Под мелкими повреждениями асфальтобетонных покрытий понимают разрушения, которые не требуют устройства слоев усиления, износа или поверхностных обработок. Такие разрушения носят локальный характер и представляют собой поперечные и продольные трещины или одиночные и отдельные выбоины, которые не свидетельствуют о существенной потере прочности дорожной одежды.
К трещинам, относящимся к мелким повреждениям, не требующим детальной инструментальной оценки прочности, относятся:
- поперечные трещины, расположенные на расстоянии друг от друга 8–10 и 6– 8 на дорогах I и II категории, а на дорогах более низких категорий шаг таких трещин составляет 4–6 м;
- продольная осевая (центральная) трещина;
- продольные боковые трещины дорогах III и IV категорий. Иллюстрации таких дефектов приведены на рис. 1 – 4.

Рис. 1. Общий вид поперечных трещин, расположенных на расстоянии 4 – 6 и 3 – 4 м (обнаружены при визуальной оценке состояния дорожной одежды дороги Омск – Павлодар)

Рис. 2. Продольная центральная (осевая) трещина (обнаружена при визуальной оценке состояния дорожной одежды дороги Омск – Павлодар)

Рис. 3. Одиночная выбоина (обнаружена при визуальной оценке состояния дорожной одежды дороги Красноярский тракт в г. Омске)

Рис. 4. Одиночная выбоина (обнаружена при визуальной оценке состояния дорожной одежды Омск – Павлодар)
Классификация дефектов покрытий приведена в нормативном документе ОДН 218.0.006–2002, в котором также даны правила визуальной оценки состояния дорожной одежды. Суть визуальной оценки состоит в определении баллов, присваиваемых микроучасткам обследуемого покрытия и последующем вычислении средневзвешенного балла, который служит оценкой состояния характерного участка. В том случае, если средневзвешенный балл оказывается больше предельной величины, то необходимости в детальном обследовании, состоящем в инструментальной оценке прочности, нет. Это значит, что характерные участки, оцененные средневзвешенным баллом, превышающим предельную величину, в усилении дорожной одежды не нуждаются. Если такие участки имеют соответствующий требованиям ГОСТ Р 50597–93 и ОДН 218.0.006–2002 коэффициент сцепления шины с покрытием, а также требуемые показатели продольной и поперечной ровности, то мероприятия по ремонту состоят в заливке трещин и заделке выбоин. Измерения коэффициента сцепления и показателей ровности производятся различными приборами. Эти приборы можно подразделить на динамические или мобильные, измеряющие показатель при движении, и статические, измеряющие показатель в точке покрытия при установке прибора над ней.
Иллюстрации измерения коэффициентов сцепления приведены на рис. 5 – 7.

Рис. 5. Установка ПКРС-2У: а – общий вид; б – фрагмент измерения

Рис. 6. Иллюстрация сброса груза при измерении коэффициента продольного сцепления с помощью прибора ППК-МАДИ-ВНИИБД

Рис. 7. Снятие отсчета по кольцу и шкале прибора ППК-МАДИ-ВНИИБД
Правила измерения коэффициента сцепления различными приборами и обработка данных регламентирована ОДН 218.0.006–2002, ГОСТ 30413–96, ТУ 17.1.004–87. Эти правила мы рассмотрим в подразделе пособия, посвященного технологиям ремонтных мероприятий по повышению коэффициента сцепления шины с покрытием. Ровность покрытия является важным транспортноэксплуатационным показателем. Если этот показатель не соответствует требованиям ОДН 218.0.006–2002, то согласно ОДН 218.1.052–2002
- необходимо устройство выравнивающего слоя или устройство конструктивного слоя усиления даже в случаях, когда прочность обеспечена. Ровность подразделяют на продольную и поперечную. Для ее оценки используют различные показатели и приборы. Например, для оценки продольной ровности используют показатель ровности по ПКРС-2У или показатель ровности по толчкомеру, а также просвет под трехметровой рейкой и амплитуду, определяемую продольным нивелированием. Поперечную ровность или глубину колеи оценивают просветом под двухметровой рейкой. На рис. 8 приведена иллюстрация измерения показателя ровности прибором ПКРС 2У, измерения просветов под трех-
метровой рейкой и глубины колеи под двухметровой рейкой показаны на рис. 9 –11.
Рис. 8. Измерение показателя ровности установкой ПКРС-2У (диагностика ул. Химиков, г. Омск)
Рис. 9. Измерение просвета под трехметровой рейкой (диагностика ул. Красноярский тракт, г. Омск)
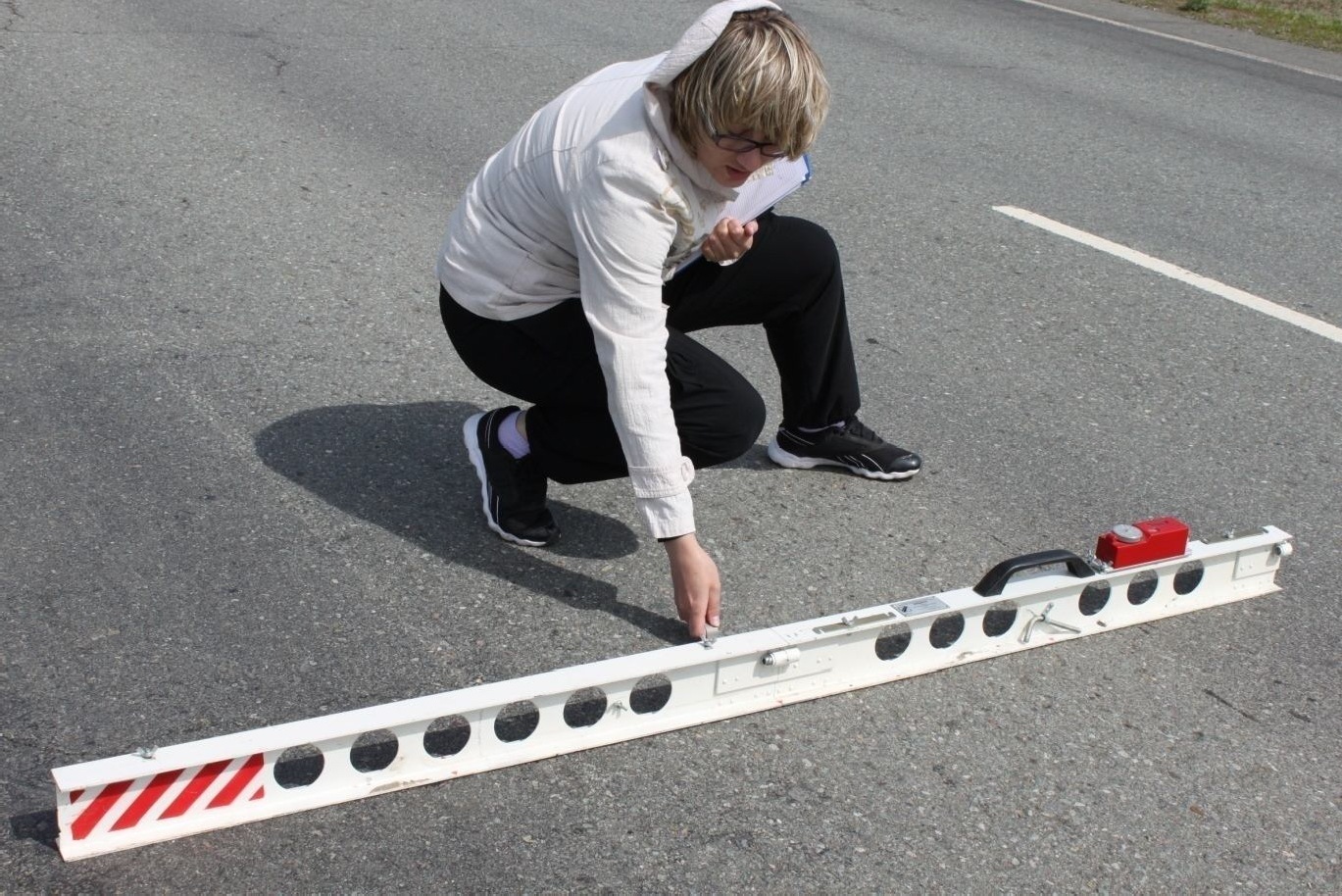
Рис. 10. Измерение просвета под двухметровой рейкой (диагностика дороги Омск – Павлодар РК Казахстан)

Рис. 11. Определение величины просвета по клиновому промернику
Выполнив визуальную оценку состояния дорожной одежды, измерения коэффициента сцепления, показателей продольной ровности, глубины колеи, и убедившись, что все характеристики соответствуют требованиям стандартов и нормативов, можно назначать мероприятия по ликвидации мелких повреждений. Поэтому знакомство с современными технологиями начнем именно с ликвидации мелких повреждений, но вначале рассмотрим традиционные технологии устранения таких дефектов.
Традиционные способы ремонта
Наиболее эффективным и экономически оправданным традиционным методом устранения трещин и защиты покрытия от разрушения на несколько лет является разделка и заливка трещины специальными мастиками-герметиками. Метод основан на необходимости механического удаления разрушенного и окисленного дефектного материала слоя покрытия на определенную глубину вдоль направления развития трещины и создания «паза» правильной геометрической формы для последующего его заполнения герметизирующим материалом. Технология работ описывается в методических рекомендациях, вступивших в действие взамен ВСН 24–88, а также ОДМ. Для заделки выбоин традиционно применяют ремонт картами, его подразделяют по используемой асфальтобетонной смеси: горячей, холодной или литой.
Заливку трещин традиционно разделяют на несколько этапов. Количество этапов и технология производства работ зависят от величины раскрытия трещины. ОДМ 218.3.036–2013 по ширине раскрытия классифицирует трещины на три вида: узкие (ширина раскрытия до 5 мм), средние узкие (ширина раскрытия до 20 мм) и широкие (ширина раскрытия 20 – 30 мм и более).
Герметизация узких трещин включает в себя три технологические операции, к которым относят:
- Продувку трещины сжатым воздухом.
- Прогрев трещины.
- Заливку трещины битумной эмульсией или мастикой, имеющей высокую проникающую способность.
Технология герметизации средних трещин состоит в последовательном выполнении 6 технологических операций.
- Разделка трещин.
- Удаление отложений и продуктов износа.
- Просушивание паза трещины.
- Прогрев боковых стенок трещины.
- Заливка паза трещины герметиком.
- Присыпка поверхности герметика песком.
Широкие трещины герметизируют, выполняя 5 технологических операций.
- Механическая очистка трещины.
- Продувка трещины сжатым воздухом.
- Прогрев боковых стенок трещины и подгрунтовка при необходимости.
- Заделка трещины минерально-мастичной или органоминеральной ремонтной смесью, литой эмульсионно-минеральной или же мастично-щебеночной смесью.
- Уплотнение асфальтобетонной смеси в трещинах при необходимости. Для выполнения разделки трещины применяют раздельщики трещин или нарезчики швов. Необходимость этой операции продиктована тем, что вблизи края трещины асфальтобетон накопил повреждения, их нужно удалить.
Для примера в табл. 1 приведены иллюстрация и технические характеристики оборудования – нарезчика швов, который можно применить для разделки трещины в асфальтобетонном покрытии.
Таблица 1
Технические характеристики нарезчика швов CrackPro E0300
| Общий вид | Технические характеристики | Величина | ||
 |
Масса, кг | 250 | ||
| Габариты, мм | длина | 1117 | ||
| ширина | 832 | |||
| высота | 1194 | |||
| Глубина обработки трещины, мм | До 38 | |||
| Ширина обработки трещины, мм | минимальная, мм | От 12 | ||
| максимальная, мм | До 50 | |||
| Двигатель | Kohler | |||
| Мощность двигателя, л.с. | 25 | |||
| Тип топлива | Бензин | |||
| Емкость топливного бака, л | 25 | |||
При выполнении этой технологической операции необходимо, чтобы кромка, ограничивающая паз трещины, не имела повреждений асфальтобетона. Поэтому основным требованием при работе с раздельщиком трещин или нарезчиком швов является периодический осмотр режущего элемента, например алмазного диска, и в случае обнаружения износа его нужно своевременно заменить. Дело в том, что повышенный износ диска не позволит сохранить кромку разделанной трещины без дефектов. Разрушение кромки не даёт возможность герметизировать трещину должным образом, что приводит к некачественному выполнению всего цикла работ. Иллюстрация разделки трещины приведена на рис. 12.

Рис. 12. Разделка трещины
После разделки паза трещины из него необходимо удалить продукты износа, в том числе мелкие частицы. Впоследствии от качества выполнения этой операции зависят силы сцепления герметика со стенкой паза трещины, то есть адгезионная прочность. Для выполнения этой технологической операции применяются ручные шуровки и компрессор высокой производительности. Крупные продукты износа удаляются вручную, а компрессор позволяет тщательно очистить паз от пыли, появившейся в результате разделки, и удалить иные отложения, оставшиеся в глубине трещины.
Для повышения адгезии герметика и очищенного паза трещины его необходимо просушить и прогреть. Критерием достаточности прогрева и качества его выполнения служит появление на стенках трещины растопленного битума. Главным технологическим требованием при выполнении этой операции является недопущение перегрева трещины. Дело в том, что перегревание полости трещины сопровождается выжиганием битума, что неминуемо приведёт к резкому понижению адгезии и дальнейшему разрушению покрытия вокруг трещины. Для выполнения этой операции могут применяться компрессоры, осуществляющие прогрев горячим воздухом, за рубежом такие механизмы называют тепловым копьем. Иллюстрация и технические характеристики одного из таких вариантов оборудования приведены в табл. 2.
Таблица 2
Технические характеристики теплового копья CrackJetII
| Общий вид | Наименование технической характеристики | Величина | |
 |
Компрессор, м3 | 2,5 | |
| Температура, оС | 1538 | ||
| Топливо | Пропан | ||
| Мощность двигателя,
л.с. |
33,7 | ||
| Габариты, мм | Длина | 1520 | |
| Ширина | 660 | ||
| Высота | 910 | ||
| Теплогенерирующий наконечник | Размер,
мм |
1520 | |
| Масса, кг | 3,18 | ||
Подготовленный паз трещины заполняется герметиком. Такой процесс называют заливкой или герметизацией трещины. Для качественного выполнения этой операции в очищенную, просушенную и разогретую полость разделанной трещины нужно немедленно подать специальный битумный герметик. Для выполнения операции применяют плавильно-впрыскивающую установку. Для понижения динамической нагрузки на шов и снижения прилипания герметика к колесу проезжающего автомобиля необходимо стараться заполнить только внутреннюю полость трещины без перелива через край.
Сразу же после заполнения трещины герметиком сверху место ремонта засыпается смесью гранитного отсева с минеральным порошком или, в крайнем случае, песком. Преимущество смеси состоит в том, что она снижает текучесть герметика в первые секунды, что предотвращает стекание герметика по уклону дороги. Вторым не менее важным назначением смеси и песка является обеспечение требований, выдвигаемых к коэффициенту сцепления шины с покрытием.
Третьим предназначением присыпки смесью или песком является снижение прилипания герметика к колёсам проезжающих автомобилей. В результате этой операции на поверхности залитой трещины создается «пластырь», предохраняющий мастику от вытекания и воздействия шин автомобилей.
Иллюстрации технологических процессов заливки трещины и присыпки залитого места приведены на рис. 13 и 14.

Рис. 13. Заливка трещины мастикой

Рис. 14. Присыпка залитой трещины
В настоящее время для герметизации трещин применяют современные заливщики, на базе которых смонтирован весь комплект оборудования, необходимый для санации. Один из таких заливщиков и его технические характеристики приведены в табл. 3.
Таблица 3
Технические характеристики заливщика CRAFCO EZ 1000 C
| Общий вид | Технические
характеристики |
Величина | |
 |
Масса, кг | 2500 | |
| Габариты | Длина, мм | 4850 | |
| Ширина, мм | 2310 | ||
| Высота, мм | 2060 | ||
| Наличие компрессора | Да | ||
| Двигатель | Isuzu | ||
| Мощность двигателя, л.с. | 35,5 | ||
| Тип топлива | Дизельное | ||
| Емкость топливного бака, л | 500 | ||
Из анализа описанных нами технологических операций следует, что основным материалом, необходимым для качественной санации трещин, является герметик, в качестве которого обычно используют битумную мастику. Поэтому выбору мастики необходимо уделять внимание.
В настоящее время выпускается большое количество мастик. Поэтому необходимо изучать область применения различных марок и технические характеристики, заявленные производителем. Эти характеристики при выполнении входного контроля качества проверяются на предмет соответствия требованиям стандартов и нормативов в лабораториях строительного контроля (от заказчика) и операционного контроля (от подрядчика). Для примера нами рассмотрен подбор мастики из ассортимента компании ООО «Интек». В табл. 4 даны условия применения дорожных мастик «Брит» марок БР (битумно-резиновые) и БП (битумно-полимерные).
Таблица 4
Условия применения мастик «Брит»
| Область применения | ДКЗ | Мастики «БРИТ»
марок |
| Неразделанные трещин | II–IV | БР(БП)-Т-65 |
| Разделанные швы и трещины в
цементобетоне и асфальтобетоне |
II – III | БР(БП)-Т-75 |
| IV – V | БР(БП)-Т-85 | |
| Продольные технологические трещины | II–IV | БР(БП)-Т-90 |
Из анализа данных табл. 4 следует, что для санации разделанных трещин на участках дорог II – V технических категорий необходимо применять мастики БР-Т-85 или БП-Т-85. В табл. 5 приведены технические характеристики мастик «Брит».
Таблица 5
Технические характеристики мастик «Брит»
| Показатель | Норма для мастик, герметизирующих «БРИТ» марки | |||
| БР(БП)-T-65 | БР(БП)-T-75 | БР(БП)-T-85 | БР(БП)-T-90 | |
| Температура размягчения по КиШ,
°С, не ниже |
+65 | +75 | +85 | +90 |
| Гибкость на стержне 10 мм, °С, не выше | – 30 | – 30 | – 20 | – 20 |
| Пенетрация при
+25 °С, мм –1, не более |
90 | 110 | 80 | 80 |
Ориентируясь на характеристики мастик БР-Т-85 или БП-Т-85 можно подобрать соответствующий им аналог и применить его для герметизации трещин.
Данные табл. 5 проверяются на предмет соответствия стандарту, после чего делается вывод об экономической целесообразности приобретения выбранной мастики. Приобретенная и поставленная партия мастики подвергается входному контролю, при котором показатели технических характеристик проверяются в лаборатории.
Для качественного ремонта необходимо соблюдать все представленные нами требования. Качество работ по заделке трещин оценивается визуально. Все технологические дефекты герметизации трещины отчетливо видны. Для примера на рис. 15 и 16 приведены иллюстрации герметизации трещины различного качества.

Рис. 15. Некачественная герметизация трещины (трещина не разделана, герметик в пазе отсутствует)

Рис. 16. Трещина герметизирована, но отсутствует пластырь из отсевов щебня или песка
Традиционная технология заделки выбоин картами основана на применении горячей, холодной и литой асфальтобетонной смесей.
Сравнивая асфальтобетонные смеси, применяемые при ремонте покрытия картами, отметим, что наибольшее распространение получили горячие и холодные смеси различных составов, которые подбираются в лаборатории и утверждаются рецептом. Широкое применение таких асфальтобетонных смесей объясняется наличием в дорожной отрасли асфальтобетонных заводов способных готовить холодные и горячие смеси в требуемом качестве, а также доступностью щебня‚ песка‚ минерального порошка‚ битума и различных поверхностно-активных веществ, используемых в качестве исходных материалов. Другая причина широкого применения асфальтобетонных смесей при ремонте покрытий заключается в большом опыте выполнения асфальтобетонных работ, в то время как современные альтернативные методы ремонта осваиваются медленно.
Выбирая между холодной и горячей смесью ремонта картами необходимо руководствоваться тем, что параметры прочности горячего асфальтобетона‚ приготовленного на вязком битуме‚ в 2–3 раза выше, чем холодного. Поэтому холодные смеси применяют для ремонта покрытий дорог III–IV категорий, а горячие – используют для устройства карт на дорогах более высоких категорий. Исключение составляют холодные смеси, приготовленные на эмульсиях из высокосортных или полимерных битумов. Такие смеси хорошо себя показали при ремонте асфальтобетонных покрытий дорог всех технических категорий в разных дорожно-климатических зонах. Литые смеси, как и горячие, применяют при ремонте покрытий дорог I–II категорий.
Тем не менее в ряде случаев ремонта покрытий горячей асфальтобетонной смесью наблюдается низкое качество, которое обуславливает малый срок службы заделанных дефектных мест. Причины низкого качества связывают с нарушением технологии ремонта картами. Среди таких нарушений можно выделить:
- плохую, некачественную подготовку карты ремонта;
- доставку горячей смеси в транспортных средствах, не приспособленных для сохранения тепла;
- несоблюдение правил укладки смеси, которая происходит на мокрую или неподгрунтованную поверхность.
В связи с этим, описывая технологию ремонта покрытий горячей асфальтобетонной смесью, заострим внимание на отдельных технологических операциях.
Прежде всего отметим, что при работе с горячими асфальтобетонными смесями необходимо соблюдать требования СП 78.13330.2012 и ОДМ, регламентирующие правила приготовления, транспортирования, укладки и уплотнения этого материала. Укладка горячей асфальтобетонной смеси допустима только в сухую погоду при температуре окружающего воздуха весной и летом не ниже 5 оС, а осенью температура воздуха должна быть не ниже 10 оС. Работы с горячей асфальтобетонной смесью при более низких температурах допускаются, но с выполнением ряда специальных требований и условий, как к составу смеси, так и к технологии производства работ. При производстве работ с применением горячей асфальтобетонной смеси в диапазоне температур от 0 до 5 оС, необходимо соблюдать комплекс требований, оговоренных СП 78.13330.2012, а при температурах выше –10 оС нужно руководствоваться требованиями специальных методических указаний.
В самом простом случае технология ремонта картами состоит в последовательном выполнении 7 операций:
- Очистка поверхности от пыли, грязи и удаление влаги.
- Разметка границ ремонта выбоины прямыми линиями, которые проводят вдоль и поперек ее осей, но с обязательным захватом покрытия возле выбоины на 3 — 5 см. В случае ремонта дефектного места с частыми выбоинами, расположенными близко друг к другу, их объединяют одним контуром или картой. Захват покрытия возле выбоины на величину 3 – 5 см является обязательным. Дело в том, что вблизи краев выбоины асфальтобетон имеет повреждения структуры. Поэтому такой асфальтобетон необходимо удалить.
- Изготовление карты ремонта, заключающееся во фрезеровании асфальтобетона по очерченному контуру на всю глубину выбоины, но не менее чем на толщину необходимую для качественного уплотнения смеси в карте ремонта. При этом боковые стенки должны быть вертикальными.
- Очистке дна и стенок карты ремонта от мелких кусков, крошек и пыли.
- Обработка дна и стенок карты ремонта тонким слоем горячего битума или битумной эмульсии.
- Заполнение подготовленной карты ремонта ремонтным материалом слоями по 5 – 6 см с учетом коэффициента запаса на уплотнение. При небольших размерах выбоин распределение и выравнивание смеси выполняют вручную, а на больших ремонтируемых участках площадью более 20 – 25 м2 рекомендуется использовать небольшой тротуарный асфальтоукладчик с регулируемой шириной укладки смеси в пределах 1 – 2 м. Коэффициент запаса на уплотнение для горячих асфальтобетонных смесей, укладываемых вручную, составляет 1,25 – 1,3, а при укладке укладчиком 1,1 – 1,15.
- Уплотнение уложенной смеси.
Схема заделки выбоин представлена на рис. 17.
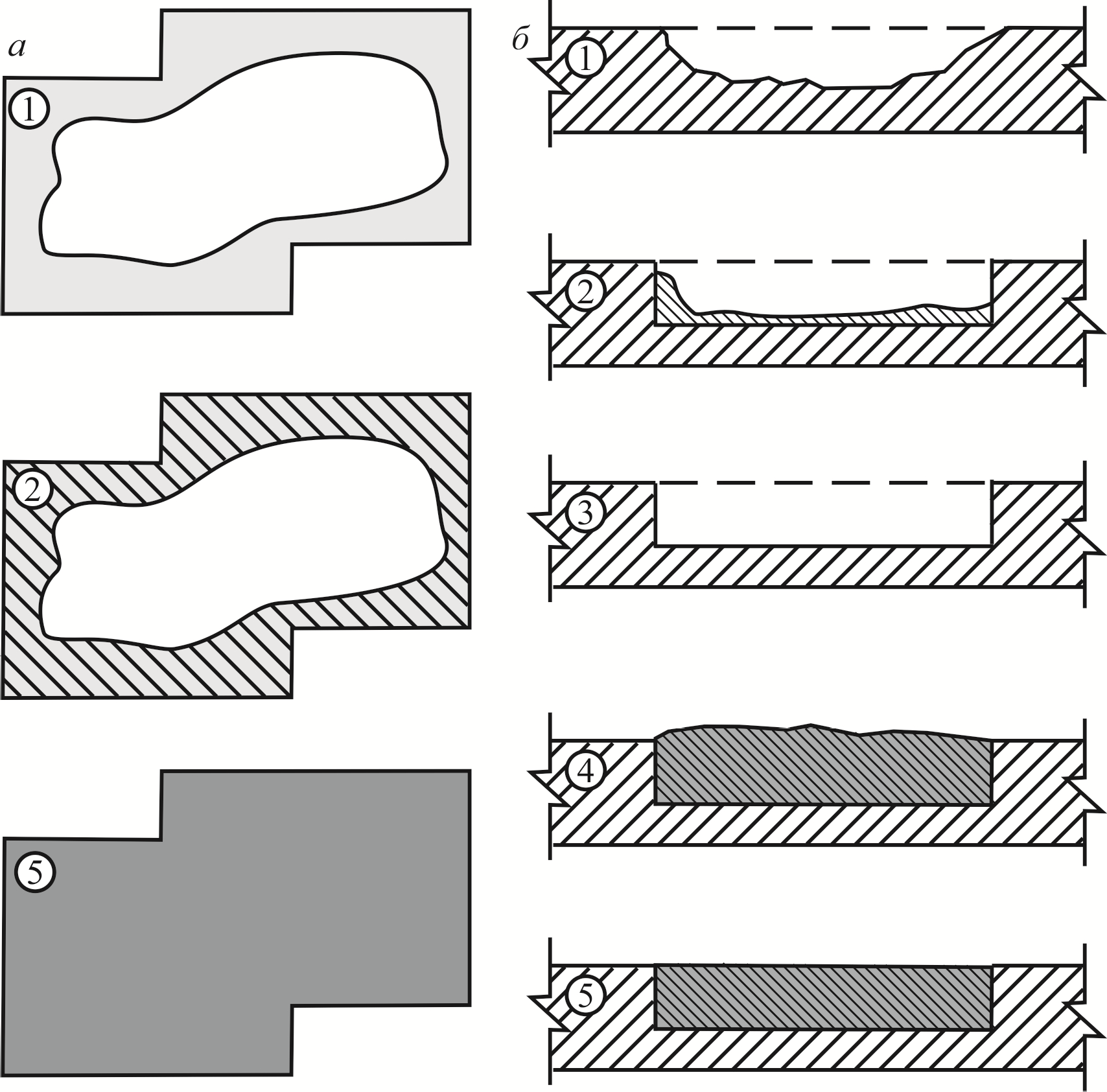
Рис. 17. Схема заделки выбоины: а – план карты ремонта; б – разрез карты ремонта; 1 – разметка выбоины; 2 – удаление поврежденного асфальтобетона; 3 – смазка поверхности выбоины битумным материалом; 4 – заполнение выбоины асфальтобетонной смесью; 5 – уплотнение асфальтобетонной смеси
Уплотнение горячей асфальтобетонной смеси в карте ремонта является важнейшей технологической операцией, от качественного выполнения которой зависит срок службы выполняемого ремонта и эффективность затраченных средств. Многочисленные данные строительного контроля показывают, что коэффициент уплотнения асфальтобетона в местах ямочного ремонта в большинстве случаев не превышает 0‚95–0‚96‚ а по нормативным документам в верхних слоях покрытий из высокоплотных и плотных смесей типов А и Б он должен быть не ниже 0‚99.
Для качественного уплотнения горячей асфальтобетонной смеси в картах ремонта необходимо правильно подбирать уплотняющие средства и эффективно их использовать. Соблюдать все технологические правила и рекомендации, разработанные с учетом особенностей выполнения этой операции при ремонтных работах. Качественное уплотнение асфальтобетона до норм плотности позволит повысить прочность материала‚ его устойчивость и продолжительность службы мест заделки выбоин.
Зачастую при уплотнении горячей смеси в картах ремонта дорожники применяют имеющиеся у них средства уплотнения. Такими средствами уплотнения являются либо статические или вибрационные катки весом 6 тс и более‚ либо самодельные ручные одновальцовые статические катки (до 20–50 кгс). Те и другие не позволяют качественно уплотнить смесь в карте ремонта. От применения легких самодельных катков имеет место недоуплотнение‚ а от применения тяжелых катков возникает разрушение слоя, сопровождаемое поверхностными трещинами‚ сдвигами и другими дефектами.
Правильный выбор средства уплотнения обуславливается размером ремонтируемой карты. Уплотнение смеси в изолированных одна от другой картах площадью 0,2 – 1 м2 производят с помощью трамбовки массой 12–16 кг или предварительно нагретыми ручными металлическими катками. Смесь уплотняют от краев к середине карты ремонта. При уплотнении горячей асфальтобетонной смеси в небольших картах ремонта можно использовать небольшую вибротрамбовку массой 50–70 кг. При ремонте небольших по площади (до 2–3 м2) карт наиболее целесообразны самоходные виброплиты с ручным управлением весом 60–160 кг‚ снабженные специальным оросителем (водоразбрызгивателем) подошвы рабочей плиты‚ и малогабаритные виброкатки весом около 1–3 т‚ пригодные для больших ремонтных площадей.
В табл. 6 приведены иллюстрация и технические характеристики ручных вибрационных трамбовок.
Таблица 6
Технические характеристики ручных вибрационных трамбовок
| Общий вид | Техническая характеристика | Величина | |
 |
Марка трамбовки | Wacker BS 50-2 | |
| Рабочая масса, кг | 58 | ||
| Марка двигателя | WM 80 | ||
| Мощность двигателя, л.с. | 2,2 | ||
| Емкость топливного бака, л | 3 | ||
| Габариты | Длина, мм | 690 | |
| Ширина, мм | 380 | ||
| Высота, мм | 990 | ||
| Глубина уплотнения, мм | До 100 | ||
| Тип пяты трамбовки | Прямоугольная | ||
| Размер пяты | Ширина, мм | 250 | |
| Длина, мм | 337 | ||
| Рабочий ход пяты, мм | 64,3 | ||
 |
Марка трамбовки | Wacker BS 50-
4s |
|
| Рабочая масса, кг | 62 | ||
| Марка двигателя | WM 90 | ||
| Мощность двигателя, л.с. | 2,8 | ||
| Емкость топливного бака, л | 3 | ||
| Габариты | Длина, мм | 675 | |
| Ширина, мм | 345 | ||
| Высота, мм | 940 | ||
| Глубина уплотнения, мм | До 100 | ||
| Тип пяты трамбовки | Прямоугольная | ||
| Размер пяты | Ширина, мм | 280 | |
| Длина, мм | 330 | ||
| Рабочий ход пяты, мм | 55 | ||
 |
Марка трамбовки | Wacker BS 65V | |
| Рабочая масса, кг | 68 | ||
| Марка двигателя | WM 80 | ||
| Мощность двигателя, л.с. | 2,5 | ||
| Емкость топливного бака, л | 3 | ||
| Габариты | Длина, мм | 673 | |
| Ширина, мм | 343 | ||
| Высота, мм | 965 | ||
| Глубина уплотнения, мм | До 100 | ||
| Тип пяты трамбовки | Прямоугольная | ||
| Размер пяты | Ширина, мм | 280 | |
| Длина, мм | 336 | ||
| Рабочий ход пяты, мм | 8 –81 | ||
В табл. 7 приведены иллюстрация и технические характеристики ручных виброплит с бензиновым двигателем.
Таблица 7
Технические характеристики виброплит
| Общий вид | Наименование технической характеристики | Величина | |
 |
Марка плиты | HZR 80 (Honda) | |
| Рабочая масса, кг | 93 | ||
| Марка двигателя | Honda GX 160 | ||
| Тип топлива | Бензин | ||
| Мощность двигателя, л.с. | 5,5 | ||
| Габариты | Длина, мм | 1100 | |
| Ширина, мм | 500 | ||
| Высота, мм | 950 | ||
| Глубина уплотнения, мм | До 300 | ||
| Размер основания | Ширина, мм | 500 | |
| Длина, мм | 590 | ||
 |
Марка плиты | HZR 90 (Honda) | |
| Рабочая масса, кг | 98 | ||
| Марка двигателя | Honda GX 160 | ||
| Тип топлива | Бензин | ||
| Мощность двигателя, л.с. | 5,5 | ||
| Габариты | Длина, мм | 1100 | |
| Ширина, мм | 500 | ||
| Высота, мм | 950 | ||
| Глубина уплотнения, мм | До 300 | ||
| Размер основания | Ширина, мм | 500 | |
| Длина, мм | 590 | ||
 |
Марка плиты | HUR-160(Honda) | |
| Рабочая масса, кг | 160 | ||
| Марка двигателя | Honda GX270 | ||
| Тип топлива | Бензин | ||
| Мощность двигателя, л.с. | 9,0 | ||
| Габариты | Длина, мм | 1000 | |
| Ширина, мм | 500 | ||
| Высота, мм | 1200 | ||
| Глубина уплотнения, мм | До 300 | ||
| Размер основания | Ширина, мм | 500 | |
| Длина, мм | 600 | ||
В табл. 8 приведены иллюстрации и технические характеристики катков, рекомендуемых для уплотнения горячей асфальтобетонной смеси в картах ремонта площадью 2–3 м2.
Таблица 8
Технические характеристики малогабаритных виброкатков
| Общий вид | Техническая характеристика | Величина | |||
 |
Марка катка | RD 27100 | |||
| Рабочая масса, кг | 2550 | ||||
| Диаметр вальца, мм | 700 | ||||
| Ширина вальца, мм | 1000 | ||||
| Мощность двигателя, л.с. | 33,7 | ||||
| Габариты | Длина, мм | 2430 | |||
| Ширина, мм | 1100 | ||||
| Высота, мм | 2775 | ||||
| Линейное усилие | Статическое, Н/мм | спереди | 12,1 | ||
| сзади | 13,4 | ||||
| Динамическое, Н/мм | спереди | 24,3 | |||
| сзади | 35,0 | ||||
 |
Марка катка | JVR-1000 | |||
| Рабочая масса, кг | 900 | ||||
| Двигатель | DaeDong | ||||
| Тип топлива | Дизельное | ||||
| Мощность двигателя, л.с. | 10 | ||||
| Габариты | Длина, мм | 2650 | |||
| Ширина, мм | 850 | ||||
| Высота, мм | 1300 | ||||
| Диаметр вальца, мм | 410 | ||||
При подборе виброплит или виброкатков следует стремиться к тому, чтобы ширина вальца или плиты была меньше ширины ремонтируемого места. Иначе плита или валец катка будут вынуждено перемещаться по краям существующего покрытия, что будет препятствовать необходимому деформированию и тщательному уплотнению материала‚ находящемуся в карте ремонта. Это препятствие уплотнению усугубляется тогда, когда вследствие уплотнения поверхность уплотняемого материала сравняется с поверхностью существующего покрытия. Помимо соответствия размеров необходимо оценивать уплотняющую способность рабочей подошвы виброплиты, она определяется двумя показателями, к которым относят удельное статическое давление рабочей подошвы и динамичность вибрационного воздействия на смесь. Для предотвращения налипания асфальтобетонной смеси к подошве плиты она в передней части должна иметь систему смачивания.
Тяжелые‚ как правило‚ реверсивные виброплиты‚ имеющие больший вес‚ более высокую амплитуду колебаний (2–3 мм) при частоте 40–80 Гц и большее статическое давление‚ используются в основном на уплотнении слоев и отсыпок из песка и щебня. На асфальтобетонной смеси их применять не следует, так как возможно ее разрушение.
Не менее полезными и эффективными для уплотнения асфальтобетонной смеси являются малогабаритные вибрационные катки. Такие катки могут быть одновальцовыми и двухвальцовыми, могут иметь управление пешим оператором или машинистом. Такие катки наряду с трамбовками и виброплитами широко используются во всем мире.
При подборе вибрационного катка для уплотнения смеси в карте ремонта следует учитывать, что‚ как правило, смесь раскладывается вручную или малогабаритным укладчиком без предварительного уплотнения трамбующим брусом. Поэтому в карте ремонта смесь, уложенная вручную или малым укладчиком, имеет более низкую начальную плотность (коэффициент уплотнения не более 0‚75–0‚80)‚ чем при устройстве покрытий на дорогах большими укладчиками, снабженными вибрационной плитой с трамбующим брусом или с прессующей планкой.
Вследствие этого на начальной стадии уплотнения малогабаритный виброкаток должен обладать меньшим статическим и динамическим силовым воздействием на смесь‚ чем большой каток, следующий за укладчиком при асфальтировании больших площадей в условиях строительства слоев. В противном случае возможно появление дефектов на поверхности укатки (трещины‚ сдвиги‚ прорези).
При заделке выбоин чаще всего используются более технологичные мелкозернистые или даже песчаные смеси‚ укладываемые слоями не более 4–6 см. Для их уплотнения нужны менее интенсивные нагрузки, чем для крупнозернистых и многощебенистых жестких смесей.
Все это обусловило целесообразность и необходимость иметь на малогабаритном катке помимо статического еще один вибрационный режим уплотнения, но более слабый, чем у крупных вибрационных катков. Следует заметить, что величина или интенсивность вибрационного уплотняющего воздействия катка зависит от веса колеблющегося вальца и рамы (пригруза)‚ размеров вальца (ширина‚ диаметр)‚ амплитуды и частоты его колебаний‚ жесткости амортизаторов и других факторов. Зависит она и от жесткости реактивного отпора уплотняемого материала, характеризуемого параметрами деформируемости смеси (модулем продольной упругости, коэффициентом Пуассона). Эти параметры определяются типом асфальтобетонной смеси (пластичная, песчаная или жесткая, щебенистая)‚ ее состоянием (температура‚ плотность) и толщиной слоя (варьируется от 3–4 до 8–10‚ а иногда до 15–18 см). Очень большое влияние оказывают температура и плотность смеси, которые в процессе уплотнения все время изменяются. Это затрудняет и усложняет технологический процесс выполнения операции уплотнения. По этой причине прочность смеси может возрастать в 3–4 раза, а модуль деформации – до 5–8 раз.
Не рекомендуется подбирать статические и вибрационные катки и оценивать их уплотняющую способность по общему весу или линейному давлению‚ так как возможны технологические и практические ошибки, особенно при применении вибрационных катков.
Более правильно подбирать каток по сжимающим контактным давлениям, возникающим под вальцом статического или динамического (вибрационного) катка и которые обеспечивают уплотняющее деформирование смеси.
Используя параметры вибрационных трамбовок, виброплит и малогабаритных катков, можно укомплектовать специализированный отряд по ямочному ремонту аналогичными уплотнителями. Это позволит обеспечить качественное уплотнение асфальтобетонной смеси до коэффициента уплотнения 0,99.
Ремонт с применением струйно-инъекционных технологий
Другим широко распространенным в настоящее время вариантом ремонта дорожных одежд является струйно-инъекционная холодная технология.
Струйно-инъекционная холодная технология заделки выбоин является сейчас одной из наиболее передовых и прогрессивных, хотя в некоторых странах Европы и в Америке она применяется уже давно. Суть ее состоит в том, что все необходимые операции выполняются рабочим органом одной машины (установки) самоходного или прицепного типа. В начале в России применялись машины зарубежного производства Savalco (Швеция), «Раско», «Дьюра Петчер», «Блоу Петчер» и др.. Позднее появились аналогичные машины российского производства в виде прицепного оборудования – пломбировщика марки БЦМ-24 и УДН-1. Ремонт выбоин инъекционным методом выполняют с применением катионной эмульсии.
В общепринятом понимании струйно-инъекционная холодная технология включает в себя четыре этапа, проиллюстрированные на рис. 18.
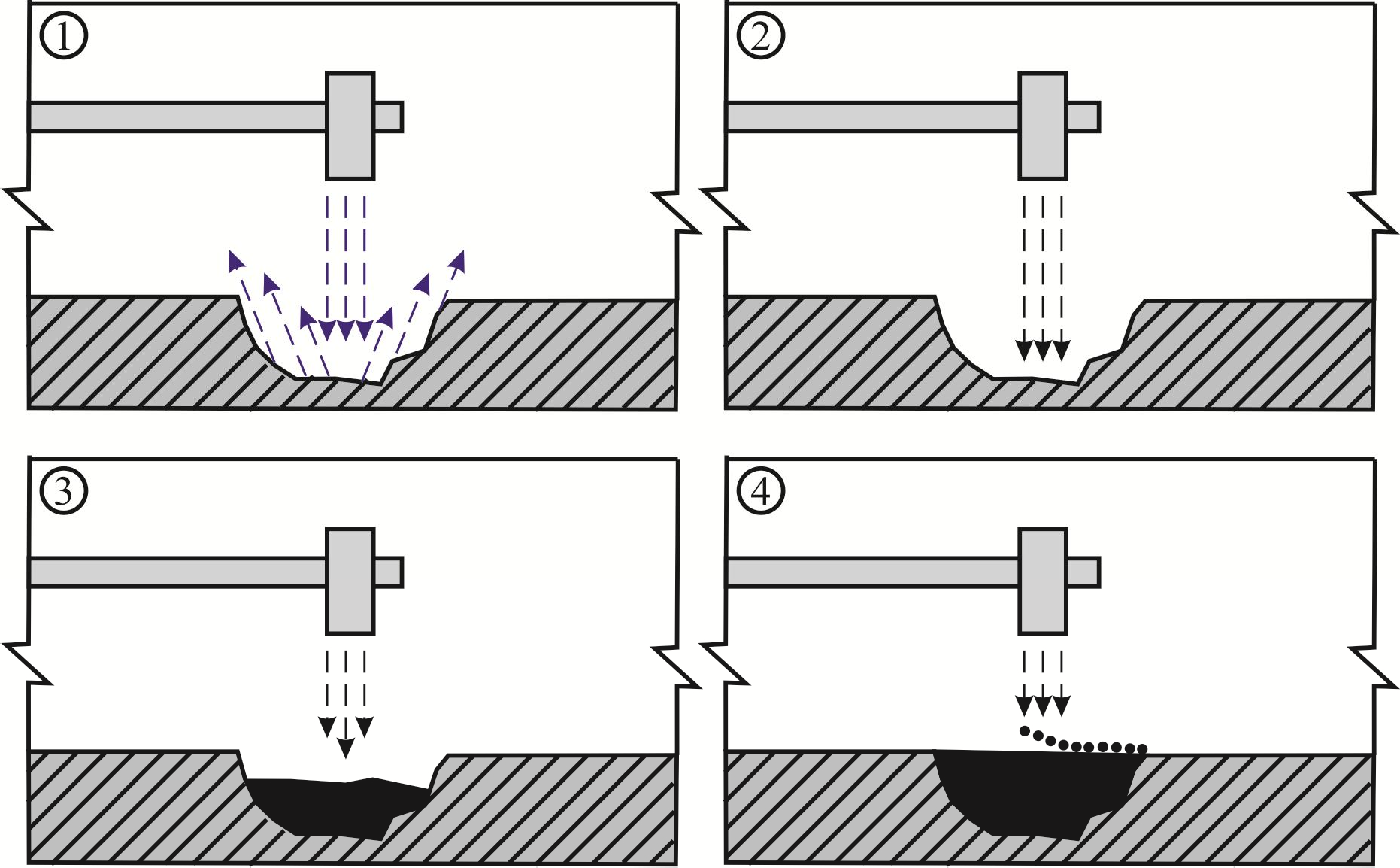
Рис. 18. Этапы заделки выбоины струйно-инъекционным способом: 1 – очистка выбоины воздухом; 2 – подгрунтовка дна и стенок выбоины битумной эмульсией; 3 – заделка выбоины литой эмульсионно-минеральной смесью; 4 – сухая подсыпка каменной мелочи
В первых работах, посвященных развитию этой технологии, сообщалось, что при подготовительных работах разделка покрытия под карту ремонта не требуется. При этом предполагалось, что эмульсия, имея сравнительно малую вязкость, легко проникает в повреждения асфальтобетона, образующиеся на расстоянии 3 – 5 см от края выбоины, и залечивает эти дефекты структуры. Поэтому ряд авторов единодушно высказывают мнение о том, что подготовка выбоины к ремонту сводится только к ее тщательной очистке от пыли, мусора и влаги и к обработке поверхности выбоины битумной эмульсией, а операции обрезки, разлома или фрезерования асфальтобетона вокруг выбоины в этой технологии может не производиться.
По мере накопления опыта применения данной технологии специалисты пришли к пониманию того, что диапазон значений вязкости битумной эмульсии, при которых она способна проникать в дефекты асфальтобетона, расположенного в областях, примыкающих к выбоине сравнительно мал. В реальных условиях такую вязкость эмульсии сложно обеспечить. Поэтому ряд специалистов подчеркивают необходимость фрезерования асфальтобетона вокруг выбоины.
Очистка выбоины выполняется струей сжатого воздуха или методом всасывания. Подгрунтовку выполняют эмульсией, подогретой до 60–75 °С.
Сама заделка выбоины осуществляется посредством ее заполнения мелким щебнем, предварительно обработанным битумной эмульсией в камере смешения машины. За счет вовлечения и подачи щебня воздушной струей его укладка в выбоину происходит с высокой скоростью, что обеспечивает хорошую его упаковку (уплотнение), практически исключающую необходимость в дополнительном использовании виброплит и виброкатков.
Для ямочного ремонта по струйно-инъекционной холодной технологии рекомендуется использовать чистый мелкий щебень фракции 5–10 (15) мм и быстрораспадающуюся катионную (для кислых каменных пород, например, гранита) или анионную (для основных каменных пород, например, известняка) битумную эмульсию 60-процентной концентрации.
Обязательным условием качественного ремонта является обеспечение адгезии битума к щебню и времени распада эмульсии‚ которое не должно превышать 15–20 мин. Эти параметры определяют в лаборатории при входном контроле. В случае несоответствия указанных параметров техническим требованиям следует внести коррективы в состав эмульсии с вводом адгезионных добавок.
В настоящее время работы по заделке выбоин с применением струйно-инъекционной технологии включают в себя от четырех, показанных на рис. 1.18, до 6 этапов, из которых четыре этапа являются обязательными, а два рекомендуемыми, способствующими улучшению качества работ.
Наиболее часто применяемая технология включает в себя четыре этапа, подразделяющиеся на технологические операции, состоящие в следующем:
- Подготовка выбоины к ремонту.
- Фрезерование краев выбоины.
- Освобождение выбоины от продуктов износа от фрезерования, к которым относят куски асфальта и зерна щебня.
- Удаление пыли. Эта операция выполняется при помощи основной машины, позволяющей очистить ремонтируемое место от пыли, грязи, илистых отложений.
- При необходимости выполняется просушивание и прогрев выбоины. Эту операцию можно выполнить тепловым копьём CrackJet компании KM International США. Общий вид и технические характеристики теплового копья CrackJetII приведены в табл. 2.
- Подгрунтовка. Выполняется основной машиной путем розлива битумной эмульсии по месту ремонта.
- Заполнение места ремонта. Выполняется основной машиной и состоит в россыпи мелкого щебня, который предварительно обработан битумной эмульсией в камере смешения машины.
- Присыпка поверхности необработанным щебнем. Эта операция также выполняется основной машиной. Помимо этих обязательных этапов ремонта трещин и выбоин некоторые специалисты рекомендуют еще две технологические операции.
- Россыпь по поверхности отремонтированного места смеси минерального порошка с отсевами гранитного щебня. Эта операция не предусматривается ни производителями техники, ни нормативными документами, но рекомендуется специалистами США. Необходимость этой операции состоит в том, что добавление минерального материала значительно сокращает период распада эмульсии и делает поверхность менее пористой.
- Уплотнение. Данная операция также никем и ничем не предусматривается, но имеет весьма положительный эффект. Например, при работе с трещинами в нее с усилием в несколько тонн вдавливается щебень в трещину. Без уплотнения слой создаётся над трещиной, в котором со временем появляется отраженная трещина. Во время дождя эта трещина наполняется водой, а вследствие гидравлического удара разбивается под движением автомобиля. При работе с ямами уплотнение необходимо по тем же причинам. Также при уплотнении виброплитами происходит более тщательное смешивание эмульсии с минеральным материалом. В этом случае ускоряется химическая реакция по распаду эмульсии и на поверхность выдавливается освободившаяся вода.
Технические характеристики машин для заделки выбоин струйно-инъекционным методом приведены в табл. 9.
Таблица 9
Технические характеристики машин для заделки выбоин струйно-инъекционным методом
| Общий вид | Наименование технической характеристики | Величина | ||
| 1 | 2 | 3 | ||
 |
Марка | БЦМ-24.3 | ||
| Тип прицепа | Двухосный | |||
| Полная масса прицепа.кг | 4790 | |||
| Емкость цистерны с эмульсией, л | 1000 | |||
| Высота расположения распылителя.мм | 0 – 1250 | |||
| Габариты | Длина, мм | 4670 | ||
| Ширина, мм | 2500 | |||
| Высота, мм | 2130 | |||
 |
Марка | ЭД-205П | ||
| Тип прицепа | двухосный | |||
| Полная масса прицепа.кг | 3010 | |||
| Емкость цистерны с эмульсией, л | 1000 | |||
| Габариты | Длина, мм | 4300 | ||
| Ширина, мм | 2200 | |||
| Высота, мм | 1950 | |||
| Вертикальный ход манипулятора
над полотном, м |
1,0 | |||
| Вертикальный ход манипулятора
ниже уровня полотна, м |
0,2 | |||
 |
Марка | ЭД-205М-6 | ||
| Полная масса установки, кг | 2700 | |||
| Кузов для щебня | Кол-во частей, шт. | 2 | ||
| Объем, м3 | 4 | |||
| Подача | Шнек | |||
| Емкость цистерны эмульсии, л | 1400 | |||
| Минимальная мощность двигателя, кВт | 280 | |||
| Радиус работы, м | 4,5 | |||
 |
Марка | ЭД-205М-
4 |
||
| Полная масса установки, кг | 2500 | |||
| Кузов для щебня | Кол-во частей, шт. | 2 | ||
| Объем, м3 | 4 | |||
| Подача | Шнек | |||
| Емкость цистерны эмульсии, л | 1200 | |||
| Минимальная мощность двигателя, кВт | 280 | |||
| Радиус работы, м | 4,5 | |||
Ремонт с применением инфракрасных разогревателей асфальтобетона
Последней из рассматриваемых технологий ямочного ремонта асфальтобетонного покрытия является заделка выбоин при помощи установок для инфракрасного нагрева асфальтобетона. Основным преимуществом инфракрасного ремонта является отсутствие холодного соединения или шва. Такой эффект достигается тем, что ремонтируемые участки и примыкающие к ним площади подвергаются воздействию температуры одновременно. То есть ширина нагрева на 20-25 см превышает ширину ремонтируемого (разрыхляемого) участка. Это устраняет любые холодные соединения или швы и создаёт термальную связь в существующем дорожном покрытии, устраняет возможность попадания воды и мусора в швы и основание и не допускает разрушение поверхности.
Технология ремонта выбоин с использованием инфракрасного оборудования состоит в последовательном выполнении 8 операций.
- Очистить участок от мусора и/или воды.
- Установить инфракрасный нагреватель асфальта над участком, предназначенным для ремонта.
- Включить инфракрасный нагреватель от 5 до 9 мин в зависимости от типа, давности, глубины асфальта, сезона.
- Перемешать скребком или граблями размягченный на месте материал, устраняя дефекты,ямы и неровности.
- Для улучшения свойств добавляем восстанавливающий материал 1–2 кг на 1 м2.
- Добавить необходимое количество нового асфальта для создания ровной поверхности.
- Разровнять гладилкой.
- Уплотнить уложенный материал до необходимой степени.
Технологической особенностью разогрева является наличие двух периодов с разными режимами. Первый период состоит в нагреве поверхности покрытия, который выполняют до температуры 180 °С. Второй этап представляет собой более плавный нагрев покрытия по всей ширине до температуры около 80 °С в нижней части разогреваемого слоя при неизменной температуре на поверхности покрытия. Режим разогрева регулируется изменением расхода газа и высоты горелок над покрытием от 10 до 20 см.
В табл. 10 приведены технические характеристики установок, применяемых для инфракрасного ремонта асфальтобетонного покрытия.
Таблица 10
Технические характеристики установок для инфракрасного ремонта асфальтобетонных покрытий
| Общий вид | Технические характеристики | Величина | |
| 1 | 2 | 3 | |
 |
Марка | КМ4-40 | |
| Тип | Складывающийся
прицеп |
||
| Полная масса,кг | 367,4 | ||
| Тип топлива | Пропан | ||
| Объем баллонов пропана, л | 332,6 | ||
| Потребление пропана, кг/ч | 11,34 | ||
| Габариты
транспортные |
Длина, м | 2,54 | |
| Ширина, м | 1,98 | ||
| Размеры зоны нагрева, м | 2–0,611,22 | ||
| 2–0,911,22 | |||
 |
Марка | КМ4-48 | |
| Тип | Складывающийся
прицеп |
||
| Полная масса,кг | 367,4 | ||
| Тип топлива | Пропан | ||
| Объем баллонов пропана, л | 332,6 | ||
| Потребление пропана, кг/ч | 11,34 | ||
| Габариты транспортные | Длина, м | 2,54 | |
| Ширина, м | 2,27 | ||
| Размеры зоны нагрева, м | 2–0,611,22 | ||
| 2–1,221,22 | |||
 |
Марка | КМ 2-18Х | |
| Тип | Складывающаяся | ||
| Полная масса,кг | 194 | ||
| Тип топлива | Пропан | ||
| Объем баллонов пропана, л | 232,6 | ||
| Потребление пропана, кг/ч | 6,4 | ||
| Габариты транспортные | Длина, м | 1,98 | |
| Ширина, м | 1,06 | ||
| Размеры зоны нагрева, м | 2–1,060,99 | ||
| 1 | 2 | 3 | |
 |
Марка | КМ 2-36 | |
| Тип | Складывающаяся | ||
| Полная масса,кг | 360 | ||
| Тип топлива | Пропан | ||
| Объем баллонов пропана, л | 432,6 | ||
| Потребление пропана, кг/ч | 10,1 | ||
| Габариты транспортные | Длина, м | 3,66 | |
| Ширина, м | 0,91 | ||
| Размеры зоны нагрева, м | 2–0,911,83 | ||
 |
Марка | КМ 2-16 | |
| Тип | Складывающаяся | ||
| Полная масса,кг | 125 | ||
| Тип топлива | Пропан | ||
| Объем баллонов пропана, л | 232,6 | ||
| Потребление пропана, кг/ч | 5,44 | ||
| Габариты транспортные | Длина, м | 1,47 | |
| Ширина, м | 1,24 | ||
| Высота, м | 0,76 | ||
| Размеры зоны нагрева, м | 2–0,611,22 | ||
 |
Марка | LB 2-16 | |
| Тип | Складывающаяся | ||
| Полная масса,кг | 124,6 | ||
| Тип топлива | Пропан | ||
| Объем баллонов пропана, л | 232,6 | ||
| Потребление пропана, м3/ч | 1,91 | ||
| Габариты рабочие | Длина, м | 1,22 | |
| Ширина, м | 1,22 | ||
| Размеры зоны нагрева, м | 2–1,22 | ||
Выполнив разогрев покрытия, приступают к разрыхлению асфальтобетона на всю глубину выбоины. Для этого применяют грабли. Недостаток материала для заделки выбоины компенсируется добавкой новой горячей асфальтобетонной смеси, которую подают из бункера-термоса. Новую и старую разрыхленную смесь перемешивают и укладывают по всей площади карты слоем больше глубины в 1,2–1,3 раза, то есть с учетом коэффициента запаса на уплотнение.
Уплотнение смеси производят от краёв к середине карты, применяя ручные виброплиты или виброкатки.
Применение установок инфракрасного разогрева асфальтобетона позволяет обойтись без фрезерования материала покрытия и устройства холодных швов. Добавление нового материала обеспечивает регенерацию асфальтобетона. Эти достоинства технологии инфракрасного ремонта позволяют выполнить работы с наилучшим качеством. В результате срок службы отремонтированного участка выше, чем при применении других технологий.
На рис. 19 – 23 представлены некоторые рабочие моменты ремонта асфальтобетонного покрытия при применении инфракрасных нагревателей.

Рис. 19. Передвижение установки КМ4-40 к месту нагрева

Рис. 20. Инфракрасный излучатель

Рис. 21. Разогретый участок

Рис. 22. Перемешивание разогретого установкой КМ4-48

Рис. 23. Разравнивание асфальтобетонной смеси при ремонте установкой КМ4-48
