Содержание страницы
- Selective Laser Melting (SLM)
- Direct laser metal deposition (DLMD)
- Direct additive laser construction (CLAD)
- Direct Manufacturing (DM)
- Direct Metal Printing (DMP)
- Electron Beam Direct Manufacturing (EBDM)
- Extrusion Free Formation (EFF)
- Laminated Object Modeling (LOM)
- Laser Engineered Net Shaping (LENS)
- StereoLithography Apparatus (SLA)
- Достоинства и недостатки аддитивных технологий
Аддитивные технологии (от английского Additive Fabrication) – обобщенное название технологий, предполагающих изготовление изделия по данным цифровой модели (или CAD-модели) методом послойного добавления (add, англ. – добавлять, отсюда и название) материала. Изобретатель аддитивных технологий — Чарльз Халл, сконструировал первый стереолитографический трехмерный принтер в 1986 г..
Аддитивное производство (АП) включает в себя ряд этапов:
- проектирование в среде САПР;
- преобразование в STL-файлы;
- перенос STL-файла в машину аддитивного производства и манипулирование этими файлами;
- настройка машины;
- изготовление;
- извлечение изделия;
- последующая обработка (постобработка);
- применение.
Проектирование в среде САПР. Изготовление любых деталей с использованием АП начинается с создания виртуальной модели с помощью специального программного обеспечения для твердотельного моделирования, которое полностью описывает геометрическую форму и размеры внешней поверхности изделия. На выходе получают трехмерное представление твердого тела или его поверхности.
Преобразование в STL-файлы. Программное обеспечение САПР для твердотельного моделирования выводит файлы в формате STL (Stereo Lithography). В файлах описаны внешние замкнутые поверхности изначальной САПР-модели, формирующие основу для расчета слоев.
Перенос STL-файла в машину аддитивного производства и манипулирование этими файлами. STL-файл с описанием изделия передается в машину АП, где производится исправление размеров, позиционирование и ориентация для изготовления изделия.
Настройка машины. Перед началом изготовления машину АП необходимо настроить. Устанавливают параметры изготовления, например пределы использования материала, источник энергии, толщину слоя и т.д.
Изготовление. Изготовление изделия представляет собой большей частью автоматизированный процесс, выполняемый практически без контроля оператора.
Извлечение изделия. Для извлечения изделие требуется провести некоторые манипуляции с машиной, в которую встроены блокировки безопасности, что обеспечить, например, снижение температуры или отсутствие активно движущихся частей.
Последующая обработка. После извлечения изделия из машины может потребоваться его дополнительная очистка перед использованием. На этом этапе изделия могут не иметь нужную прочность или в них остаются вспомогательные поверхности, которые необходимо удалить.
Применение. В некоторых случаях детали не требуют дополнительной обработки и после изготовления и постобработки готовы к использованию. В других случаях может потребоваться грунтовка и покраска для создания нужной текстуры поверхности и финишной обработки.
Факторы, благоприятствующие аддитивному и традиционному производствам, приведены в табл. 1.
Таблица 1. Факторы, благоприятствующие аддитивному и традиционному производствам
| Благоприятствуют АП | Благоприятствуют традиционному производству |
| Малые объемы производства | Большие объемы производства |
| Высокая стоимость материалов | Низкая стоимость материалов |
| Высокая стоимость станочной обработки | Легкость обработки деталей |
Наиболее востребованными технологиями в настоящее время являются : селективное лазерное плавление (Selective laser melting, SLM); селективное электронно-лучевое плавление (Selective electron beam melting, EBM) и прямое лазерное нанесение металла (Direct laser metal deposition, DLMD).
Технологии селективного лазерного и электронно-лучевого плавления основаны на избирательном плавлении порошка, расстеленного в слой на платформе (подложке) в зоне воздействия лазерного или электронного луча. Существует более 130 технологических параметров, влияющих на процессы селективного лазерного и электронно-лучевого плавления .
Selective Laser Melting (SLM)
В современном мире технологический процесс селективного лазерного плавления является одним из перспективных методов аддитивного производства, повышение эффективности которого возможно за счёт оптимального выбора стратегии обработки лазерным лучом . Метод селективного лазерного плавления (плавки) представляет собой процесс послойного сплавления деталей из металлического, керамического или полимерного порошкового материала. Чаще всего используют металлические порошки с размером зерен в диапазоне 10-40 мкм . Гранулы порошкового материала связываются между собой путём их проплавления при помощи, движущегося в каждом слое по определённой траектории в соответствии с выбранной стратегией обработки и согласно трёхмерной модели изделия в компьютерной среде, которая была предварительно определённым образом подготовлена.
Технология SLM включает в себя:
- подготовку трёхмерной модели изделия в компьютерной среде;
- нанесение порошка на рабочую платформу распределителем порошка, формирующим слой толщиной 20-40 мкм;
- очерчивание контура и выборочное расплавление порошка лучом лазера высокой мощности, движущимся в каждом слое по определённой траектории в соответствии с выбранной стратегией обработки и согласно трёхмерной модели изделия в компьютерной среде. Процесс повторяется для каждого слоя, до полного формирования изделия.
В процессе SLM происходит полное расплавление порошка, что существенно улучшает микроструктуру и характеристики изделия по сравнению с DMLS. Плотность 99,99 % для металлических изделий достижима без последующей термической обработки . Итоговые характеристики материала сопоставимы с характеристиками деталей, полученных механообработкой, так показатели удельной и усталостной прочности не уступают аналогичным показателям деталей, изготовленных из материалов методами традиционной обработки из кованных или литых заготовок . Преимуществом SLM является также возможность работать с цветными металлами (титан, алюминий и медь), кобальтохромовыми и титановыми сплавами, инструментальными сталями .
Однако процесс селективного лазерного плавления требует высокой мощности лазера (0,05-1 кВт), хорошего качества лазерного пучка и малой толщины порошкового слоя (что означает замедление изготовления). Более того, при затвердевании, детали склонны давать сильную усадку, вызывая значительные остаточные напряжения в изготовленных изделиях; эти остаточные напряжения могут приводить к деформациям и даже расслоениям в конечном продукте. Для нависающих элементов изделия нужны поддерживающие структуры, а термические напряжения, порождаемые процессом, требуют наличия фиксаторов.
Прочность образцов изделий, изготовленных при помощи метода селективного лазерного плавления, зависит не только от грануломорфометрических свойств и геометрических размеров частиц порошкового материала, но и от внутренней микроструктуры и наличия дефектов .
Образцы изделий, изготовленные при помощи метода селективного лазерного плавления, могут иметь выраженную столбчатую микроструктуру, поры и раковины (рис. 1), появление которых в изделиях в основном зависят от технологических параметров процесса селективного лазерного плавления .
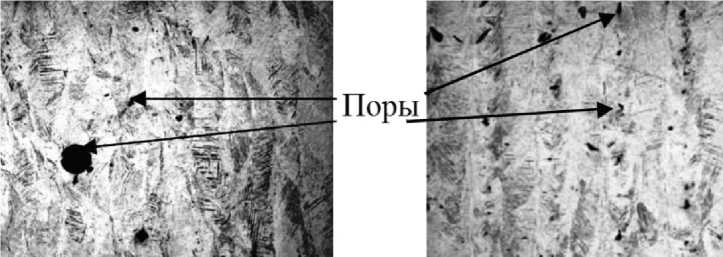
Рис. 1. Дефекты – поры в срезе образца изделия, полученного при помощи метода селективного лазерного плавления
На конечное качество микроструктуры изделий наибольшее влияние оказывают мощность лазерного источника, скорость сканирования лазерного луча, стратегия обработки лазерным лучом сплавляемого слоя изделия. От выбранной стратегии обработки лазерным лучом при селективном лазерном плавлении зависят механические свойства и пористость образцов, а также время изготовления каждого слоя изделия и всего изделия в целом.
Выбор оптимальной стратегии обработки лазерного луча в каждом сплавляемом слое изделия, в том числе, по отдельным ортогональным направлениям, позволяет повысить эффективность и сократить сроки изготовления изделий, управлять анизотропией свойств изделия (в полном соответствии с его функциональным назначением), снизить пористость образцов, а следовательно и повысить их качество . Уменьшение пористости возможно за счёт подбора оптимальных технологических параметров, таких как мощность и скорость сканирования лазерного луча, толщина сплавляемого слоя порошкового материала, а также подбора оптимального шага сканирования между двумя соседними сплавляемыми единичными треками.
Electron Beam Melting (EBM). Основой процесса электронно-лучевой плавки (ЕВМ) является термоэлектронный излучатель, использующий вольфрамовую нить для создания пучка электронов . Сканирующий пучок выборочно плавит металлический порошок (с толщиной слоя 70-250 мкм), вызывая его спекание. Порошок, спекшийся вокруг изделия, обеспечивает опору для поверхностей, направленных книзу, а в процессе постобработки счищается, тем самым сохраняя большую часть не подвергшегося спеканию порошка для повторного использования.
Фактически, EBM основана на том же принципе, что и технология лазерной плавки, за исключением использования электронных пучков высокой мощности вместо лазерных лучей. Процесс ЕВМ выгодно отличается от лазерных процессов более высокой скоростью сканирования, что сокращает время изготовления изделия, и меньшими термическими напряжениями. Однако круг используемых материалов ограничен проводящими электрический ток металлическими порошками, а качество поверхности изделия уступает результату лазерных процессов.
Процесс ЕВМ выполняется в камере с глубоким вакуумом, что делает его довольно затратным, но облегчает работу с материалами, чувствительными к окислению, что важно, например, для изготовления медицинских имплантатов и в некоторых авиационно-космических приложениях.
Direct laser metal deposition (DLMD)
Технология прямого лазерного нанесения металла основана на применении лазерного излучения и соосной с ним (или боковой) подаче порошка на подложку, при этом поток порошка и лазерное излучение сфокусированы в одну точку.
Three-Dimensional Printing (3DP). Струйная трехмерная печать – один из старейших методов аддитивного производства. Технология, разработанная в Массачусетском технологическом институте в 1993 г., получила коммерческое распространение в 1995 г. с помощью компании Z-Corporation, приобретенной корпорацией 3D Systems в 2012 г.
Данная технология является одной из разновидностей систем аддитивного построения изделия по его CAD-модели и отличается от многочисленных схожих схем тем, что процесс осуществляется по принципу обычного принтера – через сопла печатающих головок.
Direct additive laser construction (CLAD)
Прямое лазерное аддитивное построение – технология, применяемая исключительно на промышленном уровне ввиду сложности и относительно узкой специализации.
В основе CLAD лежит напыление металлического порошка на поврежденные детали с немедленной наплавкой с помощью лазера. Металлический порошок определенной фракции через специальную головку подается непосредственно в место построения. Далее порошок под воздействием энергии лазерного излучения расплавляется и кристаллизуется. Процесс построения изображен на рис. 2. Суммарное количество степеней свободы при изготовлении или ремонте детали равняется пяти .
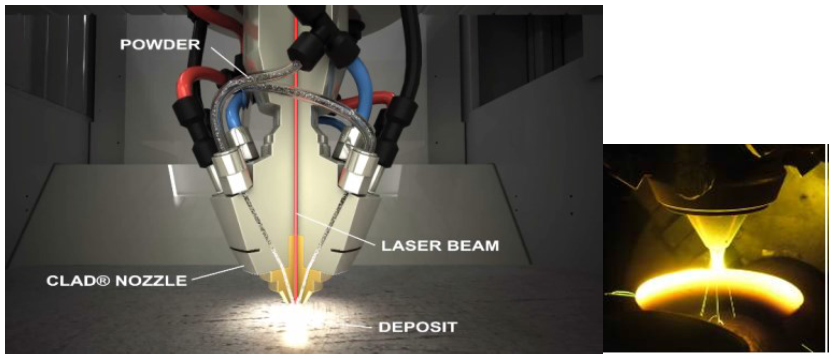
Рис. 2. Процесс построения детали по технологии CLAD
Позиционирование «печатной головки» осуществляется по пяти осям: вдобавок к перемещению в трех плоскостях, головка обладает способностью изменять угол наклона и поворачиваться вокруг вертикальной оси, что позволяет работать под любым углом. Подобные устройства зачастую используются для ремонта крупногабаритных изделий, включая производственный брак. Например, установки французской компании BeAM используются для ремонта авиационных двигателей и других сложных механизмов.
Полноценные установки CLAD предусматривают использование герметичной рабочей камеры с инертной атмосферой для работы с титаном и другими металлами и сплавами, поддающимися оксидации. Технология CLAD (рис. 3) позволяет изготавливать трехмерные металлические изделия (рис. 4), а также производить ремонт изношенных частей деталей (рис. 5), в том числе механически обработанных. При этом изготавливаемые части имеют низкий уровень пористости (менее 0,01 %) и высокие механические свойства, близкие к свойствам материала, получаемого путем обработки давлением.
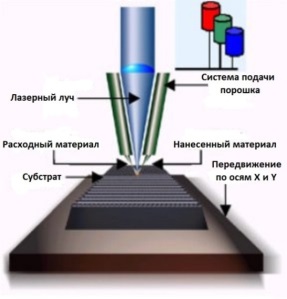
Рис. 3. Схема работы установок, использующих технологию CLAD
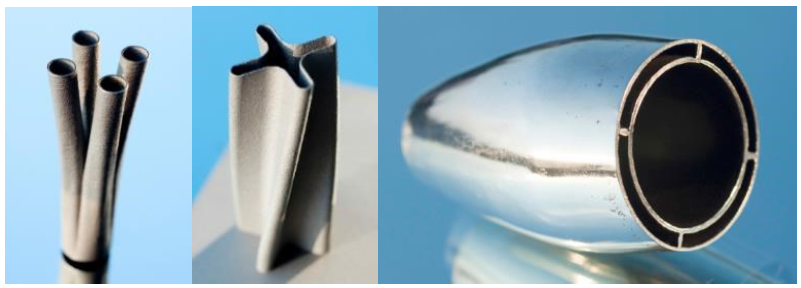
Рис. 4. Изделия, изготовленные по технологии CLAD
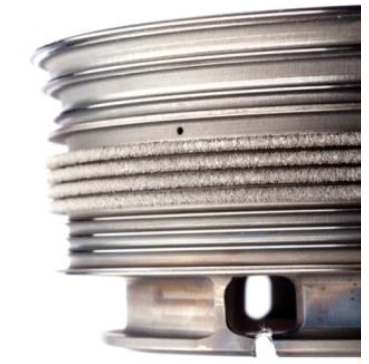
Рис. 5. Лабиринтное уплотнение, отремонтированное с помощью технологии CLAD
Нанесение порошка и наплавка производятся на любые поверхности. Таким образом, возможно изменение формы готовых изделий и исправление ошибок, возникших, например, в ходе механической обработки.
В установках Mobile CLAD, CLAD Unit, MAGIC работающих по CLAD, аналогичной технологии DMD , в качестве строительного материала применяются обычные (для аддитивных технологий) металлопорошковые композиции дисперсностью в пределах 45-75 мкм и 50-150 мкм. Система подачи материала – коаксиальная. Скорость построения детали варьируется от типа машины и может достигать 280 см3/ч. Последняя модель – MAGIC LF6000, с рабочей зоной построения 1500x800x800 мм оснащена двумя соплами для подачи строительного материала.
Технология CLAD позволяет использовать разнообразные порошковые материалы, в том числе порошки титановых, никелевых сплавов, различных сталей и др. При этом возможно использование сразу нескольких композиций. Для предотвращения окисления материала построение происходит в атмосфере защитного газа.
Directed light fabrication (DLF). DLF – технология изготовление направленным светом.
Direct Light Processing (DLP). Принтеры, основанные на технологии DLP, работают по принципу селективного отвердевания жидкого фотополимера в баке. В таких принтерах вместо лазера используется проектор, засвечивающий статическое изображение выращиваемого слоя посредством ультрафиолетового излучения. Жидкий фотополимер равномерно отвердевает в необходимой области слоя, благодаря чему достигается высокая скорость печати. При построении объект не опускается в полимер, а, наоборот, прилипнув основанием к платформе, поднимается над баком с полимером, оставаясь погруженным в него лишь на небольшую глубину .
Direct Manufacturing (DM)
Название аддитивной технологии DED по классификации ASTM, используемое компанией Sciaky Inc. (США).
Direct Metal Deposition (DMD). Процесс прямого нанесения металлов является разновидностью технологии лазерного нанесения металлов (LMD, Laser Metal Deposition).
Direct Metal Laser Sintering (DMLS). Процесс прямого лазерного спекания металлов требует использования связующих веществ с температурой плавления ниже, чем у основного металлического компонента. В качестве таких связующих материалов могут использоваться полимерные порошки, которые выжигаются из изделия при последующей обработке, либо металлические порошки с более низкой точкой плавления. В отличие от чистых металлов, плавление которых происходит одновременно по всему объему, у легированных металлических порошков есть диапазон температур, в котором в процессе плавления/затвердевания жидкая и твердая фаза сосуществуют.
Выбор лазера оказывает существенное влияние на процесс спекания частиц порошка, поскольку степень поглощения лазерного излучения материалом зависит от длины волны излучения, а металлургический механизм спекания определяется плотностью энергии лазера. Среди применяемых лазеров – лазеры на диоксиде углерода, Nd:YAG-лазер, волоконные лазеры, дисковые лазеры и т.п. .
Процесс прямого лазерного спекания легированных порошков, представляющий особый интерес для технологий АП, требует точного контроля параметров лазерной обработки для обеспечения неконгруэнтного плавления порошка в двухфазной области. Однако характерные для DMLS локализованные быстрые тепловые циклы осложняют точное управление температурой спекания. Эти трудности приводят к недостаточному уплотнению порошка, возникновению гетерогенной микроструктуры и ухудшают свойства изделий из легированных порошков.
Поэтому, для получения приемлемых механических свойств, обычно требуется провести последующую обработку, такую как нагрев для повторного спекания, горячее изостатическое прессование или вторичное насыщение материалом с более низкой температурой плавления .
Direct Metal Printing (DMP)
DMP – название аддитивной технологии PBF по классификации ASTM, используемое компанией 3D Systems Corp. (бывшая Phenix Systems) (США).
Electron Beam Direct Manufacturing (EBDM)
EBDM – название аддитивной технологии DED по классификации ASTM, используемое компанией Sciaky Inc. (США).
Electron beam freeform fabrication (EBF3). Произвольная электронно-лучевая плавка (EBF3) (рис. 6) – технология, разрабатываемая специалистами НАСА для применения в условиях невесомости (рис. ). Отсутствие гравитации делает работу с металлическими 7порошками практически невозможной, поэтому технология EBF3 подразумевает использование металлических нитей.
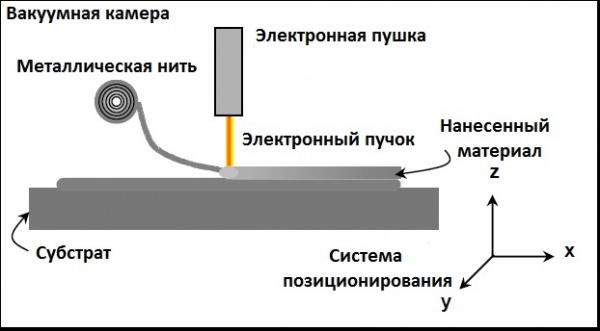
Рис. 6. Схема работы EBF3 принтеров

Рис. 7. Специалисты НАСА проводят испытания прототипа EBFȝ в условиях искусственной невесомости
Процесс построения схож с 3D-печатью методом послойного наплавления (FDM), но с использованием электронно-лучевой пушки для плавки расходного материала. Данная технология позволяет создавать металлические запасные части на орбите, что существенно сокращает затраты на доставку частей и обеспечивает возможность быстрого реагирования на внештатные ситуации.
Extrusion Free Formation (EFF)
В процессе произвольного экструзионного формования (EFF) исходным сырьем является проволока, источником энергии может быть электронный луч, луч лазера или плазменной дуги. Данный процесс идет с высокой скоростью и позволяет получать объемные изделия, но требует более интенсивной механической обработки, чем изделия из порошка .
Fused Deposition Modeling (FDM). Сущность изготовления объектов путем послойной наплавки заключается в том, что материал расплавляется в разогретом сопле-дозаторе, движениями которого непосредственно управляет программное обеспечение системы автоматизации производства. После экструзии из сопла, материал остывает и затвердевает. Изделие формируется последовательным нанесением слоев материала. Поскольку материал нагревается до температуры лишь на 1°С превышающей температуру плавления, он становится твердым практически сразу после экструзии, соединяясь с предыдущими слоями.
Для изготовления изделий сложной формы с нависающими частями с помощью отдельных сопел создаются поддерживающие структуры (опоры). В качестве материала при изготовлении объектов путем послойной наплавки (FDM) чаще всего используются полилактид (PLA) и акрилонитрилбутадиенстирол (АБС-пластик), который облегчает и ускоряет печать благодаря созданию растворимых опор и покрытия, улучшающего качество поверхности.
Разрешение и точность модели в процессе послойной наплавки ограничены диаметром сопла, а скорость изготовления – необходимостью выполнять физические перемещения сопла через рабочую область. Точность изготовления может достигать ±0,05 мм.
Основными преимуществами FDM является большой выбор материалов и хорошие физико-механические свойства конечных изделий, изготовленных с использованием этой технологии. Изготовленные изделия являются одними из самых прочных полимерных изделий, которые изготавливаются в АП. Применимость этого процесса ограничивается более низкими механическими свойствами и худшим качеством поверхности конечного продукта по сравнению с деталями, изготовленными способами традиционного литья.
Fused Filament Fabrication (FFF). Оригинальный термин «Fused Deposition Modeling» и аббревиатура FDM являются торговыми марками компании Stratasys. Многие производители 3D-принтеров используют другие названия FDM-технологии: Thermoplastic Extrusion, Plastic Jet Printing (PJP), Fused Filament Method (FFM), Fused Filament Fabrication (FFF). Термины FDM и FFF эквивалентны по смыслу и назначению .
Inkjet Printing (IJP). Струйная печать представляет собой нанесение и отверждение светоотверждаемых полимерных слоев с помощью печатающих головок, содержащих множество сопел, что позволяет достигать высокой скорости печати, сокращая количество проходов. Каждый слой фотополимера отверждается ультрафиолетовым излучением непосредственно в ходе печати, никакого дополнительного отверждения по завершении процесса не требуется. В процессе струйной печати происходит нанесение и отверждение светоотверждаемых полимеров, как правило на основе акрила . Несмотря на относительно высокую точность и хорошее разрешение процесса струйной печати, полученные изделия, из-за свойств материала, по своим характеристикам проигрывают изделиям, полученным традиционными методами. Сфера применения струйной печати ограничена прототипированием и точным литьем из-за недостаточно высокой скорости изготовления деталей, ограниченного выбора материалов и хрупкости конечных изделий.
Laser Cusing Laser consolidation (LC). Название аддитивной технологии PBF по классификации ASTM, используемое компанией Concept Laser GmbH (Германия).
Laser Engineered Net Shaping (LENS). Процесс точного лазерного формования является разновидностью технологии лазерного нанесения металлов (LMD). Метод LMD отличается от DMLS и SLM способом подачи порошка.
Laser Metal Deposition (LMD). Технология лазерного нанесения металлов отличается от DMLS и SLM способом подачи порошка. Система LMD состоит из порошкового питателя, который вводит порошок через сопла в систему подачи газа. Мощный лазерный пучок светит сквозь центр набора сопел и фокусируется вблизи подложки – основы, на которой будет изготовлена деталь. Подложка сканируется в поперечных направлениях, чтобы сформировать требуемую геометрию, а затем происходит послойное нанесение порошка до формирования трехмерного изделия.
LMD-система, объединяющая в себе многоосную систему позиционирования, возможность подачи нескольких материалов и (в ряде случаев) патентованную систему управления с обратной связью, может использоваться для изготовления новых деталей, восстановления и ремонта поврежденных или изношенных изделий, а также для нанесения износостойких и антикоррозионных покрытий . Способность подавать нужный материал в нужное место дает LMD-процессу ряд уникальных преимуществ, недоступных процессам SLS/SLM, которые используют емкость с порошком.
Laminated Object Modeling (LOM)
Первоначально LOM был разработан для бумаги, с одной стороны покрытой клеем, похожий на толстый пергамент. Толщина бумаги находилась в диапазоне 0,07 до 0,02 мм.
В настоящее время принципы ламинирования листовых материалов путем «соединение – раскрой» успешно применяются для изготовления деталей из металла, керамики и композитных материалов. В этом случае вместо бумажных и полимерных листов в качестве строительного материала для формирования полуфабрикатов применяются керамонаполненные или металлонаполненные ленты, затем полуфабрикаты подвергаются постобработке в печи при высокой температуре для склеивания и спекания материала изделия. Эти ленты затем используются для построения изделий путем стандартного процесса ламинирования листовых материалов.
Метод ламинирования подразумевает последовательное нанесение тонких листов материала с формированием за счет механической или лазерной резки и склеиванием для получения трехмерной модели. В качестве расходного материала может использоваться и металлическая фольга. Получаемые модели не являются полностью металлическими, т.к. их целостность основана на применении клея, связующего листы расходного материала.
Плюсом данной технологии является относительная дешевизна производства и высокое визуальное сходство получаемых моделей с цельнометаллическими изделиями. Как правило, этот метод используется для макетирования. При использовании данной технологии происходит склеивание тонких слоев материала построения посредством нагрева и сдавливания (рис. 8). Затем область слоя, не образующая тело выращиваемого объекта, мелко режется лазером, платформа с плоскостью построения опускается и наносится следующий слой. Операция повторяется до полного построения объекта. Таким образом, материал построения выполняет функции поддержки, которая затем удаляется механическим путем. В некоторых случаях при удалении поддержки могут возникнуть трудности.
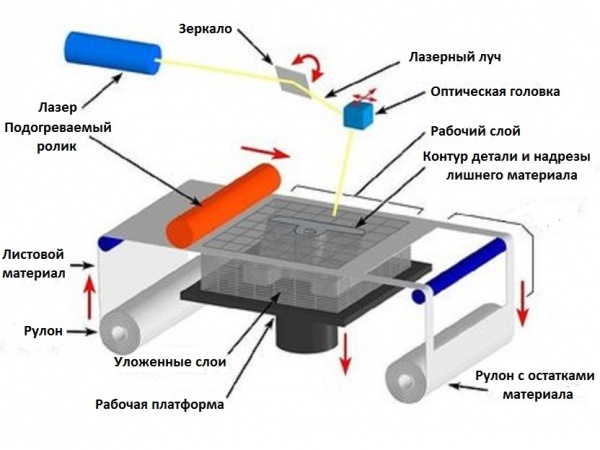
Рис. 8. Схема работы 3D-принтеров, использующих технологию LOM
В качестве материала построения используется бумага, пластики и листы металла . Система LOM составляет изделие/деталь из листов материала, вырезанных лазером, и скрепляет слои вместе . Для удаления нежелательных остатков материала обычно нужна постобработка, выполняемая ручным инструментом (так называемая «доводка»).
В процессах ламинирования листовых материалов керамические изделия чаще всего изготавливаются с использованием процессов «соединение – раскрой» из керамико-наполненных лент. Путем отливки формируют ленты из порошковой керамики, состоящей из таких соединений, как композит SiC и TiC-Ni, или алюминия с добавлением полимерного связующего. Ленты также могут быть использованы для изготовления металлических деталей. Из этих лент потом строят изделия с использованием стандартного процесса ламинирования листовых материалов.
Процесс LOM применяется также для быстрого изготовления инструментальной оснастки. Несмотря на определенный прогресс, достигнутый в разработке новых полимерных и металлических материалов, этот процесс редко применяется для изготовления конечной продукции. Среди причин такого положения вещей – трудность «доводки», ограниченная точность формирования изделий, неоднородность свойств материала и сложности с копированием и долговечностью мелких особенностей и деталей изделия.
Laser Engineered Net Shaping (LENS)
На сегодняшний день технология LENS (рис. 9) является наиболее совершенной (по достижимому уровню прочностных характеристик создаваемых объектов) реализацией метода послойного воспроизведения. Данный метод позволяет применять в качестве модельных материалов практически любые металлы и сплавы, которые могут быть расплавлены лазерным лучом без испарения. Создаваемые детали имеют ультрамелкозернистую структуру и в ряде случаев по своим механическим свойствам значительно превосходят изделия, получаемые из аналогичных сплавов традиционными методами.
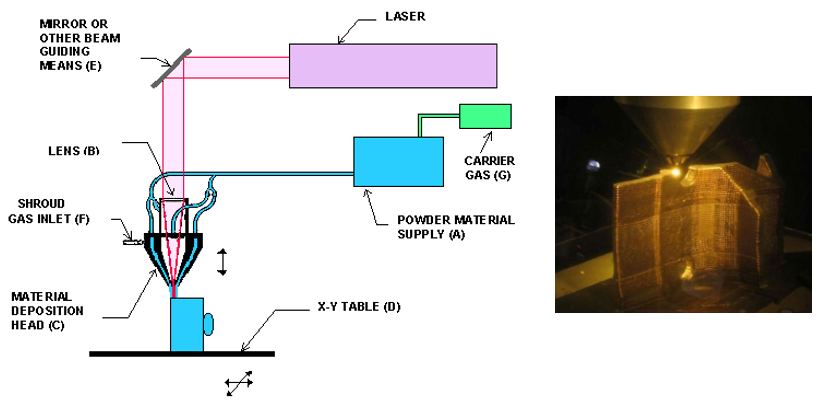
Рис. 9. Технология LENS
Stereolithography (SL). Сущность процесса стереолитографии заключается в:
- моделировании детали и преобразовании в файл формата STL для создания объемной полигональной сетки и поддерживающей структуры;
- нарезке трехмерной модели в STL-формате для создания набора сечений;
- передаче рассеченной модели в стереолитографический аппарат (SLA);
- послойном формировании детали и поддерживающей структуры в ванне со специальным полимером с помощью аргонового лазера, который очерчивает двумерные сечения и приводит к отвердеванию полимера;
- удалении поддерживающей структуры и, при необходимости, последующим отвердевании детали для окончательной полимеризации посредством управляемого обогрева или в УФ-печи.
Стереолитография часто используется для быстрого прототипирования и быстрого изготовления инструментальной оснастки с целью создания пресс-форм и форм для литья. Основным ограничением процесса стереолитографии является потребность в поддерживающей структуре, что увеличивает расходы материала и удлиняет производственный цикл .
StereoLithography Apparatus (SLA)
Стереолитография (лазерная стереолитография, SLA) – первая технология аддитивного производства, запатентованная в 1986 г. Ч. Халлом. Созданный под эту технологию формат .STL до сих пор используется в сфере трехмерной печати. В файле 3D-модель представлена последовательностью треугольников – фасет, каждый из которых описывается четырьмя наборами данных: координатами XYZ для каждой из вершин и нормальным вектором, указывающим ориентацию фасета.
Среди преимуществ данной технологии: неограниченные возможности геометрии объектов; точность и высокое качество поверхности (минимальная толщина слоя SLA принтеров доходит до 0,025-0,05 мм); высокая скорость работы 3D-принтеров и экологичность (отсутствие отходов). К недостаткам относят высокую стоимость принтеров (бюджетные принтеры, работающие по технологии SLA, такие как FORM 1 или Pegasus Touch, были выпущены совсем недавно). Целесообразность применения этой технологии обусловлена сложностью модели, необходимыми техническими свойствами объекта, объемом производства и т.п.
Selective Laser Sintering (SLS). Процесс селективного лазерного спекания SLS начинается с подготовки компьютерной модели изделия в CAD (системе автоматизированного проектирования). Затем для получения информации о контуре каждого слоя модель рассекается на тонкие слои. В процессе изготовления изделия применяется тонкий порошок (толщина слоя, как правило, не превышает 100 мкм), равномерно распределяемый валиком по подставке устройства и выборочно сканируемый по контуру лазером с мощностью 25-100 Вт (рис. 10).
Время засветки каждой частицы лазерным пучком находится в пределах от 0,5 до 25 мс. При столь коротких тепловых циклах спекание порошка в твердом состоянии не происходит, и для достаточно быстрого спекания необходимо частичное или полное расплавление частиц.
Процесс не требует построения поддерживающих структур, поскольку нерасплавленный порошок сам служит опорой для модели, а термические напряжения снижаются путем нагрева емкости с порошком.
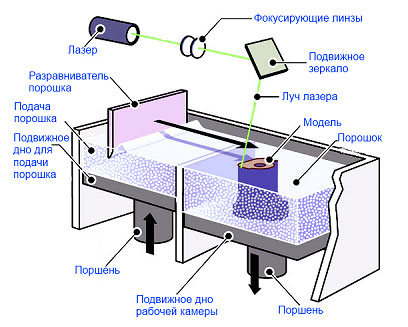
Рис. 10. Технология SLS
Высококристалличные полимеры (прежде всего нейлоны), спекаемые через полное расплавление частиц, обеспечивают механические свойства, достаточные для конечных изделий. Напротив, аморфные материалы, спекание которых обычно происходит при температуре стеклования, демонстрируют недостаточные прочностные характеристики и поэтому находят применение лишь в быстром прототипировании, в частности при подготовки форм для литья.
Solid Ground Curing (SGC). Технология SGC – версия SLA-технологии, в которой материал засвечивается не лазером, а ультрафиолетовой лампой. На плоскость построения наносится слой жидкого фотополимера, который затем отверждается с помощью УФИ-лампы, через специальную маску, которая формирует форму слоя модели. Незасвеченные участки с жидким полимером очищаются, и образовавшиеся пустоты заполняются жидким воском, который затвердевает благодаря прислоненной холодной пластине. Затем слой фрезеруется до необходимой толщины и аналогично начинает формироваться следующий (рис. 11). Технология обладает достаточно высокой точностью в Z-направлении, но большое количество отходов при фрезеровании слоев и высокие эксплуатационные затраты на сложную конструкцию принтера повышают стоимость печати.
Важнейшее преимущество технологии SGC – возможность остановить процесс печати в любой момент и потом возобновить его без каких-либо потерь. Технология позволяет обходиться без подпорок и не требует дальнейшей обработки модели. Метод позволяет создавать модели с движущимися элементами. К недостаткам технологии относится необходимость в специфических дорогостоящих полимерах .
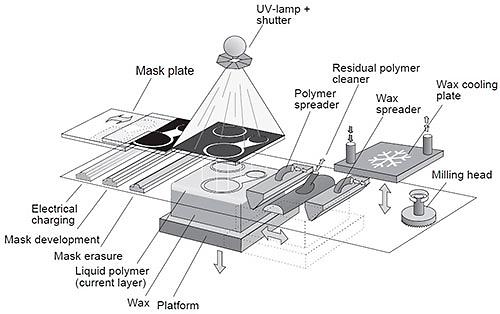
Рис. 11. Технология SGC
Технологии аддитивного производства, использующие в качестве исходного материала проволоку, в зависимости от источника энергии, используемого для нанесения металла, подразделяют на процессы WLAM (лазер) и WAAM (дуга). Диаметр проволоки, применяемой в АП, обычно находится в диапазоне 0,2 до 1,2 мм.
Система WLAM обычно состоит из лазера, автоматической системы подачи проволоки, станка с ЧПУ или роботизированной системы и некоторых других дополнительных устройств (например, системы подачи защитного газа, система нагрева или охлаждения). Лазер образует ванну расплава на нижележащем слое (substrate), в область расплава подается проволока, которая расплавляется. После ухода лазерного луча начинается процесс затвердевания и формируется узкий шов (рис. 12).
WLAM – универсальный процесс, позволяющий изготавливать крупные заготовки из разнообразных металлов и сплавов, при необходимости для получения требуемого качества поверхности используют постобработку. это процесс АП для изготовления металлических деталей с высокой плотностью.
Для процесса WLAM скорость подачи проволоки ограничена мощностью лазера. При высокой скорости подачи проволоки, она может полностью не расплавиться.
В работе приводятся данные скорости подачи проволоки и мощности лазера, для титановых сплавов скорость подачи проволоки должна равняться 2 и 1 м/мин при мощности лазера 2,06 и 1,2 кВт.
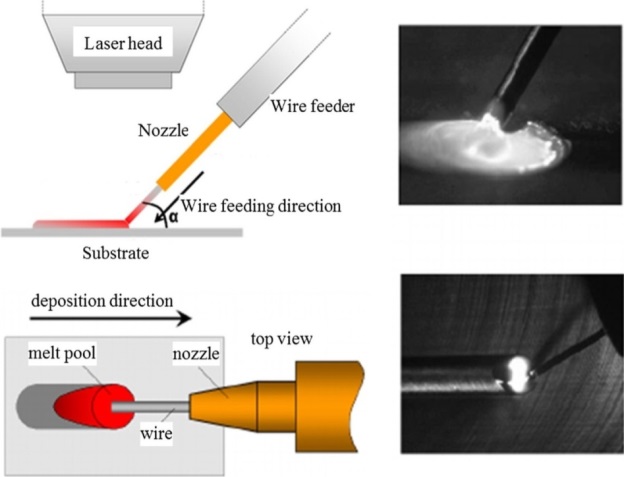
Рис. 12. Процесс подачи проволоки: слева – схема процесса; справа – изображение реального процесса (вид сбоку и сверху)
Производительность WLAM варьируется с 1,5 до 48,0 г/мин. Скорость формирования шва обычно находится в диапазоне с 0,05 до 2,4 м/мин. Размер шва зависит, главным образом, от мощности лазера, скорости подачи провода и скорости формирования шва . Как показано на рис. 13, наплавленный материал не имеет трещин и пор.
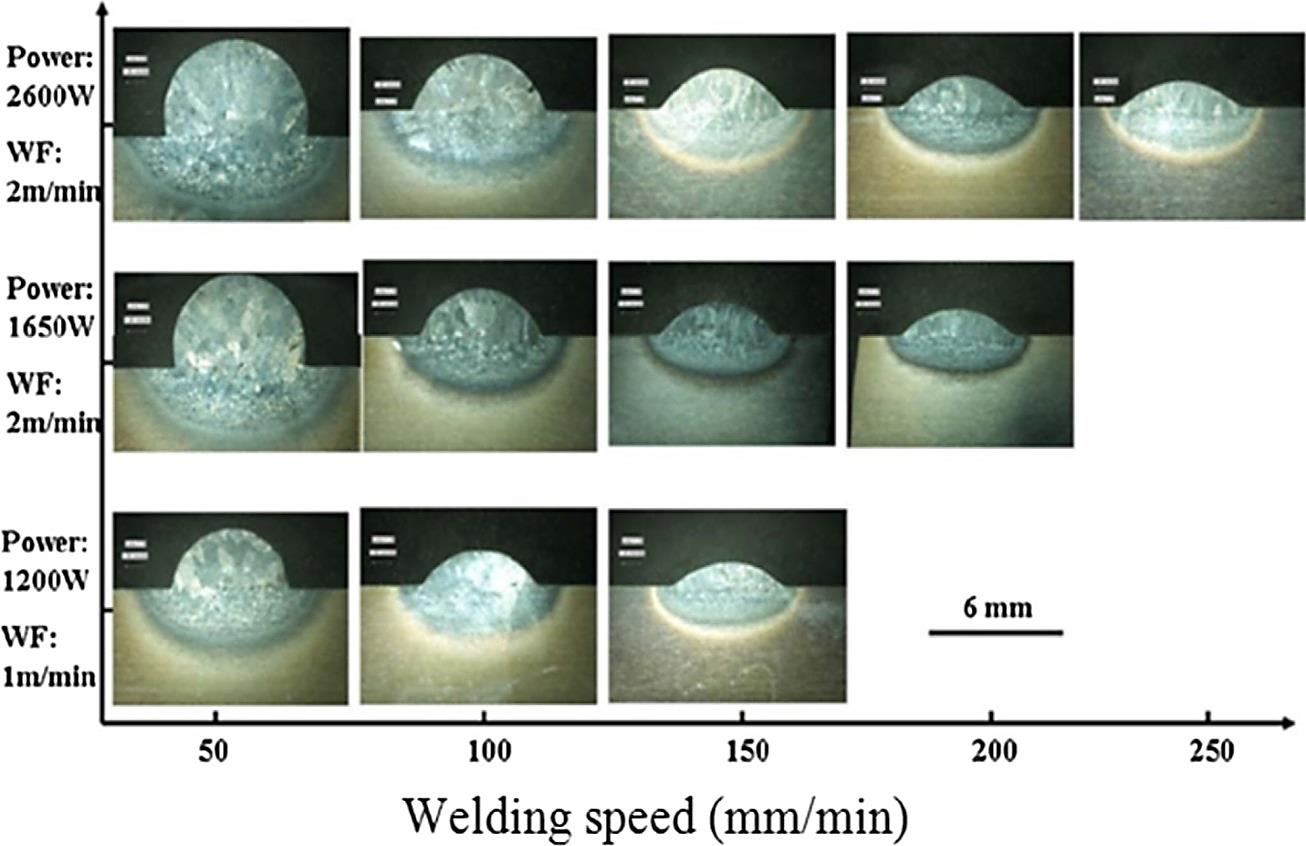
Рис. 13. Поперечное сечение отдельных слоев осажденного материала с различной мощностью лазера, скоростью подачи проволоки и скоростью формирования шва
Возможность получения изделий с использованием технологий дуговой сварки (GMAW, GTAW и PAW) анализировалась в различных работах (табл. 2).
Таблица 2. Различные формулировки процесса WAAM от разных исследовательских групп
| Синонимы | Институты/университеты | Энергетический ресурс |
| 3D welding | University of Nottingham | GMAW |
| Welding-based deposition | Southern Methodist University | GMAW, GTAW |
| 3D welding | Korea Institute of Science and Technology | GMAW |
| Welding-based rapid prototyping | University of Kentucky | GMAW |
| Near-net shape manufacturing | Tufts University | GMAW, PAW |
| Shape deposition manufacturing | Carnegie Mellon and Stanford University | GMAW, GTAW |
| GMAW-based rapid prototyping | Harbin Institute of Technology | GMAW |
| MPAW-based rapid prototyping | Xi’an Jiaotong University | Micro-PAW |
| Hybrid-layered manufacturing | Indian Institute of Technology | GMAW |
| WAAM | Cranfield University | GMAW, GTAW, PAW |
| WAAM | University of Wollongong | GMAW, GTAW |
Схемы процессов GMAW, GTAW и PAW показаны на рис. 14.
GMAW – это процесс, в котором электрическая дуга формируется между плавящимся проволочным электродом и обрабатываемым металлом.
Процессы GTAW и PAW используют для сварки неплавящийся вольфрамовый электрод.
Технологии АП, использующие в качестве исходного материала проволоку, широко применяются в различных областях, включая аэрокосмическую и автомобильную индустрию, и для изготовления инструментальной оснастки.
Детали для аэрокосмической промышленности часто имеют сложную геометрию и выполняются из дорогостоящих материалов, при использовании традиционных технологий, коэффициент использования материала – невысокий, использование АТ позволяет получать заготовки, близкие по форме к конечным деталям, тем самым значительно повышая КИМ.
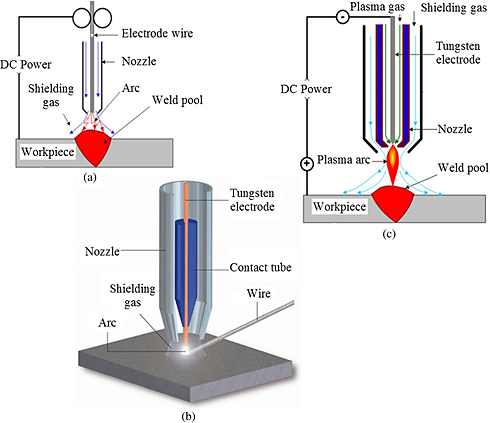
Рис. 14. Схематическая диаграмма процессов а) ГМДС, б) ГДС, в) ПДС.
ГДС, вызывая меньшее искажение сварочных швов, и меньшие по размеру швы с более высокой скоростью сварки . Также было введено АП, основанное на микро-ПДС, и результаты влияния параметров процесса на механические свойства деталей также были изучены
Металлические заготовки, изготовленные в процессе аддитивного производства при использовании в качестве исходного материала – проволоки, имеют относительно простую геометрию (рис. 15-16).
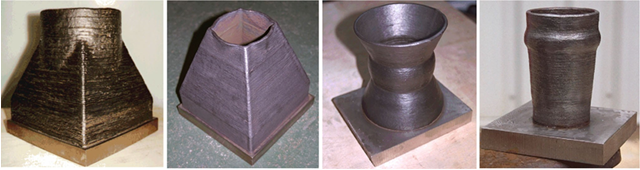
Рис. 15. Различные металлические заготовки из Университета Cranfield, изготовленные по технологии АП путем процесса ГМДС
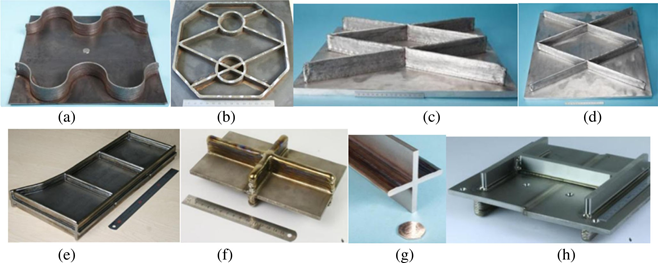
Рис. 16. Силовые панели, изготовленные в процессе WAAM: a, b – углеродистая сталь, c, d – алюминий, e – титан, f – толстостенные ребра жесткости, g –титановая крестовина, h – Ti заготовка после механической обработки
В настоящее время получают развитие следующие технологии аддитивного изготовления объектов :
Two Photon Polymerization (2PP). Сущность технологии заключается в том, что сверхкороткие лазерные импульсы фокусируются в объем полимера толщиной в несколько сотен микрометров, который в составе имеет инициатор. Инициатор активируется и запускает реакцию полимеризации лишь при поглощении двух фотонов одновременно. Данная технология позволяет создавать объекты размером до 100 мкм.
Ballistic Particle Manufacturing (BPM). Выращивание объекта посредством нанесения микрокапель (струйного нанесения) расплавленного материала на поверхность построения из сопел движущейся печатной головки. Материал построения поступает к печатной головке уже в расплавленном состоянии. После окончания печати одного слоя платформа опускается и печатается следующий слой. В качестве материала построения могут использоваться, например, термопластик и воск.
Технология биопечати. В настоящее время технология биопечати носит экспериментальный характер и используется в области построения трехмерных объектов. Биопринтеры имеют различные конфигурации, но их принцип работы заключается в послойном нанесении на поверхность построения слоев живых клеток из печатной головки и использовании в качестве поддержки специального растворимого геля. В перспективе технология биопечати позволит обеспечить пациентов, нуждающихся в восстановлении или полной замене какого-либо органа .
Достоинства и недостатки аддитивных технологий
Основные преимущества замены традиционных технологий на аддитивное производство заключаются в следующем :
- сокращение производственных издержек: себестоимости при малых партиях, затрат на электроэнергию, уменьшение размеров производственных площадей за счет исключения ряда технологических операций;
- высокая точность размеров изготавливаемых изделий;
- переход от массового производства к массовой кастомизации (возможность удовлетворения как можно большего числа индивидуальных заказчиков), увеличение номенклатуры изделий;
- возможность создания изделий со сложной формой или даже невозможной в обычном производстве конфигурацией. Аддитивные технологии позволяют свободно менять форму изготавливаемых деталей, что дает возможность не только быстро получать опытные образцы, но и вносить изменения в базовую конструкцию в соответствии с пожеланиями конкретного заказчика. Например, в медицине можно изготавливать искусственные коленные и тазобедренные суставы под конкретного пациента;
- снижение на порядок времени производственного цикла мелкосерийного производства. Существенное сокращение длительности производственного цикла, сроков и стоимости запуска изделия в производство благодаря отсутствию необходимости в специализированной инструментальной оснастке. Время с момента проектирования изделия до получения готовой детали может быть сокращено от нескольких недель до нескольких дней;
- повышение коэффициента использования материалов. Одна из особенностей технологий АП – близость получаемой формы изделия к заданной, что существенно сокращает расходы материала и отходы производства. АТ используют практически то количество материала, которое нужно для производства изделия. Тогда как при традиционных способах изготовления потери сырья могут составлять до 80-85 %. Исследование European Aeronautic Defense and Space Company (Бристоль, Великобритания) и EOS Innovation Center (Уорвик, Великобритания) показало, что экономия сырья при АП может достигать 75%;
- влияние на окружающую среду АП. Технологии АП имеют значительный потенциал в вопросе снижения выброса парниковых газов посредством оптимизации дизайна изделий и сокращения потерь материала.
Выполненный в рамках проекта ATIKINS анализ показывает, что снижение веса магистрального самолета на 100 кг на протяжении всего жизненного цикла влечет за собой экономию $ 2,5 млн на топливных расходах и сокращает выбросы углекислого газа на 1,3 млн т. .
Широкому распространению АП препятствуют следующие технические и экономические барьеры (табл. 3) :
- свойства материала (детали часто имеют анизотропные свойства, что обусловлено послойной природой АП-процессов;
- выбор материалов для АП весьма ограничен;
- точность изготовления и качество поверхности деталей;
- скорость изготовления (ограничена мелкосерийным производством);
- высокие капитальные вложения;
- высокая стоимость материалов и обслуживания;
- отличия в геометрии и свойствах между «идентичными» деталями, изготовленными на разных установках;
- закрытая архитектура большинства АП-установок, что не позволяет исследователям и технологам варьировать условия обработки.
Таблица 3. Преимущества и недостатки различных методов аддитивного производства
| Методы | Качество
деталей |
Многофункциональность
метода и оборудования |
Преимущества | Недостатки |
|---|---|---|---|---|
| СЛП | Очень хорошее, значительной механической обработки не требуется | Применение широкой номенклатуры материалов, использование для гравировки | Высокая точность изделий, получение тонких стенок (до 50 мкм) | Низкая производительность, высокая вероятность образования трещин |
| СЭЛП | Использование для сварки | Более высокая производительность, уменьшение трещинообразования за счет снижения градиента температур, возможность предварительного подогрева электронным лучом | Необходимость вакуума, точность ниже, чем при СЛП (больший диаметр сфокусированного пятна) | |
| ПЛНМ | Очень хорошее, требуется механическая обработка в большинстве случаев | Применение широкой гаммы материалов, использование для резки, сварки, гравировки, ремонта | Более высокая производительность, чем при СЛП/ СЭЛП, более контролируемый процесс | Относительно СЛП/СЭЛП – низкая точность (больший диаметр сфокусированного пятна), невозможность использовать мелкие фракции порошков, высокая вероятность образования трещин |
| ХГН | Применение широкой гаммы материалов, ограниченное их твердостью, использование для ремонта | Не происходит изменения фазового состава, термические напряжения отсутствуют, высокая производительность | Относительно СЛП/ СЭЛП/ПЛНМ – низкая точность (большой диаметр потока рабочего газа) |
