Обработка деталей на шлифовальных станках с ЧПУ обеспечивает повышение производительности и качества засчет:
- применения абразивных кругов для высокоскоростного шлифования, скорость круга в зависимости от типа станка может достигать 90–170 м/с, максимальная скорость круга указана на его торце;
- оптимизации марок абразивных материалов, зернистости, твердости, структуры и связок применяемых кругов к условиям обработки вследствие их смены по программе;
- наличия устройств динамической балансировки кругов;
- правки кругов и компенсации их износа по программе;
- виброустойчивости вследствие применения минерального литья для корпусных деталей;
- измерения диаметральных и линейных размеров датчиком касания;
- уменьшения вспомогательного времени.
При разработке управляющих программ целесообразно использовать макросы или «стандартные циклы». При проектировании применяют:
- G-функции изготовителя оборудования; они, как правило, имеют четырехзначное обозначение;
- циклы шлифования;
- M-команды.
Программа обработки детали состоит из ряда отдельных программных блоков. Программным блоком могут быть:
- команда перемещения для одной или более осей;
- M-команда;
- G-функции;
- цикл шлифования;
- блок вычислений.
Точную структуру управляющих программ и наборы команд необходимо уточнять по Руководству по эксплуатации разработчика системы управления для данной модели оборудования. Далее следуют описания номеров программ, циклов и функций, предоставляемых фирмами.
Рекомендуемые номера программ приведены в таблице 1. Циклы шлифования приведены в таблице 2.
Таблица 1. Обзор номеров программ
| Диапазон | Использование |
| 00001-05999 | Программы обработки деталей. Произвольно определяются пользователем |
| 06000-06999 | Подпрограммы для правки, форм, контуров и резьбы.
Эти программы могут выполняться только вместе с циклами шлифования |
| 07000-07899 | Программы шлифовальных кругов.
Создаются в соответствии с введенными данными круга |
| 07900-07999 | Зарезервировано для приложений системы изготовителя оборудования: 07900 — фиктивный файл для пиктограмм.
|
| 08000-09999 | Зарезервировано для специальных приложений изготовителя оборудования. Программы в «защищенной от записи» области памяти |
Таблица 2. Циклы шлифования
| Обозначение | Действия |
| G9201 | Врезная подача без осцилляции |
| G9202 | Врезная подача с осцилляцией |
| G9203 | Врезная подача под углом |
| G9204 | Врезная подача на конус |
| G9205 | Мультиврезание |
| G9206 | Шлифование с продольной подачей |
| G9207 | Мультиврезание на конус |
| G9217 | Шлифование конуса с продольной подачей |
| G9208 | Шлифование кромки с врезной подачей |
| G9209 | Шлифование кромки с поперечной подачей |
| G9212 | Шлифование кромки с врезной подачей, используя осцилляцию |
| G9210 | Цикл контурной обработки |
| G9245 | Профильное шлифование с предварительной обработкой |
| G9220 | Профильное шлифование врезной подачей с использованием
функции SRK (коррекция радиуса резца для правки круга) |
| G9225 | Профильное шлифование мультирезанием без использования функции
«коррекция радиуса резца для правки» |
| G9228 | Профильное шлифование кромки |
| G9730 | Профильное шлифование с высокой скоростью |
| G9230 | Шлифование резьбы, врезная подача |
| G9236 | Шлифование резьбы, продольная подача с Q‘ = постоянная |
| G9237 | Шлифование резьбы, продольная подача |
| G202 | Правка в процессе шлифования |
| G203 | Правка после обработки п-количества деталей |
| G204 | Активный контроль |
| G205 | Пассивное позиционирование по длине |
| G206 | Активное позиционирование по длине |
| G207 | Позиционирование по длине с использованием сенситрона |
| G9603 | Круговое позиционирование с использованием измерительной головки |
| G200 | Включение сенситрона |
| G201 | Отключение сенситрона |
| G9600 | Выбор круга |
| G9678 | Цикл подвода к отверстию |
| G9679 | Цикл отвода |
| G9231 | Выбор коррекции цилиндричности |
| G9500 | Поворот передней бабки |
| G9601 | Замена оправки круга в автоматическом режиме (МЕМ) |
| G9602 | Настройка рабочей позиции по оси С |
Непосредственно само программирование может выполняться:
- модулями САМ систем NX (юниграфикс), CATIA, программ-редакторов разработчиков систем программного управления и оборудования;
- при помощи пиктограмм;
- в интерактивном режиме.
Модули САМ и программы-редакторы имеют значительные преимущества при работе с большими объемами информации. Они применяются в отделах программного управления и передаются на рабочие места любыми носителями информации (оптоволоконные линии связи, флешки и т. д.).
Пиктограммы облегчают разработку программ обработки деталей как в отделах, так и непосредственно на рабочих местах. Данный вид программирования не заменяет модули САМ и программы-редакторы, а дополняет их. Интерактивный режим шлифования дает возможность осуществлять программирование, шлифование и корректирование в диалоговом режиме в одном цикле, а именно:
- составлять программу путем добавления по одному циклу шлифования и их поэтапному выполнению;
- программировать позиций путем их прямого ввода с помощью клавиатуры;
- выполнять установку стандартных технологических параметров на минимальные значения с целью сокращения количества необходимых вводов через клавиатуру;
- выполнять отдельные циклы (пиктограммы) в интерактивном режиме;
- корректировать размеры в интерактивном режиме при выполнении каждого конкретного цикла.
Особое внимание следует уделять выбору формы рабочей части круга, от этого в значительной степени зависит производительность (рис. 1).
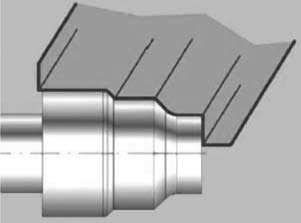
Рис. 1. Форма рабочей части круга для одновременной обработки трех шеек вала торца, галтели и конусов
Те же самые поверхности могут быть обработаны последовательно кругом с более простой формой рабочей части, но со значительной потерей производительности.
Варианты форм рабочей части кругов приведены на рисунке 2.
Следует иметь в виду, что выбор формы рабочей части круга является важным этапом технологического проектирования. Она зависит не только от выбранного цикла обработки (пиктограммы), но и от схемы установки и геометрических параметров правящего инструмента.
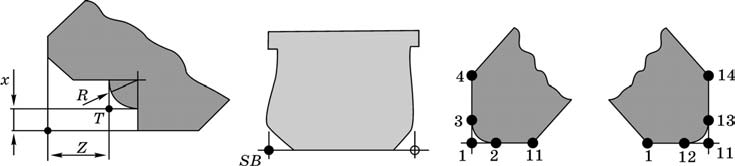
Рис. 2. Формы рабочей части кругов