Содержание страницы
1. Виды и характеристика деревообрабатывающих производств
Под производством понимают один из четырех видов операционной деятельности, направленный на преобразование исходных сырья и материалов в продукцию с последующей её реализацией (рис. 1).
Рис. 1. Тетраэдр операций
Производство продукции реализуется на различных предприятиях, которые можно классифицировать по многим признакам, в том числе по:
- объему производства или размеру: малые, средние, крупные;
- отраслевой принадлежности: лесозаготовительные, лесопильнодеревообрабатывающие, целлюлозно-бумажные, мебельные и др.;
- широте производственного профиля: специализированные и диверсифицированные;
- организационно-правовой форме: ОАО – открытое акционерное общество; ЗАО – закрытое акционерное общество; ООО – общество с ограниченной ответственностью и др.
Специализированные предприятия выпускают конструктивно и/или технологически однородную продукцию, например, только пиломатериалы, или только фанеру, или только корпусную мебель и т.д.
Диверсифицированные предприятия изготавливают не один, а несколько видов товара с использованием как одного, так и несколько видов исходных сырья и материалов. Широко распространенными в лесоперерабатывающей отрасли являются и прямая, и обратная диверсификация на базе одного ресурса – древесины.
Под прямой диверсификацией понимают развитие производства с расширением ассортимента продукции путем углубления степени переработки древесины, например, на базе специализированного лесопильного завода создается цех по изготовлению клееных брусков и балок, что позволит повысить эффективность производства. Обратная диверсификация предполагает развитие производственного процесса вниз по технологической цепочке, например, организация на лесопильном заводе лесозаготовительного цеха, что позволяет снизить транзакционные издержки.
Каждое предприятие является элементом системы экономических отношений страны и представляет собой сложную производственную систему, набор элементов которой зависит от размера предприятия, его организационноправовой формы и других факторов.
Элементы производства классифицируют по способу формирования затрат (рис. 2).
2. Производственный и технологический процессы
Изготовление любого изделия из древесины осуществляется в определенной последовательности при наличии необходимого сырья, материалов и оборудования, начиная от обеспечения производства всем необходимым и заканчивая реализацией готовой продукции. Совокупность данных этапов называется производственным процессом. Каждый этап может состоять из отдельных, последовательно выполняемых приемов – операций. Часть операций, непосредственно связанных с переработкой сырья и получения конечной продукции, называется технологическим процессом, а его научно-техническое и практическое обоснование – технологией производства.
По степени связи с предметом труда различают операции основные, или технологические, и вспомогательные. Основные операции направлены на изменение формы, размеров, качества или свойства предметов труда; вспомогательные операции способствуют основным и включают в себя работы по транспортировке, укладке, учету, контролю размеров и качества предметов и продуктов труда.
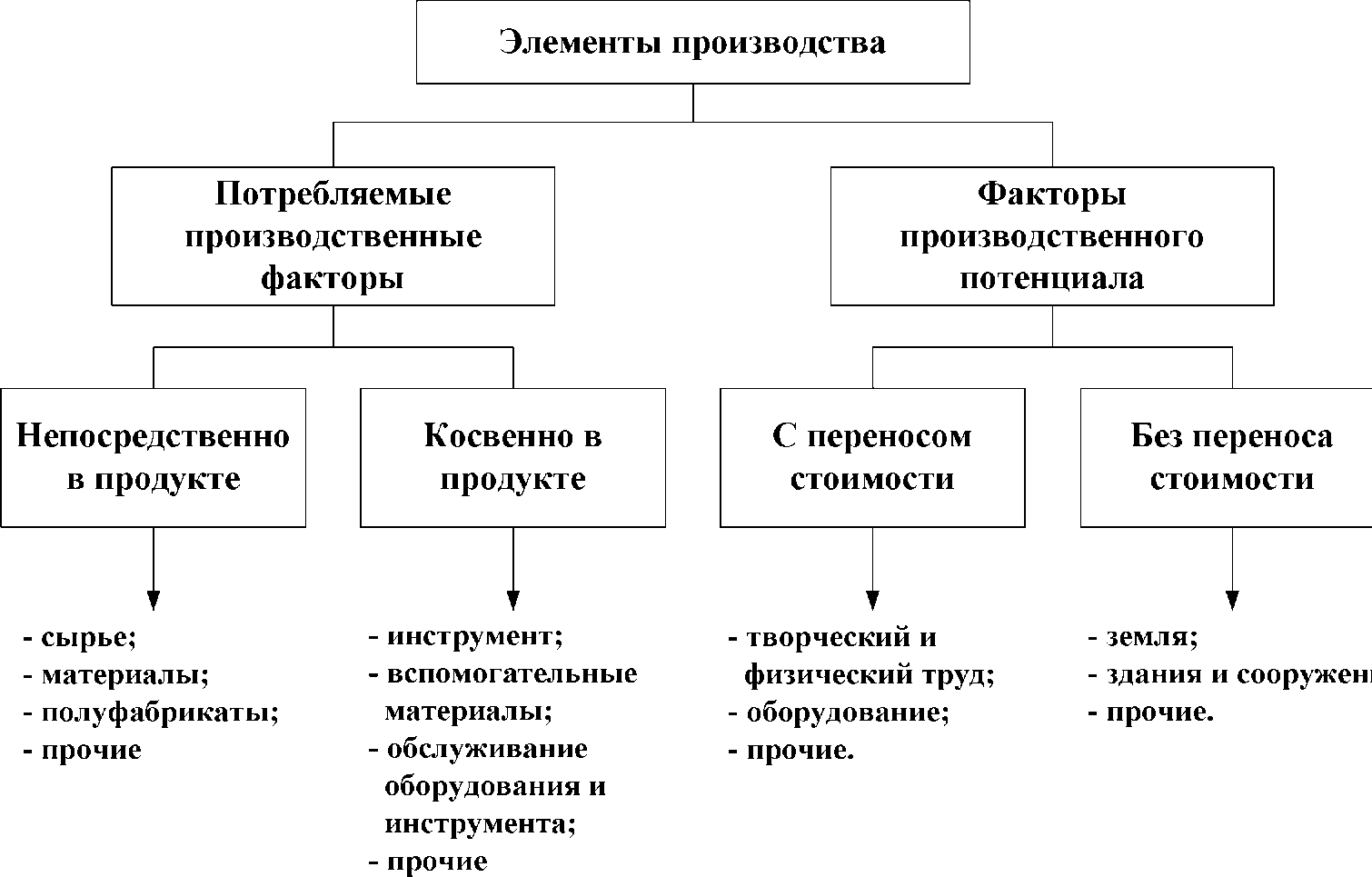
Рис. 2. Классификация элементов производства по способу формирования затрат
Место, где выполняется технологическая операция, называется рабочим. Движение предметов труда в производственном процессе по рабочим местам образует производственный поток.
По видам выполняемых операций (пиление, фрезерование и т.д.) технологический процесс разделяется на участки. При последовательном перемещении предмета труда по данным участкам без его задержки и возврата производство является прямоточным, а связь между операциями – жесткой, причем время на выполнение каждой операции должно быть одинаковым.
Прямоточно-прерывистое производство характеризуется необходимостью межоперационного запаса вследствие того, что время выполнения каждой операции различно. Связь между операциям является гибкой. В данном случае необходимы соответствующие площади для размещения запасов, а для их перемещения – транспортные средства.
Выравнивание затрат времени на выполнение всех операций или синхронизация характеризует производство как непрерывно-поточное, а их связь как комбинированную, где межоперационные запасы играют роль страховки на случай выхода из строя какого-либо звена.
В непрерывном потоке все операции должны выполняться за определенное время, равное или кратное ритму потока R, с (мин):
![]() (1)
(1)
где Т – сменное время, с (мин); К – коэффициент использования сменного времени (принимают в пределах 0,9); Q – плановый объем выпуска продукции за одну смену, шт.
Ритм потока определяется также по самому длительному времени выполнения операции (обычно на головном оборудовании).
Для обеспечения наибольшей производительности непрерывной поточной линии необходимо предусмотреть возможность размещения в ней между технологическими операциями небольших запасов предметов труда на случай кратковременной остановки оборудования на каком-либо участке потока.
В прерывных потоках предметы труда передаются с одной технологической операции на другую последовательно партиями, поэтому каждый отдельный предмет труда какое-то время пролеживает между технологическими операциями в ожидании обработки. Создаются значительные межоперационные запасы между рабочими местами, для размещения этих запасов должны быть предусмотрены соответствующие площади, а для перемещения – соответствующие транспортные средства.
Непрерывное движение обрабатываемых предметов в производственных процессах эффективно при выполнении больших объемов продукции одного наименования или разнообразной продукции с родственным технологическим процессом. При изготовлении продукции широкой номенклатуры при любом объеме производства более эффективна организация производства по принципу прерывного движения предметов труда в производственном процессе.
Объем технологической операции имеет очень важное значение, так как чем крупнее и сложнее она, тем ниже ее производительность и тем выше должна быть квалификация рабочего. В составе каждой операции выделяют технологический переход, проход и установку.
Технологический переход – это законченная часть технологической операции, заключающаяся в обработке какой-либо поверхности заготовки одним и тем же инструментом, без ступенчатого изменения режимов работы (например, обработка поверхности на фуговальных и четырехсторонних продольнофрезерных станках, причем в последнем случае производительность труда будет более высокой). Часть технологической операций, при которых предмет труда не изменяется (смена инструмента, закрепление заготовки и т.д.), является вспомогательным переходом.
Переход может состоять из одного или нескольких рабочих ходов – проходов, в результате которых последовательно снимается слой материала, при непрерывном перемещении заготовки относительно инструмента. Эти операции называются проходной обработкой. Они отличаются высокой производительностью, так как заготовки проходят через станок только в одном направлении, без возврата и обратного хода инструмента на фуговальных, рейсмусовых, четырехсторонних продольно-фрезерных станках, станках для продольного и поперечного распилов и т.д. Производительность увеличивается, если одновременно обрабатывается несколько заготовок.
Часть технологического перехода, при котором происходит перемещение инструмента без обработки заготовок, называется вспомогательным (холостым) ходом.
В ряде операций обработка заготовок осуществляется при их неподвижном закреплении и движении рабочего инструмента. Такая обработка является позиционной (например, сверление отверстий на сверлильно-пазовальных станках, выборка гнезд на цепно-долбежном станке, торцовка и др.). В зависимости от сложности позиционная обработка может осуществляться за одну или несколько установок.
Установка является частью технологической операции и заключается в обработке заготовки при одном ее закреплении. Так, сверление нескольких отверстий может осуществляться сразу на многошпиндельном сверлильном станке или в результате последовательных закреплений на одношпиндельном станке, в зависимости от числа отверстий. Частью установки является позиция – определенное положение заготовки относительно рабочего инструмента во время обработки при одном закреплении.
Таким образом, одна и та же технологическая операция может быть выполнена при одной установке и одной позиции, при одной установке и нескольких позициях, при нескольких установках и нескольких позициях. На изменение установки и позиции необходимы затраты труда и времени. Наиболее рациональное использование оборудования и повышение производительности труда будут при минимальном числе установок и позиций.
3. Классификация производственных процессов
В основе производственной системы находятся производственные процессы, экономической сущностью которых является создание добавочной стоимости. Чем глубже степень переработки сырья, тем выше добавочная стоимость. Под производственным процессом понимают совокупность трудовых и естественных процессов, в результате взаимодействия которых сырье и материалы преобразуются в готовую продукцию. Производственные процессы классифицируют по многим признакам, к основным из которых относят:
- отношение к труду: трудовые, выполняемые с участием человека; естественные;
- назначение: основные; вспомогательные;
- размер партии предметов труда: единичные;
- серийные: мелкосерийные, среднесерийные, крупносерийные; массовые;
- характер движения предметов труда: непрерывные; дискретные;
- стадийность: заготовительные; обрабатывающие; сборочные.
На специализированных лесопильных заводах реализуются обрабатывающие производственные процессы с различными размерами партии предметов труда. Диверсифицированные лесопильно-деревообрабатывающие предприятия могут включать и заготовительные (валка леса), и обрабатывающие (лесопиление, сушка пиломатериалов, механическая обработка пиломатериалов и др.), и сборочные (например, сборка оконных блоков) процессы.
Основой производственного процесса являются технологические процессы, в результате выполнения которых изменяются форма, размеры и/или свойства предметов труда. В результате выполнения операции, например, раскроя пиловочника на пиломатериалы изменяется его форма и размеры, а операции сушки и пропитки древесины направлены на изменение свойств древесины.
Одной из основных характеристик производственного процесса является производственный цикл выпуска продукции, от длительности которого зависит как производительность труда на отдельной операции, так и производственная мощность предприятия.
В соответствии со структурой производственного процесса продолжительность производственного цикла (рис. 3) включает в себя время на выполнение технологических операций, транспортирование предмета труда, контроль его качества и продолжительность хранения. Так, производственный цикл выпуска сухих обрезных пиломатериалов включает в себя (при наличии сырья на складе) время на определение размерно-качественных характеристик (сортирование и учет) пиловочника, время на транспортирование пиловочника к окорочному станку, продолжительность окорки, время на транспортировку окоренного пиловочника к бревнопильному станку, продолжительность раскроя пиловочника на пиломатериалы, продолжительность транспортирования пиломатериалов на дальнейшую технологическую обработку (снятие обзола, торцевание), время на обработку пиломатериалов, продолжительность транспортировки пиломатериалов к сортировочной линии (участку сортирования), время на транспортировку пиломатериалов к штабелеукладчику и формирование штабеля, продолжительность загрузки пиломатериалов в сушильную камеру, время сушки пиломатериалов, продолжительность выгрузки пиломатериалов и их выдержки после сушки, время на сортирование, маркировку и упаковку сухих пиломатериалов. Основные затраты времени приходятся на сушку пиломатериалов.
Анализ производственного цикла выпуска сырых пиломатериалов показывает, что этот процесс, исходя из классификационных признаков, относится к простым, непрерывным, обрабатывающим процессам с малой глубиной переработки сырья и относительно низкой добавочной стоимостью.
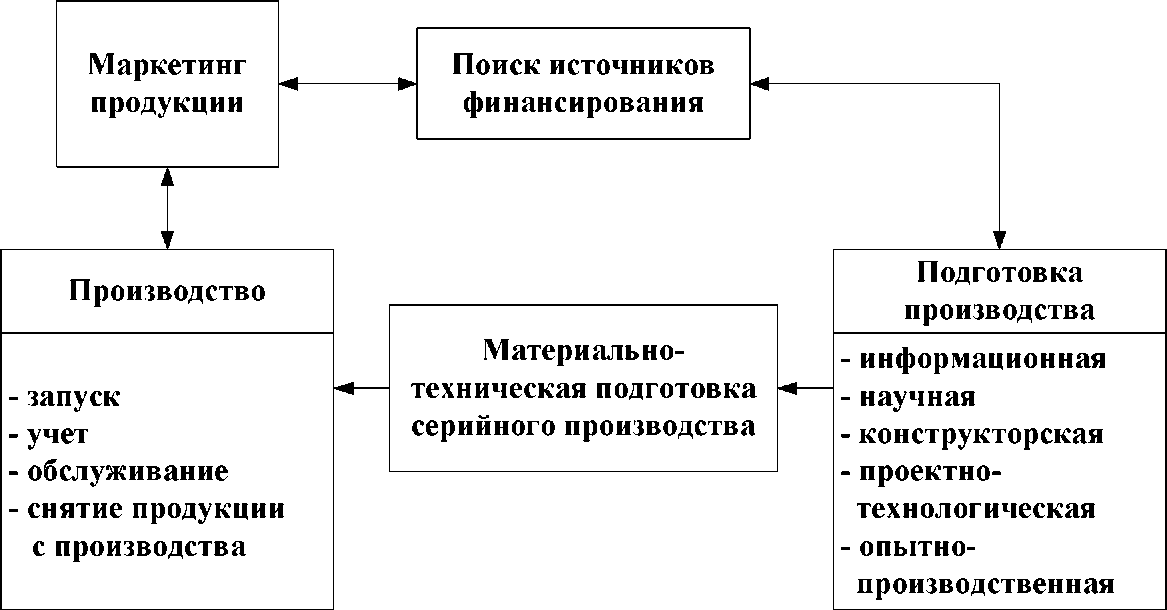
Рис. 3. Производственный цикл выпуска нового продукта
Сложными процессами характеризуется производство изделий из древесины, например, оконных и дверных блоков, деревянных домов заводского изготовления. Длительность производственного цикла сложных процессов определяется, исходя из длительности циклов последовательно связанных между собой простых процессов и межцикловых перерывов.
Производственный цикл выпуска продукции существенно удлиняется для товаров с коротким жизненным циклом (мебель), при частой смене ассортимента, работе по индивидуальным и мелкооптовым заказам (оконные и дверные блоки, мебель).
Организация производственных процессов основана на следующих основных принципах:
- технологической специализации потоков предметов производства; прямоточности движения предмета производства (без возвратных и петлеобразных движений), что важно учитывать при размещении оборудования на участке, в цеху;
- гибкости процесса, что позволяет изготавливать в одном потоке большой ассортимент продукции без дополнительных затрат времени на переналадку оборудования;
- пропорциональности (кратности производительности оборудования, входящего в один процесс);
- непрерывности (без создания буферных запасов);
- параллельности, т.е. одновременного изготовления полного комплекта деталей на основе сетевого графика процесса;
- ритмичности, обеспечивающей выпуск одноименной продукции через определенный интервал времени.
К основным производственным процессам деревообрабатывающих предприятий относят:
Лесопильное производство:
- хранение сырья;
- разделка хлыстов;
- сортирование пиловочника;
- окорка сырья;
- лесопиление;
- обработка и сортирование пиломатериалов и др.
Фанерное производство:
- хранение сырья;
- гидротермическая обработка древесины;
- окорка и разделка сырья;
- лущение и сушка шпона;
- склеивание шпона и обработка фанеры;
- сортирование, маркировка и упаковка продукции и др.
Производство столярно-строительных изделий и мебели:
- первичная механическая обработка, как правило, раскрой;
- склеивание и облицовывание;
- вторичная механическая обработка;
- сборка (комплектовка);
- создание защитно-декоративных покрытий.
Основными технологическими направлениями подготовки деревообрабатывающих производств являются следующие:
А. Лесопильное производство:
- обоснование объемного, качественного и сортиментного выхода пиловочника из хлыста;
- оптимизация раскроя;
- обоснование объемного, качественного и сортиментного выхода пиломатериалов;
- оптимизация раскроя;
- обоснование режимов сушки древесины;
- оптимизация раскроя пиломатериалов на заготовки;
- исследование сортообразования пиломатериалов;
- исследование точности и качества обработки пиломатериалов;
- обоснование материалов и параметров режимов защитной обработки пиломатериалов (антисептирование, антипирирование и т.п.) и др.
Б. Фанерное производство:
- обоснование количественного и качественного выхода шпона из чурака;
- обоснование параметров режимов гидротермической обработки древесины, лущения, сушки и склеивания шпона;
- оптимизация наборов толщин шпона;
- исследование свойств фанеры и других материалов из шпона; исследование и обоснование рецептуры клеев и защитно-декоративных материалов;
- исследование и обоснование структуры слоистых материалов из шпона;
- исследование сортообразования фанеры и других материалов из шпона и др.
B. Производство столярно-строительных изделий:
- обоснование объемного и качественного выхода заготовок из пиломатериалов;
- исследование прочности и деформаций отдельных элементов и сборочных единиц оконных и дверных блоков;
- исследование точности обработки и шероховатости поверхности деталей;
- исследование теплотехнических, шумопоглощающих и других характеристик оконных и дверных блоков;
- исследование и обоснование рецептуры клеев и защитно-декоративных материалов;
- обоснование норм расходы сырья и материалов и др.
Г. Производство мебели:
- исследование и обоснование архитектурно-художественных решений, эргономических и антропометрических характеристик изделий мебели;
- исследование прочностных характеристик изделий и их отдельных элементов;
- исследование надежности и устойчивости изделий;
- исследование механических свойств отдельных деталей и сборочных единиц изделий мебели (прочности шиповых соединений, мягкости элементов и др.);
- исследование и обоснование рецептуры клеев и лакокрасочных материалов;
- исследование размерной точности отдельных элементов, сборочных единиц и изделий;
- обоснование норм расхода сырья и материалов и др.
4. Процедуры технологического проектирования производственных систем
Основными процедурами технологического проектирования и подготовки производства являются:
- анализ продукции, намечаемой к выпуску, на основе маркетинговых и технологических исследований;
- анализ сырья и материалов;
- расчеты производственной мощности;
- анализ типовых технологических процессов, передовых техники и технологии, организации работ;
- определение последовательности и содержания технологических операций;
- выбор оборудования и его расчет;
- разработка вариантов индивидуальных технологических процессов и их
- анализ;
- выбор оптимального варианта;
- анализ и разработка систем управления технологическими процессами;
- разработка технологических инструкций, выбор, обоснование и расчеты
- режимов обработки;
- выбор и расчеты инструмента и технологической оснастки;
- выбор и расчеты транспортных средств;
- расчеты площадей рабочих мест, внутрицеховых складов, вспомогательных отделений цеха;
- разработка плана цеха с расположением оборудования;
- определение профессионального состава основных рабочих;
- расчеты пооперационных норм выработки и норм времени;
- расчеты норм расхода сырья и материалов;
- расчеты среднего коэффициента сортности продукции;
- расчеты норм расхода вспомогательных материалов
- расчеты потребного количества электроэнергии, пара, сжатого воздуха, топлива и воды на технологические нужды;
- установление критериев оценки качества технологических операций, полуфабрикатов и продукции;
- установление форм, методов и средств контроля качества;
- организация контроля;
- разработка основ систем учета сырья и материалов;
- анализ основных видов брака и причин дефектов, разработка мер по их недопущению;
- анализ трудоемкости и себестоимости продукции;
- анализ безопасности труда и окружающей среды.
