Содержание страницы
Различают следующие виды склеивания:
- заготовок (по толщине и длине),
- шиповых соединений,
- щитов и приклеивание раскладок на кромки щитов,
- с одновременным гнутьем (гнутоклееные детали),
- склеивание цельнопрессованных изделий из измельченной древесины,
- облицовывание древесными и синтетическими материалами.
1. Способы склеивания и методы нагрева клеевого шва
Существует два способа склеивания: холодный и горячий. Для холодного способа склеивания характерны длительные выдержки, низкая производительность, потребность в больших производственных площадях. При горячем способе склеивания нагрев клеевого шва может осуществляться несколькими способами.
Нагрев через древесину с использованием ее теплопроводности чаще всего осуществляется кондуктивным способом. Так как древесина обладает плохой теплопроводностью, эффективность этого метода растет при уменьшением толщины древесины и особенно высока при облицовывании тонкими древесными материалами. Разновидностью этого метода является конвекционный нагрев или облучение их инфракрасными лучами. Эти способы малоэффективны.
Аккумулирование тепла – это метод предварительного нагрева. При этом не обязателен полный нагрев по всему сечению заготовки, можно прогревать только со стороны склеивания. Для такого склеивания надо применять быстроотверждающиеся клеи.
Непосредственный подвод тепла к клеевому шву возможен при пропускании через него электрического тока. Применяемые клеи являются диэлектриками и поэтому в них добавляют вещества (сажу), повышающие электропроводность. Более эффективен нагрев токами высокой частоты. Для нагрева по этому методу склеиваемые детали помещают между двумя металлическими пластинами – электродами, на которые подается ток высокой частоты от специального лампового генератора. Электроды и расположенные между ними склеиваемые заготовки представляют собой как бы электрический конденсатор. Нагрев происходит за счет межмолекулярного трения.
Склеиваемые детали должны быть обработаны в соответствии с технологическими требованиями. Шероховатость поверхностей должна быть не ниже 63 мкм. Влажность деталей должна быть в пределах 8±2 %. На склеиваемых поверхностях не допускаются масляные пятна, пыль и другие загрязнения.
При облицовывании массивной древесины и плитных материалов тонкими облицовочными пленками большое значение имеет наличие в древесине пороков, механических дефектов, волнистости, большой шероховатости.
Склеивание заготовок из массивной древесины позволяет получить детали необходимых размеров. Основными видами склеивания массивной древесины являются: приклеивание, склеивание брусков пластями и кромками.
Для запрессовки склеиваемых блоков можно применять различное оборудование. Простейшее оборудование – струбцины, представляющие собой, как правило, металлические конструкции, снабженные винтами для сжатия склеиваемых заготовок.
Более широкое применение для склеивания блоков получили ваймы (ИУ-16 (Россия) (рис. 1), ST Stromab (Италия), TRIMWEX INDUK (Словения) и др.), имеющие гидравлический, пневматический или механический приводы и прессы (ORMA LS/ECO (рис. 2), LS/ECO 30/13 GRIGGIO, P 111 STETON, SL-1 Stromab (Италия) (рис. 3) и др.)

Рис. 1. Вайма веерная пневматическая 16-ти позиционная для склеивания щитов модели ИУ-16

Рис. 2. Пресс для производства мебельного щита ORMA LS/ECO

Рис. 3. Пресс SL-1 предназначен для изготовления клееного конструкционного бруса, столярных заготовок и мебельного щита
2. Облицовывание пластей щитовых деталей
Облицовывание заключается в оклеивании поверхностей заготовок тонкими листовыми материалами. При этом не только придается поверхностям желаемая фактура, но и в значительной мере улучшаются их свойства (формоустойчивость и прочность). Облицовываются пласти и кромки деталей.
Облицовочным материалом могут служить шпон натуральный, строганый, шпон синтетический на основе пропитанных смолами бумаг, полимерные пленки, термореактивные и термопластичные, декоративный бумажно-слоистый пластик (ДБСП), рулонные полимерные облицовочные материалы.
В процессе облицовывания применяется, в основном, карбамидоформальдегидный клей, вязкостью при 20±2 оС без наполнителей по В3-4 – 120…150 с.
Карбамидоформальдегидный клей с наполнителем приготавливают по следующему рецепту: смола карбамидоформальдегидная – 100, технический каолин 14-17, хлористый аммоний – 1,2 м.ч.
Требования к поверхности основы зависят главным образом от вида применяемых основных и облицовочных материалов. При облицовывании щитовых заготовок мебели из древесностружечных плит подготовка щитов к облицовыванию производится по типовому технологическому процессу, состоящему из калибрования щитовых заготовок шлифовальными шкурками № 80…50 и № 25…16, шпатлевания дефектных мест, выдержки в течение двух часов и шлифования пластей шлифовальными шкурками № 20…16. Шероховатость поверхности – 63 мкм.
Сложность изготовления облицовок в основном зависит от рисунка, который необходимо получить на лицевой поверхности изделий. В массовом производстве применяют простые наборы облицовок из шпона с соблюдением текстурного рисунка древесины. Ребросклеивание полос облицовок производят: клеевой лентой, которая изготавливается из бумаги массой не более 45 г/м2 и может быть перфорированной и клеящей нитью КН-54. Склеивание производят на станках РС-7, РС-8, РС-9 (Россия), Casati Macchine Z 650 (Италия) (рис. 4) , KUPER (Германия) и др. Ребросклеивание с использованием клеящей нити является наиболее распространенным.
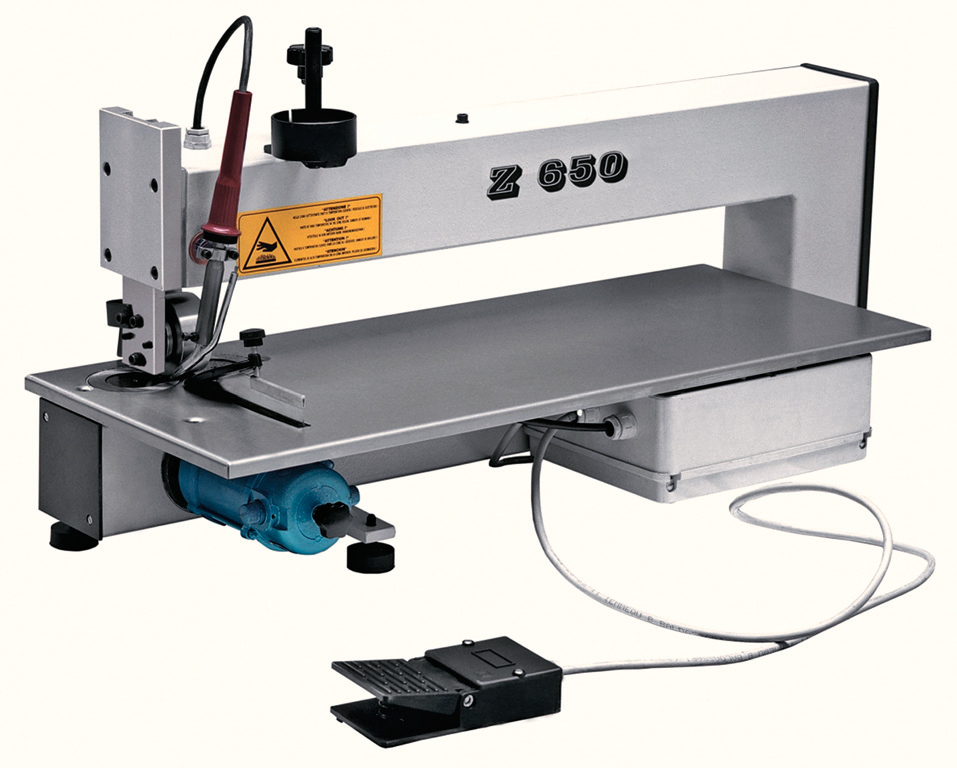
Рис. 4. Ребросклеивающий станок Casati Macchine Z 650
Процесс облицовывания производится в многопролетных и однопролетных прессах. Наиболее прогрессивным способом облицовывания признано облицовывание в однопролетных прессах. Основным оборудованием являются автоматические линии МФП-1 и МФП-2 (Россия), гидравлические пресса ПГО, ПСГЭ-1М (Россия), пресса NPC ORMA (рис. 5), GRIGGIO Digit 6/120, ITALMAC GHP 6×100, OMNIA C25/13 (Италия) (рис. 6) и др.

Рис. 5. Горячий пресс ORMA NPC
Облицовывание горячим способом производится по режиму: расход клея 150 г/м2, выдержка под давлением при температуре 110…120 оС составляет 3 мин, при температуре 130…140 оС – 2 мин, давление 0,5-1,0 МПа.
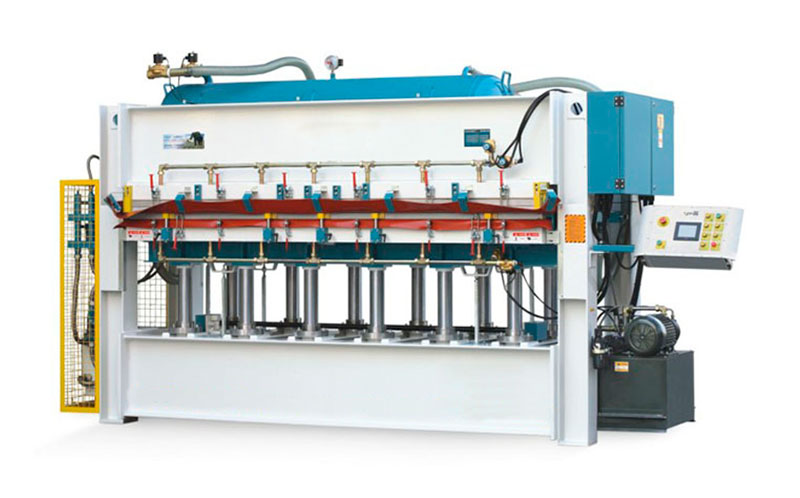
Рис. 6. Многофункциональный пресс ITALMAC OMNIA C25/13
В настоящее время для облицовывания криволинейных поверхностей по пласти применяются мембранно-вакуумные пресса ITALMAC Vacu PM24-12-2 (Италия) (рис. 7), SYSTEM 30/14, PM/CA-AIR 30/14, TFF 24/10 и мембранно-масляные пресса PM/CA 25-20, PM 24-90, PM 23-75 производства фирмы ORMA (Италия) и др. На этих прессах можно облицовывать фасонные панели фасадов термопленкой ПВХ или шпоном строганым. Они являются совершенно уникальными благодаря следующим техническим модификациям: очень низкое потребление энергии, самовыравнивание уровня жидкости в резервуаре в зависимости от размеров панелей, полная защита от утечек масла при подаче давления, возможность достижения рабочей температуры более 110 оС, одновременная загрузка и выгрузка, чрезвычайная долговечность мембраны, высокое удельное давление (20 кг/см2) по всей поверхности, легкость в управлении благодаря применению новейших электронных устройств.

Рис. 7. Вакуумный пресс ITALMAC Vacu PM24-12-2
3. Облицовывание кромок щитовых элементов
Облицовывание кромок щитовых элементов производят на позиционном и проходном оборудовании.
Форматную обработку, облицовывание кромок и их шлифование на современных мебельных предприятиях производят на проходном отечественном и импортном оборудовании. Это линии форматной обработки и облицовывания кромок щитовых элементов мебели МФК-2 (Россия), IMA (Германия); кромкооблицовочные автоматические станки LATO 28, ERGHO 6, ERGHO 7, ERGHO 9 производства POLYMAC, ITALMAC MIRA-4 (Италия) (рис. 8); кромкооблицовочные станки с ручной подачей VITAP BC 91A, Griggio GBC 92R (Италия) (рис. 9), WT-91S (Китай) и др. Автоматические кромкооблицовочные станки можно легко адаптировать для реализации всех циклов обработки, включая также дополнительные функции, осуществляемые с помощью шлифовальной группы и фрезерного узла, здесь же можно установить узел закругления кромки. Все это позволяет осуществлять быстрое и эффективное производство щитовых элементов.
Приклеивание кромочного материала происходит с помощью термопластичных клеев. Наиболее распространен клей марки ТКР-4, который выпускают двух модификаций по цвету: А – светлый, Б — темный.
Отечественной промышленностью серийно выпускается агрегатный станок МОК-3, на котором производится только облицовывание кромок, снятие свесов и шлифование кромок.

Рис. 8. Автоматический кромкооблицовочный станок ITALMAC MIRA-4

Рис. 9. Кромкооблицовочный станок с ручной подачей Griggio GBC 92R