Содержание страницы
1. Устройство сварочных трансформаторов
Источниками питания дуги переменного тока являются сварочные трансформаторы.
Трансформатор – это электрический аппарат, предназначенный для преобразования переменного напряжения одной величины в переменное напряжение другой величины той же частоты.
Простые в устройстве и обслуживании, надежные в эксплуатации, экономичные в работе сварочные трансформаторы широко применяют при ручной дуговой сварке покрытыми электродами, механизированной и автоматической сварке под флюсом, при электрошлаковой сварке. Кроме того, они являются базовым элементом сварочных выпрямителей и специализированных источников питания сварочной дуги.
Принцип действия трансформатора основан на явлении электромагнитной индукции. Сварочный трансформатор (рис. 1) имеет стержневой сердечник 2 и смонтированные на нем первичную 1 и вторичную 3 обмотки.
Режим холостого хода трансформатора (см. рис. 1, а) устанавливают при отсутствии дуги (при разомкнутой цепи вторичной обмотки) в момент подключения первичной обмотки к сети переменного тока с напряжением U1. При этом в первичной обмотке протекает небольшой ток I1 (ток холостого хода), который создает в сердечнике переменный магнитный поток Ф. Этот поток, согласно закону Фарадея, создает в первичной и вторичной обмотках переменные ЭДС E1 и E2, зависящие от числа витков первичной и вторичной обмоток w1, w2 и частоты переменного тока f:

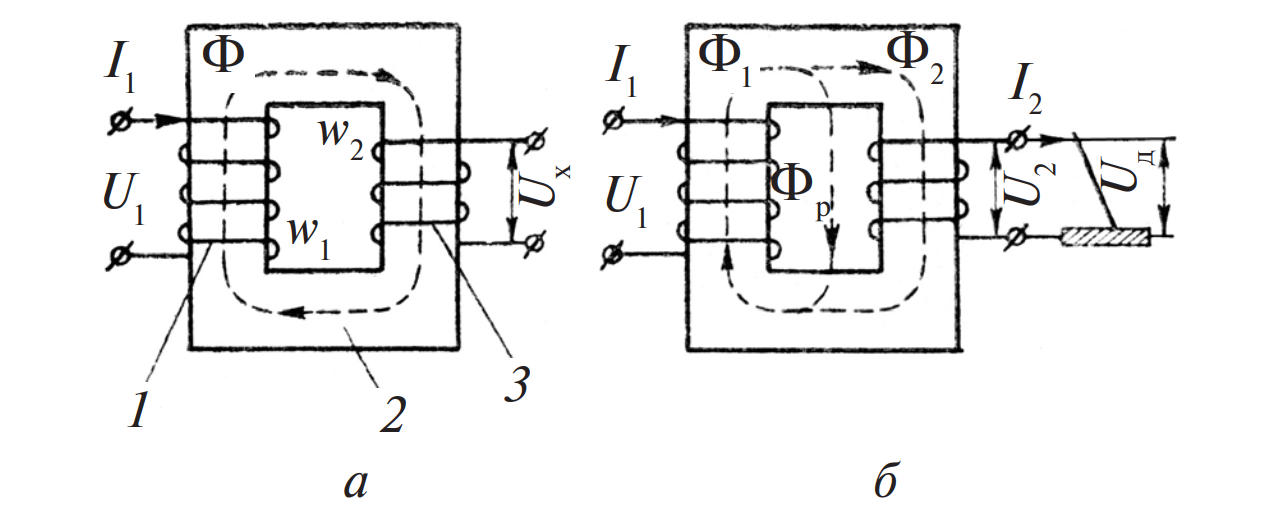
Рис. 1. Схема работы трансформатора: а – на холостом ходу; б – под нагрузкой (Фр – магнитный поток рассеяния)
Поскольку цепь вторичной обмотки разомкнута, ток в ней не проходит. Согласно второму закону Кирхгофа, вторичное напряжение U2 при холостом ходе максимально и равно E2. Такое напряжение называют напряжением холостого хода Uх.
Если не учитывать небольшие потери на активном и индуктивном сопротивлении первичной обмотки, сетевое напряжение U1 уравновешивается в трансформаторе Е1 первичной обмотки.
Разделив Е1 на Е2 и заменив их напряжения U1 и U2, получим коэффициент трансформации:

Коэффициент трансформации n равен отношению количества витков первичной w1 и вторичной w2 обмоток.
В сварочных трансформаторах сетевое напряжение 220 или 380 В преобразуется в более низкое (60–90 В). Такие трансформаторы называют понижающими.
Режим нагрузки (см. рис. 1, б) устанавливают при замыкании цепи вторичной обмотки в момент зажигания дуги. При этом под действием напряжения U2, равного напряжению дуги Uд, во вторичной обмотке сварочной цепи и дуге возникает ток I2. Он создаст в сердечнике переменный магнитный поток Ф2, который уменьшает величину магнитного потока Ф1, создаваемого первичной обмоткой. Противодействуя этому, сила тока I1 в первичной обмотке увеличивается. Ток I1 в режиме нагрузки на порядок (в 10 раз) превышает значение тока на холостом ходу.
Увеличение силы тока в первичной цепи происходит в соответствии с законом сохранения энергии: потребление энергии от сети первичной обмотки должно быть равно отдаче энергии дуге вторичной обмоткой. Следовательно, понижая с помощью трансформатора напряжение в n раз, во столько же раз увеличивают силу тока во вторичной цепи. Поэтому в сварочных трансформаторах сила вторичного тока в 3–6 раз больше первичного.
Трансформатор разделяет силовую (сетевое питающее напряжение – первичная обмотка) и сварочную (нагрузка – вторичная обмотка) цепи, понижает напряжение сети до напряжения, необходимого для сварки, обеспечивает самостоятельно или в комплекте с дополнительными устройствами начальное и повторное возбуждение и стабильное горение дуги, формирование требуемых внешних характеристик и регулирование силы сварочного тока или напряжения на дуге.
Сварочные трансформаторы могут иметь крутопадающую и жесткую формы внешней характеристики.
В зависимости от назначения трансформатора возможны различные конструкционные исполнения этих элементов, а также различное количество катушек обмоток.
Магнитопровод собирается из лакированных листов трансформаторной стали, что уменьшает потери от вихревых токов. Первичная обмотка выполняется изолированным проводом, вторичная – чаще голой медной или алюминиевой шиной.
В зависимости от электромагнитной схемы и способа регулирования различают следующие конструкции трансформаторов: трансформаторы амплитудного регулирования с нормальным рассеянием; амплитудного регулирования с увеличенным рассеянием; фазового регулирования (тиристорные).
Требования к конструкции трансформаторов и техническим характеристикам изложены в ГОСТ 95–77 «Трансформаторы однофазные однопостовые для ручной дуговой сварки» и ГОСТ 7012–77 «Трансформаторы однофазные однопостовые для автоматической дуговой сварки под флюсом».
2. Трансформаторы для ручной дуговой сварки
Все сварочные трансформаторы для ручной дуговой сварки имеют крутопадающую форму внешней характеристики. По конструктивным особенностям их можно разделить на две большие группы: трансформаторы с нормальным магнитным рассеянием и дополнительным индуктивным сопротивлением – дросселем и с искусственно увеличенным магнитным рассеянием (без дросселя).
К трансформаторам с нормальным магнитным рассеянием относят трансформаторы серий СТН и ТСД. Они однопостовые, имеют низкие технико-экономические показатели, в настоящее время не выпускаются, но еще находятся в эксплуатации.
Промышленность выпускает в основном трансформаторы второй группы – с увеличенным магнитным рассеянием.
Преимущества трансформаторов с увеличенным магнитным рассеянием следующие: они конструктивно проще, дешевле в изготовлении, удобнее в эксплуатации; всегда имеют однокорпусное исполнение.
По способу регулирования сварочного тока различают две разновидности трансформаторов: с механическим регулированием и с электрическим регулированием (без подвижных частей).
Падающая внешняя вольт-амперная характеристика трансформатора обеспечивается в результате искусственного увеличения магнитных потоков (индуктивности рассеяния). Увеличивать магнитные потоки рассеяния и регулировать сварочный ток можно изменением расстояния между первичными и вторичными обмотками трансформатора, изменением положения магнитного шунта, тиристорным регулированием.
Наиболее распространенными трансформаторами с подвижными обмотками являются трансформаторы серий ТС, ТД, ТДМ. При ручной дуговой сварке чаще используют однофазные трансформаторы, а в состав сварочных выпрямителей входят в основном трехфазные трансформаторы.
Принцип действия трансформатора с подвижными обмотками иллюстрирует рисунок 2.
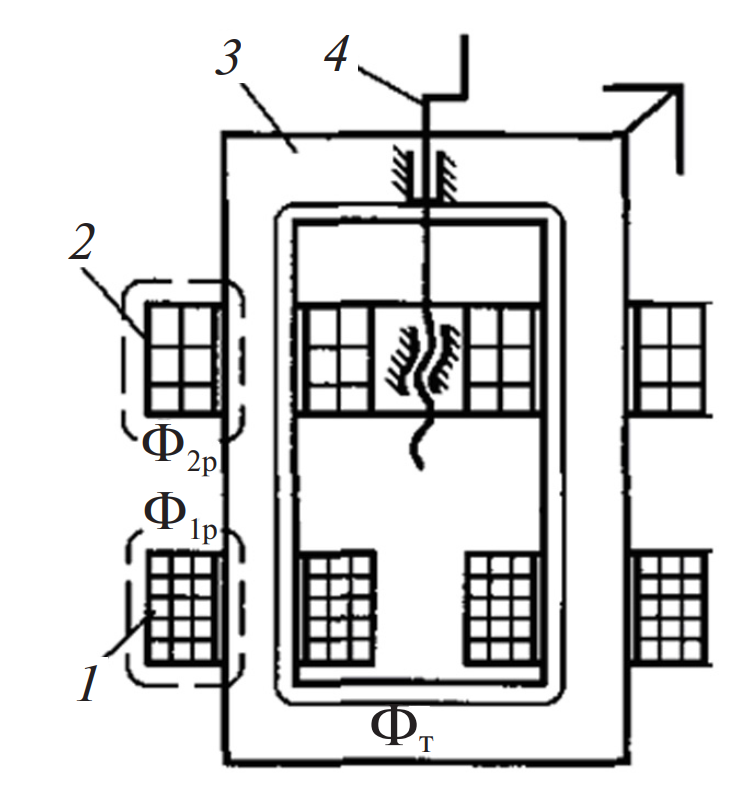
Рис. 2. Конструктивная схема трансформатора с подвижными обмотками
Наибольшее распространение получила конструктивная схема трансформатора со стержневым магнитопроводом 3, цилиндрическими первичной 1 и вторичной 2 обмотками, разбитыми каждая на две катушки. Подвижная обмотка (обычно вторичная) перемещается винтовым приводом 4. Основной поток трансформатора Фт замыкается по магнитопроводу, а потоки рассеяния Ф1р и Ф2р – по воздуху в пространстве между первичной и вторичной обмотками.
Падающая внешняя характеристика у трансформатора с подвижными обмотками получается благодаря увеличенному магнитному рассеянию, вызванному размещением первичной и вторичной обмоток на значительном расстоянии друг от друга.
Плавное регулирование режима производится в результате перемещения подвижных обмоток. Ступенчатое увеличение тока осуществляется переключением катушек первичных и вторичных обмоток с последовательного на параллельное соединение. При кратности такого регулирования, равной 4, для стыковки двух диапазонов ступенчатого регулирования необходимо, чтобы и кратность плавного регулирования была равна 4. Тогда общая кратность регулирования составляет около 16.
Трансформаторы серии TС имеют удлиненный магнитопровод, на нижнем ярме которого неподвижно закреплена первичная обмотка w1. Вторичная обмотка w2 подвижна и перемещается с помощью винтовой пары.
При изменении расстояния между обмотками изменяются магнитные потоки рассеяния. При увеличении расстояния между обмотками магнитные потоки рассеяния и индуктивное сопротивление вторичной обмотки возрастают, а сварочный ток уменьшается. При уменьшении расстояния между обмотками идет обратный процесс.
Каждая обмотка состоит из двух катушек, расположенных попарно на общих стержнях магнитопровода. Регулирование сварочного тока плавное. Обмотки трансформатора выполнены из алюминиевого провода прямоугольного сечения марки АПСД (первичная) и алюминиевой плоской шины марки АДО (вторичная). Катушки обмоток соединяются между собой параллельно.
Трансформатор снабжен токоуказателем. Для получения надежного электрического контакта выводы вторичной обмотки армированы медными накладками.
Более позднюю модификацию трансформатора серии ТСК выпускали в комплекте со специальными конденсаторами для повышения коэффициента мощности трансформатора и показателя cos . Трансформаторы серий ТС и ТСК в настоящее время не выпускают.
Наиболее удачным схемным и конструктивным решением являются трансформаторы с подвижными обмотками серии ТД.
Это трансформаторы с плавно-ступенчатым регулированием сварочного тока. Для получения диапазона больших токов катушки первичной и вторичной обмоток соединены попарно параллельно. Последовательное соединение катушек соответствует диапазону малых токов. При последовательном соединении часть витков первичной обмотки отключается, напряжение холостого хода повышается, что благоприятно сказывается на стабильности горения дуги на малых токах.
Переключение диапазонов в переносных трансформаторах осуществляется при помощи перемычки, а в передвижных – переключателя барабанного типа. Переключение производят только при отключенном от сети трансформаторе; если не выполнить это условие, в переключателе возникнет короткое замыкание, которое выведет из строя трансформатор.
Трансформатор снабжен токоуказателем и емкостным фильтром, расположенным на зажимах первичной обмотки и подключающимся между каждым зажимом и кожухом трансформатора. Фильтр состоит из двух малогабаритных конденсаторов и служит для снижения помех радиоприему, создаваемых в процессе сварки. В настоящее время выпускают третье поколение трансформаторов с подвижными обмотками серии ТДМ, в которых вследствие применения современных сортов электротехнической стали уменьшены масса и габариты трансформатора по сравнению с выпускавшейся ранее серией ТД.
Трансформатор типа ТДМ-401 является типичным примером серийной конструкции с подвижными обмотками (рис. 3, а). Он имеет стержневой магнитопровод 2, первичную 6 и вторичную 4 обмотки, переключатель диапазонов тока 12, регулятор тока 1, раму 8, колеса 7 и кожух (не показан на рис. 3, а). Магнитопровод набран из холоднокатаной электротехнической стали толщиной 0,5 мм. Первичная и вторичная обмотки имеют по две катушки, расположенные попарно на стержнях магнитопровода.
Цилиндрические катушки первичной обмотки, неподвижно закрепленные у нижнего ярма, намотаны алюминиевым проводом марки АПСД со стекловолокнистой изоляцией. Катушки вторичной обмотки, скрепленные пластмассовой обоймой 3, намотаны на ребро алюминиевой шиной марки АДО, изолированы стеклолентой и пропитаны лаком.
В обойму впрессована гайка, которая при вращении ходового винта обеспечивает перемещение всего пакета вторичных катушек, т. е. плавное регулирование сварочного тока. К обойме прикреплен также токоуказатель 5, перемещающийся по прорези шкалы на кожухе трансформатора. Ножевым переключателем изменяют соединение катушек как первичной, так и вторичной обмоток, получая два диапазона регулирования силы тока. На раме трансформатора имеются два штыревых разъема 9 для подключения сварочных проводов, сетевой штепсельный разъем 11 и болт заземления 10. Иногда на кожухе устанавливают пакетный выключатель сетевого напряжения.
Принципиальная электрическая схема трансформатора приведена на рисунке 3, б.
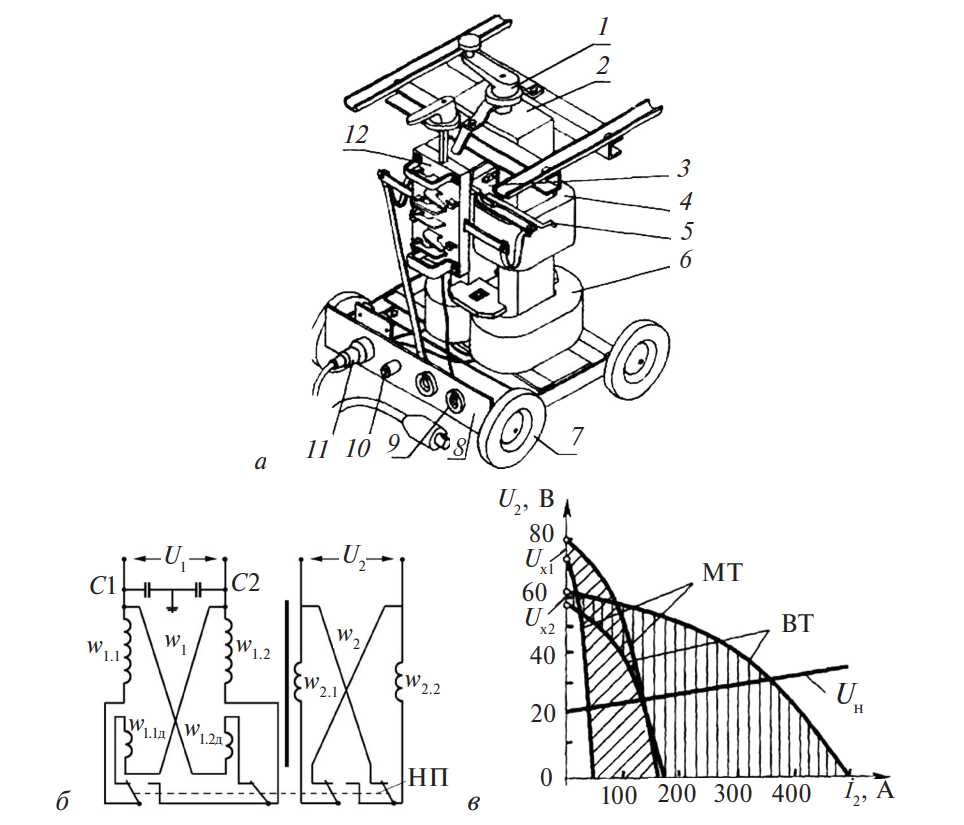
Рис. 3. Трансформатор с подвижными обмотками ТДМ-401: а – конструкция; б – принципиальная схема; в – внешние характеристики (U1, U2 – напряжение соответственно в первичной и во вторичной обмотках; w2.1, w2.2 – число витков в первичной и во вторичной обмотках)
Для снижения помех радиоприему трансформатор снабжен емкостным фильтром из конденсаторов С1, С2. На каждом стержне трансформатора размещено по одной катушке первичной w1 и вторичной w2 обмоток. Каждая первичная катушка состоит из двух частей w1.1 + w1.1д и w1.2 + w1.2д. С помощью переключателя можно выполнить последовательное или параллельное соединения катушек как первичной, так и вторичной обмотки. Переключатель НП показан в положении, обеспечивающем параллельное
соединение первичных и вторичных обмоток, что соответствует диапазону больших токов. Крайние внешние характеристики источника питания (рис. 3, в) для этого случая обозначены ВТ. Левая линия соответствует максимально раздвинутым обмоткам, правая – предельно сближенным обмоткам. При другом положении переключателя попарно последовательно соединяются катушки первичной и вторичной обмоток, что обеспечивает диапазон малых токов, внешние характеристики для этого случая обозначены МТ.
При последовательном соединении отключается часть w1.1д первичной обмотки и напряжение холостого хода Uх1 повышается, что благоприятно отражается на устойчивости горения дуги при малых токах. Естественно, кратность ступенчатого регулирования при отключении w1.1д несколько снижается – с 4 приблизительно до 2,5. Поэтому и кратность плавного регулирования, достаточная для перекрытия диапазона ступенчатого регулирования, снижается приблизительно до 2,5–3,0, а это позволяет уменьшить ход подвижных обмоток и габариты трансформатора. Общая кратность регулирования силы тока при этом около 7, что вполне достаточно по условиям сварки покрытыми электродами.
Выпускают модификации трансформаторов для работы в особо опасных условиях. Они снабжены устройством для снижения напряжения холостого хода Uх2. Такое устройство должно автоматически снижать напряжение холостого хода источника питания для ручной дуговой сварки до значения не более 12 В не позднее, чем через 1 с после размыкания сварочной цепи. Промышленность выпускает блок БСНТ-10. Его можно использовать для комплектования не только трансформаторов, но и выпрямителей. В нем также предусмотрено снижение напряжения при выходе из строя элементов самого блока и при неправильном подключении источника питания.
Трансформатор ТДМ-402 поставляют в комплекте с устройством импульсной стабилизации горения дуги. Импульсная стабилизация дуги переменного тока позволяет существенно повысить устойчивость горения дуги, использовать для сварки электроды как переменного, так и постоянного тока.
Сварочные свойства серийных трансформаторов сравнительно высокие. Вероятность зажигания дуги с первой попытки составляет 60–80 %, частота обрывов дуги – 1–2 на один электрод, коэффициент разбрызгивания – 2–4 %, разрывная длина дуги – 20–35 мм. Последняя характеристика хуже, чем у источников постоянного тока, но для трансформаторов считается вполне удовлетворительной. Для сравнения: у трансформатора с дросселем разрывная длина дуги составляет всего 10–15 мм.
Достоинства и недостатки трансформаторов связаны с особенностями их конструкции и электрических характеристик. Недостатком трансформаторов с подвижными обмотками является сильная вибрация подвижных частей – обоймы с обмотками и винтового привода, что ограничивает срок их службы. Кроме того, при механическом регулировании трудно обеспечить дистанционное и программное управление режимом сварки, невозможна стабилизация тока и напряжения. Однако, несмотря на перечисленные недостатки, эти трансформаторы получили самое широкое распространение как основной источник питания для ручной дуговой сварки из-за малого расхода активных материалов, неплохих сварочных свойств и технико-экономических показателей, простоты и дешевизны.
Одной из разновидностей трансформаторов с увеличенным магнитным рассеянием являются трансформаторы с подвижными магнитными шунтами серий СТАН, СТШ, ТДМ. Увеличение потоков магнитного рассеяния достигается при помощи подвижных магнитных шунтов, помещенных в окне магнитопровода трансформатора.
Трансформатор (рис. 4) имеет неподвижные первичную 1 и вторичную 2 обмотки, стержневой магнитопровод 3 и подвижный магнитный шунт 4. Каждая обмотка содержит по две катушки, размещенные на разных стержнях. Потоки рассеяния Ф1р и Ф2р замыкаются через магнитный шунт. Падающая характеристика у трансформатора с магнитным шунтом получается благодаря увеличенному рассеянию, вызванному размещением первичнойи вторичной обмоток на значительном расстоянии друг от друга и наличием магнитного шунта.
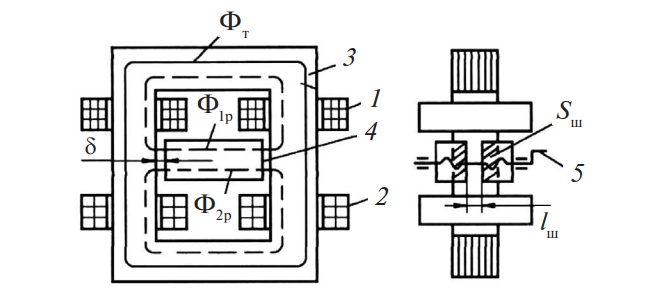
Рис. 4. Конструктивная схема трансформатора с подвижным магнитным шунтом: а – вид спереди; б – вид сбоку (Фт – магнитный поток трансформатора; δ – величина перемещения шунта)
Магнитный шунт состоит из двух частей, сближающихся и удаляющихся друг от друга при работе винтового привода 5. При увеличении расстояния lш между частями шунта снижается площадь Sш, по которой замыкаются потоки рассеяния. В результате уменьшаются потоки рассеяния и индуктивное сопротивление, что приводит к увеличению тока. Использование шунта из двух частей ускоряет настройку режима и снижает вибрацию подвижных частей, поскольку электродинамические силы, воздействующие на части шунта с частотой 100 Гц, уравновешиваются друг другом. Известны конструкции с цельным магнитным шунтом, выдвигаемым по одну сторону трансформатора или поворачиваемым внутри его окна.
Ступенчатое регулирование можно выполнять переключением катушек первичной и вторичной обмоток на последовательное и параллельное соединение. Применяют также трансформаторы, у которых часть вторичной обмотки размещена вблизи от первичной. В таком случае ступенчатое регулирование выполняется изменением степени разнесения вторичной обмотки, благодаря чему удается уменьшить массу магнитопровода у трансформатора с широким диапазоном регулирования.
В трансформаторах типа СТАН в окне магнитопровода размещен шунт, который при помощи ходового винта перемещается перпендикулярно плоскости окна магнитопровода. При входе в окно магнитопровода шунт как бы заполняет окно, в результате чего магнитные потоки рассеяния обмоток трансформатора увеличиваются. При этом ЭДС вторичной обмотки уменьшается, следовательно, уменьшается и сварочный ток. При выходе шунта из окна магнитопровода магнитные потоки рассеяния уменьшаются, а сварочный ток увеличивается. Трансформаторы СТАН в настоящее время уже не выпускают, но они еще находятся в эксплуатации.
Трансформаторы типа СТШ по принципу действия и схеме аналогичны трансформаторам типа СТАН, но имеют конструктивные отличия. В трансформаторах типа СТШ в окно магнитопровода помещены два шунта, которые при помощи ходового винта перемещаются в разные стороны перпендикулярно плоскости окна магнитопровода. Сварочный ток регулируется изменением расстояния между шунтами: при увеличении расстояния ток увеличивается и наоборот. Трансформатор имеет механический токоуказатель, связанный с одним из шунтов. Трансформаторы СТАН и СТШ имеют одну ступень регулирования силы сварочного тока, регулирование в пределах ступени плавное.
Трансформаторы СТШ-252, СТШ-400 снабжены устройствами стабилизации горения дуги УСДГ-7М, что позволяет заменять ими более дорогостоящие выпрямители.
К классу бытовых трансформаторов можно отнести ТДМ-161, ТДС-181, они питаются напряжением 220 В, имеют низкую продолжительность нагрузки (ПН = 20 %) и массу не более 30 кг.
Трансформаторы с магнитным шунтом практически не уступают трансформаторам с подвижными обмотками ни по сварочным свойствам, ни по массо-габаритным характеристикам, ни по технико-экономическим показателям.
Трансформатором с тиристорным регулированием называют комбинацию собственно трансформатора Т и полупроводникового регулятора V1–V2 с системой управления (рис. 5). Трансформатор служит для понижения сетевого напряжения до необходимого при сварке, иногда его используют для получения необходимой внешней характеристики и регулирования силы тока или напряжения. Однако обычно две последние функции – формирование характеристики и настройка режима – выполняются полупроводниковым регулятором. Фазовое управление, отличающее тиристорный трансформатор от ранее рассмотренных трансформаторов с амплитудным регулированием, осуществляется именно этим регулятором.
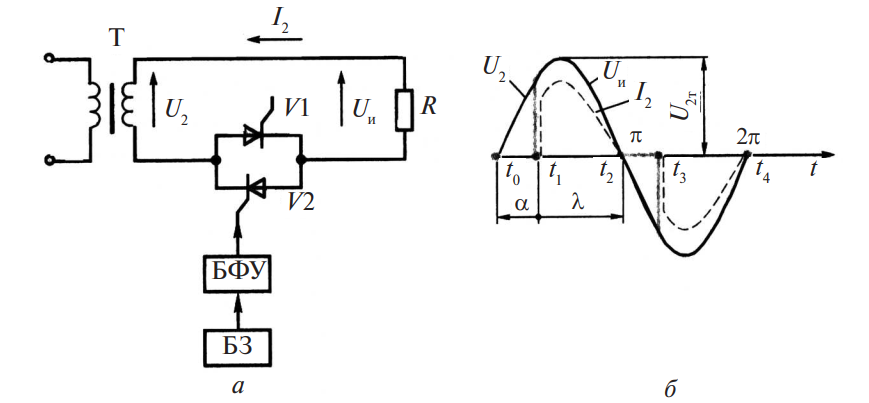
Рис. 5. Упрощенная принципиальная схема (а) и осциллограммы тока и напряжения (б) тиристорного трансформатора (U2 – напряжение во вторичной обмотке; U2т – напряжение во вторичной обмотке трансформатора; I2 – сила тока во вторичной обмотке)
Регулятор можно устанавливать как в первичной, так и во вторичной цепи трансформатора, поэтому его коммутирующие элементы V1 и V2 должны быть рассчитаны на большой ток. Для этого используют силовые управляемые вентили – тиристоры.
В состав регулятора входят также блок фазового управления (БФУ), формирующий импульсные сигналы для включения тиристоров, и блок задания (БЗ), с помощью которого настраивают необходимое значение тока или напряжения. При высоком коэффициенте усиления тиристоров фазовое управление трансформатором выполняется с помощью блоков БФУ и БЗ, собранных из слаботочных элементов. Это придает источнику много ценных свойств. При электрическом регулировании у трансформатора отсутствуют подвижные части, уменьшаются размеры регулировочных устройств, легко осуществляется дистанционное и программное управление режимом, формируются любые внешние характеристики, обеспечивается снижение напряжения до безопасного при длительном холостом ходе.
Принцип фазового управления проанализируем при работе трансформатора с нормальным рассеянием на нагрузку в виде линейного активного сопротивления R (см. рис. 5, а). Регулятор включен в цепь вторичной обмотки и имеет два встречнопараллельно соединенных тиристора. При таком соединении один из тиристоров проводит ток в одну сторону, другой – в противоположную, поэтому в цепи дуги ток переменный (см. рис. 5, б).
Предположим, в первом полупериоде на нижнем зажиме вторичной обмотки трансформатора имеется положительный потенциал, тогда ток может идти по тиристору V1, анод которого соединен с этим зажимом. Однако тиристор начнет пропускать ток не с момента t0 , а с задержкой на угол α в момент t1 , когда на его управляющий электрод придет сигнал на отпирание от БФУ.
Выключается тиристор только при исчезновении положительного потенциала на его аноде, т. е. в момент t2. Во втором полупериоде с такой же задержкой на угол α в момент t3 включается тиристор V2, выключится он в момент t4. На рисунке 5, б полужирной линией показана кривая Uи = f(t) тиристорного трансформатора, отличающаяся от синусоиды вторичного напряжения и собственно трансформатора Т.
Среднее напряжение тиристорного трансформатора
 (1)
(1)
С увеличением угла управления α интервал проводимости тиристора λ сократится, и вместе с ним, согласно формуле (1), понизятся напряжение Uи на выходе тиристорного трансформатора и сила сварочного тока.
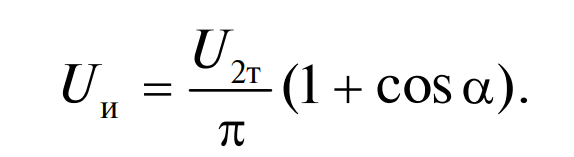
Формирование необходимых внешних характеристик в тиристорном трансформаторе выполняется естественным или искусственным образом.
Естественные падающие характеристики получают при использовании трансформатора с увеличенным (обычно нерегулируемым) рассеянием. Такой трансформатор способствует более устойчивому горению дуги.
Семейство внешних характеристик трансформатора с увеличенным рассеянием представлено на рисунке 6 тонкими линиями.
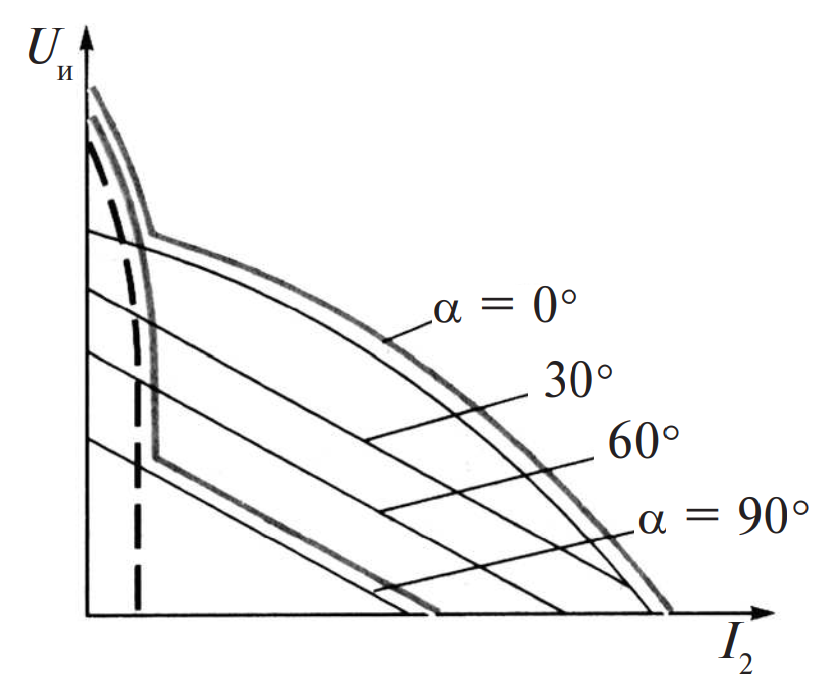
Рис. 6. Естественные внешние характеристики тиристорного трансформатора
Наклон характеристик зависит от индуктивного сопротивления трансформатора и поэтому у всех характеристик одинаков, а напряжение холостого хода определяют углом регулирования α. Цепь подпитки обычно имеет нерегулируемую крутопадающую характеристику с напряжением холостого хода более высоким, чем у основного трансформатора (показано штриховой линией).
В режиме холостого хода и при малом сварочном токе характеристика источника определяется цепью подпитки и только при более высоком токе – цепью с тиристорным регулятором. В целом внешняя характеристика имеет вид ломаной кривой, показанной полужирной линией.
Искусственные внешние характеристики формируются за счет обратных связей по току и напряжению. Введение обратных связей предполагает использование датчиков тока или напряжения и автоматическое изменение напряжения источника (например, за счет угла регулирования α) в зависимости от разницы между сигналом задания и значением контролируемого датчиком параметра. Образуется замкнутая система регулирования. Искусственная внешняя характеристика является семейством точек естественных характеристик источника питания, однако позволяет получать требуемый наклон вольт-амперной характеристики от жесткой до крутопадающей.
Для получения падающих внешних характеристик систему автоматического регулирования тиристорного трансформатора дополняют отрицательной обратной связью по току (рис. 7). С этой целью в силовую часть, состоящую из собственно трансформатора (Т) и тиристорного блока (ТБ), последовательно подключают датчик тока (ДТ), который формирует сигнал UДТ, пропорциональный фактическому сварочному току I2 (см. рис. 7, а). Этот сигнал сопоставляется в блоке сравнения (БС) с сигналом задания тока Uз.т блока задания (БЗ), пропорциональным заданному значению тока. Разность двух сигналов UДТ – Uз.т подается в блок фазового управления (БФУ) и воздействует на угол управления тиристоров α, а затем с помощью ТБ и на напряжение источника питания Uи. Например, при увеличении I2 угол α возрастает, что приводит к снижению напряжения источника питания Uи.
На рисунке 7, б показано, как из естественных жестких характеристик собственно трансформатора формируется искусственная падающая внешняя характеристика тиристорного трансформатора. При увеличении сварочного тока I2 угол управления α постепенно увеличивается и рабочая точка последовательно проходит по пути 1–2–3–4. При введении обратных связей по напряжению дуги и сети можно получить жесткие и к тому же стабилизированные, т. е. не зависящие от колебаний напряжения сети, внешние характеристики.
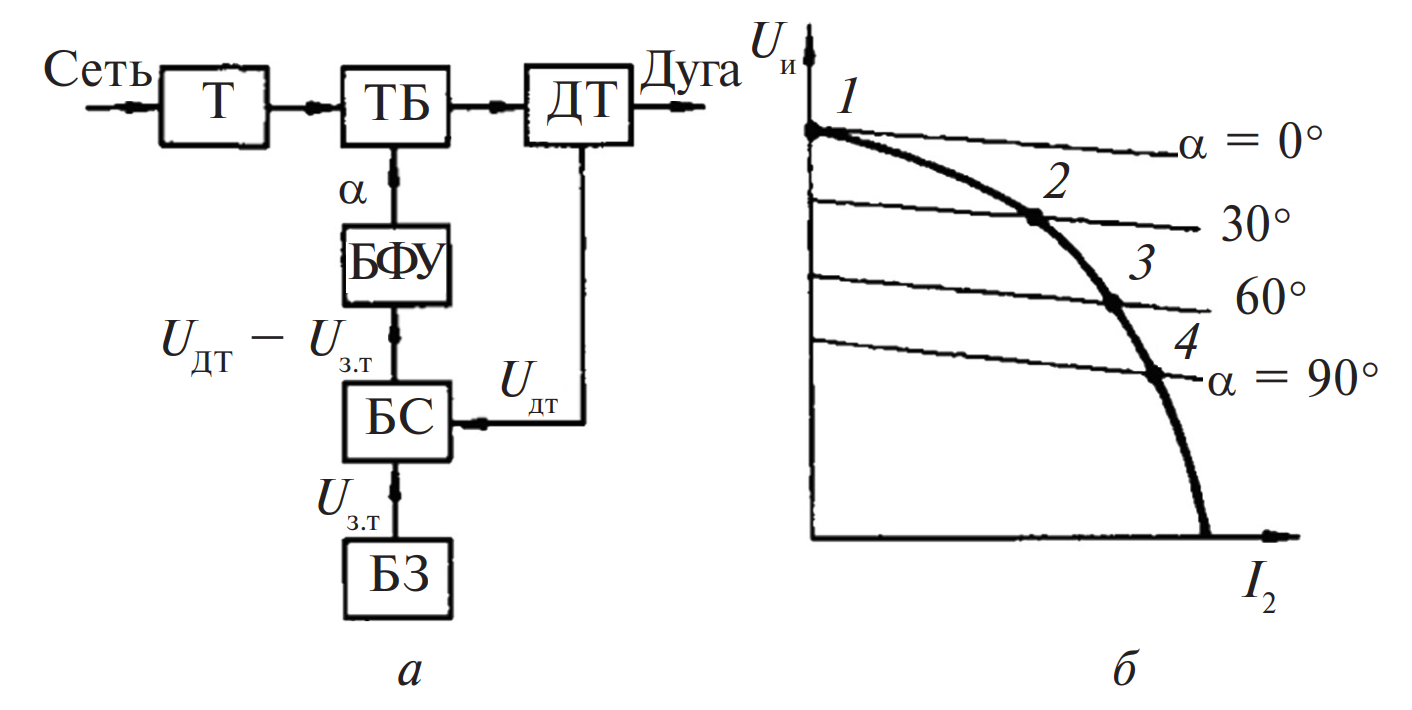
Рис. 7. Структурная схема (а) и внешние характеристики (б) тиристорного трансформатора с отрицательной обратной связью по току
Итак, фазовое регулирование режима в тиристорном трансформаторе заключается в изменении угла управления тиристоров, в результате чего изменяется напряжение трансформатора, подаваемое на нагрузку. Поскольку кратность фазового регулирования тока обычно не превышает 2, его дополняют ступенчатым.
Фазовое регулирование, обладая всеми достоинствами электрического регулирования, имеет и недостатки:
- для коммутирования сварочного тока приходится использовать мощные тиристоры или увеличивать их количество для установки на параллельную работу. Этот недостаток смягчается включением тиристоров в первичную цепь трансформатора, где ток ниже, чем во вторичной;
- снижение устойчивости горения дуги переменного тока.
Действительно, в интервале t0– t1 (см. рис. 5, б), длительность которого может составлять 10 мс, межэлектродное пространство остывает даже более значительно, чем у ранее рассмотренных трансформаторов с амплитудным регулированием, где время повторного зажигания 0,2–3,0 мс. Это сильно затрудняет повторное зажигание, особенно при больших углах α. Для устранения этого недостатка используют трансформаторы с увеличенным рассеянием, дополняют трансформатор импульсным стабилизатором или применяют цепь подпитки, т. е. подключают параллельно тиристорному трансформатору маломощный источник непрерывного действия.
В трансформаторе ТДЭ-251 цепь подпитки обеспечивает непрерывный сварочный ток и устойчивое горение дуги благодаря заполнению бестоковой паузы с помощью маломощного вспомогательного источника питания. Функции вспомогательного трансформатора цепи подпитки выполняет обмотка, расположенная на дополнительном (третьем) ярме магнитопровода.
Считается, что трансформаторы с подпиткой менее экономичны по сравнению с трансформатором с импульсной стабилизацией, поскольку требуют установки дополнительных обмоток или дросселя. Поэтому их изготовляют только на малые токи. Кроме того, сварочные свойства у них несколько хуже из-за сравнительно низкой скорости нарастания тока подпитки.
Технические характеристики некоторых трансформаторов для ручной дуговой сварки (MMA) приведены в таблице 1, а внешний вид показан на рисунке.

Таблица 1. Основные параметры трансформаторов для ручной дуговой сварки
| Марка трансформатора | Номинальное напряжение сети, В | Номинальный сварочный ток, А | Продолжи-тельность нагрузки (ПН или ПВ), % | Пределы регулирования силы тока, А | Напря-жение холостого хода, В | Потре-бляемая мощность, кВ·А | Габаритные размеры
l½b½h, мм |
Масса, кг |
| Бытовые трансформаторы | ||||||||
| ТДМ-140 | 220 | 140 | 10 | 40–140 | 48 | 7,0 | 270½225½415 | 27 |
| ТСБ-145 | 220 | 145 | 20 | 60–145 | – | 7,3 | 330½220½340 | 21,5 |
| ТСБ-150 | 220 | 150 | 20 | 55–150 | – | – | 270½280½380 | 28 |
| ТДМ-161 | 220 | 160 | 20 | 50, 160 | 50 | 8,8 | 280½280½400 | 24 |
| ТДС-181 | 220 | 180 | 20 | 90, 140,
180 |
55 | 8,2 | 356½231½335 | 23 |
| Трансформаторы с подвижными обмотками | ||||||||
| ТДМ-401 | 220/380 | 400 | 60 | 70–200
200–460 |
78 | 26,6 | 560½590½860 | 140 |
| ТДМ-402 (с УСДГ) | 380 | 400 | 60 | 70–460 | – | 26,6 | 585½848½555 | 140 |
| ТДМ-501 | 380 | 500 | 60 | 100–500 | – | 27,4 | 850½690½1100 | 195 |
| Трансформаторы с подвижными магнитными шунтами | ||||||||
| СТШ-252 | 220/380 | 250 | 40 | 70–260 | 65 | 16,3 | 425½380½475 | 60 |
| ТДМ-250 | 220/380 | 250 | 40 | 40–250 | 70 | 16 | 340½350½510 | 41 |
| ТДМ-250 | 220/380 | 250 | 40 | 90–250 | 70 | 18 | 360½360½940 | 48 |
| ТДМ-300С | 220/380 | 300 | 60 | 50–300 | 60 | 10 | 435½410½535 | 70 |
| ТДМ-305 | 220/380 | 300 | 40 | 60–300 | 70 | 19 | 430½470½490 | 66 |
| СТШ-400 (с УСДГ) | 380 | 400 | 40 | 25–400 | 53 | 22 | 540x520x595 | 110 |
| ТДМ-403 | 380 | 400 | 60 | 80–400 | 70 | 28,5 | 380½570½620 | 85 |
| ТДМ-450 | 380 | 400 | 60 | 75–460 | 75 | 25 | 350½460½490 | 55 |
| КИ 002-500 | 380 | 500 | 60 | 100–500 | 63 | 38 | 670½665½680 | 200 |
| ТДМ-503 | 380 | 500 | 60 | 100–500 | 70 | 34,2 | 380½570½620 | 95 |
| ТДМ-504 | 380 | 500 | 60 | 100–500 | 75 | 42 | 520½615½685 | 145 |
| ТДМ-505 | 380 | 500 | 60 | 125–530 | 80 | 41 | 815½700½935 | 166 |
| Трансформаторы с тиристорным регулированием | ||||||||
| ТДЭ-160 | 220 | 160 | 20 | 40–160 | 60 | 8,5 | 310½430½290 | 28 |
| ТДЭ-202 | 220 | 200 | 30 | 60–230 | 55 | 9,5 | 450½390½600 | 67 |
| ТДЭ-250 | 220/380 | 250 | 40 | 40–250 | 60 | 15 | 290½360½450 | 38 |
| ТДЭ-251 | 220 | 250 | 40 | 45–250 | 60 | 9 | 312½242½438 | 31 |
| ТДЭ-503 | 380 | 500 | 60 | 50–500 | 60 | 30 | 320½500½700 | 95 |
| ТДЭ-603 | 380 | 600 | 60 | 60–600 | 60 | 45 | 320½500½700 | 105 |
3. Трансформаторы для сварки под слоем флюса
В настоящее время для питания дуги при автоматической сварке под слоем флюса применяют трансформаторы серий ТДФ и ТДФЖ. Все трансформаторы этих серий стационарные, имеют принудительное воздушное охлаждение, электрическое регулирование силы сварочного тока, рассчитаны на продолжительный режим работы.
Основой конструкции серии ТДФ является трансформатор с магнитным шунтом, подмагничиваемым постоянным током. Принцип действия этого трансформатора и формирование его внешней характеристики основаны на создании повышенных магнитных полей рассеяния при изменении магнитного насыщения управляемого шунта.
Трансформаторы ТДФ имеют ряд недостатков:
- низкие коэффициенты усиления по току;
- отсутствие стабилизации рабочего напряжения при изменении напряжения питания сети;
- отсутствие стабильности тока управления.
Поэтому выпуск трансформаторов ТДФ был прекращен в 1980 г.
Вместо них стали выпускать трансформаторы серии ТДФЖ, имеющие тиристорный регулятор тока и обеспечивающие импульсную стабилизацию процесса сварки (рис. 8). При этом снижается потребляемая мощность в цепи управления за счет увеличения коэффициентов по току (отношения сварочного тока к току управления, KI ≈ 2000) и по мощности (отношения полезной мощности трансформатора к мощности управления, Kм ≈ 1000), а также стабилизируются напряжение на дуге и ток управления.
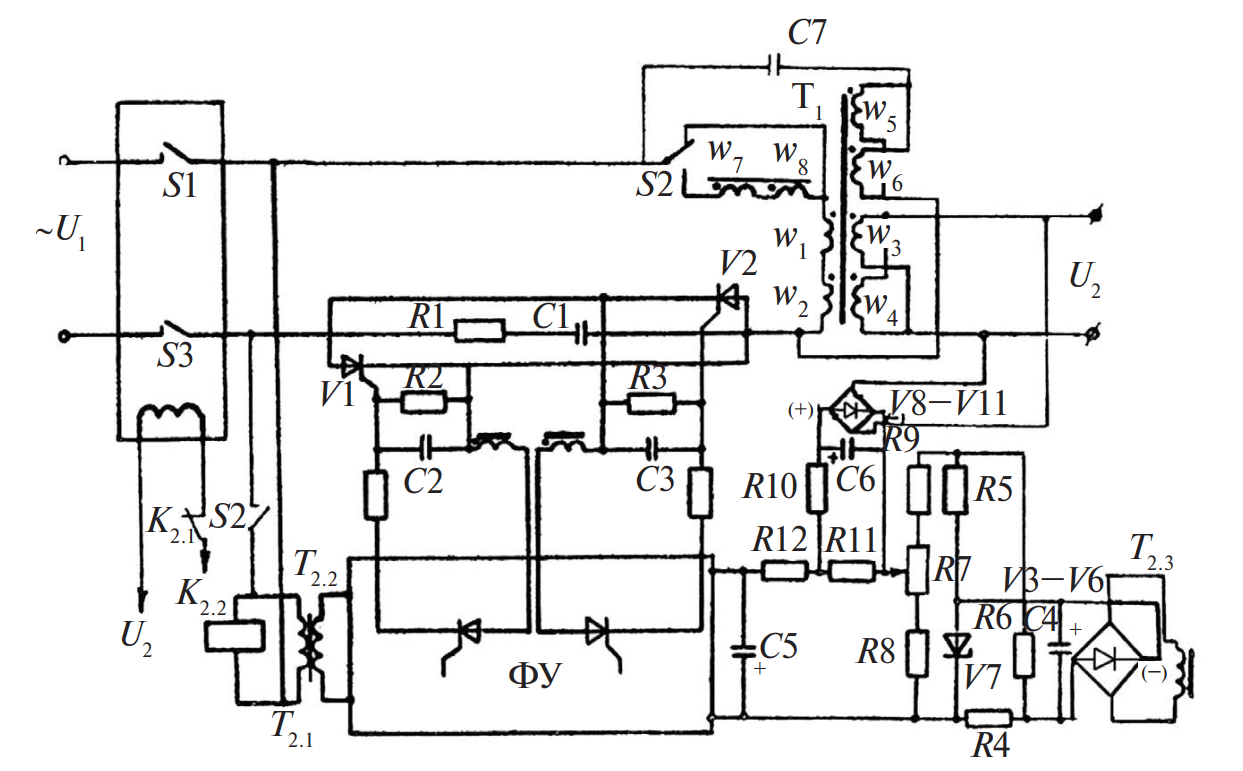
Рис. 8. Принципиальная схема трансформатора ТДФЖ
Силовой трансформатор двухстержневой с магнитопроводом бесшпилечной конструкции. Обмотки выполнены шиной, намотанной на ребро (ТДФЖ-1002, марка АДО; ТДФЖ-2002, марка МГМ).
Первичные w1, w2 и вторичные w3, w4 обмотки силового трансформатора Т1 состоят из двух секционированных катушек каждая. Между секциями катушек вторичной обмотки установлены обмотки импульсной стабилизации w5, w6. В окне магнитопровода размещены катушки реакторной обмотки w7, w8, позволяющей производить ступенчатое регулирование силы тока. В трансформаторе ТДФЖ-1002 – две ступени регулирования, ТДФЖ-2002 – три.
Трансформаторы серии ТДФЖ имеют принудительную вентиляцию с ветровым реле, снабжены емкостными фильтрами для защиты от помех радиоприему. В трансформаторах ТДФЖ-1002 катушки реакторной обмотки соединены последовательно, а в трансформаторах ТДФЖ-2002 могут соединяться в зависимости от диапазона сварочного тока: последовательно или параллельно соответственно в диапазоне малых или средних токов. В диапазоне больших токов реакторные обмотки не включаются.
Трансформаторы подключаются переключателями S1–S3 и контакторами К2.1 и К2.2.
Тиристоры V1 и V2 (марки ТВ-800), включенные по встречнопараллельной схеме, регулируют напряжение на первичной обмотке силового трансформатора. Импульсы управления поступают на тиристоры с фазосдвигающего устройства (ФУ), на вход которого подана разность сигналов задания рабочего напряжения и обратной связи. Цепь задания рабочего напряжения питается от обмотки Т2.3 вспомогательного трансформатора.
Уменьшение напряжения на выходных зажимах трансформатора в результате какого-либо изменения в параметрах процесса сварки (например, уменьшение вылета электрода) вызывает ослабление сигналов обратной связи. Поскольку напряжение задания не изменилось, возрастает разностный сигнал на входе ФУ и изменяется значение импульсов управления тиристорами. В результате напряжение на обмотках силового трансформатора возрастает до прежнего значения.
Для повышения устойчивости горения сварочной дуги введена цепь импульсной стабилизации, состоящая из дополнительных обмоток трансформатора w5, w6 и конденсатора С7. В момент включения тиристора V1 или V2 зарядный ток конденсатора С7 проходит по обмоткам w5 и w6 и наводит во вторичных обмотках w3 и w4 трансформатора импульс напряжения, достаточный для уверенного повторного зажигания дуги.
Трансформаторы серии ТДФЖ имеют автоматическую защиту персонала от внезапного пробоя силовых тиристоров. Трансформаторы серии ТДФЖ имеют жесткие внешние характеристики. Применяются для работы со сварочными автоматами с постоянной скоростью подачи проволоки. Форма вольт-амперной характеристики обеспечивает постоянство напряжения дуги. Значение сварочного тока определяют скоростью подачи электродной проволоки.
4. Трансформаторы для электрошлаковой сварки
Для электрошлаковой сварки используют одно- и трехфазные трансформаторы с жесткой формой вольт-амперной характеристики и пониженным напряжением холостого хода. Основной особенностью трансформаторов для электрошлаковой сварки является широкий диапазон регулирования вторичного напряжения. Наряду с трехфазными трансформаторами для этих целей находят применение и однофазные трансформаторы.
В подавляющем большинстве трансформаторов для электрошлаковой сварки регулирование напряжения ступенчатое, осуществляемое в основном переключением секционированных первичных и вторичных обмоток. Устройства, которые способны обеспечить плавное регулирование напряжения, не получили широкого применения главным образом потому, что более простые конструкции со ступенчатым регулированием вполне удовлетворяют основным технологическим требованиям процесса электрошлаковой сварки. Нет также особой необходимости и в регулировании напряжения под нагрузкой во всем диапазоне. Достаточно осуществлять такое регулирование лишь в относительно узких пределах, чтобы иметь возможность установить режим сварки с точностью 1–2 В и затем его поддерживать.
Наиболее широкое применение нашли трансформаторы типов ТШС и ТРМК.
Трансформаторы типа ТШС могут быть двух исполнений: однофазные и трехфазные. В однофазных трансформаторах ТШС-1000-1 и ТШС-3000-1 (рис. 9, а) возможно грубое регулирование во вторичной обмотке w2 переключением ее секций и более тонкое – в первичной обмотке w1, имеющей шесть секций, соединенных последовательно. Включение и отключение той или другой ступени осуществляют с помощью магнитных пускателей в управляющей цепи.
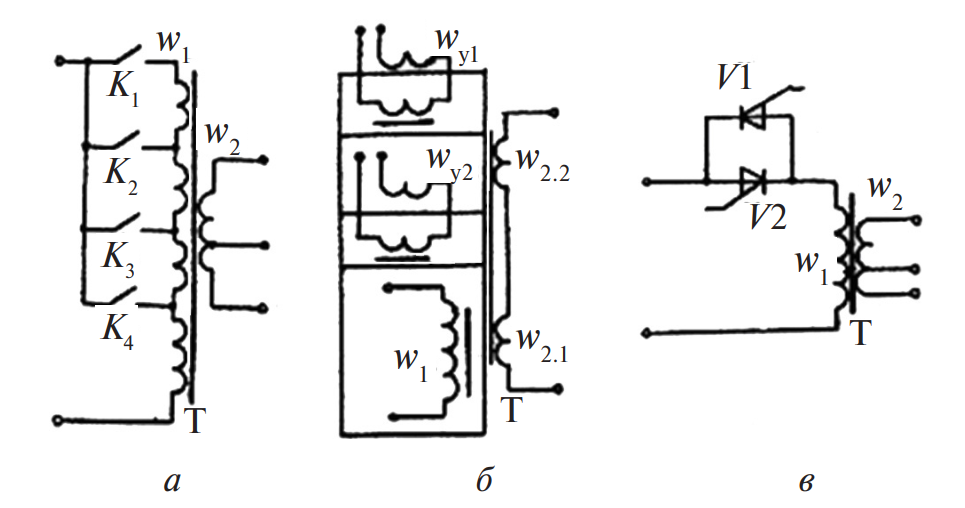
Рис. 9. Схемы регулирования режима сварки, применяемые в трансформаторах для электрошлаковой сварки: а – ступенчатое; б – с магнитной коммутацией; в – с тиристорным управлением
В трехфазных трансформаторах ТШС-1000-3 и ТШС-3000-3 секционированы как первичная w1, так и вторичная w2 обмотки. Первичная обмотка имеет шесть отпаек, вторичная – три. Регулирование режима сварки осуществляется переключением числа витков вторичной и первичной обмоток.
В трансформаторах типа ТРМК плавное регулирование сварочного напряжения осуществляется с помощью магнитной коммутации или тиристорного управления. В трансформаторах с магнитной коммутацией серии ТРМК, которую осуществляют размагничиванием постоянным током, первичная w1 и примерно 70 % вторичной w2.1 обмотки расположены на стержне в нижнем окне магнитопровода, а остальная часть вторичной обмотки w2.2 находится на стержне в верхнем окне магнитопровода (рис. 9, б).
Обмотки управления wу1 и wу2 расположены на верхнем и среднем ярме магнитопровода. Изменяя значение постоянного тока, протекающего по обмоткам управления, осуществляют перераспределение основного магнитного потока между верхним и средним ярмом магнитопровода трансформатора. Изменение магнитного потока в верхнем окне магнитопровода приводит к изменению ЭДС, наведенной в частях вторичной обмотки w2.1 и w2.2.
Возможно также тиристорное управление сварочным напряжением в первичной цепи. Оно осуществляется блоком управления, состоящим из тиристоров V1, V2, и соединяется последовательно с первичной обмоткой (рис. 9, в). Управление сварочным напряжением осуществляется изменением угла проводимости тиристоров. При этом имеются большие возможности активного воздействия на процесс сварки.
Трансформаторы ТШС и ТРМК используют в составе автоматов для электрошлаковой сварки.
Технические характеристики трансформаторов для сварки под флюсом и электрошлаковой сварки приведены в таблице 2, а внешний вид трансформаторов показан на рисунке.

Таблица 2. Основные параметры трансформаторов для сварки под слоем флюса и электрошлаковой сварки
| Марка трансформатора | Номинальное напряжение питающей сети, В | Номинальный сварочный ток, А | Продолжительность нагрузки (ПН или ПВ), % | Пределы регулирования силы тока, А | Напряжение холостого хода, В | Потребляемая мощность, кВ∙А | Габаритные размеры l½b½h, мм | Масса, кг |
| Трансформаторы для сварки под слоем флюса | ||||||||
| ТДФЖ-1002 | 380 | 1000 | 100 | 300–
1200 |
120 | 125 | 1400½750½1220 | 500 |
| ТДФЖ-1250 | 380 | 1250 | 100 | 400–
1250 |
76 | 98 | 776½610½1420 | 560 |
| ТДФЖ-2002 | 380 | 2000 | 100 | 600–
2200 |
120 | 240 | 1370½750½1220 | 850 |
| Трансформаторы для электрошлаковой сварки | ||||||||
| ТШС-1000-3 | 380 | 900 | 100 | 18
ступеней |
38–
62 |
180 | 1442½1000½1763 | 1250 |
| ТРМК- 3000-1 | 380 | 3000 | 100 | 3 ступени | 24–
62 |
190 | 1250½1200½1500 | 1750 |