Оборудование для производства деталей оконных блоков и фасадных конструкций:
- присадочные станки,
- столы для постановки фурнитуры,
- угловые центры для нарезки шипов и профилирования брусков,
- станок для промежуточного шлифования отделанных брусков оконных створок.
Особенно широкое распространение получили так называемые угловые центры — комбинация шипорезного станка с фрезерным станком с нижними шпинделями. На таком агрегате выполняется комплекс работ по изготовлению брусков оконных створок — сначала формируются шипы и проушины на обоих торцах заготовок, а затем выполняется фрезерование профиля при продольном движении заготовки относительно фрез.
Здесь же могут быть предусмотрены пилы для отпиливания штапика. После сборки створок на этом же станке выполняют их обгонку по периметру. Ниже в таблице показаны возможности одного из таких станков.
Перечень операций на станках типа Угловой центр
 |
Продольное фрезерование прямолинейных заготовок дверей, деталей мебели, мебельных фасадов |
 |
Фрезерование криволинейных поверхностей заготовок |
 |
Нарезка шипов и проушин для производства оконных блоков с помощью специальной каретки, имеющей возможность максимального приближения базовых поверхностей к инструменту, и применение блока из нескольких инструментов |
 * * |
Зарезка шипов и проушин под углом для производства оконных блоков косоугольной конструкции |
 |
Фрезерование заготовок для оконных блоков различного профиля с вырезкой штапика без снятия инструмента за счет перемещения шпинделя с блоком из нескольких инструментов |
 |
Обработка створок оконных блоков, дверей и других рамочных конструкций по наружному контуру с поддержкой передней выдвижной расширительной планкой |
В России угловые центры выпускают завод «Красный металлист» из Ставрополя и Липецкий станкозавод. Среди импортных преобладают станки из Италии и Германии. На рисунке 1 показан станок АМ10.

Рис. 1. Угловой центр AM 10 (Griggio, Италия)
На этом станке можно выполнять все вышеперечисленные операции. Максимальные размеры заготовок (длинахширинахтолщина) составляют 3100x200x160 мм.
Для постановки фурнитуры существуют специальные столярные столы (рис. 2).

Рис. 2. Столярный стол KS 2400 («Уралстан», РФ)
Стол предназначается для монтажа фурнитуры и нарезки штапика в створках оконных рам. Он имеет массивную сварную конструкцию с пневматическим механизмом наклона стола. Стол оснащен ручным усозарезным станком с независимой системой аспирации. Вертикальный шуруповерт с функцией автоматической подачи саморезов установлен на точных линейных направляющих. На столе предусмотрены контейнеры для заготовок и карманы для фурнитуры.
На рисунке 3 показан монтажно-сверлильный станок аналогичного назначения.

Рис. 3. Монтажно-сверлильный станок для присадки под оконную фурнитуру FCA 2400 («Техснаб», РФ)
Станок предназначен для сверления сквозных и глухих отверстий, вкручивания петель за один проход под различную фурнитуру в конструкциях окон, а также для выборки пазов под дверные петли. Фиксация обрабатываемой детали осуществляется вертикальными передвижными пневмоцилиндрами с управлением от напольной педали. Возможна установка дополнительных обрабатывающих узлов (сверлильного с функцией вкручивания петель или фрезерного для выборки паза под дверные петли).
Для подготовки оконных створок к отделке существуют специальные шлифовальные станки. На рисунке 4 показан такой станок немецкой фирмы Loewer.
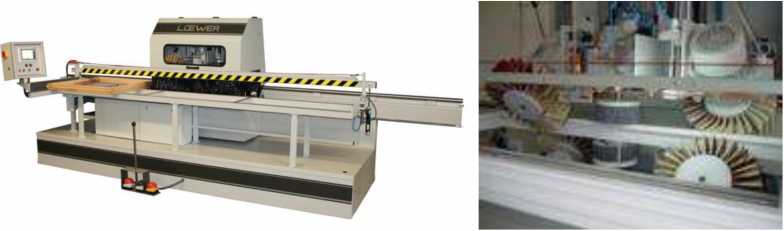
Рис. 4. Шлифовальный станок для оконных створок WindowMaster FA6D и щеточно-шлифовальный узел станка (Loewer, Германия)
Оконная створка жестко фиксируется на столе, а тележка движется вдоль одной стороны створки или коробки. Верхняя и нижняя поверхности обрабатываются агрегатами со шлифовальными губками. Все углубления и выступы снаружи и внутри обрабатываются шлифовальными лепестками. Затем створка вручную поворачивается на 90° и обрабатывается другая сторона изделия. Усилие прижима при шлифовании может быть слабым, средним или сильным. Число оборотов шлифовальных лепестков меняется бесступенчато.
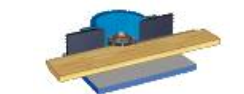
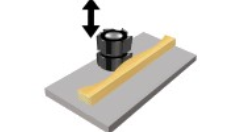
Для выполнения крестообразных соединений оконных створок разработаны специальные станки. На рисунке 5 показаны принципиальные схемы двух таких станков.
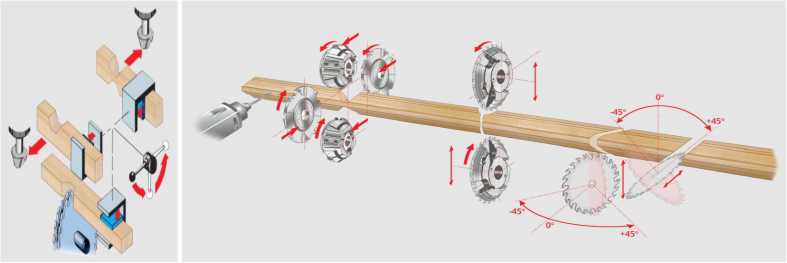
Рис. 5. Принципиальные схемы станков для фрезерования деталей оконной створки (Stegherr, Германия)
Слева показана схема малого станка, в котором заготовки за одну установку обрабатываются с трех сторон, чем обеспечивается абсолютно точное прилегание деталей в крестообразном соединении оконной створки. Справа дана схема высокопроизводительного станка с электронным позиционированием режущих инструментов (до 8 шт.).
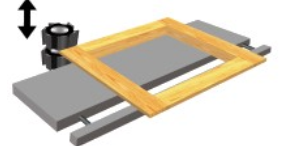
Для изготовления гнутоклееных деталей оконных створок та же фирма выпускает специальный пресс (рис. 6).

Рис. 6. Пресс RSP-2 для гнутоклееных элементов окон (Stegherr, Германия)
В этом прессе изготовляют детали с внутренним диаметром от 400 до 2500 мм, высотой 100-400 мм. Станок поставляется с комплектом стальных шаблонов различной формы.
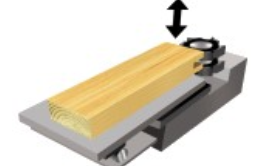
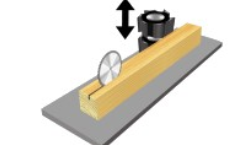
Для криволинейных элементов окон также имеется специальный станок для фрезерования соединительных пазов (рис. 7).

Рис. 7. Станок KSF-R для фрезерования криволинейных элементов окон (Stegherr, Германия)
В станке имеются два профильно-фрезерных и один пазовальный узел. Фрезерование осуществляется снизу вверх при прямом и обратном ходе. Специальный захват позволяет обрабатывать диагональные горбыльки под углом от 35 до 90°.