Содержание страницы
1. Физические основы магнитной дефектоскопии
Магнитные методы контроля основаны на обнаружении магнитных потоков рассеяния, возникающих при наличии дефектов в намагниченных сварных соединениях из ферромагнитных материалов. Магнитный поток Ф, проходящий через поверхность, расположенную перпендикулярно силовым линиям однородного магнитного поля, равен произведению магнитной индукции В на площадь этой поверхности.
Способность металла намагничиваться характеризуют абсолютной магнитной проницаемостью. Отношение абсолютной магнитной проницаемости материала к магнитной постоянной называется относительной магнитной проницаемостью и обозначается μ. Эта безразмерная величина показывает, во сколько раз напряженность результирующего поля в намагниченной среде больше напряженности поля, создаваемого током той же силы в вакууме.
В зависимости от значения µ все металлы подразделяются на три группы:
- диамагнитные (медь, цинк, серебро и др.), у которых μ на несколько миллионных или тысячных долей меньше единицы;
- парамагнитные (марганец, платина, алюминий и др.), у которых μ на несколько миллионных или тысячных долей больше единицы;
- ферромагнитные (железо, никель, кобальт и гадолиний, а также некоторые сплавы металлов), у которых μ достигает десятков тысяч.
Магнитные методы контроля могут использоваться только для деталей, выполненных из ферромагнитных материалов. Ферромагнитные свойства металлов обусловлены наличием внутренних молекулярных токов, создаваемых в основном за счет вращения электронов вокруг собственной оси. В пределах малых объемов (10-8… 10-3 см3) элементарных областей (так называемых доменов), магнитные поля молекулярных токов образуют результирующее поле домена.
Если внешнее магнитное поле отсутствует, то магнитные поля доменов, направленные произвольно, компенсируют друг друга. Суммарное поле доменов в этом случае равно нулю, и деталь оказывается размагниченной (рис. 32, а).
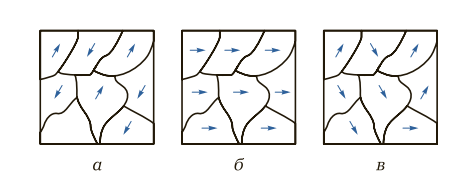
Рис. 32. Ориентация доменов в ферромагнитных материалах: а — размагниченном; б — намагниченном до индукции насыщения; в — с остаточной намагниченностью
Если на металл действует внешнее магнитное поле, то под его влиянием поля отдельных доменов устанавливаются по направлению внешнего поля одновременно с изменением границ между доменами. В результате образуется общее магнитное поле доменов, и металл оказывается намагниченным (рис. 32, б). При намагничивании магнитное поле доменов в контролируемом металле накладывается на внешнее магнитное поле.
Магнитный поток, распространяясь по сварному соединению и встречая на своем пути дефект, огибает его, так как магнитная проницаемость дефекта значительно (примерно в 1 000 раз) ниже магнитной проницаемости основного металла. Вследствие этого часть силовых линий магнитного поля вытесняется дефектом на поверхность, и образуется местный магнитный поток рассеяния (рис. 33). Дефекты, которые вызывают возмущение в распределении силовых линий магнитного поля без образования местного потока рассеяния, невозможно обнаружить методами магнитной дефектоскопии.
Возмущение магнитного потока тем сильнее, чем большее препятствие представляет собой дефект. Так если дефект расположен вдоль направления силовых линий, то возмущение магнитного потока невелико, в то время как аналогичный дефект, расположенный перпендикулярно или наклонно по отношению к направлению магнитного потока, создает значительный поток рассеяния.
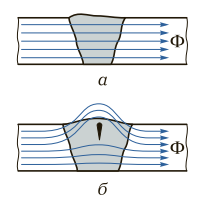
Рис. 33. Распределение магнитного потока Ф по сечениям сварных швов без дефектов (а) и с дефектом (б)
В зависимости от способа регистрации магнитного потока рассеяния различают следующие магнитные методы контроля: магнитопорошковый, магнитографический, феррозондовый и магнитополупроводниковый. Для дефектоскопии сварных швов применяются в основном первые три метода, в которых магнитные потоки рассеяния выявляются соответственно с помощью магнитного порошка, регистрируются на магнитную пленку и обнаруживаются феррозондовым преобразователем.
2. Магнитопорошковый метод
Магнитопорошковый метод контроля заключается в том, что на поверхность намагниченного сварного соединения наносят ферромагнитный порошок в виде суспензии, содержащей также керосин, масло и мыльный раствор («мокрый» метод), или в виде аэрозоля («сухой» метод). Под действием втягивающей силы магнитных полей рассеяния частицы порошка перемещаются по поверхности соединения и скапливаются в виде валиков над дефектами. Форма этих скоплений соответствует очертаниям выявляемых дефектов.
Методика контроля. Магнитопорошковый метод контроля включает в себя следующие операции (ГОСТ 21105 — 85):
- подготовка поверхностей к контролю;
- подготовка суспензии, заключающаяся в интенсивном перемешивании магнитного порошка с транспортирующей жидкостью;
- намагничивание контролируемого сварного соединения;
- нанесение порошка на поверхность контролируемого соединения;
- осмотр поверхности контролируемого соединения и выявление участков, покрытых порошком;
- размагничивание соединения.
Данный метод характеризуется высокой чувствительностью к тонким и мелким трещинам, простотой выполнения, оперативностью и наглядностью результатов. Его широко используют для контроля продольных сварных швов конструкций, выполненных из магнитных материалов, и в частности для выявления трещин и узких (стянутых) непроваров в стыковых швах трубопроводов, полученных дуговыми способами. Для повышения чувствительности контроля часть сварного шва, выступающего над лицевой поверхностью соединения, перед испытанием целесообразно удалить.
Чувствительность метода. Чувствительность данного метода зависит от ряда факторов: размера частиц ферромагнитного порошка и способа его нанесения («сухой» или «мокрый»), напряженности приложенного намагничивающего поля, рода тока (переменный или постоянный), формы, размеров и глубины залегания дефектов, их ориентации относительно поверхности сварного соединения и направления намагничивания, состояния и формы поверхности, а также от способа намагничивания.
Ферромагнитный порошок должен иметь частицы размером 5 … 10 мкм. Для выявления глубоких дефектов применяют более крупный магнитный порошок. Для приготовления магнитных суспензий используют магнитный порошок с мелкими частицами. Кроме того, для достижения максимальной подвижности частицы магнитного порошка должны иметь правильную форму. Дополнительную подвижность частицы приобретают при наличии на них пигментного покрытия с низким коэффициентом трения.
Род тока намагничивания и способ нанесения ферромагнитного порошка, существенно не влияют на обнаружение поверхностных дефектов, но при этом они заметно сказываются на диагностике подповерхностных дефектов. Преимущество использования в этом методе постоянного тока обусловлено тем, что он создает магнитное поле, глубоко проникающее в металл. Однако сварные соединения из металла толщиной 20 мм не следует намагничивать постоянным током, так как их невозможно размагнитить после контроля.
При использовании для намагничивания переменного тока под влиянием скин-эффекта возрастают плотности тока и магнитного потока у поверхности сварного соединения, что способствует лучшему выявлению только поверхностных дефектов.
Преимущество использования «сухого» способа нанесения для обнаружения подповерхностных дефектов объясняется тем, что для перемещения ферромагнитной частицы в вязкой суспензии требуется бо́льшая сила воздействия магнитного потока, чем для перемещения той же частицы в воздухе.
С увеличением напряженности приложенного намагничивающего поля (до достижения индукции насыщения) возрастает чувствительность данного метода контроля.
При контроле магнитными методами наиболее уверенно выявляются плоскостные дефекты (трещины, непровары и несплавления), ориентированные под углом 20 … 90° к направлению магнитного потока. Дефекты округлой формы (поры, шлаковые включения и раковины) не могут создать достаточного потока рассеяния
и, как правило, при магнитном контроле обнаруживаются плохо. Практикой установлено, что магнитопорошковым методом выявляются поверхностные и подповерхностные (на глубине не более 2 мм) трещины шириной более 1 мкм, глубиной более 50 мкм и длиной не менее 0,5 мм.
Возможно также обнаружение относительно крупных дефектов (непроваров, пор, шлаковых включений и др.) с площадью сечения более 2 мм2, находящихся на глубине 5 … 6 мм от поверхности шва. С увеличением глубины залегания дефектов уменьшается скорость образования скоплений магнитного порошка, что затрудняет их обнаружение и определение типа.
Чувствительность контроля в значительной мере зависит от качества поверхности, на которую наносится суспензия или порошок. Оптимальная шероховатость поверхности сварных соединений, подвергаемых магнитопорошковому контролю, соответствует параметру Ra 2,5 … 1,25 мкм. На такой поверхности обеспечивается наивысшая чувствительность метода. Увеличение шероховатости поверхности приводит к снижению чувствительности контроля. Так если после обработки поверхность контролируемого соединения приобретает шероховатость Ra 3,2 … 2,5 мкм, то контроль в тех режимах, которые обеспечивают выявление тонких дефектов (толщиной 1 мкм), затрудняется вследствие появления фона от магнитного порошка, что требует уменьшения напряженности намагничивающего поля, а следовательно, снижает чувствительность контроля.
Шлифованные поверхности (с шероховатостью Ra 0,32 мкм и более) из-за наличия на них бликов трудно осматривать и разбраковывать, особенно при прямом освещении лампами накаливания. Контрольный осмотр шлифованных поверхностей желательно производить в рассеянном свете или после покрытия их очень тонким (толщиной не более 15 мкм) снимающим блеск слоем краски, например нитроэмалью НЦ-25.
Если на поверхности контролируемого сварного соединения имеются резкие переходы (например, подрезы) или микронеровности, то ферромагнитный порошок скапливается не над дефектами, а на участках, содержащих такие переходы и углубления. Следовательно, в этом случае нельзя однозначно судить о наличии внутренних дефектов.
Способы намагничивания. Магнитный контроль производится либо в приложенном магнитном поле, либо при остаточной намагниченности. Первый способ применяют для обнаружения подповерхностных дефектов, расположенных на глубине более
10 мкм, а также когда сварное соединение выполнено из магнитомягкого материала (например, из стали) или имеет сложную форму и мощность дефектоскопа не позволяет намагнитить все это соединение вследствие его больших размеров. При этом контроль в приложенном магнитном поле не всегда обладает более высокой чувствительностью, чем контроль при остаточной намагниченности.
Если контроль осуществляют при остаточной намагниченности, то соединение предварительно намагничивают, а после снятия магнитного поля на его поверхность наносят ферромагнитную суспензию или порошок. Поскольку такой контроль возможен только при довольно большой остаточной намагниченности, его используют для проверки соединений из магнитотвердых материалов с коэрцитивной силой Нс > 800 А/м. Соединение, выполненное из материала с Нс < 800 А/м, проверять при остаточной намагниченности нельзя, так как над дефектом образуется слабое магнитное поле. Этот способ обладает следующими преимуществами: позволяет устанавливать соединение в любое требуемое положение для обеспечения хорошего освещения поверхности и возможности ее осмотра невооруженным глазом, а также для уменьшения вероятности прижога листовых деталей и контакта с головками дефектоскопа, так как для остаточного намагничивания ток пропускают по соединению кратковременно (в течение 0,1 … 0,5 с) с перерывами между включениями 1 … 2 с.
В практике магнитного контроля используют следующие способы намагничивания сварных соединений: комбинированный, циркулярный и полюсный. Комбинированное намагничивание производят только в приложенном магнитном поле, а циркулярное и полюсное — как в приложенном магнитном поле, так и при остаточной намагниченности.
При комбинированном намагничивании одновременно применяют два (или несколько) магнитных полей. Например, намагничивание трубы осуществляют, используя соленоид и пропуская ток через проводник, проходящий внутри этой трубы. Два намагничивающих поля складываются таким образом, чтобы силовые линии результирующего магнитного поля имели форму спирали. Результирующее поле проходит через все части объекта под различными углами, что повышает выявляемость дефектов, ориентированных в разных направлениях.
Циркулярное намагничивание применяют для обнаружения продольных дефектов (трещин, непроваров или вытянутых шлаковых включений). Выполняется такое намагничивание посредством
пропускания тока по контролируемой детали или через проводник, помещенный в имеющееся в этой детали отверстие. Циркулярное намагничивание наиболее эффективно при контроле цилиндрических деталей. Силу тока, А, пропускаемого по детали цилиндрической формы для ее намагничивания, рассчитывают по формуле
Iц = πDH,
где D — диаметр детали, см; Н — напряженность магнитного поля, А/см.
При выборе значения Н необходимо учитывать следующее: если точка Р′ начальной намагниченности (рис. 34) оказывается правее точки P максимальной относительной магнитной проницаемости, уменьшение площади поперечного сечения металла вследствие наличия дефекта вызовет увеличение магнитной индукции, а также может привести к возрастанию магнитной проницаемости и, как следствие, к уменьшению потока рассеяния. В результате дефект может оказаться не выявленным.
Наилучшие условия для обнаружения дефектов создаются в области спада кривой μ = f(Н) (точка Р′). При больших напряженностях поля Н разница между потоками рассеяния над дефектами и в окружающей среде уменьшается, что затрудняет выявление дефектов. Для возможности обнаружения большинства поверхностных дефектов в сварных соединениях из конструкционных сталей оптимальная напряженность магнитного поля на поверхности соединения в том случае, если контроль осуществляется при остаточной намагниченности, должна составлять 80 … 160 А/см.
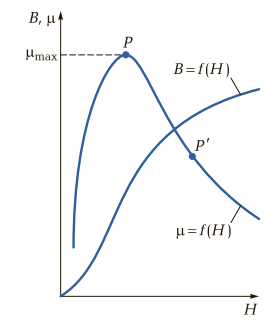
Рис. 34. Зависимости магнитной индукции В и относительной магнитной проницаемости μ от напряженности магнитного поля Н для ферромагнитного материала: Р, Р’ — точки, соответствующие начальной намагниченности металла и области наилучшего обнаружения дефектов
Силу тока, А, необходимую для циркулярного намагничивания пластины, определяют по формуле
Iп = 2(b + S)/H,
где b и S — соответственно ширина и толщина пластины.
Полюсное намагничивание подразделяют на продольное, поперечное и нормальное. При продольном намагничивании направление намагничивающего поля совпадает с направлением оси сварного шва. Продольное намагничивание, осуществляемое с помощью электромагнитов, постоянных магнитов или соленоидов, используют для выявления поперечных дефектов, расположенных под углом не менее 20° к продольной оси шва. При поперечном намагничивании направление вектора напряженности магнитного поля перпендикулярно продольной оси шва. Нормальное намагничивание является частным случаем продольного и поперечного намагничиваний.
Чувствительность магнитного метода контроля, осуществляемого при продольной остаточной намагниченности, существенно зависит от скорости снятия намагничивающего поля. При быстром уменьшении напряженности поля дефекты обнаруживаются уверенно, а при медленном ослаблении поля с той же исходной напряженностью дефекты не выявляются или выявляются слабо, т. е. продолжительность снижения силы тока от максимального значения до нуля не должна превышать 5 мкс.
Аппаратура и материалы. Дефектоскопы, предназначенные для осуществления магнитопорошкового метода контроля, включают в себя источник тока, устройство для подвода тока к детали, блок полюсного намагничивания (соленоиды, электромагниты), устройство для нанесения на контролируемое сварное соединение порошка или суспензии и измеритель тока (или напряженности поля). В дефектоскопах чаще всего используют циркулярный способ намагничивания, пропуская переменный ток по детали (или через стержень), и продольное намагничивание постоянным током. Для магнитопорошкового контроля обычно применяют дефектоскопы трех видов: стационарные универсальные и специализированные — передвижные и переносные.
Стационарные универсальные дефектоскопы широко используются при крупносерийном производстве разнотипных деталей. С их помощью можно контролировать детали (или партии деталей) разной конфигурации с производительностью от десятков до сотен штук в час.
В стационарных универсальных дефектоскопах можно производить намагничивание всеми известными способами (продольным, циркулярным, комбинированным). Успешно применяются несколько моделей стационарных дефектоскопов: УМДЭ-2500, ХМД-10П, МД-5 и другие, отличающиеся друг от друга родом намагничивающего тока и мощностью и предназначенные для контроля деталей разных размеров.
Из специализированных передвижных и переносных дефектоскопов серийно выпускаются модели ПМД-70 и МД-50П. Переносной магнитный дефектоскоп ПМД-70 используется для контроля сварных швов в полевых условиях. В нем реализованы полюсной продольный и циркулярный способы намагничивания. Передвижной дефектоскоп МД-50П предназначен для контроля крупногабаритных массивных конструкций, выполняемого по частям.
В качестве материала для приготовления ферромагнитных порошков в основном используют оксиды железа мелкого помола (с размером частиц 5 … 20 мкм), иногда — чистую железную окалину, получаемую при ковке и прокатке, а также стальные опилки, образующиеся при шлифовании стальных изделий. Для лучшего выявления дефектов конструкций применяют цветные ферромагнитные порошки (красный, серебристый и др.), получаемые окрашиванием темных порошков или отжигом их по специальной технологии.
Для приготовления магнитных суспензий чаще всего используются масляно-керосиновые смеси (с соотношением масла и керосина 1 : 1), на 1 л которых приходится 50 … 60 г ферромагнитного порошка. Могут применяться и водные суспензии, например мыльно-водная, в которой на 1 л воды приходится 5 … 6 г мыла, 1 г жидкого стекла и 25 … 30 г магнитного порошка.
3. Магнитографический метод
Суть магнитографического метода контроля заключается в намагничивании проверяемого участка сварного шва и околошовной зоны с одновременной записью магнитного поля на магнитную пленку (рис. 35) и последующем считывании полученной информации с помощью специальных устройств дефектоскопов.
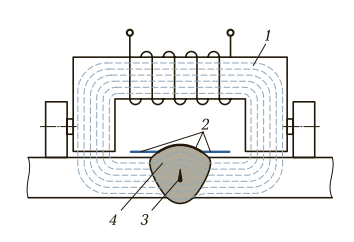
Рис. 35. Схема магнитографического контроля: 1 — намагничивающее устройство; 2 — магнитная пленка; 3 — дефект; 4 — сварной шов
Методика контроля. Магнитографический контроль включает в себя следующие операции (ГОСТ 25225 — 82):
-
- осмотр и подготовка поверхности контролируемого сварного соединения. При этом с поверхности швов должны быть удалены остатки шлака, брызги расплавленного металла, загрязнения и т. д.;
- наложение на шов отрезка предварительно размагниченной магнитной пленки. Прижим пленки к шву сварного соединения производится специальной эластичной «подушкой». При контроле кольцевых швов труб, сосудов и других сварных конструкций магнитную пленку прижимают к поверхности шва (по всему периметру) эластичным резиновым поясом;
- намагничивание контролируемого соединения при оптимальных режимах в соответствии с типом намагничивающего устройства, толщиной сварного шва и его магнитными свойствами;
- расшифровка результатов контроля (установка магнитной пленки в считывающее устройство дефектоскопа и выявление по сигналам на его экране дефектов).
Магнитографический метод применяется в основном для контроля стыковых швов, выполненных сваркой плавлением (главным образом, швов магистральных трубопроводов). С помощью этого метода можно контролировать сварные узлы и конструкции толщиной до 25 мм.
Чувствительность метода. Относительная чувствительность W магнитографического метода контроля определяется как отношение минимального вертикального размера (глубины) ∆S обнаруживаемого дефекта к толщине S основного металла контролируемого соединения и выражается в процентах.
Чувствительность данного метода контроля зависит от размеров, формы, глубины и ориентации дефектов сварных швов, геометрических параметров их поверхности, технических характеристик считывающей головки дефектоскопа и типа магнитной пленки. Магнитографией наиболее уверенно выявляются плоскостные дефекты (трещины, непровары и несплавления), а также протяженные дефекты в виде цепочек шлаковых включений, преимущественно ориентированных перпендикулярно направлению магнитного потока. Значительно хуже обнаруживаются округлые дефекты (поры и отдельные шлаковые включения).
Практикой установлено, что магнитографическим методом уверенно выявляются внутренние плоскостные дефекты, когда их вертикальный размер составляет 8 … 10 % от толщины сварного шва. Максимальная чувствительность контроля по отношению к указанным видам дефектов достигает 5 %. Округлые внутренние дефекты обнаруживаются, когда их размер по высоте составляет не менее 20 % от толщины металла.
Чувствительность магнитографического метода к поверхностным дефектам примерно такая же или несколько ниже, чем магнитопорошкового метода. При этом чем глубже расположен дефект от поверхности сварного соединения, на которую помещают магнитную пленку, тем хуже он выявляется. Современная аппаратура позволяет обнаруживать дефекты с вертикальными размерами, составляющими 10 … 15 % от толщины металла, при глубине залегания до 25 мм.
На чувствительность магнитографического метода существенно влияют высота и форма сварного шва, а также состояние его поверхности. Для лучшей выявляемости дефектов сварку следует выполнять таким образом, чтобы выпуклость шва не превышала 25 % от толщины основного металла, а переход от наплавленного металла к плоскости был плавным. При этом необходимо, чтобы высота неровностей на поверхности шва составляла не более 30 % от его выпуклости и в то же время не превышала 1 мм. При контроле швов с шероховатой поверхностью следует производить их зачистку. Не допускается контроль данным методом сварных швов со смещением кромок стыкуемых деталей, а наилучшие результаты этот метод обеспечивает при контроле сварных швов, выполненных автоматической сваркой.
Чувствительность метода можно повысить за счет увеличения чувствительности магнитных лент и избирательности аппаратуры считывания результатов контроля с магнитной пленки.
Схемы намагничивания. При магнитографическом контроле сварные узлы и конструкции намагничивают с помощью специальных электромагнитов, реже применяют циркулярное намагничивание. Для обнаружения внутренних дефектов намагничивание производят постоянным током, а для выявления поверхностных и подповерхностных дефектов — переменным.
Аппаратура и материалы. Считывание результатов контроля с магнитной пленки осуществляется магнитографическими дефектоскопами. Дефектоскоп имеет электродвигатель, приводящий во
вращение барабан с несколькими магнитными головками. Головки перемещаются поперек магнитной пленки. Электрические сигналы с головки поступают в усилитель, а затем подаются на ЭЛТ.
Промышленность выпускает дефектоскопы с двумя видами индикации: импульсной и видеоиндикацией. При импульсной индикации на экране ЭЛТ возникают импульсы, амплитуда которых определяет размеры дефектов в вертикальном направлении, а при видеоиндикации магнитный рельеф полей рассеяния от дефектов переносится на экран ЭЛТ в виде телевизионных изображений магнитограмм отдельных участков шва.
В комплект дефектоскопа входит намагничивающее устройство, состоящее из П-образного магнитомягкого сердечника (магнитопровода) и обмотки. Для обеспечения перемещения намагничивающего устройства вдоль шва его выполняют с удлиненными полюсами, опирающимися на четыре немагнитных ролика. Опорные ролики создают между поверхностью контролируемого сварного соединения и полюсами намагничивающего устройства постоянный воздушный зазор (2 … 3 мм), позволяющий электромагниту свободно перемещаться вдоль шва.
Выпускается несколько типоразмеров передвижных намагничивающих устройств (ПНУ-М1, ПНУ-М2, УНУ), предназначенных для намагничивания сварных стыков труб диаметром 150 … 1 200 мм и плоских сварных соединений толщиной до 16 мм. Для магнитографического контроля сварных швов труб большого диаметра (до 1 420 мм) и плоских конструкций толщиной до 20 мм применяют шаговые намагничивающие устройства (МНУ-1). Намагничивание кольцевых швов труб диаметром 57 … 150 мм производят неподвижным намагничивающим устройством НВУ-1.
Все указанные намагничивающие устройства работают на постоянном токе. В заводских условиях источниками питания служат выпрямители, а в полевых — часто используют переносную автономную станцию СПГ1-1 или СПА-1.
Для записи магнитных полей при магнитографическом контроле применяют магнитную пленку на триацетатной или лавсановой основе, изготовляемую посредством нанесения на нее мельчайших частиц ферромагнитного материала. В настоящее время серийно выпускают пленки МК-1 (на триацетатной основе) и МК-2 (на лавсановой основе) шириной 35 мм. Пленка МК-2 обладает лучшими физико-механическими свойствами, чем пленка МК-1, и может использоваться при температурах окружающего воздуха от -70 до +70 °С, тогда как пленка МК-1 при температурах ниже -30 °С теряет эластичность.
