Содержание страницы
Что такое литье в кокиль
Кокиль (фр. coquille — раковина) — это толстостенная металлическая форма. Ее применяют, когда необходимо изготовить много одинаковых отливок Кокильным литьем называют процесс производства фасонных отливок в многоразовых металлических формах.
Литье в многоразовые формы-кокили существует довольно давно и можно привести пример их использования белорусскими ювелирами Берестья (рис 1).

Рис. 1. Тигель и кокиль для отливки украшений (из раскопок древнего Берестья)
Формы могут быть изготовлены из чугуна, стали, сплавов алюминия и других сплавов. Они широко применяются для производства отливок (сотен и тысяч штук) массой от 0,5 кг до 15 т из чугуна, стали и цветных металлов. При этом способе производства внутренние полости получают с помощью обычных песчаных и металлических стержней.
Среди важнейших особенностей кокильного литья необходимо отметить следующие:
- получение плотных герметичных отливок без усадочных раковин;
- минимальная толщина стенок отливок из алюминиевых и магниевых сплавов 3. . . 4 мм, чугуна — 6 мм, стали — 8. . .10 мм;
- высокая производительность процесса;
- удовлетворительная геометрическая точность отливок;
- потребность в относительно небольших производственных площадях;
- минимальная потребность в обслуживающем персонале;
- минимальная потребность во вспомогательных технологических материалах.
Недостатки:
- вследствие быстрого охлаждения заливаемого металла стенками кокиля ухудшается его жидкотекучесть;
- быстрое охлаждение чугунных отливок в кокилях вызывает отбел поверхности и повышает ее твердость;
- высокая теплопроводность металлических форм затрудняет получение сложных тонкостенных отливок больших габаритов;
- высокая стоимость металлических форм
Стойкость чугунных кокилей составляет 1000. . . 5000 шт. при производстве мелких и средних чугунных отливок и 50. . .500 шт. — при производстве крупных отливок Стойкость стальных кокилей при производстве алюминиевого литья достигает 50 000 отливок
1. Виды кокилей
В зависимости от расположения поверхности разъема кокили бывают: неразъемные, с вертикальной плоскостью разъема, с горизонтальной плоскостью разъема, со сложной поверхностью разъема, створчатые, с параллельным разъемом, с несколькими разъемами.
Кокили с вертикальной плоскостью разъема состоят из двух и более частей. Отливка может располагаться целиком в одной из половин кокиля, в двух половинах, одновременно в двух половинах и в нижней плите.
Кокили с горизонтальным разъемом применяют преимущественно для простых по конфигурации, а также крупногабаритных отливок.
Кокили со сложной (комбинированной) поверхностью разъема используют для изготовления отливок сложной конфигурации.
Неразъемные, или вытряхные, кокили применяют, когда конструкция отливки позволяет удалить ее из плоскости кокиля без его разъема. На рис. 2 показан вытряхной кокиль 5 для изготовления опорного катка Внутренняя полость формы воспроизводит наружную поверхность катка Отверстие в отливке и внутренняя полость получаются с помощью песчаных стержней 4 и 2, последний из которых перекрывает верхнюю часть формы В стержнях 1, 2, 4 размещена литниковая система, состоящая из литниковой чаши, стояка, литникового канала, подающего металл в отливку, и двух прибылей.
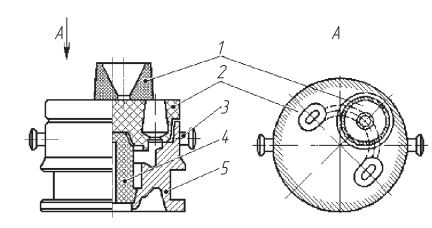
Рис. 2. Вытряхной кокиль для отливки опорного катка
Для извлечения отливки кокиль на цапфах 3 поворачивают на 180°, и отливка вместе со стержнями вытряхивается из кокиля.
Кокиль с горизонтальной плоскостью разъема состоит из нижней 1 и верхней 2 частей, стержня 3 и выталкивателей 4 (рис. 3) . Отливка извлекается после разделения верхней и нижней частей с помощью выталкивателей.
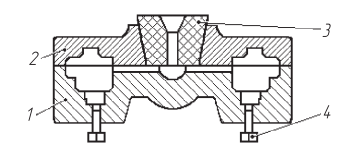
Рис. 3. Кокиль с горизонтальным разъемом
В зависимости от способа охлаждения различают кокили с воздушным, жидкостным и комбинированным охлаждением.
2. Кокильные машины
В настоящее время наиболее часто принято разделять кокильное оборудование на однопозиционное и многопозиционное. Самые сложные отливки из черных и цветных сплавов в серийном и массовом производстве позволяет получать машина модели 82А305 с пятью приводами частей кокиля (рис. 1. 28) . Она имеет две подвижные плиты 4 и 6, механизм 8 боковой торцевой подвижной плиты, поддон 5 с приводом нижнего стержня, механизм верхнего стержня 1, манипулятор 7 для снятия отливок, пульт управления 2, установленные на общей станине 3. Механизм верхнего стержня предназначен для ввода, подрыва (частичного извлечения стержня из отливки до ее извлечения из кокиля) и подъема верхнего металлического стержня, а также для отвода плит верхнего стержня для осмотра и обслуживания и ввода манипулятора снятия отливок, перемещающего их в короб или на транспортер. Механизмы верхнего стержня и торцевой плиты имеют по два упора для разгрузки их от усилий подрыва. Гидропривод имеет дополнительную аппаратуру для подключения до двух гидроцилиндров. Каждая из двух основных подвижных плит имеет по два выталкивателя. При отсутствии у некоторых машин направляющих между основными плитами на них можно устанавливать ко- кили, выходящие за габариты плит. Более простые конструкции машин с меньшим количеством приводов частей кокиля позволяют получать только несложные отливки.
Время холостого цикла кокильных машин с увеличением сложности, т. е. числа подвижных частей, возрастает с 10 до 60 с.
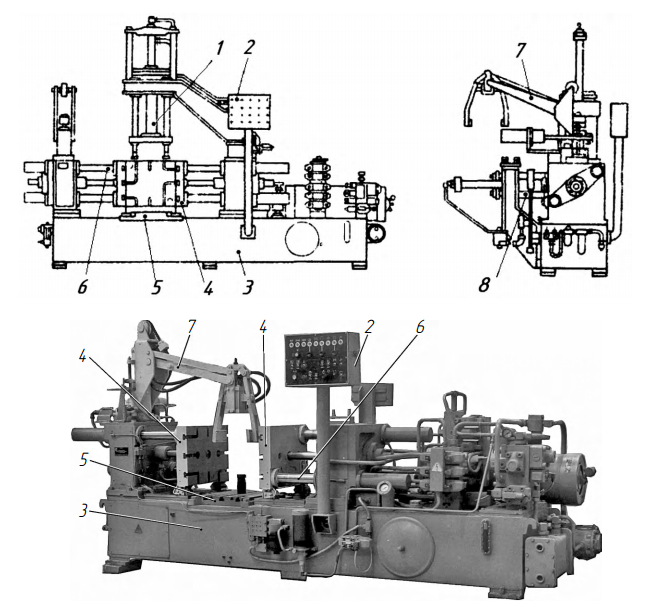
Рис. 4. Схема и общий вид кокильной машины модели 82А305 без кокиля
Машина типа 82А305 имеет четыре модификации:
- с одной подвижной плитой;
- с двумя подвижными плитами и поддоном 5 с нижним стержнем (см. рис. 4, фотография);
- с двумя подвижными плитами, поддоном с нижним стержнем и плитой верхнего стержня;
- с двумя подвижными плитами, поддоном с нижним стержнем, плитой верхнего стержня и плитой торцевого стержня (см рис 1 28, схема)
В процессе работы машина выполняет выталкивание отливки из основных плит, выталкивание отливки из поддона, подрыв стержней с увеличенным усилием, поворот верхнего стержня для удобства снятия отливки и установки кокиля, снятие отливки манипулятором, входящим в комплект машины, и охлаждение всех частей кокиля. Очистка и нанесение огнеупорного покрытия на рабочую поверхность кокиля выполняются по заданной программе на определенных позициях и регулируются по времени.
Однопозиционные машины могут работать в полуавтоматическом режиме и с заливочно-дозирующими устройствами, а также встраиваться в автоматические линии Они имеют регулируемое водяное охлаждение частей кокиля.
Однопозиционная машина для литья в кокиль модели 4953 (рис. 5) позволяет заливать от 20 до 100 кг алюминиевого сплава. Машинное время цикла составляет 60 с. Усилие раскрытия кокиля 300 кН. Ход подвижной плиты 250 мм. Предназначена для получения отливок массой от 15 до 95 кг.
Для лучшего заполнения формы используют машины с поворачивающимся или наклоняемым кокилем. Угол поворота составляет 15. . .180° . Выпускаются машины поворотные, такие как 82105П, с одной подвижной и одной неподвижной плитой, установленной на раме, которая двумя гидроцилиндрами может поворачиваться относительно горизонтальной оси, перпендикулярной к траектории подвижной плиты, на угол до 90° . Это повышает удобство установки песчаных стержней при горизонтальном расположении разъема, облегчает заливку металла за счет его благоприятного расположения А извлекать отливки при вертикальном разъеме можно под действием силы тяжести.
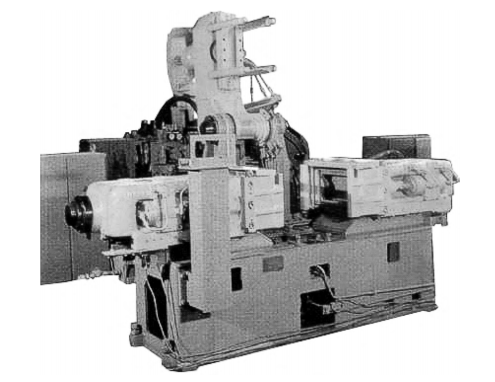
Рис. 5. Машина модели 4953 для литья в кокиль
Специальные поворотные кокильные машины (рис. 6) используются для производства крупногабаритных протяженных отливок из алюминиевых сплавов методом самозаполнения кокиля, как и устройства с горизонтальным разъемом. Эта машина обеспечивает работу в полуавтоматическом режиме с производительностью до 10 отливок в час. Кокиль, установленный на ней, имеет горизонтальный разъем.
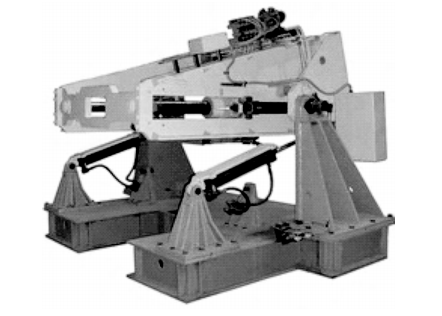
Рис. 6. Кокильная машина с поворотным столом
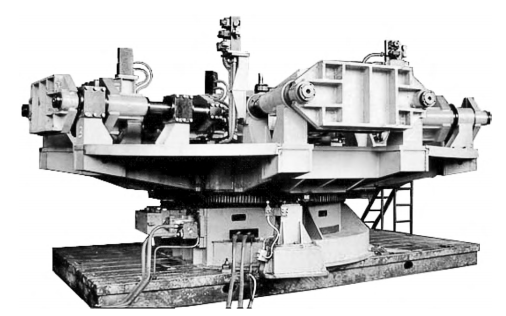
Рис. 7. Карусельная кокильная машина производства завода «Кузлитмаш» (г. Пинск)
Многопозиционные (карусельные) машины (рис. 7) отличаются от однопозиционных высокой производительностью (100— 200 заливок в час) и применяются в цехах крупносерийного и массового производства. Они применяются для производства фасонных отливок из алюминиевых сплавов. Конструкция этих машин обеспечивает такую организацию производства, при которой рационально используется плавильно-заливочное оборудование (дозаторы), облегчаются и упрощаются транспортировка, складирование и установка песчаных стержней в кокиль, улучшается система удаления и охлаждения готовых отливок. Модель 4932, разработанная НИИлитавтопромом (Минск), имеет на поворотном столе четыре позиции, на каждой из них установлена кокильная секция с двумя подвижными плитами размером 500 х 400 мм и механизмом нижнего стержня (или выталкивания отливки) Машина предназначена для производства мелких и средних отливок в кокиле с вертикальным разъемом. К секциям подводятся масло (для гидроцилиндров плит и стержня), вода (для охлаждения кокиля) и газ (для подогрева кокиля)
Кокильные комплексы позволяют автоматизировать литейный процесс и состоят (например, кокильный комплекс для литья поршней двигателей внутреннего сгорания) из двух однопозиционных кокильных машин, двух механизмов снятия отливок с устройствами охлаждения отливок на лотке, гидростанции и электрошкафа.
Производительность такого комплекса зависит от размера и конструкции поршня и при изготовлении поршня бензиновых двигателей диаметром до 100 мм составляет до 70 отливок в час.
Кокильные машины с одной подвижной и одной неподвижной плитами моделей предназначены для литья черных и цветных сплавов в кокиль с вертикальной плоскостью разъема в серийном и массовом производстве. Подвижная плита перемещается двумя гидроцилиндрами по диагонально расположенным направляющим. Обе плиты снабжены выталкивателями. Насосная установка имеет гидропневмоаккумулятор и позволяет подключать дополнительно два гидроцилиндра (например, для извлечения стержней) к имеющимся гидрораспределителям. Машины могут работать в полуавтоматическом режиме и с заливочно-дозирующими устройствами, а также встраиваться в автоматические линии Они имеют регулируемое водяное охлаждение частей кокиля.
Разновидностью кокильного литья является центробежное литье. В этом случае литейная форма (кокиль) во время заливки вращается относительно горизонтальной или вертикальной оси. Заливаемый металл центробежными силами отбрасывается на периферию формы, что позволяет получать полые отливки без применения стержней.
