрепления инструмента привели к тому, что для осевых конструкций инструмента стал преобладать цилиндрический хвостовик.
Хвостовики с конусами Морзе, СK, NC, MAS-BT и HSK для фрез применяются очень редко, только для инструментов больших диаметров для особо тяжелых условий работы. Хвостовики HSK, СR, NC, MAS-BT нашли наиболее широкое применение в конструкциях вспомогательного инструмента (шпиндельной оснастки).
В настоящее время широкое применение нашли следующие типы цилиндрических хвостовиков.
1. Цилиндрический хвостовик по DIN 1835A
Цилиндрический хвостовик предназначен для фрез, выполняющих чистовую и получистовую обработку, в том числе и на станках для высокоскоростной обработки (частота вращения шпинделя до 80 000 мин–1). Наибольший диаметр инструмента не должен превышать диаметр хвостовика. Фрезы закрепляются в термопатронах, патронах типа Tribos, гидропластных, гидравлических и цанговых. Патроны приведены в последовательности снижения точности закрепления. Термопатроны и патроны Tribos без переходных цилиндрических цанг обеспечивают наиболее высокие:
- точность закрепления не более 0,003 мм на вылете контрольной оправки 2,5Dфр;
- наибольшую допустимую частоту вращения шпинделя.
Так, по данным данный вспомогательный инструмент был испытан на стендах при частотах вращения 150 000–250 000 мин–1.
Конструкция гладкого цилиндрического хвостовика приведена на рисунке 1, размеры — в таблице 1.
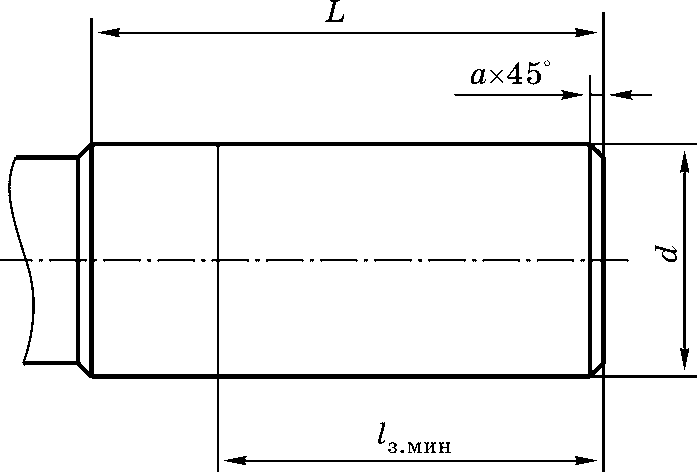
Рис. 1. Цилиндрический хвостовик по DIN 1835A
Таблица 1. Исполнительные размеры цилиндрического хвостовика фрез
| dh6, мм* | 8 | 10 | 12 | 16 | 20 | 25 | 32 | 40 | 50 | 63 |
| L+2, мм | 36 | 40 | 45 | 48 | 50 | 56 | 60 | 70 | 80 | 90 |
| с, мм | 0,8 | 1,0 | 1,2 | 1,6 | 2,0 | 2,0 | 2,0 | 2,0 | 2,0 | 2,0 |
Примечание.* — ряд фирм-изготовителей инструмента рекомендует изготавливать хвостовик инструмента по dh5.
Для патронов Tribos, гидропластных, гидравлических и цанговых, допустимо применение переходных цилиндрических цанг. Применение переходных цанг уменьшает необходимое количество патронов, но вызывает снижение точности закрепления и передаваемых моментов и осевых усилий.
Минимальная длина хвостовика, входящая в цангу в зависимости от базового диаметра патрона, и коэффициенты снижения передаваемых нагрузок приведены в таблицах 2, 3.
Таблица 2. Минимальная длина участка закрепления цилиндрических хвостовиков фрез
| Диаметр хвостовика фрезы | 8 | 10 | 12 | 16 | 20 | 25 | 32 | 40 | 50 | 63 |
| Длина хвостовика L+2, мм | 36 | 40 | 45 | 48 | 50 | 56 | 60 | 70 | 80 | 90 |
| Базовый диаметр патрона, мм | Минимальная длина участка закрепления lз, мм | |||||||||
| 12 | 40 | |||||||||
| 20 | 40 | 40 | 40 | 45 | ||||||
| 25 | 33 | 36 | 42 | 44 | 46 | |||||
| 32 | 40 | 40 | 40 | 40 | 40 | 45 | ||||
Примечание. Минимальная длина участка закрепления цилиндрического хвостовика не должна быть меньше рабочей части цилиндрической цанги. Если это условие не выдерживается, переходная цанга создает неравномерную нагрузку на хвостовик фрезы и, следовательно, передает меньшее значение крутящего момента. Наиболее остро это проявляется при одностороннем расположении пазов на цилиндрической цанге.
Таблица 3. Rоэффициенты снижения передаваемых нагрузок
| Диаметр хвостовика фрезы | 8 | 10 | 12 | 16 | 20 | 25 | 32 | 40 | 50 | 63 |
| Базовый диаметр патрона | Коэффициент снижения передаваемых нагрузок | |||||||||
| 12 | 0,44 | 1 | ||||||||
| 20 | 0,12 | 0,19 | 0,28 | 0,55 | 1 | |||||
| 25 | 0,06 | 0,1 | 0,17 | 0,32 | 0,53 | 1 | ||||
| 32 | 0,04 | 0,07 | 0,09 | 0,17 | 0,26 | 0,46 | 1 | |||
2. Цилиндрический хвостовик типа WELDON по DIN 1835В
Цилиндрические хвостовики типа Weldon предназначены для черновых и получистовых фрез, основным недостатком является повышенное биение режущих кромок за счет закрепления винтами в радиальном направлении. Следует отметить, что мнение о повышенном биении режущих кромок будет оправдано конструктивно только при сравнении с термопатронами и патронами типа Tribos. При использовании переходных цилиндрических цанг точность закрепления инструмента для патронов Tribos, гидравлических, гидропластных, цанговых, может быть ниже. Это создает возможности применения патронов Weldon в обоснованных случаях даже для чистового фрезерования. Погрешности закрепления для различных конструкций патронов приведены на рисунках 2, 3.
Конструкция хвостовика приведена на рисунке 4, размеры — в таблице 4.
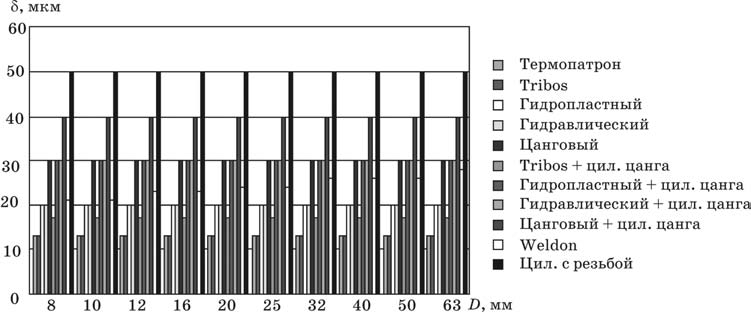
Рис. 2. Максимальное биение режущих кромок фрез с цилиндрическими хвостовиками при закреплении в различных типах патронов c цилиндрическими цангами нормальной точности
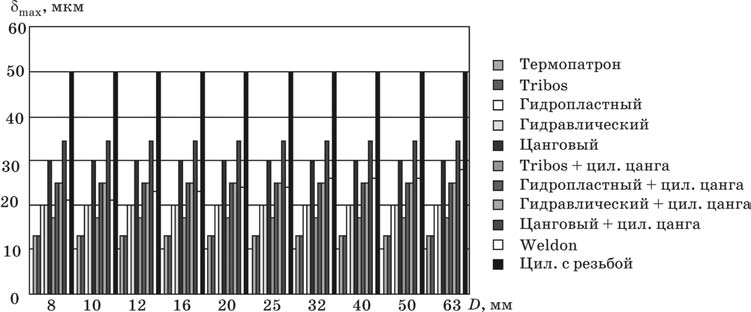
Рис. 3. Максимальное биение режущих кромок фрез с цилиндрическими хвостовиками при закреплении в различных типах патронов c цилиндрическими цангами высокой точности
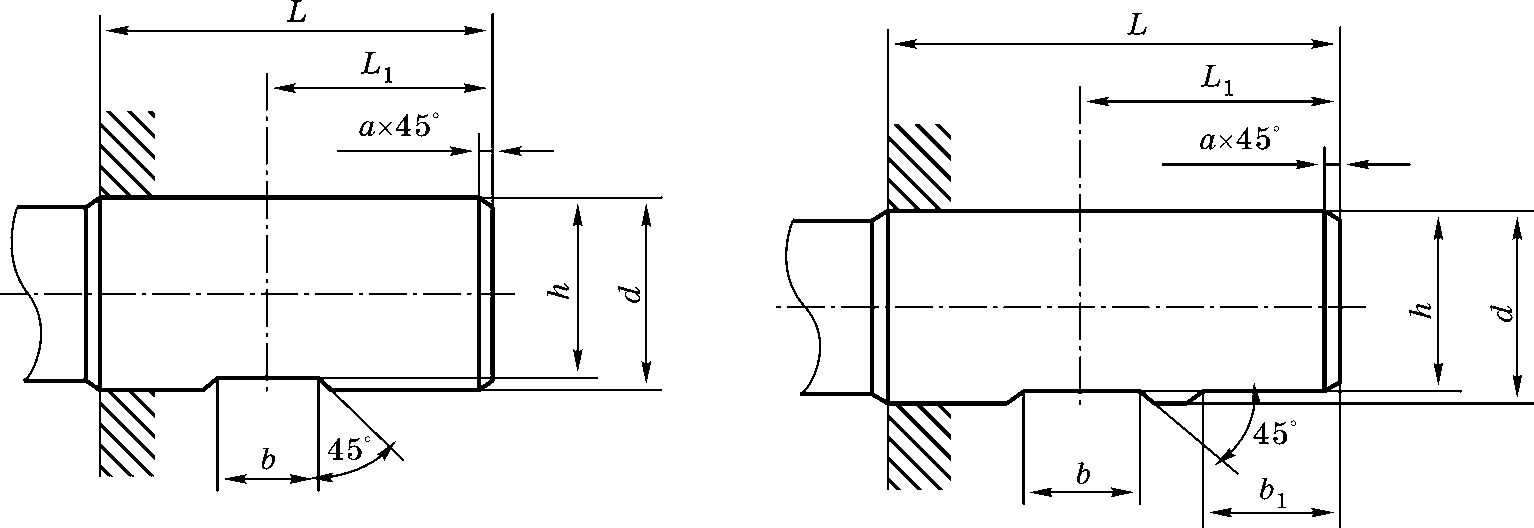
Рис. 4. Цилиндрический хвостовик по DIN 1835В
Таблица 4. Исполнительные размеры цилиндрического хвостовика типа Weldon
| dh5, мм | 8 | 10 | 12 | 16 | 20 | 25 | 32 | 40 | 50 | 63 |
| L+2, мм | 36 | 40 | 45 | 48 | 50 | 56 | 60 | 70 | 80 | 90 |
| Ll-1 | 18 | 20 | 22,5 | 24 | 25 | 32 | 36 | 40 | 45 | 50 |
| h, мм | 6,6 | 8,4 | 10,4 | 14,2 | 18,2 | 23 | 30 | 38 | 47,8 | 60,8 |
| b+0,05, мм | 5,5 | 7 | 8 | 10 | 11 | 12 | 14 | 14 | 18 | 18 |
| b1+1 , мм | 17 | 19 | 19 | 23 | 23 | |||||
| а, мм | 0,8 | 1,0 | 1,2 | 1,6 | 2,0 | 2,0 | 2,0 | 2,0 | 2,0 | 2,0 |
Хвостовики с лысками не допускается применять в термопатронах, гидропластных, гидравлических, цанговых. Для патронов, использующих для закрепления упругую деформацию (Tribos), их применение допускается. Их применение приведет к остаточным деформациям и соответственно к преждевременной потере точности. При обработке поверхностей большой протяженности в условиях интенсивных вибраций при закреплении фрез в патронах Weldon могут наблюдаться случаи самораскрепления крепежных винтов.
3. Цилиндрический хвостовик с резьбой
Фрезы с цилиндрическими хвостовиками с резьбой в настоящее время находят ограниченное применение из-за сложности конструкций цанговых патронов и цанг с резьбой и высокого допустимого биения режущих кромок фрез. Область применения — черновое фрезерование.
Конструкция хвостовика приведена на рисунке 5, размеры — в таблице 5.
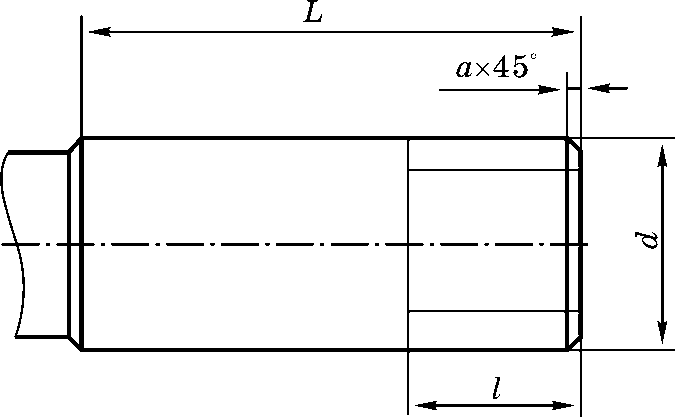
Рис. 5. Цилиндрический хвостовик с резьбой
Таблица 5. Исполнительные размеры цилиндрического хвостовика фрез с резьбой
| Dh6, мм | 8 | 10 | 12 | 16 | 20 | 25 | 32 | 40 | 50 | 63 |
| L+2, мм | 36 | 40 | 45 | 48 | 50 | 56 | 60 | 70 | 80 | 90 |
| с, мм | 0,8 | 1,0 | 1,2 | 1,6 | 2,0 | 2,0 | 2,0 | 2,0 | 2,0 | 2,0 |
| м | 8 | 10 | 12 | 16 | 20 | 24 | 30 | 38 | 47 | 60 |
| S, мм | 1 | 1,25 | 1,25 | 1,5 | 1,5 | 2 | 2 | 2 | 2 | 2 |
| l, мм | 8 | 10 | 12 | 14 | 14 | 16 | 16 | 20 | 20 | 20 |
4. Цилиндрический хвостовик с клиновой лыской
Данные хвостовики имеют более высокую надежность закрепления инструмента по сравнению с хвостовиками Weldon при обработке поверхностей большой протяженности в условиях вибраций.
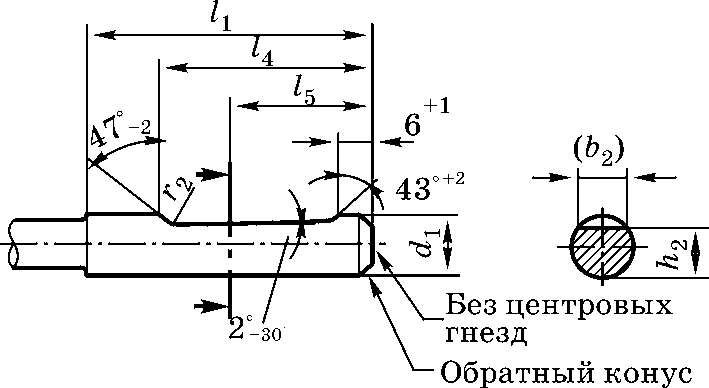
Рис. 6. Цилиндрический хвостовик с клиновой лыской для инструмента диаметром от 6 до 20 мм
За счет клина при закреплении возникает осевая составляющая силы закрепления, противодействующая осевой составляющей силы фрезерования. Точность закрепления такая же, как для хвостовиков Weldon.
Конструкции хвостовиков для инструмента диаметром 6–20 мм приведены на рисунке 6, для диаметров 25–32 мм — на рисунке 7.
Исполнительные размеры хвостовиков приведены в таблице 6.
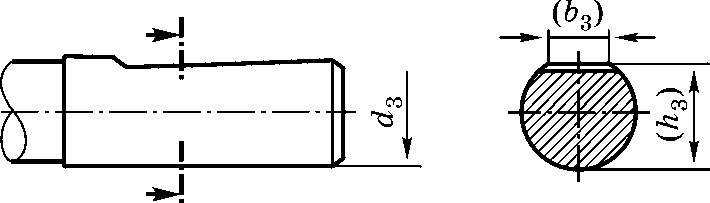
Рис. 7. Цилиндрический хвостовик с клиновой лыской для инструмента диаметром от 25 до 32 мм
Таблица 6. Исполнительные размеры хвостовиков с клиновой лыской
| d16 | b2 | b3 | h2H11 | l1–0+2 | l4–1+0 | l5 | r2min | |
| 6 | 4,3 | 5,1 | 36 | 25 | 18 | 1,2 | ||
| 8 | 5,5 | 6,9 | 36 | 25 | 18 | 1,2 | ||
| 10 | 7,1 | 8,5 | 40 | 28 | 20 | 1,2 | ||
| 12 | 8,2 | 10,4 | 45 | 33 | 22,5 | 1,2 | ||
| 14 | 8,1 | 12,7 | 45 | 33 | 22,5 | 1,2 | ||
| 16 | 10,1 | 14,2 | 48 | 36 | 24 | 1,6 | ||
| 18 | 10,8 | 16,2 | 48 | 36 | 24 | 1,6 | ||
| 20 | 11,4 | 18,2 | 50 | 38 | 25 | 1,6 | ||
| 25 | 13,6 | 9,3 | 23 | 24,1 | 56 | 44 | 32 | 1,6 |
| 32 | 15,5 | 9,9 | 30 | 31,2 | 60 | 48 | 35 | 1,6 |
5. Хвостовики с конусностью 7:24 для универсальных или программных станков без автоматической смены инструмента или универсальных по DIN 2080
Хвостовик рекомендуется применять на концевых фрезах для черновой обработки и торцовых хвостовых как для чернового, так чистового (тонкого) фрезерования.
Степень точности хвостовика АТ3, наибольшие диаметры концевых фрез приведены в таблице 7.
Конструкция хвостовика приведена на рисунке 8, размеры — в таблице 8.
Таблица 7. Рекомендуемые наибольшие диаметры фрез
| Обозначение хвостовика СК | 50 | 45 | 40 | 30 |
| Наибольший диаметр концевой фрезы, мм | 80 | 63 | 50 | 45 |
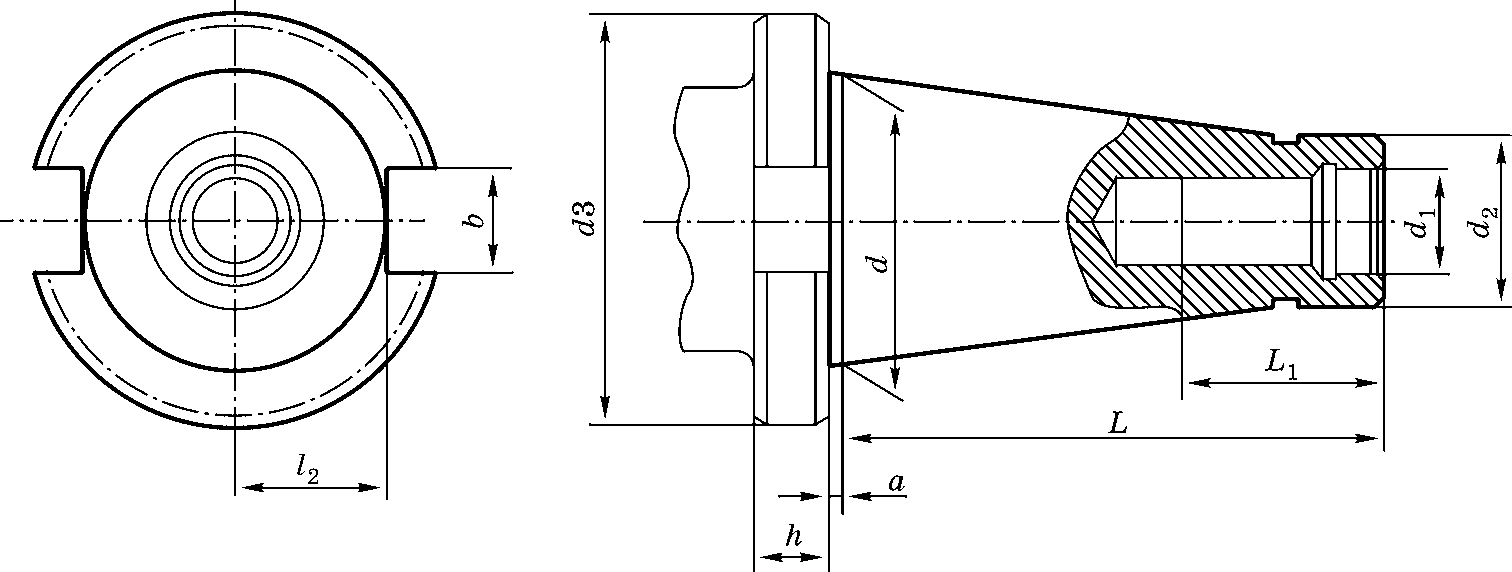
Рис. 8. Конический хвостовик по DIN 2080
Таблица 8. Исполнительные размеры конусов 7:24 для универсальных станков или программных с ручной сменой инструмента
| CK | a±0,2 | bH12 | d | d1 | d2 | d3-0,4 | L | L1 | L2max | h±0,15 |
| 30 | 1,6 | 16,1 | 31,75 | М12 | 17,4 | 50 | 68,4 | 24 | 16,2 | 8 |
| 40 | 1,6 | 16,1 | 44,45 | М16 | 25,3 | 63 | 93,4 | 32 | 22,5 | 10 |
| 45 | 3,2 | 19,3 | 57,15 | М20 | 32,4 | 80 | 106,8 | 40 | 29 | 12 |
| 50 | 3,2 | 25,7 | 69,85 | М24 | 39,6 | 97,5 | 126,8 | 47 | 35,3 | 12 |
6. Хвостовики с конусностью 7:24 для программных станков с манипуляторами для автоматической смены инструмента по DIN 69871
Хвостовик рекомендуется применять на концевых фрезах для черновой обработки и торцовых хвостовых как для чернового, так и чистового (тонкого) фрезерования. Степень точности хвостовика АТ3, наибольшие диаметры концевых фрез не должны превышать значений, приведенных в таблице 9. Конструкция хвостовика приведена на рисунке 9, размеры — в таблице 10.
Таблица 9. Рекомендуемые наибольшие диаметры фрез
| Обозначение хвостовика NC | 50 | 45 | 40 | 30 |
| Наибольший диаметр концевой фрезы, мм | 80 | 63 | 50 | 45 |
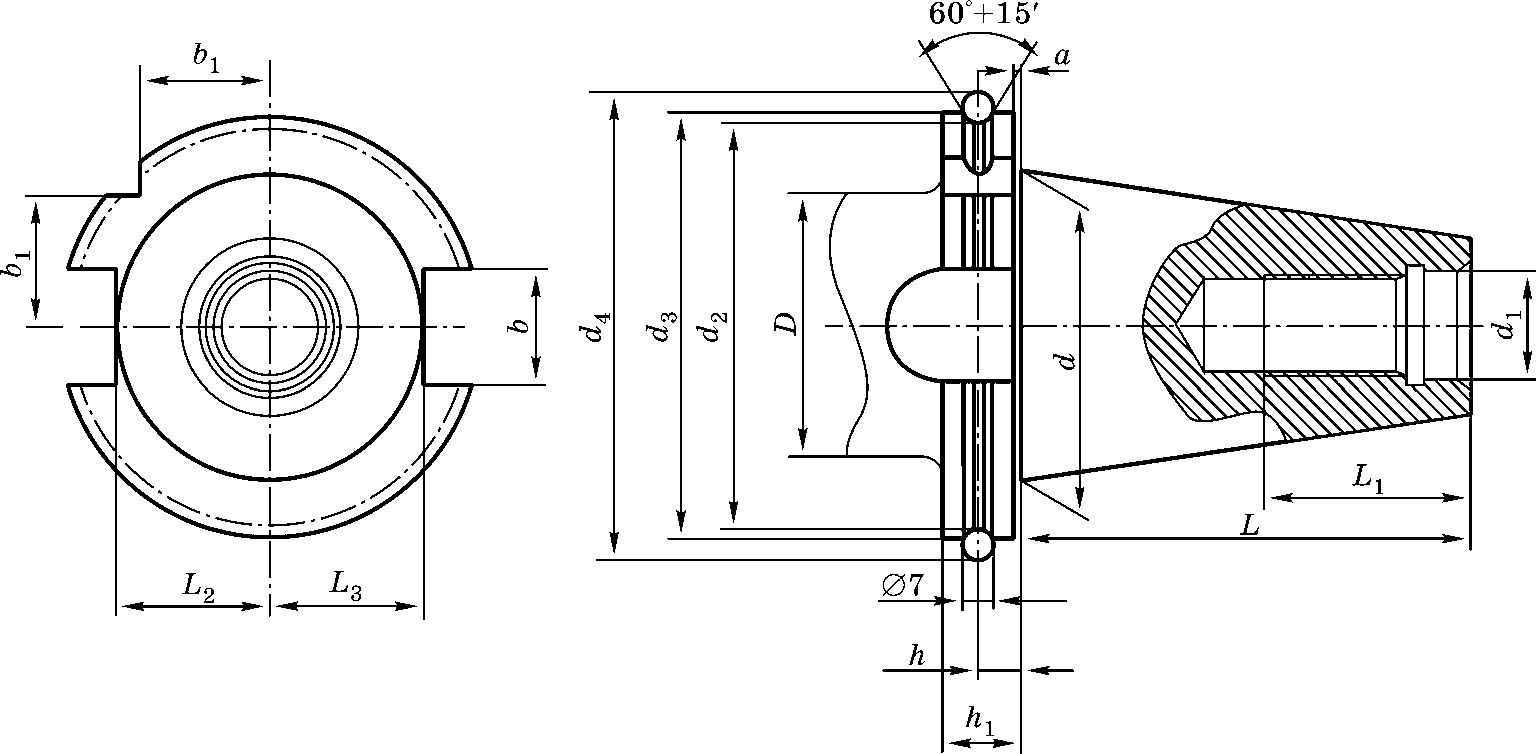
Рис. 9. Конический хвостовик по DIN 69871 A для станков с автоматической сменой инструмента
Таблица 10. Исполнительные размеры конусов 7:24 для программных станков с автоматической сменой инструмента
| NC | а±0,1 | bН12 | b–0,3+0 | d | d1 | d2–0,5+0 | d3–0,1+0 |
| 30 | 3,2 | 16,1 | 15 | 31,75 | М12 | 44,3 | 50 |
| 40 | 3,2 | 16,1 | 18,5 | 44,45 | М16 | 56,25 | 63,55 |
| 45 | 3,2 | 19,3 | 24 | 57,15 | М20 | 75,25 | 82,55 |
| 50 | 3,2 | 25,7 | 30 | 69,85 | М24 | 91,25 | 97,5 |
| d4±0.05 | Dmax | h±0.1 | h–0,1+0 | L1–0,3+0 | L1min | L2–0,4+0 | L3–0,4+0 |
| 59,3 | 45 | 11,1 | 19,1 | 47,8 | 24 | 19 | 16,4 |
| 72,3 | 50 | 11,1 | 19,1 | 68,4 | 32 | 25 | 22,8 |
| 91,35 | 63 | 11,1 | 19,1 | 82,7 | 40 | 31,3 | 29,1 |
| 107,25 | 80 | 11,1 | 19,1 | 101,75 | 47 | 37,7 | 35,5 |
7. Конический хвостовик по DIN 69871 B для станков c ЧПУ с центральной подачей СОЖ через фланец
Хвостовик рекомендуется применять на концевых фрезах для черновой обработки и торцовых хвостовых как для чернового, так чистового (тонкого) фрезерования с подводом СОЖ через шпиндель станка.
Конструкция хвостовика приведена на рисунке 10, размеры — в таблице 11.
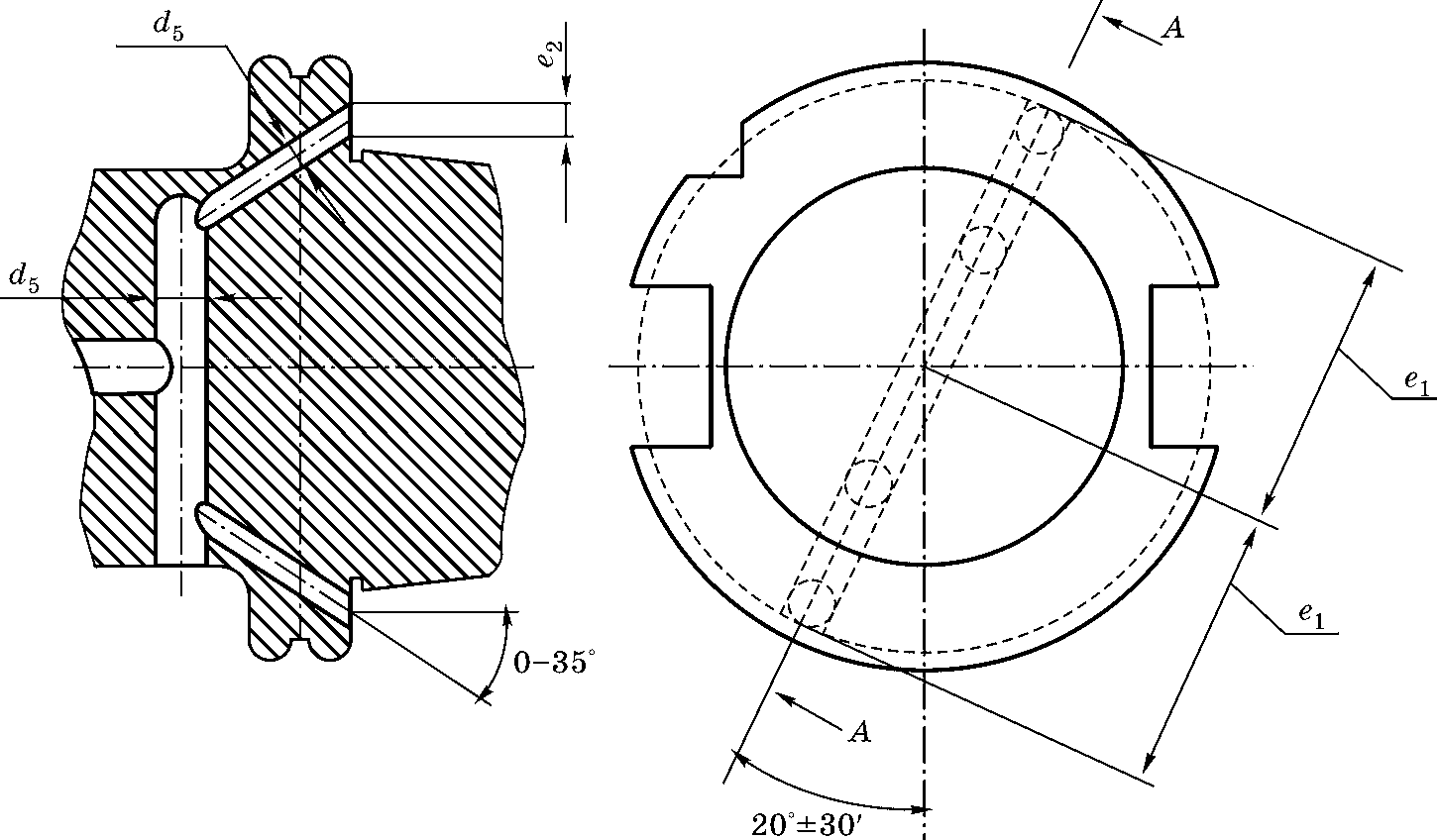
Рис. 10. Конический хвостовик по DIN 69871 B для станков c ЧПУ с центральной подачей СОЖ через фланец
Таблица 11. Исполнительные размеры конусов 7:24 для подвода СОЖ через фланец
| NC | el–0,1+0,1 | е2max | d5 | NC | el–0,1+0,1 | е2max | d5 |
| 30 | 21 | 5 | 4 | 45 | 35 | 6 | 5 |
| 40 | 27 | 5 | 4 | 50 | 42 | 7 | 6 |
8. Конический хвостовик по DIN 69871 ADB для станков c ЧПУ с центральной подачей СОЖ через фланец или сквозное отверстие в хвостовике
Хвостовик рекомендуется применять на концевых фрезах для черновой обработки и торцовых хвостовых как для чернового, так чистового (тонкого) фрезерования с подводом СОЖ через фланец и шпиндель станка.
Конструкция хвостовика приведена на рисунке 11, размеры — в таблице 12.
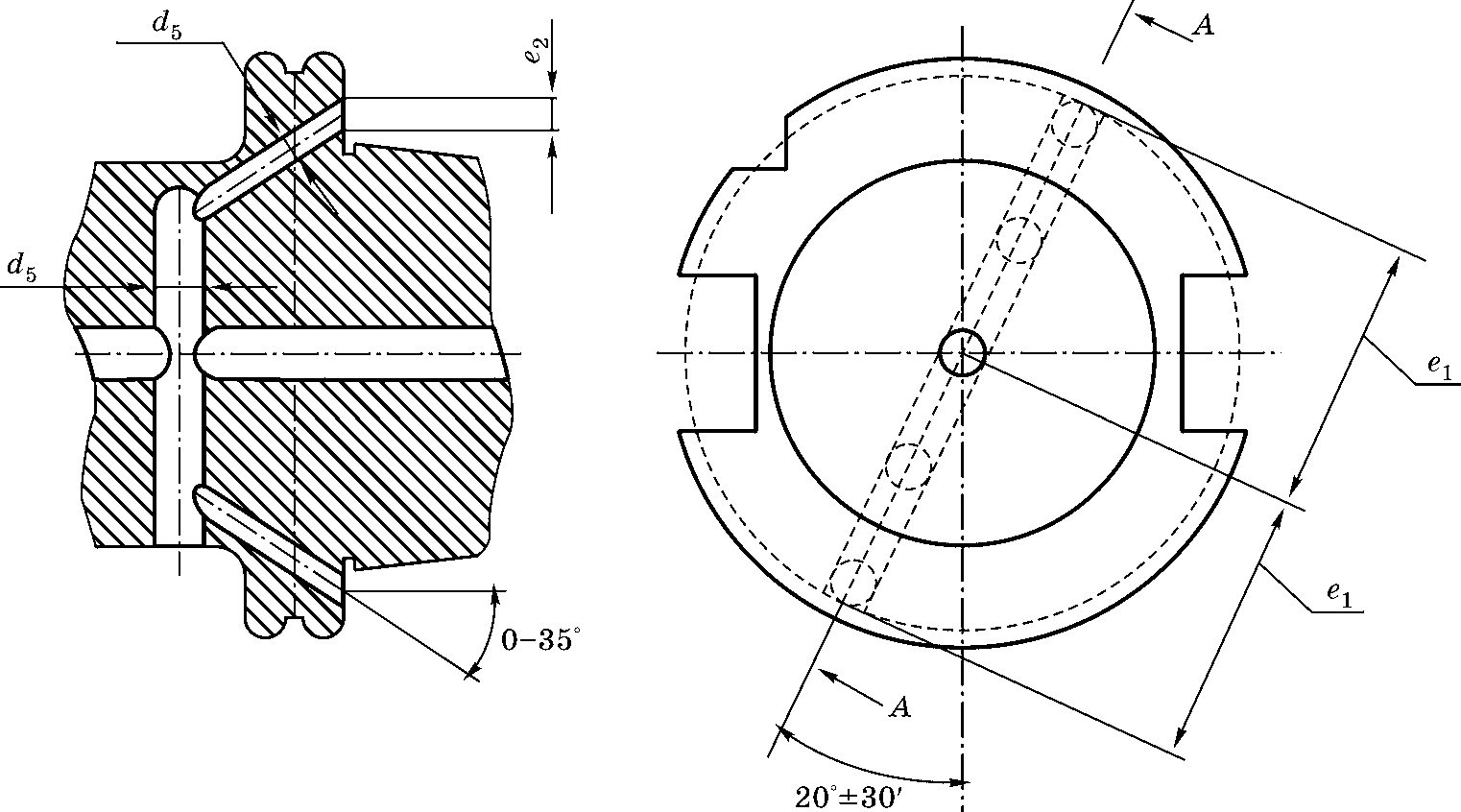
Рис. 11. Конический хвостовик по DIN 69871 ADB для станков с подачей СОЖ через фланец или сквозное отверстие в хвостовике
Таблица 12. Исполнительные размеры конусов 7:24 для подвода СОЖ через фланец или сквозное отверстие в хвостовике
| NС | е1±0,1 | е2max | d5 | NC | е1±0,1 | е2max | d5 |
| 30 | 21 | 5 | 4 | 45 | 35 | 6 | 5 |
| 40 | 27 | 5 | 4 | 50 | 42 | 7 | 6 |
9. Конический хвостовик по DIN 69871 AD для станков c ЧПУ с центральной подачей СОЖ через сквозное отверстие в хвостовике
Хвостовик рекомендуется применять на концевых фрезах для черновой обработки и торцовых хвостовых как для чернового, так чистового (тонкого) фрезерования с подводом СОЖ через шпиндель станка. Рекомендуемые диаметры инструмента приведены выше.
Конструкция хвостовика приведена на рисунке 12.
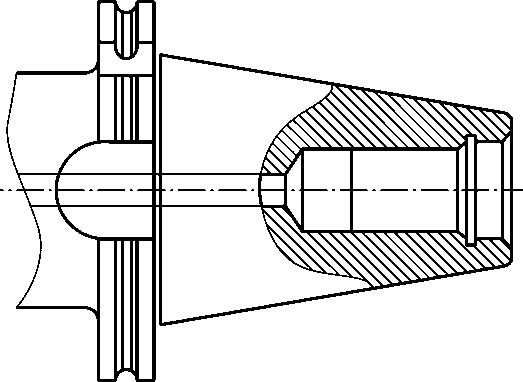
Рис. 12. Конический хвостовик по DIN 69871 AD для станков с подачей СОЖ через сквозное отверстие в хвостовике
10. Конический хвостовик для станков c ЧПУ по стандарту Японии MAS BT403
Хвостовик рекомендуется применять на концевых фрезах для черновой обработки и торцовых хвостовых как для чернового, так чистового (тонкого) фрезерования на станках со шпинделем, выполненным по японскому стандарту МАS BT403. Степень точности хвостовика АТ3, наибольшие диаметры фрез приведены в таблице 13.
Конструкция хвостовика приведена на рисунке 13, размеры — в таблице 14.
Таблица 13. Рекомендуемые наибольшие диаметры фрез
| Обозначение хвостовика MAS ВТ403 | 50 | 45 | 40 |
| Наибольший диаметр фрезы, мм | 80 | 63 | 50 |
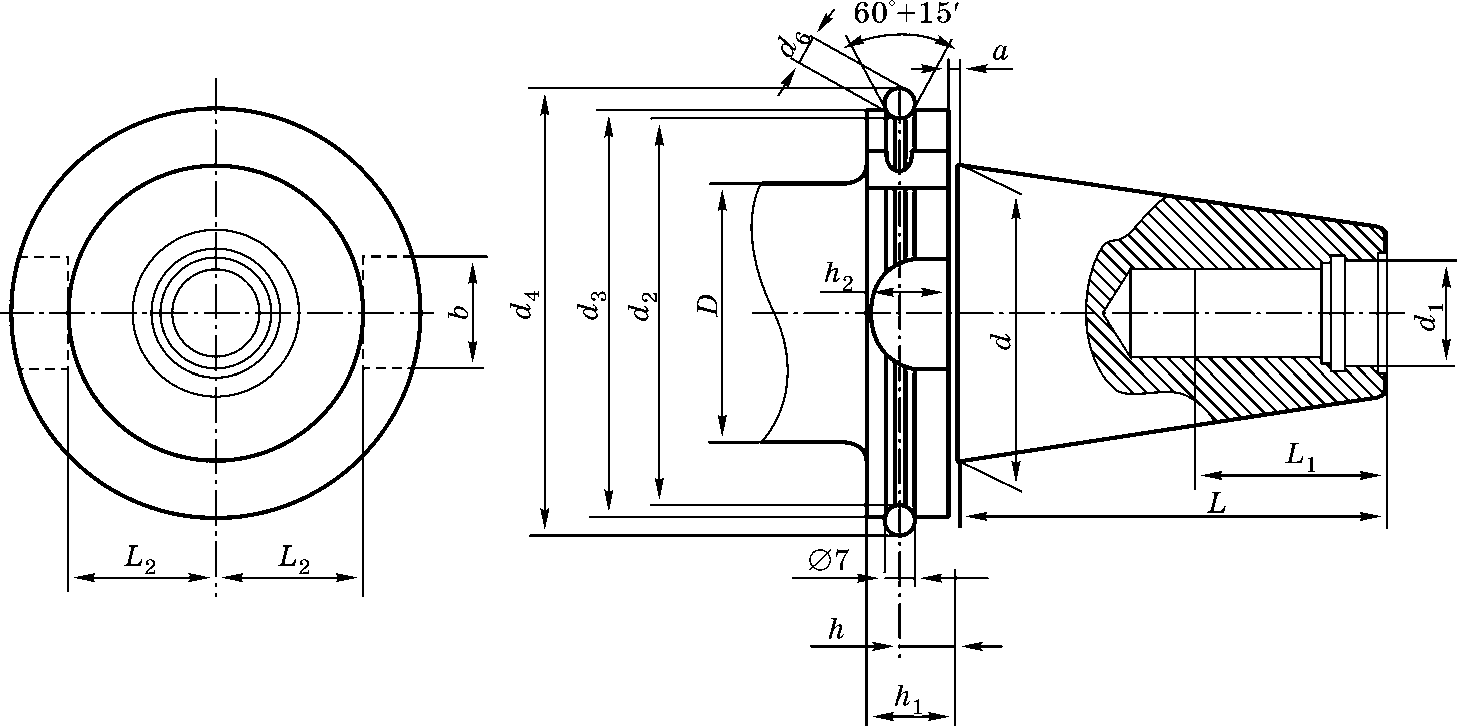
Рис. 13. Конический хвостовик для станков c ЧПУ по стандарту Японии MAS BT403
Таблица 14. Исполнительные размеры конусов 7:24 для программных станков по японскому стандарту MAS ВТ403
| ВТ | а±1 | bн12 | h2 | d | d1 | d2-0.5 | d3-0.1 |
| 40 | 2 | 16,1 | 21 | 44,45 | М16 | 53 | 63 |
| 45 | 3 | 19,3 | 26 | 57,15 | М20 | 73 | 85 |
| 50 | 3 | 25,7 | 31 | 69,85 | М24 | 85 | 100 |
| d4±0.5 | Dmax | h±0.1 | h1±0.1 | L-0.3 | L1min | L2-0.4 | d6 |
| 75,68 | 50 | 16,6 | 27 | 65,4 | 30 | 22,6 | 17 |
| 100,22 | 63 | 21,2 | 33 | 82,8 | 38 | 29,1 | 21 |
| 119,02 | 80 | 23,2 | 38 | 101,8 | 45 | 35,4 | 25 |
11. Конический хвостовик для станков c чпу типа HSK DIN 69893 форма А
Хвостовик рекомендуется применять на концевых фрезах для черновой обработки и торцовых хвостовых как для чернового, так чистового (тонкого) фрезерования. Наибольшие диаметры фрез приведены в таблице 15.
Конструкция хвостовика приведена на рисунке 14, размеры — в таблице 16.
В настоящее время для тяжелых работ дополнительно разработаны хвостовики HSK125 и HSK160.
Таблица 15. Рекомендуемые наибольшие диаметры фрез
| Обозначение хвостовика HSK-A | 100 | 80 | 63 | 50 | 40 | 32 |
| Наибольший диаметр фрезы, мм | 85 | 67 | 53 | 42 | 34 | 26 |
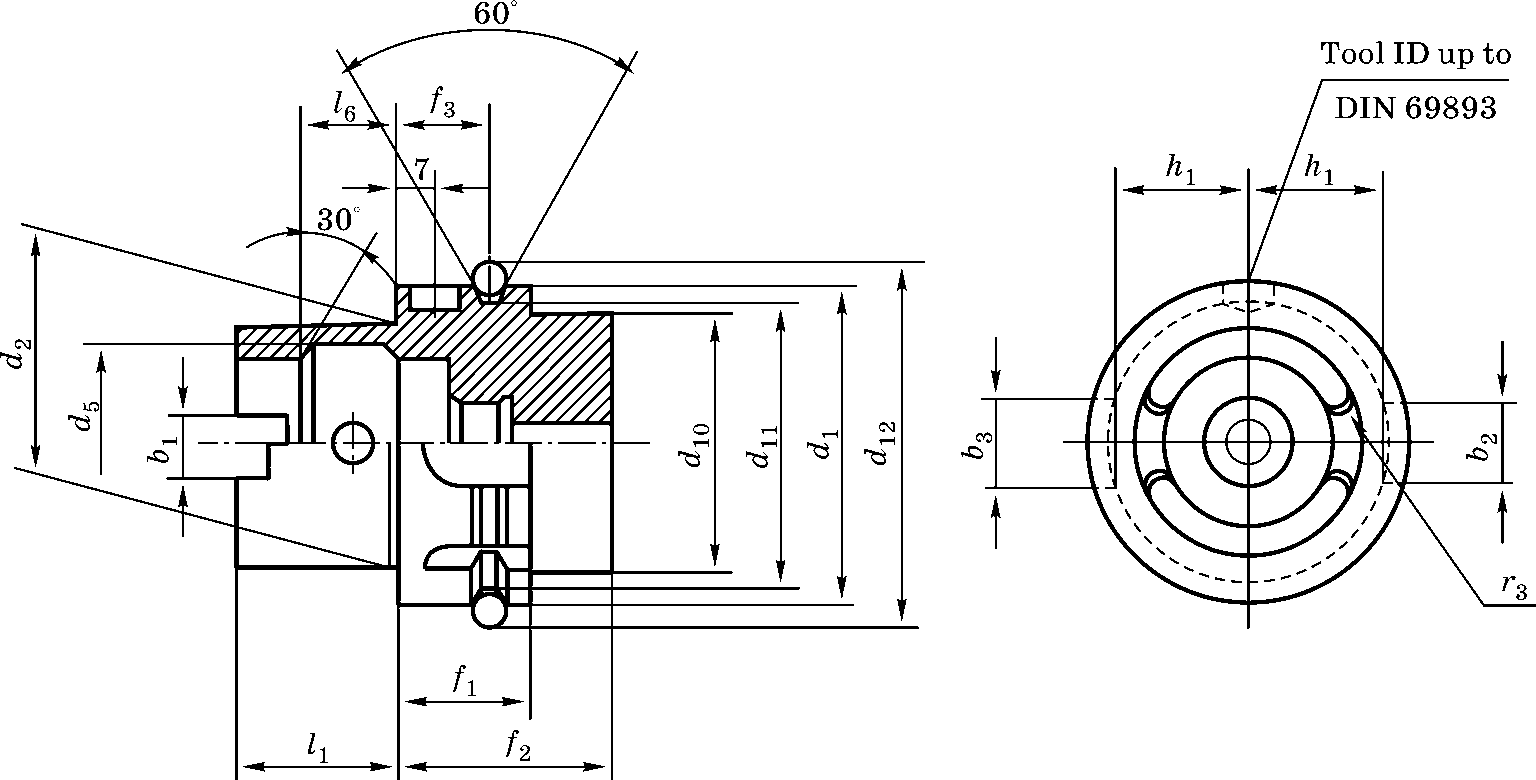
Рис. 14. Конический хвостовик для станков c ЧПУ типа HSK DIN 69893 форма А
Таблица 16. Исполнительные размеры конуса типа HSK-A по DIN 69893
| HSK-A | b1±0.04 | b2H10 | b3H10 | d1h10 | d2 | d5H11 | d10max | d11-0.1 |
| 32 | 7,05 | 7 | 9 | 32 | 24 | 20,5 | 26 | 26,5 |
| 40 | 8,05 | 9 | 11 | 40 | 30 | 25,5 | 34 | 34,8 |
| 50 | 10,54 | 12 | 14 | 50 | 38 | 32 | 42 | 43 |
| 63 | 12,54 | 16 | 18 | 63 | 48 | 40 | 53 | 55 |
| 80 | 16,04 | 18 | 20 | 80 | 60 | 50 | 67 | 70 |
| 100 | 20,02 | 20 | 22 | 100 | 75 | 63 | 85 | 92 |
| d12-0.1 | f1-0.1 | f 2min | f3±0.1 | h1-0.2 | l1-0.2 | l6js10 | r3±0.02 | |
| 37 | 20 | 35 | 16 | 13 | 16 | 8,92 | 1,38 | |
| 45 | 20 | 35 | 16 | 17 | 20 | 11,42 | 1,88 | |
| 59,3 | 26 | 42 | 18 | 21 | 25 | 14,13 | 2,38 | |
| 72,3 | 26 | 42 | 18 | 26,5 | 32 | 18,13 | 2,88 | |
| 88,8 | 26 | 42 | 18 | 34 | 40 | 22,85 | 3,88 | |
| 109,75 | 29 | 45 | 20 | 44 | 50 | 28,56 | 4,88 |
12. Конический хвостовик для станков c ЧПУ типа HSK DIN 69893 форма С
Хвостовик рекомендуется применять на концевых фрезах для черновой обработки и торцовых хвостовых как для чернового, так чистового (тонкого) фрезерования на станках с ручной сменой инструмента. Наибольшие диаметры концевых фрез приведены в таблице 17.
Конструкция хвостовика приведена на рисунке 15, размеры — в таблице 18.
Таблица 17. Рекомендуемые наибольшие диаметры концевых фрез
| Обозначение хвостовика HSK-C | 80 | 63 | 50 | 40 | 32 |
| Наибольший диаметр фрезы, мм | 67 | 53 | 42 | 34 | 26 |
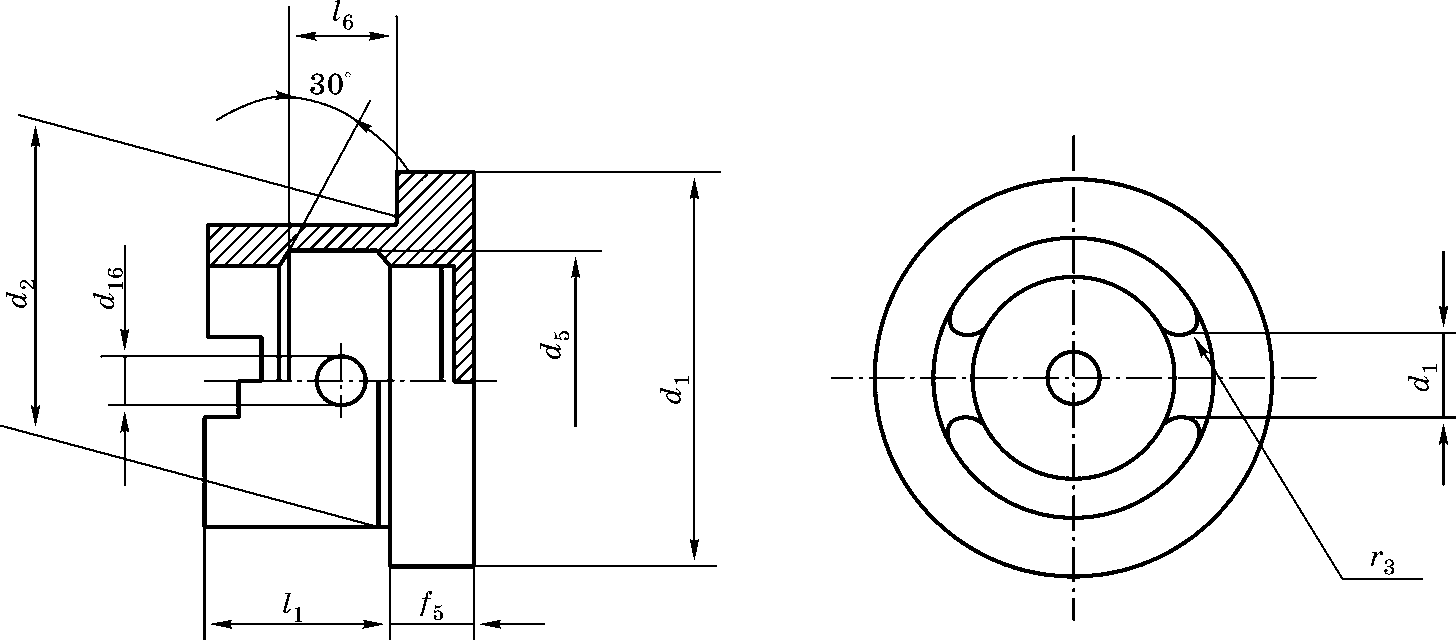
Рис. 15. Конический хвостовик для станков c ЧПУ типа HSK DIN 69893 форма C
Таблица 18. Исполнительные размеры конуса типа HSK-C по DIN 69893
| HSK-C | d1H10 | d2 | d5H11 | d16 | l1-0.2 | l6js10 | f5-0.1 | b1 | r3±0.02 |
| 32 | 32 | 24 | 20,5 | 4 | 16 | 8,92 | 10 | 7,05 | 1,38 |
| 40 | 40 | 30 | 25,5 | 4,5 | 20 | 11,42 | 10 | 8,05 | 1,88 |
| 50 | 50 | 38 | 32 | 6 | 25 | 14,13 | 12,5 | 10,54 | 2,38 |
| 63 | 63 | 48 | 40 | 7,5 | 32 | 18,13 | 12,5 | 12,54 | 2,88 |
| 80 | 80 | 60 | 50 | 8,5 | 40 | 22,85 | 16 | 16,04 | 3,88 |
| 100 | 100 | 75 | 63 | 12 | 50 | 28,56 | 16 | 20,02 | 4,88 |
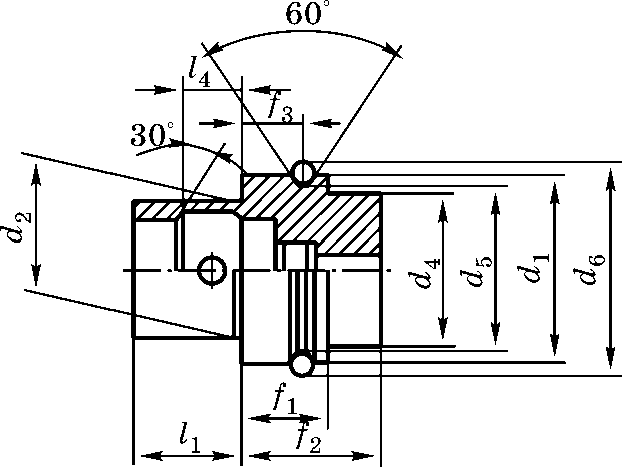
13. Конический хвостовик для станков c ЧПУ типа HSK DIN 69893 форма Е
Хвостовик рекомендуется применять на концевых фрезах для черновой и чистовой обработки и торцовых хвостовых как для чернового, так и чистового (тонкого) фрезерования. Область применения хвостовика — станки для высокоскоростной обработки. Наибольшие концевых диаметры фрез приведены в таблице 19.
Конструкция хвостовика приведена на рисунке 16, а размеры — в таблице 20.
Таблииа 19. Рекомендуемые наибольшие диаметры концевых фрез
| Обозначение хвостовика HSK-E | 63 | 50 | 40 | 32 | 25 |
| Наибольший диаметр фрезы, мм | 53 | 42 | 34 | 26 | 20 |
Рис. 16. Конический хвостовик для станков c ЧПУ типа HSK DIN 69893 форма Е
Таблица 20. Исполнительные размеры конуса типа HSK-E по DIN 69893
| HSK-E | d1h10 | d2 | d4max | d5-0.1 | d6-0.1 | f1-0.1 | f2min | f3±0.1 | l1-0.2 | l4js10 |
| 25 | 25 | 19 | 20 | 22 | 28,5 | 10 | 20 | 4,5 | 13 | 7,21 |
| 32 | 32 | 24 | 26 | 26,5 | 37 | 20 | 35 | 16 | 16 | 8,92 |
| 40 | 40 | 30 | 34 | 34,8 | 45 | 20 | 35 | 16 | 20 | 11,42 |
| 50 | 50 | 38 | 42 | 43 | 59,3 | 26 | 42 | 18 | 25 | 14,13 |
| 63 | 63 | 48 | 53 | 55 | 72,3 | 26 | 42 | 18 | 32 | 18,13 |
14. Конический хвостовик Морзе
Хвостовик рекомендуется применять на концевых фрезах для черновой обработки и получистовой обработки. Преимущества — большой передаваемый крутящий момент и отсутствие осевого смещения фрезы под действием сил резания. Рекомендуемая степень точности — АТ3–АТ5. Недостатки — повышенное биение режущих кромок инструмента по сравнению с цилиндрическими хвостовиками.
Конструкция хвостовика приведена на рисунке 17, размеры — в таблице 21.
Хвостовики Морзе непригодны для фрез, работающих с частотами вращения более 6000 мин–1.
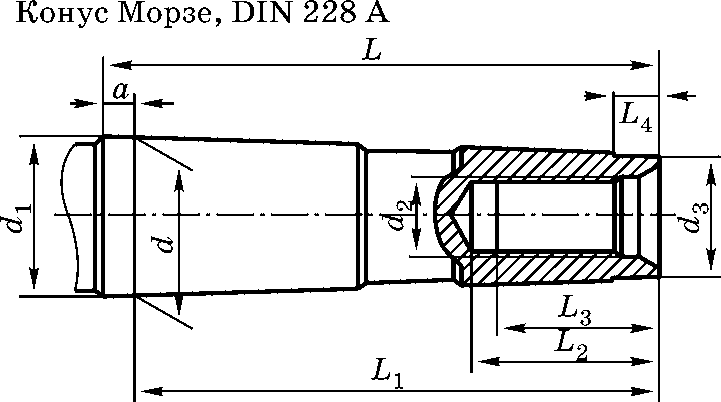
Рис. 17. Конуса Морзе для фрез
Таблица 21. Исполнительные размеры конусов Морзе
| № | d | d1 | d2 | d3 | a | Lmax | L1max | L2min | L3min | L4 |
| 0 | 9,45 | 9,2 | 6,4 | 3,0+1,2 | 53 | 50 | 4 | |||
| 1 | 12,065 | 12,2 | М6 | 9,4 | 3,5+1,4 | 57 | 53,5 | 16 | 22 | 5 |
| 2 | 17,780 | 18 | М10 | 14,6 | 5,0+1,4 | 69 | 64 | 24 | 31,5 | 5 |
| 3 | 23,825 | 24,1 | М12 | 19,8 | 5,0+1,7 | 86 | 81 | 24 | 33,5 | 7 |
| 4 | 31,267 | 31,6 | М16 | 25,9 | 6,5+1,9 | 109 | 102,5 | 32 | 42,5 | 9 |
| 5 | 44,399 | 44,7 | М20 | 35,7 | 6,5+1,9 | 136 | 129,5 | 40 | 52,5 | 10 |
15. Присоединительные места для торцовых фрез
Конструкции присоединительных мест торцовых фрез приведены на рисунках 18–20, размеры — в таблицах 22–25.
Для фрез больших диаметров присоединительные места можно выполнять как у инструмента с радиальным расположением пластин твердого сплава.
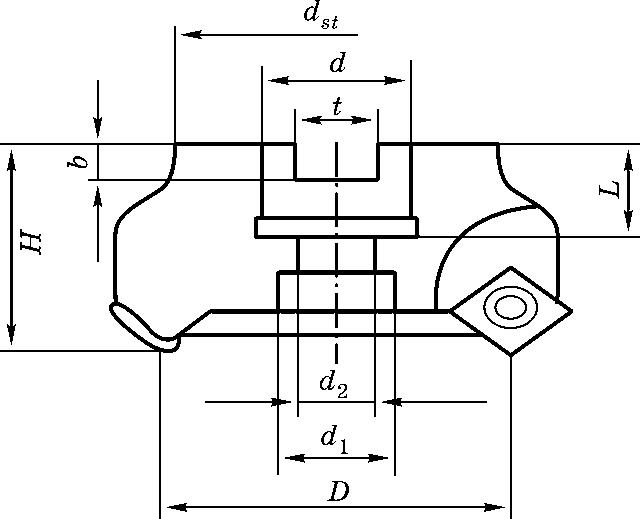
Рис. 18. Присоединительные места торцовых фрез
Таблица 22. Присоединительные места торцовых фрез
| D | dн6 | H | tн11 | bн11 | Lmin | d1min | d2min | dst |
| 32 | 16 | 40 | 8,4 | 5,6 | 19 | 13,5 | 8,4 | 32 |
| 40 | 16 | 40 | 8,4 | 5,6 | 19 | 13,5 | 8,4 | 32 |
| 50 | 22 | 40 | 10,4 | 6,3 | 20 | 18 | 11 | 40 |
| 63 | 22 | 40 | 10,4 | 6,3 | 20 | 18 | 11 | 42 |
| 80 | 27 | 50 | 12,4 | 7 | 22 | 20 | 13 | 52 |
| 100 | 32 | 50 | 14,4 | 8 | 25 | 27 | 17 | 62 |
| 125 | 40 | 63 | 16,4 | 9 | 29 | 32 | 21 | 72 |
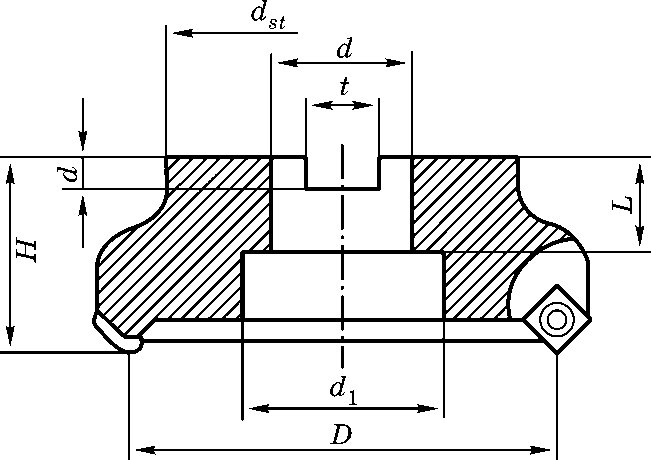
Рис. 19. Присоединительные места торцовых фрез
Таблица 23. Присоединительные места торцовых фрез с радиальным расположением пластин твердого сплава
| D | h6 | H | tH11 | bH11 | Lmin | d1min | d2min | dst |
| 32 | 16 | 40 | 8,4 | 5,6 | 19 | 13,5 | 8,4 | 32 |
| 40 | 16 | 40 | 8,4 | 5,6 | 19 | 13,5 | 8,4 | 32 |
| 50 | 22 | 40 | 10,4 | 6,3 | 20 | 18 | 11 | 40 |
| 63 | 22 | 40 | 10,4 | 6,3 | 20 | 18 | 11 | 42 |
| 80 | 27 | 50 | 12,4 | 7 | 22 | 20 | 13 | 52 |
| 100 | 32 | 50 | 14,4 | 8 | 25 | 27 | 17 | 62 |
| 125 | 40 | 63 | 16,4 | 9 | 29 | 32 | 21 | 72 |
Таблица 24. Присоединительные места торцовых фрез с тангенциальным расположением пластин твердого сплава
| D | dн6 | H | tн11 | bн11 | Lmin | d1min | d2min | dst |
| 80 | 32 | 50 | 14,4 | 7 | 22 | 20 | 13 | 58 |
| 100 | 40 | 50 | 16,4 | 8 | 27 | 27 | 17 | 70 |
| 125 | 50 | 63 | 16,4 | 9 | 30 | 32 | 21 | 72 |
| 160 | 50 | 63 | 16,4 | 9 | 30 | 32 | 21 | 72 |
| 200 | 50 | 63 | 16,4 | 9 | 30 | 32 | 21 | 72 |
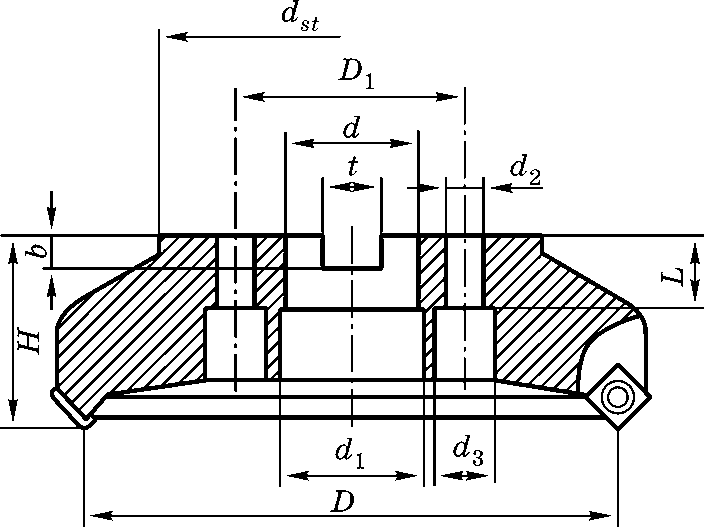
Рис. 20. Присоединительные места торцовых фрез больших диаметров
Таблица 25. Присоединительные места торцовых фрез
| D | D1 | dн6 | H | tH11 | bн12 | L | d1min | D2min | D3min | dst |
| 160 | 66,7 | 40 | 63 | 16,4 | 9 | 31 | 56 | 14 | 20 | 90 |
| 200 | 101,6 | 60 | 63 | 25,7 | 14 | 32 | 70 | 18 | 26 | 140 |
| 250 | 101,6 | 60 | 63 | 25,7 | 14 | 32 | 70 | 18 | 26 | 170 |
16. Присоединительные места дисковых фрез
Применение торцовых шпонок обусловлено обеспечением высокого качества динамической балансировки инструмента и передачей больших значений крутящего момента. Кроме того, необходимо учитывать, что закрепление дисковых фрез с опорой на жесткий торец позволяет получить высокие точности и жесткости закрепления фрез. Это особенно важно для многоцелевых станков.
Конструкции присоединительных мест дисковых фрез приведены на рисунках 21–23, размеры — в таблицах 26–28.
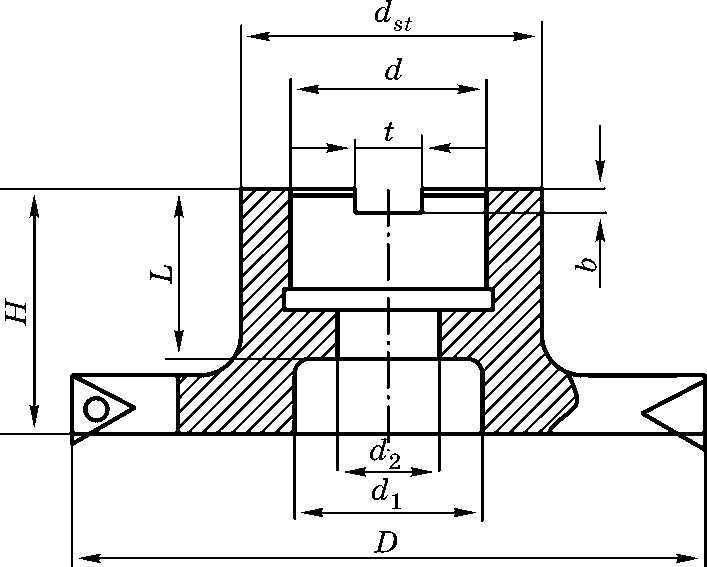
Рис. 21. Присоединительные места дисковых фрез
Таблица 26. Присоединительные места дисковых фрез
| D | dH6 | H | tн11 | bH11 | Lmin | d1min | d2min | dst |
| 80 | 22 | 40 | 10,4 | 6,3 | 20 | 18 | 11 | 40 |
| 100 | 27 | 40 | 12,4 | 7 | 22 | 20 | 13 | 48 |
| 125 | 32 | 50 | 14,4 | 8 | 25 | 27 | 17 | 70 |
| 160 | 40 | 50 | 16,4 | 9 | 29 | 32 | 21 | 90 |
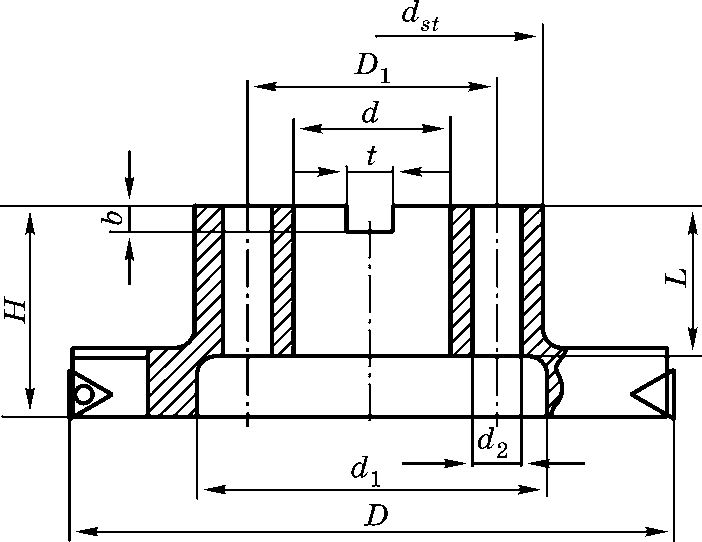
Рис. 22. Присоединительные места дисковых фрез
Таблица 27. Присоединительные места дисковых фрез
| D | D1 | dH6 | H | tн11 | bH11 | Lmin | d1min | D2min | dst |
| 200 | 66,7 | 40 | 47 | 16,4 | 9 | 31 | 88 | 14 | 96 |
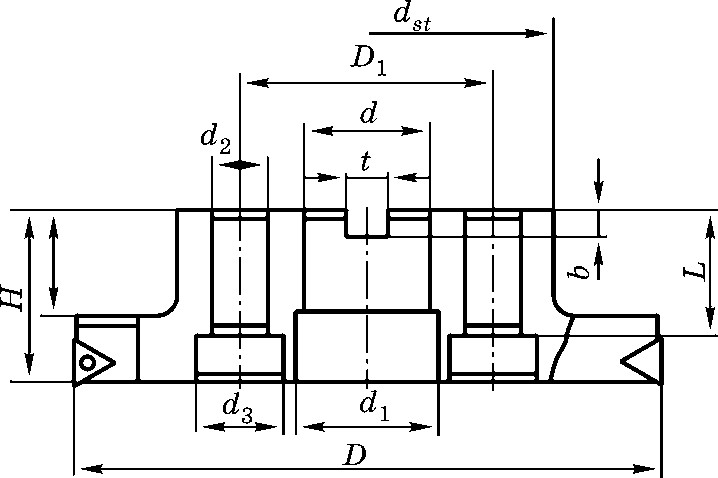
Рис. 23. Присоединительные места дисковых фрез
Таблица 28. Присоединительные места дисковых фрез
| D | D1 | dH6 | H | tн11 | bH12 | L | d1min | D2min | D3min | dst |
| 160 | 66,7 | 40 | 47 | 16,4 | 9 | 31 | 56 | 14 | 20 | 90 |
| 200 | 101,6 | 60 | 50 | 25,7 | 14 | 32 | 70 | 18 | 26 | 130 |
| 250 | 101,6 | 60 | 50 | 25,7 | 14 | 32 | 70 | 18 | 26 | 130 |
