Сварка – распространенная операция при монтаже оборудования и трубопроводов. Применяют дуговую ручную, механизированную и автоматическую сварку под флюсом и в среде защитных газов, газовую сварку и резку.
Перед образованием сварного соединения выполняют операции по подготовке деталей под сварку и их сборку; после сварки — термическую обработку по необходимости и зачистку сварных швов, контроль сварного соединения.
При подготовке и сборке деталей (заготовок) под сварку следует обеспечить заданные зазоры между свариваемыми элементами, разделку кромок под сварку, которую получают механическими способами, газопламенной, плазменной резкой.
Свариваемые кромки на ширину 25….30 мм должны быть очищены от окалины, коррозии, масла, краски и прочих загрязнений и высушены. Для ручной дуговой сварки основные типы, конструктивные элементы и размеры сварных соединений принимают в соответствии с ГОСТ 5264–80.
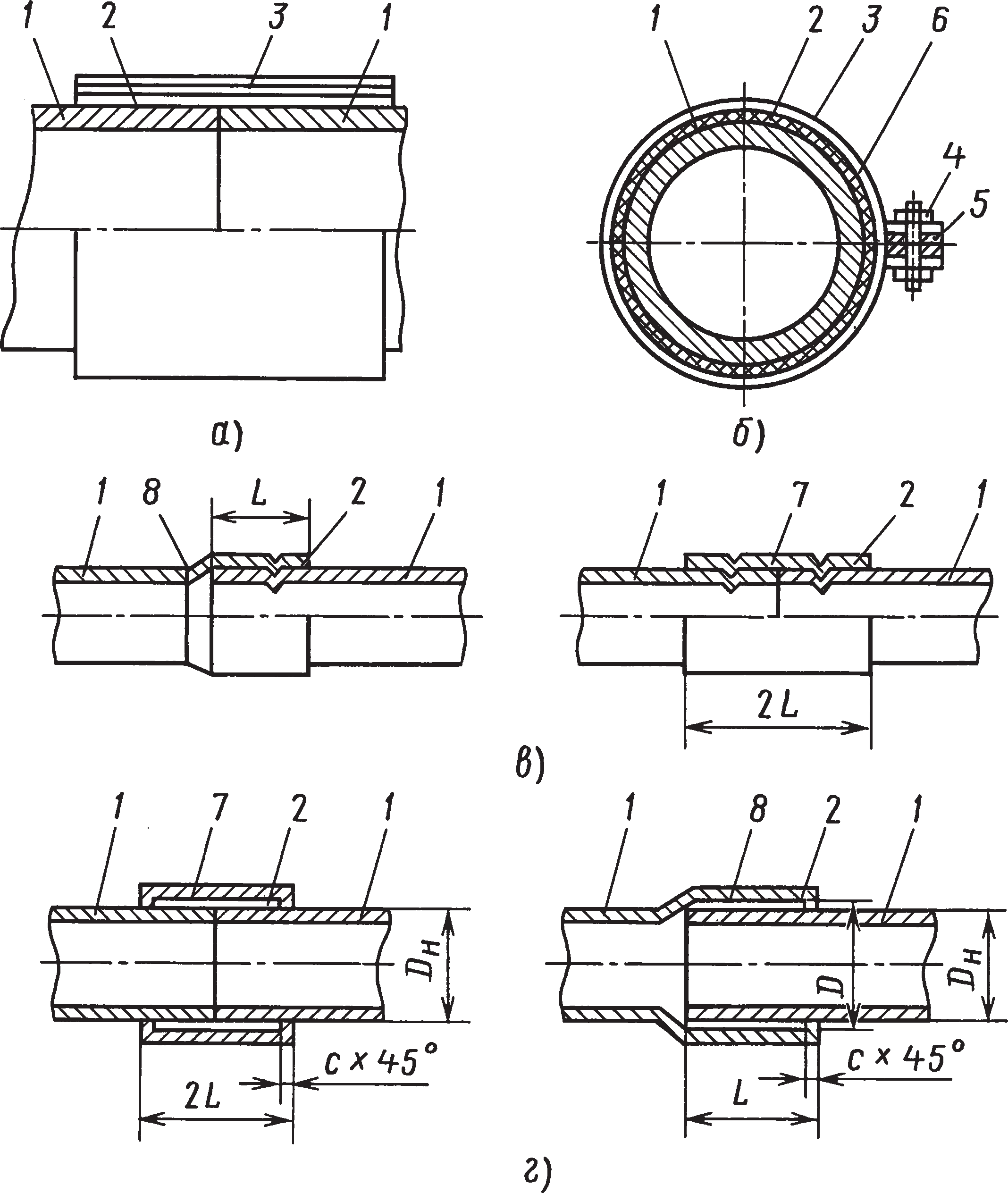
Рис. 2. Схемы клеевых соединений трубопроводов: а — бандажного типа; б — бандаж из металлической ленты; в — клеемеханическое; г — муфтового и раструбного типов; 1 — склеиваемые трубы; 2 — клей; 3 — стеклоткань; 4 — резьбовое соединение; 5 — вкладыши; 6 — бандаж из металлической ленты; 7 — муфта; 8 — раструб
Сборка сварных соединений заключается в последовательном расположении собираемых деталей по чертежу и предварительном скреплении их между собой с помощью различных приспособлений (рис. 3) с последующим наложением коротких сварных швов, располагаемых равномерно по периметру стыка (прихваток).
Прихватки выполняют длиной до 60 мм на расстоянии не более 500 мм. Детали, элементы и узлы трубопроводов собирают под сварку также на прихватках. Число и длина прихваток зависят от диаметра трубопровода.
Соединяемые концы труб, деталей и элементов трубопроводов перед сборкой и сваркой должны быть очищены от коррозии и загрязнений по кромкам и прилегающим к ним наружной и внутренней поверхностям на ширину 10…15 мм.
Смещение кромок при сборке стыка контролируют линейками, а отклонение от перпендикулярности подготовленных под сварку торцов — угольниками по двум взаимно-перпендикулярным направлениям. Размеры снятой фаски проверяют по шаблону.
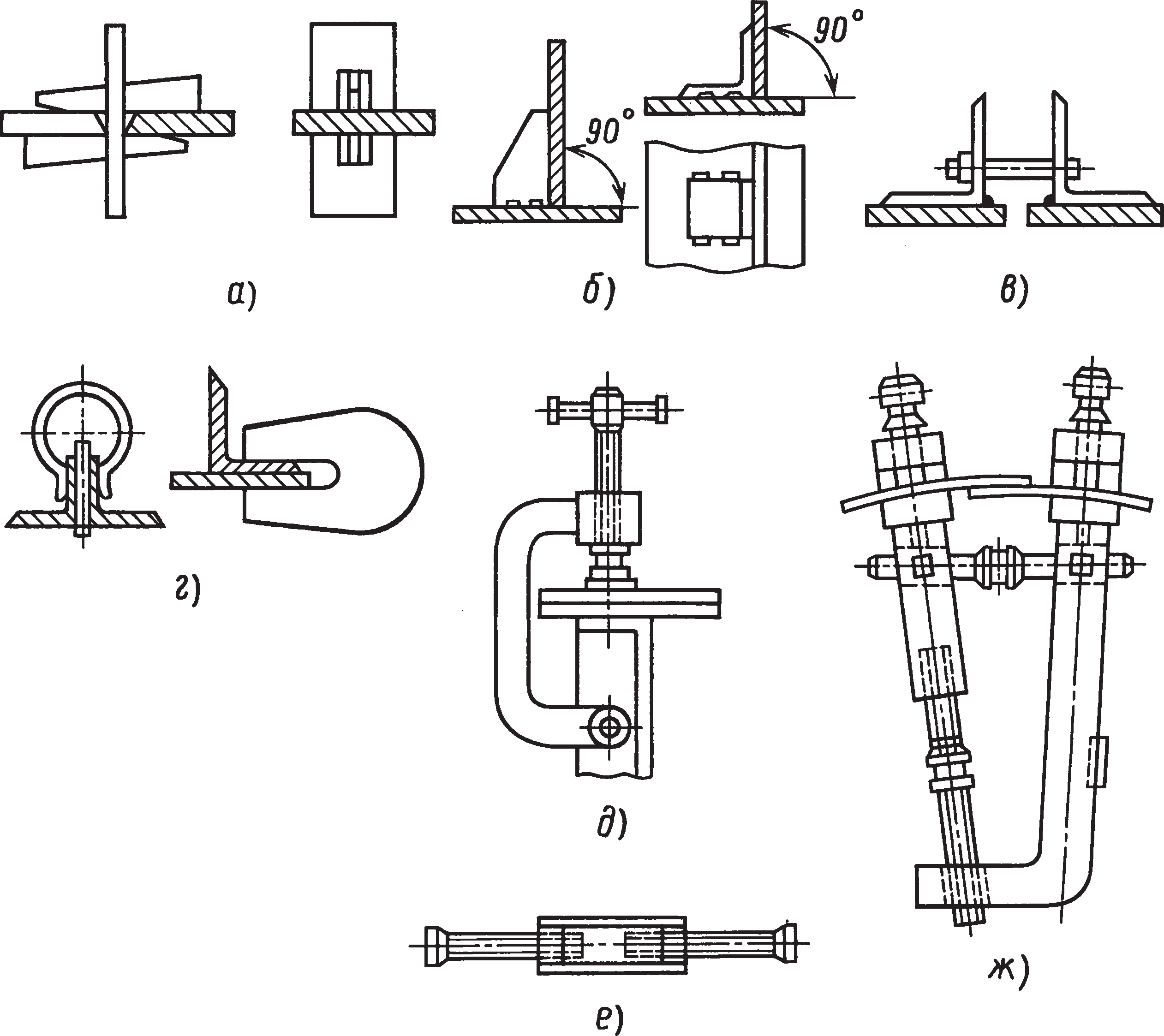
Рис. 3. Универсальные сборочные приспособления для сварки: а — клинья; б — упоры для листов и угловых профилей; в — уголки на прихватах с бортом; г — скобы; д — струбцины; е и ж — винтовые стяжки
В зависимости от наружного диаметра трубы Dн отклонение от перпендикулярности при контроле угольником с длиной полки 100 мм не должно превышать следующих величин:
Для уменьшения отклонений от соосности и овальности стыкуемых концов труб применяют наружные и внутренние центраторы различных конструкций.
| Наружный диаметр, мм | До 133 | 159…219 | 273…325 | 377…630 | Св. 630 |
| Отклонение от перпендикулярности торцов к оси трубы, ° | 1 | 2 | 2,5 | 3 | 5 |
