Виды резьбовых соединений. Резьбовым называют соединение составных частей изделия, выполняемое с помощью детали, имеющей резьбу. Резьбу (табл. 1) образуют на цилиндрическом или коническом стержне нарезанием канавок с сечением определенного профиля или накаткой.
Резьбы, применяемые для неподвижных соединений, называют крепежными, или крепежно-уплотняющими. Такие резьбы должны обеспечивать прочность, а в некоторых случаях и герметичность соединений. Резьбы, образующие подвижные соединения для передачи заданного перемещения одной детали относительно другой, называют кинематическими. Эти резьбы должны обеспечивать передачу требуемых сил, необходимую точность перемещений и минимальные потери на трение.
Таблица 1. Основные виды резьб
| Резьба | Номинальный диаметр, мм | Шаг резьбы Р, мм | Угол профиля, ° |
| Крепежная:
метрическая с крупным шагом (ГОСТ 8724–81) |
0,25…68 | 0,075…6 | 60 |
| метрическая с мелким шагом (ГОСТ 8724–81) | 1…600 | 0,2…6 | |
| дюймовая (ОСТ НКТП 1260) | 3/16…4″ | 3…24 нитки
на дюйм |
55 |
| метрическая коническая (ГОСТ 25229–82) | 6…60 | 1…2 | 60 |
| круглая | 8…200 | 2,54…6,35 | 30 |
| Для передачи движения:
трапецеидальная однозаходная (ГОСТ 24737–81, 24738–81) |
8…640 | 1,5…48 | |
| трапецеидальная многозаходная (ГОСТ 24739–81) | 10…320 | ||
| упорная (ГОСТ 10177–82) | 10…640 | 2…48 | Передний 3,
задний 30 |
| Крепежно-уплотняющая:
трубная цилиндрическая (ГОСТ 6357–81) |
1/16…6″ | 11…28 ниток
на дюйм |
55 |
| трубная коническая (ГОСТ 6211–81) | |||
| дюймовая коническая (ГОСТ 6111–52) | 1/16…2″ | 11,5…28 ниток
на дюйм |
60 |
Метрические резьбы в основном применяют для крепежных шпилек, болтов, винтов и гаек; трубная предназначена для различных трубных соединений; прямоугольную и трапецеидальную используют для деталей передачи движения, например в ходовых винтах, домкратах и т.п.; упорная резьба рекомендуется для механизмов, работающих под большим давлением, например в гидравлических и механических прессах; круглую резьбу применяют для водопроводной арматуры, вагонных сцепок и др.; коническую широко используют в трубных соединениях, работающих при высоких давлениях.
Порядок сборки. Сборку резьбовых соединений осуществляют следующими методами: приложением крутящего момента, ударно-вращательных импульсов, осевых сил к крепежным деталям; температурной деформацией. Выбор метода сборки резьбовых соединений зависит от требуемой точности конструктивных особенностей резьбового соединения и серийности сборки.
Резьбовые соединения собирают в такой последовательности. Осуществляют расконсервацию крепежных и соединяемых деталей, снимая защитную смазку бензином-растворителем. Тщательно проверяют состояние резьбы, снимают заусенцы, поврежденные места зачищают, резьбу смазывают и контролируют свинчиваемость соединения. Резьбу смазывают графитовой пастой, состоящей из 40 % графита и 40 % смазки ЦИАТИМ*221, или машинным маслом с добавкой 20 % графита. (Вид смазки для ответственных резьбовых соединений указывает завод-изготовитель). Затем проверяют прилегание стыкуемых поверхностей; при необходимости осуществляют пригонку и устраняют забоины, заусенцы. Для создания герметичности соединяемые поверхности иногда пришабривают или притирают. При наличии прокладок контролируют правильность их положения. Зазор между поверхностями разъема выдерживают согласно техническим условиям.
При сборке болтовых соединений совмещают оси отверстий и вставляют сначала болты, а затем устанавливают шайбы или подкладные стопорные элементы и навинчивают гайки. Предварительно затягивают гайки и измеряют зазор по их опорным поверхностям. Прилегание опорных поверхностей гаек должно быть не менее 75 % по всей длине их окружности. Окончательно затягивают гайки, в соответствии с техническими условиями контролируют правильность взаимной ориентации соединяемых деталей, крутящий момент или заданную осевую силу.
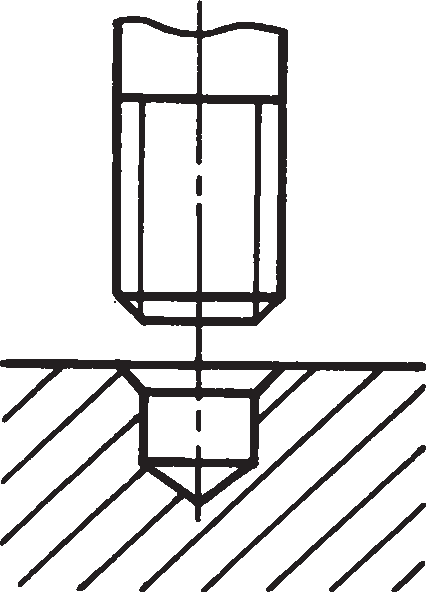
При сборке соединений со шпильками последние ввертывают в корпус, устанавливают промежуточные детали и шайбу и навинчивают гайку. Чтобы шпилька не вращалась при завинчивании гайки, в соединении шпильки с корпусом должен быть натяг, а с гайкой — зазор. Для правильной постановки шпилек необходимо выдержать перпендикулярность оси резьбового отверстия к опорной поверхности корпусной детали (табл. 2). Отклонение от перпендикулярности оси шпильки контролируют с помощью угольника и щупа, а высоту — по шаблону (рис. 1).
Правильно поставленная шпилька в отверстии должна сидеть плотно и при отвинчивании гайки не должна вывинчиваться из детали. Недопустимо подгибать шпильки, не входящие в отверстие детали, поскольку во время эксплуатации таких соединений возникают трещины. Перекос шпилек исправляют только нарезанием новой резьбы в корпусе.
Таблица 2. Отклонения от перпендикулярности (мм) шпильки относительно опорной поверхности корпуса
| Степень точности резьбы | Длина выступающей части шпильки, мм | ||
| До 50 | 50…120 | Св. 120 | |
| 4 | 0,06 | 0,06 | 0,10 |
| 6 | 0,10 | 0,10 | 0,16 |
| 8 | 0,16 | ||
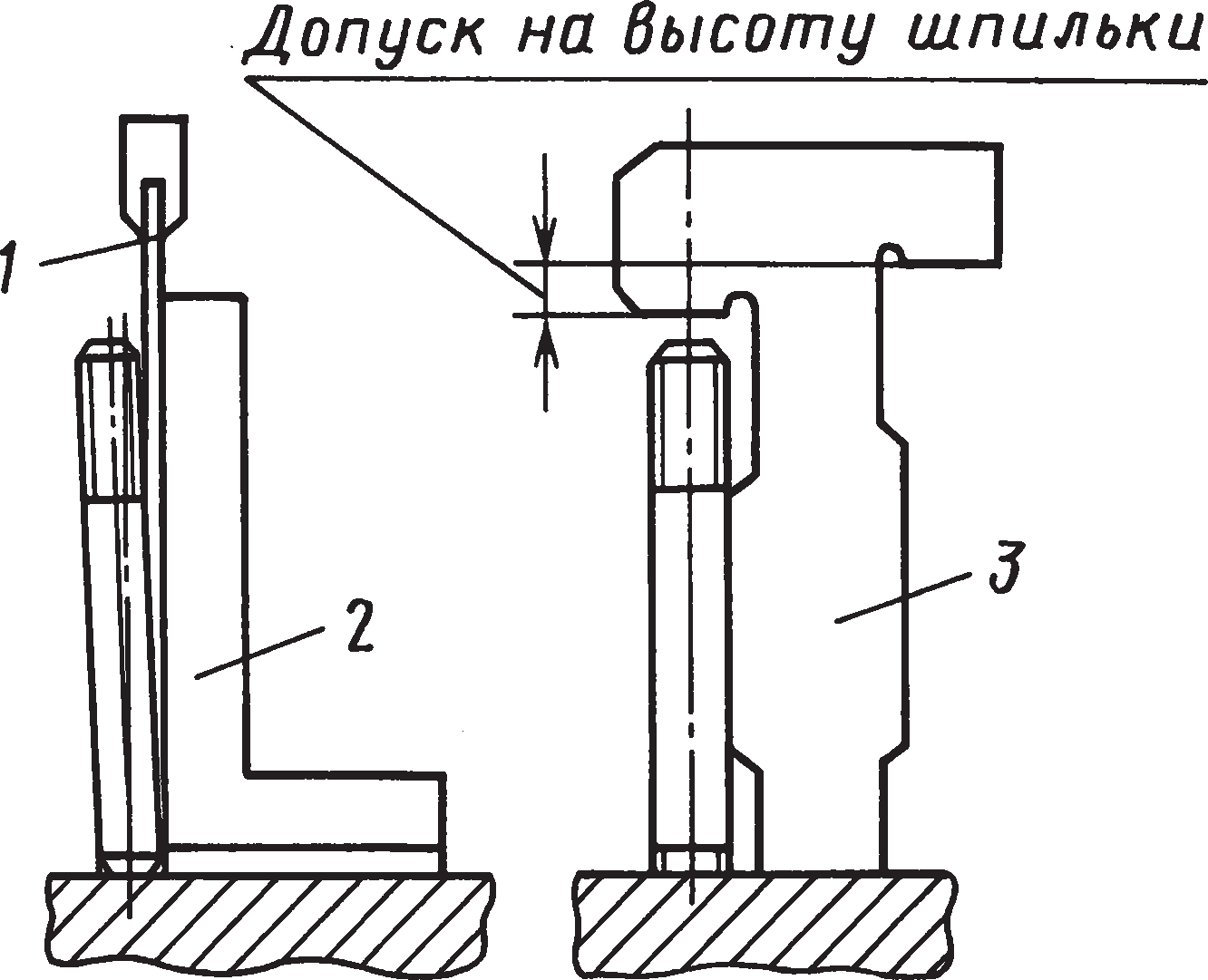
Рис. 1. Схема контроля отклонения от перпендикулярности и длины выступающей части шпильки: 1 — щуп; 2 — угольник; 3 — шаблон
Для завинчиванием шпилек используют гайки, простейшие и специальные приспособления (рис. 2), а также механизированные шпильковерты.
Сломанную часть шпильки удаляют несколькими способами. Если сломанная часть шпильки выступает над поверхностью детали, запиливают грани по выступающей части и разводным ключом или ручными тисками вывинчивают обломок. Когда обломанная шпилька не выступает над поверхностью детали, шпильку удаляют следующими способами.
Сверлят отверстие и забивают в него зубчатый бор (рис. 3, а).
При вращении за квадратную головку бора шпилька вывертывается. Для вывертывания обломка шпильки в просверленное отверстие может быть вставлен другой инструмент — экстрактор, представляющий собой конический стержень, на поверхности которого нарезаны специальные левые канавки (рис. 3, б). При ввертывании экстрактора шпилька вывинчивается.
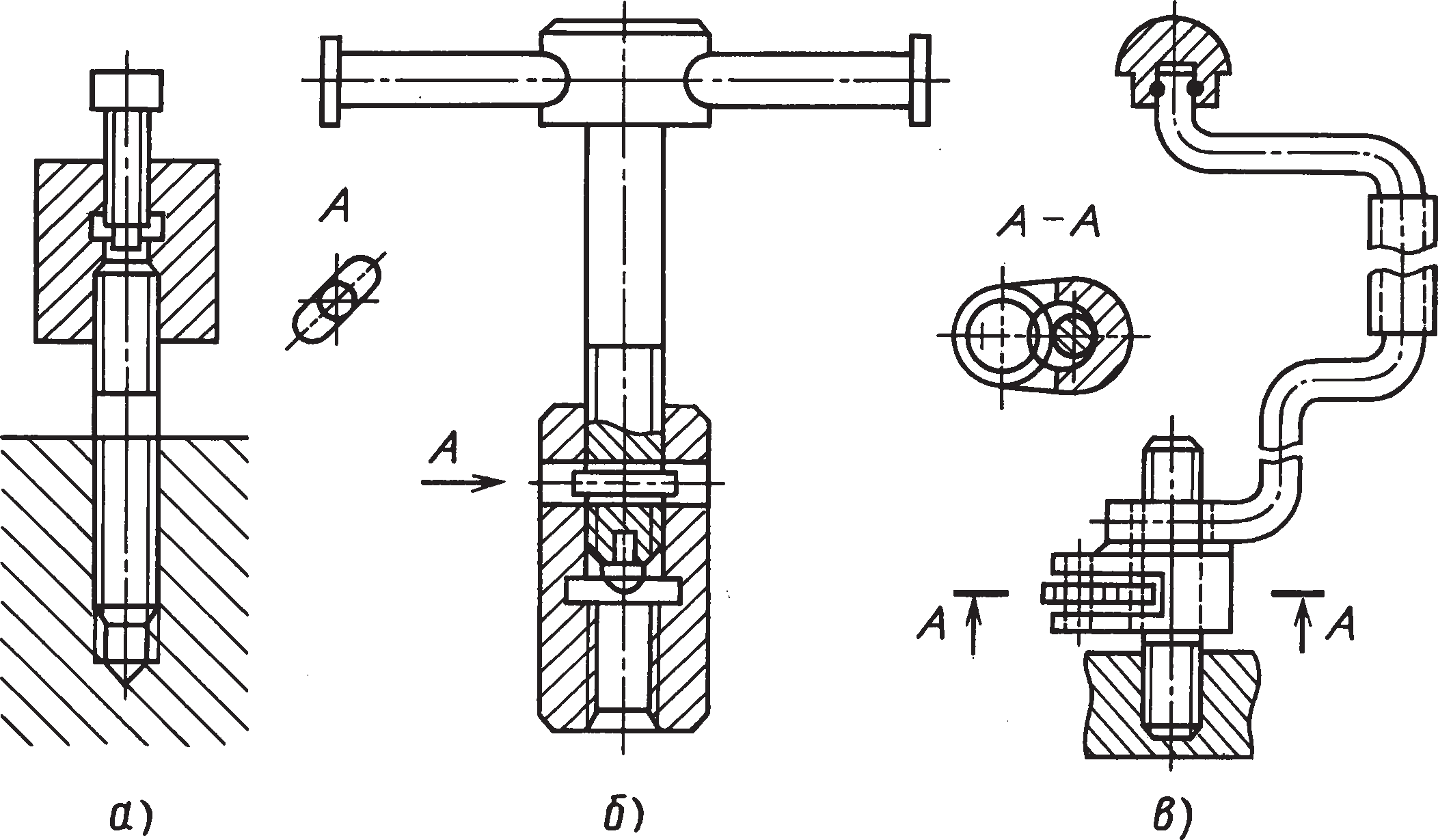
Рис. 2. Средства для завинчивания шпилек: а — специальное приспособление «солдатик»; б — ключ для завинчивания шпилек; в — ключ для завинчивания шпилек за гладкую часть
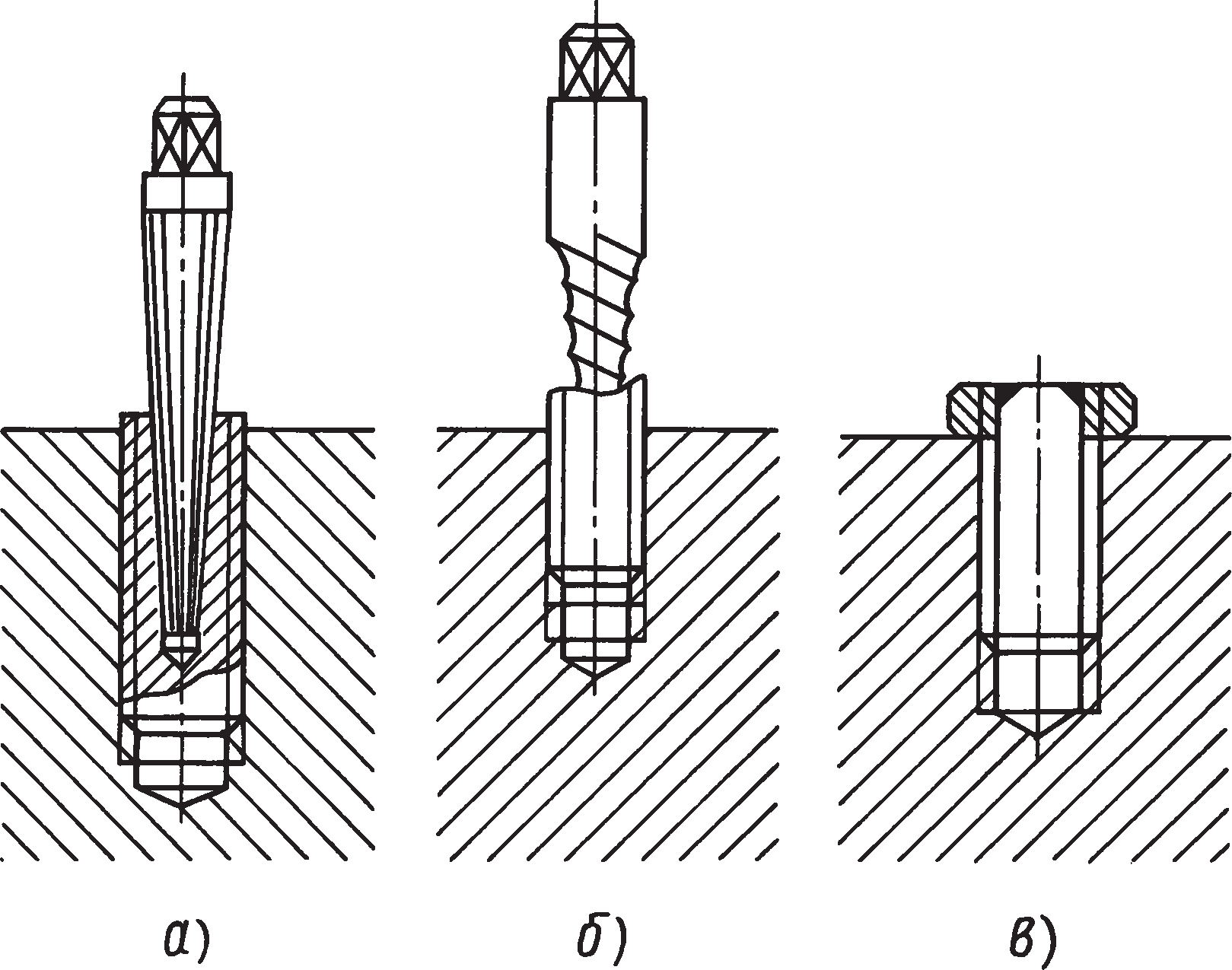
Рис. 3. Способы удаления сломанных шпилек: а — зубчатым бором; б — коническим экстрактором с левой резьбой; в — с помощью приварной гайки
В определенных случаях к торцу сломанной шпильки можно приварить гайку (рис. 3, в) и вывернуть их совместно. Из алюминиевых корпусов сломанную шпильку можно удалить раствором азотной кислоты; из отверстий небольших корпусных деталей — электроэрозионным сверлением.
Основное требование, предъявляемое к постановке шпилек в корпусные детали, — обеспечение устойчивости сопряжения шпильки с корпусом. Недопустимо страгивание, поворот или вывертывание шпильки при затяжке либо отвертывании гайки и в процессе эксплуатации. Это требование обеспечивается созданием на боковых гранях витков шпильки и корпуса значительных давлений, а следовательно, и сил трения, препятствующих повороту шпильки. Рекомендуемые способы стопорения шпилек приведены в табл. 3.
Эффективность стопорения шпильки в корпусе можно оценить по крутящему моменту стягивания при ее отвинчивании, который зависит от момента затяжки шпильки при завинчивании. Стопорение шпилек путем натяга по среднему диаметру резьбы начало широкое применение в точном машиностроении. При этом способе стопорение происходит в результате сил трения, возникающих на профиле от радиального натяга.
Посадки выбирают в зависимости от их назначения и материала корпуса. Для шпилек с диаметром резьбы 10…30 мм при установке их в стальные корпуса натяг по среднему диаметру составляет 0,02…0,06 мм, а в чугунные или алюминиевые — 0,04…0,12 мм.
Способ стопорения шпилек посадкой на сбег резьбы наиболее прост и экономичен. Шпильку свободно ввинчивают в отверстие, а затем вдавливают участком сбега в фаску витка резьбы корпуса, создавая радиальный натяг на сбеге и осевой на профиле резьбы.
Стопорение шпилек упором бурта и в дно резьбового отверстия происходит вследствие сил трения на опорной поверхности бурта и конуса шпильки, а также на профиле резьбы от осевого натяга. Стопорение с помощью бурта существенно повышает сопротивление усталости соединения; однако это связано с увеличением трудоемкости изготовления и размеров резьбовой детали. При посадке шпильки на клей предусматривают гарантированный зазор по среднему диаметру резьбы, что снижает требование к точности изготовления резьбовых деталей, но увеличивает трудоемкость сборки соединений.
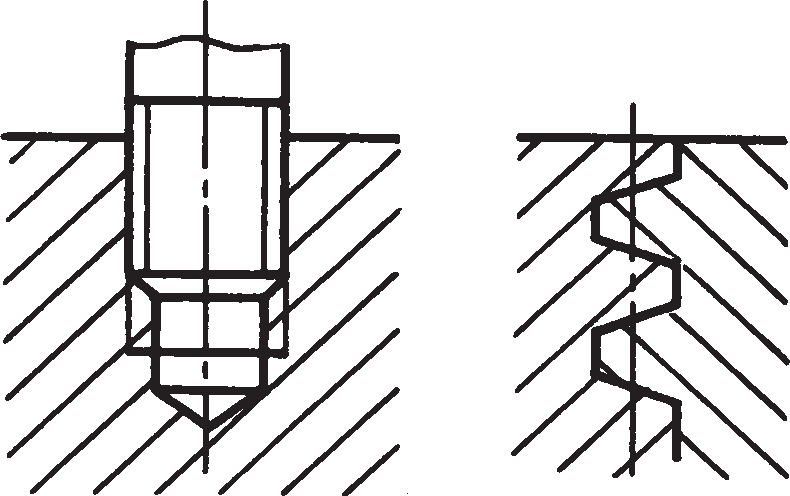
Таблица 3. Способы стопорения шпилек в корпусных деталях
| Тип соединения | Способ стопорения | Материал корпусной детали | Примечание |
 |
Путем натяга по среднему диаметру резьбы | Сталь, чугун, сплавы алюминия и магния | Применяется в ответственных соединениях как при глухих, так и при сквозных отверстиях |
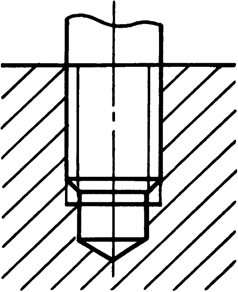 |
Посадкой на сбег резьбы | Сталь, чугун, сплавы алюминия | Не рекомендуется применять при высоких динамических нагрузках. Используется при глухих сквозных отверстиях |
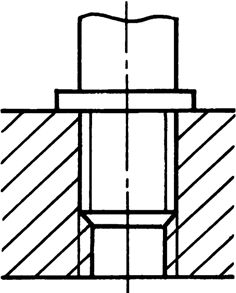 |
Упором бурта шпильки | Сплавы алюминия | Наименьший диаметр бурта должен быть не менее 1,5 мм. Применяется при глухих и сквозных отверстиях |
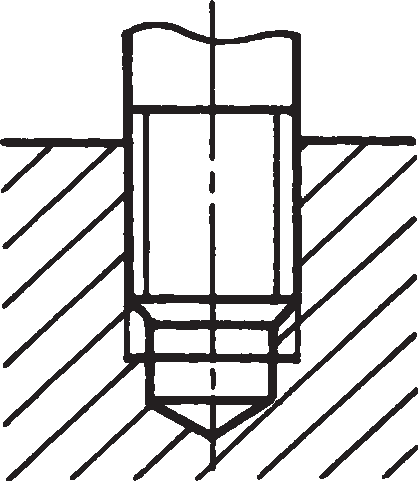 |
Упором в дно резьбового отверстия | Сталь, сплавы алюминия | Угол фаски шпильки должен быть равен углу заточки сверла. Применяется только при глухих отверстиях |
 |
Посадкой на клей | Сталь, мягкие металлы | Температурный режим работы соединения ограничен температурным диапазоном клея. Применяется при глухих и сквозных отверстиях |
 |
Завинчиванием шпильки в гладкое отверстие | Легкие сплавы алюминия и магния | Шпилька завинчивается через кондукторную втулку. Применяется при глухих и сквозных отверстиях |
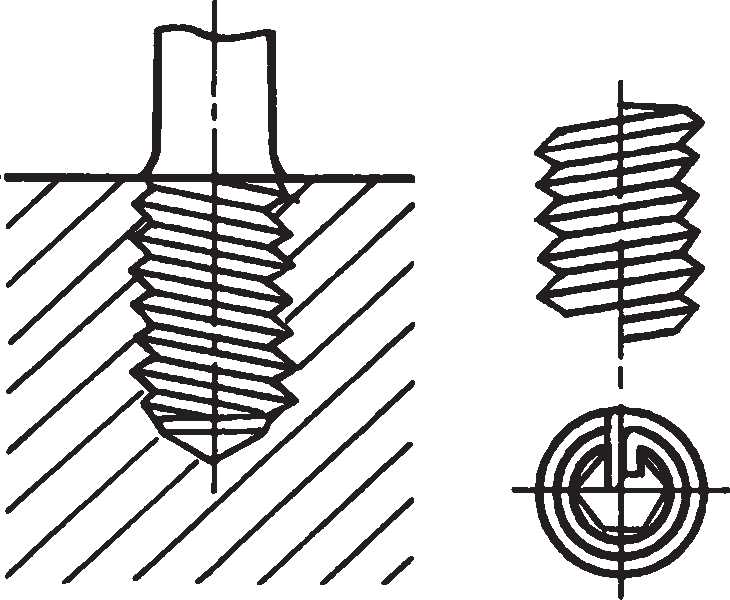 |
Установкой спиральной вставки | Легкие сплавы алюминия и магния | Применяется для увеличения поверхности среза резьбы в отверстии корпуса |
При стопорении спиральной вставкой последняя представляет винтовую пружину, изготовленную из проволоки ромбического сечения. Такая вставка увеличивает в корпусной детали поверхность среза резьбы, а это особенно важно, когда корпус выполнен из материала, менее прочного, чем материал шпильки.
Для получения равномерной затяжки всех гаек, болтов или шпилек группового соединения применяют предельные или динамометрические ключи и определенный порядок сборки. Неответственные резьбовые соединения затягивают в два «обхода», ответственные — в три-четыре обхода, постепенно увеличивая силу затяжки Рз до номинальной: первый обход — 0,2Рз, второй — 0,5Рз, третий — 0,7Рз и четвертый — 1,0Рз. Кроме того, затяжку групповых соединений необходимо выполнять в последовательности, показанной на рис. 4.
Инструментами для сборки резьбовых соединений являются: ручные гаечные ключи различных конструкций; ключи для шпилек; разнообразные отвертки, в частности с регулируемым крутящим моментом; механизированный инструмент; специальные приспособления и устройства. Длина рукоятки гаечного ключа принята равной не более 15 диаметрам резьбы, а прикладываемая сила не более 200 Н, что обеспечивает нормальную затяжку и исключает возможность срыва резьбы.
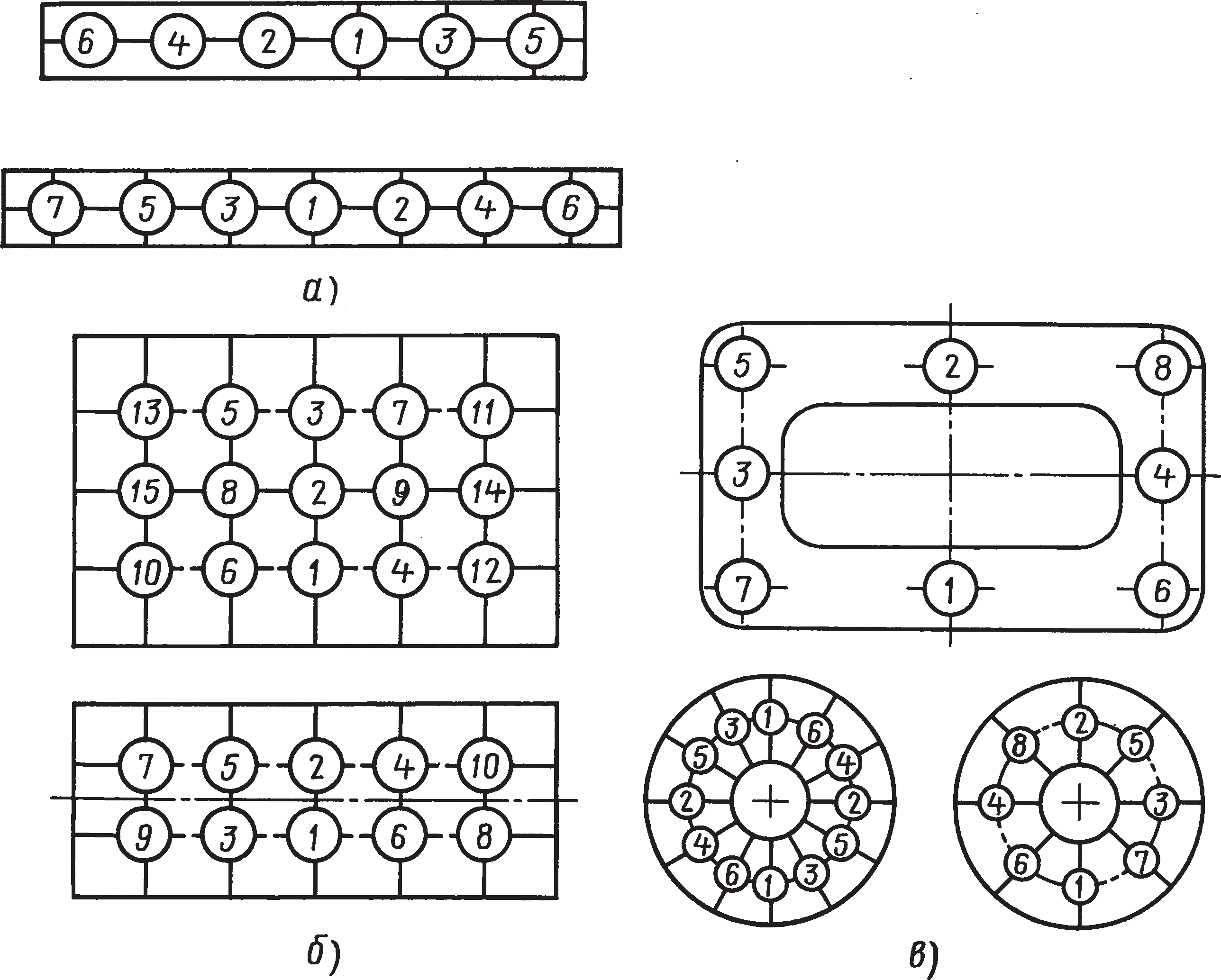
Рис. 4. Схема последовательности затяжки: а — полосовых стыков; б — прямоугольных стыков; в — фланцевых стыков; цифрами обозначены номера операций
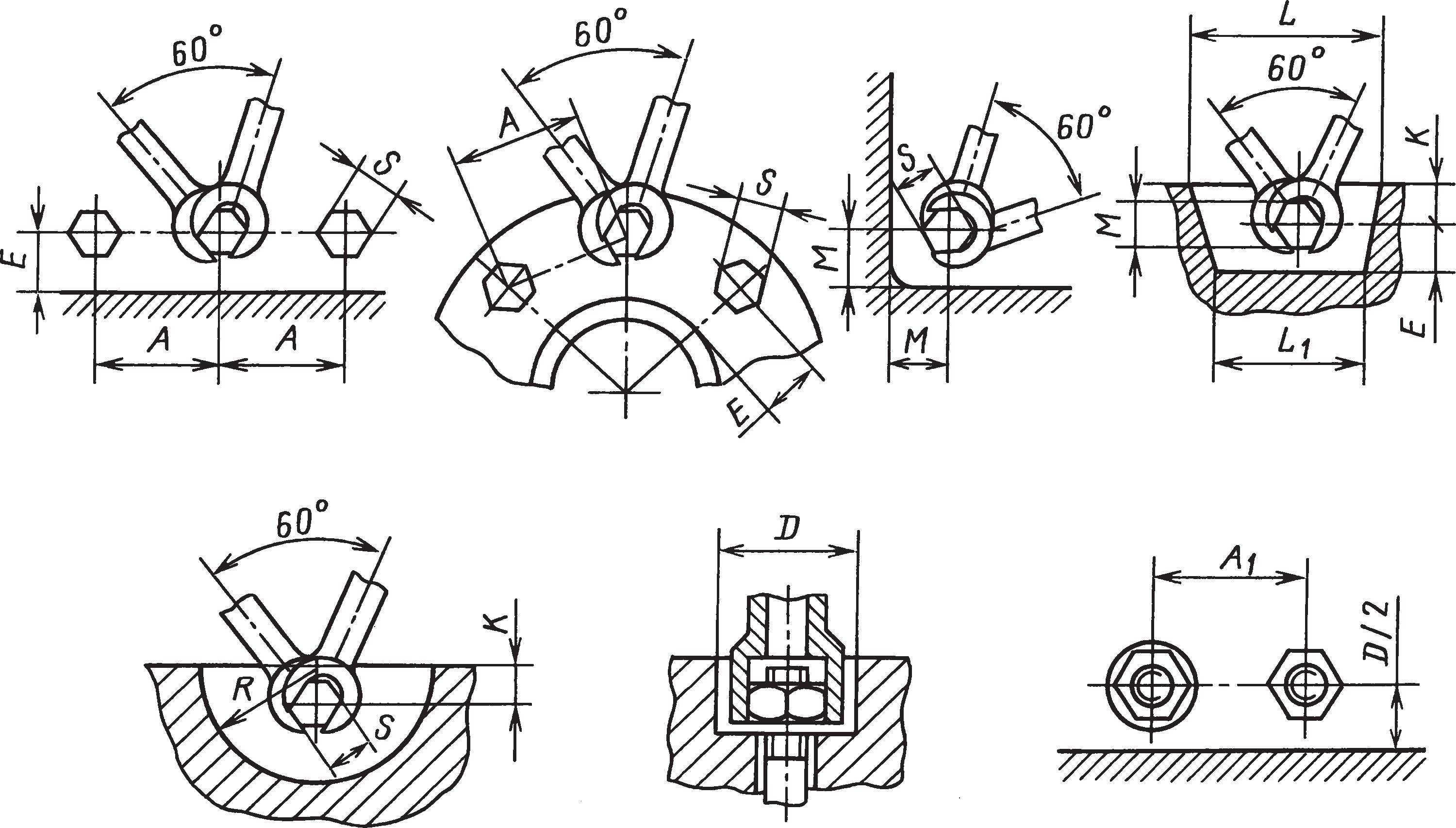
При необходимости обеспечить крутящий момент свыше 200 Н⋅м используют ключи с удлиненной рукояткой, мультипликаторы, а также ключи и приспособления с гидро* и пневмоприводом. Выбор конструкций ключей зависит от исполнения мест головки гаек (табл. 4), расположения сборочных единиц.
Таблица 4. Минимальные размеры мест (мм) под головки гаечных ключей
 |
||||||||
| Зев S
ключа |
A | E = K | M | L | L1 | R | D | A1 |
| 10 | 20 | 8 | 11 | 36 | 28 | 18 | 22 | 18 |
| 12 | 24 | 10 | 13 | 45 | 34 | 22 | 26 | 20 |
| 13 | 26 | 10 | 14 | 45 | 34 | 23 | – | – |
| 14 | 28 | 11 | 15 | 48 | 36 | 24 | 26 | 22 |
| 17 | 34 | 13 | 17 | 52 | 38 | 26 | 30 | 26 |
| 19 | 36 | 14 | 19 | 60 | 45 | 30 | 32 | 30 |
| 22 | 42 | 15 | 24 | 72 | 55 | 36 | 36 | 32 |
| 24 | 48 | 16 | 25 | 78 | 60 | 38 | 40 | 36 |
| 27 | 52 | 19 | 28 | 85 | 65 | 42 | 45 | 40 |
| 30 | 58 | 20 | 30 | 98 | 75 | 48 | 48 | 45 |
| 32 | 62 | 22 | 32 | 100 | 80 | 50 | 52 | 48 |
| 36 | 68 | 24 | 36 | 110 | 85 | 55 | 60 | 52 |
| 41 | 80 | 26 | 40 | 120 | 90 | 60 | 63 | 60 |
| 46 | 90 | 30 | 45 | 140 | 105 | 68 | 70 | 65 |
| 50 | 95 | 32 | 48 | 150 | 110 | 72 | 75 | 70 |
| 55 | 105 | 36 | 52 | 160 | 120 | 80 | 85 | 78 |
| 60 | 110 | 38 | 55 | 170 | 130 | 85 | Параметры отсутствуют | |
| 65 | 120 | 42 | 60 | 185 | 145 | 92 | ||
| 70 | 130 | 45 | 65 | 200 | 160 | 98 | ||
| 75 | 140 | 48 | 70 | 210 | 170 | 105 | ||
| 80 | 150 | 48 | 75 | 230 | 190 | 115 | ||
| 85 | 160 | 52 | 82 | 250 | 195 | 125 | ||
| 90 | 170 | 58 | 88 | 260 | 200 | 130 | ||
| 95 | 175 | 58 | 92 | 280 | 210 | 135 | ||
| 100 | 190 | 65 | 98 | 300 | 230 | 145 | ||
| 105 | 200 | 68 | 102 | 310 | 240 | 150 | ||
| 110 | 205 | 70 | 105 | 320 | 250 | 155 | ||
| 115 | 215 | 72 | 110 | 340 | 270 | 160 | ||
| 130 | 245 | 80 | 120 | 380 | 290 | 190 | ||
| 145 | 275 | 95 | 140 | 430 | 320 | 210 | ||
| 155 | 295 | 100 | 150 | 450 | 350 | 225 | ||
| 175 | 330 | 110 | 165 | 510 | 390 | 255 | ||
| 180 | 335 | 115 | 170 | 530 | 410 | 265 | ||
| 185 | 345 | 115 | 175 | 540 | 420 | 270 | ||
| 200 | 370 | 120 | 180 | 580 | 450 | 290 | ||
| 210 | 395 | 130 | 205 | 610 | 470 | 305 | ||
| 225 | 420 | 140 | 220 | 650 | 500 | 325 | ||
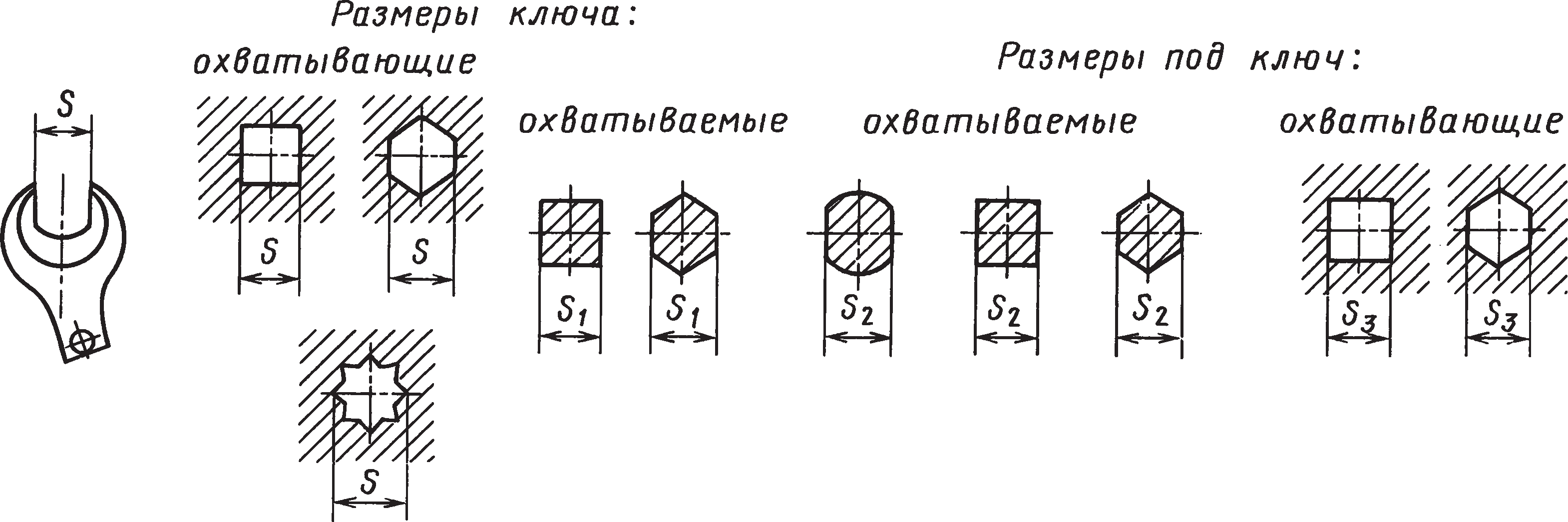
В процессе затяжки резьбовых соединений могут происходить срывы ключей и смятие кромок гаек или головки болтов (винтов). Поэтому зазоры между губками ключей и гайками или головками болтов (винтов) должны находиться в заданных пределах (табл. 5). Не допускается применять изношенные ключи.
Таблица 5. Допустимые отклонения (мм) размеров ключа и под ключ
 |
|||||||
| Размеры ключа | Размеры под ключ | ||||||
| S — охватывающие | S1 —
охватываемые |
S2 — охватываемые | S3 —
охватывающие |
||||
| Номинальные размеры S; S1; S2; S3 | нормальной точности | грубой точности | повышенной точности | нормальной точности | грубой точности | ||
| 10 | +0,19 | 0,24 | –0,058 | –0,20 | –0,36 | — | +0,15 |
| +0,04 | +0,04 | +0,05 | |||||
| 12, 13 | +0,24 | +0,35 | –0,120 | –0,24 | –0,43 | — | +0,18;
+0,06 |
| +0,04 | +0,04 | ||||||
| 14 | +0,27 | +0,35 | |||||
| +0,05 | +0,05 | ||||||
| 17 | +0,30 | +0,40 | |||||
| +0,05 | +0,05 | ||||||
| 19; 22; 24 | +0,36 | +0,46 | –0,140 | –0,28 | –0,52 | +0,21;
+0,07 |
|
| +0,06 | +0,06 | ||||||
| 27; 30 | +0,48 | +0,48 | –0,84 | ||||
| +0,08 | +0,08 | ||||||
| 32; 36;
41; 46; 50 |
+0,60 | +0,70 | –0,170 | –0,34 | –1,00 | +0,25 | |
| +0,10 | +0,10 | +0,05 | |||||
| 55; 60;
65; 70 |
+0,72 | +0,92 | –0,20 | –0,40 | –1,20 | +0,30 | |
| +0,12 | +0,12 | +0,10 | |||||
| 75; 80;
85; 90; 95; 100 |
+0,85 | +1,15 | — | –0,87 | –1,40 | – | |
| +0,15 | +0,15 | ||||||
| 105; 110;
115 |
+1,00;
+0,20 |
+1,40;
+0,20 |
|||||
| 130; 145;
155; 175; 180; 185; 200; 210 |
+1,25 | –1,00 | –1,60 | ||||
| +0,25 | – | –1,15 | –1,90 | ||||
| 225 | +1,50;
+0,30 |
||||||
Механизированную сборку резьбовых соединений диаметром до 24 мм на монтажных площадках можно выполнять с помощью ручных резьбозавертывающих машин: гайко-, винто-, шурупо- и шпильковертов. Навинчивание и затяжка гаек, болтов и винтов посредством механизированных инструментов осуществляются в такой последовательности: проводят подготовку крепежных и соединяемых деталей; болты (винты, гайки) вручную ввертывают на одну-две нитки; сменную головку гайковерта, закрепленную на квадратном конце шпинделя, надевают на головку болта (гайки) и включают гайковерт; контролируют силу затяжки выбранным способом.
При сборке более 40…50 резьбовых соединений диаметром свыше 20 мм эффективен двухэтапный метод сборки. На первом этапе с помощью легких гайковертов и специальных накидных головок навинчивают гайки до упора. На втором этапе с использованием силовых устройств, ключей-мультипликаторов, гидравлических ключей проводят окончательную затяжку.
Стопорение осуществляют путем жесткого соединения резьбовых деталей между собой (болта и гайки, винтов в групповом соединении); созданием дополнительных сил трения в резьбе или на опорных поверхностях резьбового соединения (стопорения контргайкой, винтом, самостопорящимися гайками); местными пластическими деформациями и т.п.
Стопорение с помощью деформируемых стопорящих элементов выполняют шплинтами, проволочными отгибными штифтами, коническими разводными штифтами, обвязкой болтов и гаек проволокой.
Стопорение посредством недеформируемых элементов проводят цилиндрическими и коническими штифтами и кольцами-шплинтами. Этот способ стопорения имеет следующие недостатки: резьба по образующей просверленного отверстия плотно «спрессовывается», в результате чего демонтаж соединения весьма затруднен.
Применяют способ стопорения резьбовых соединений с использованием удерживающей накладки и стопорного винта. Возможно стопорение резьбовых соединений с помощью сварки, пайки, расклепывания и накернивания. Болты и гайки с фланцевыми головками, на опорной поверхности которых есть зубья, а также стопорные шайбы с зубьями обеспечивают надежное стопорение резьбового соединения вследствие вдавливания зубьев в деталь.
Стопорение путем силового замыкания на резьбу основано на создании дополнительных сил трения по сторонам витков резьбы при радиальном или осевом давлении. Преимуществом такого стопорения является возможность выполнения бесступенчатой затяжки. Стопорение осуществляют контргайкой; при этом ее витки соприкасаются с нижними сторонами профиля резьбы болта и осевая нагрузка воспринимается витками резьбы контргайки.
Рациональную конструкцию стопорящих элементов выбирают в зависимости от конструктивных, технологических, эксплуатационных и экономических условий. При этом учитывают: степень ответственности соединения, число разборок и сборок в процессе эксплуатации, размеры соединяемых деталей, особенности сборки и контроля сил затяжки, трудоемкость установки и стоимость стопорящих элементов.
Контроль сил затяжки в резьбовом соединении при различных методах сборки — необходимое условие правильной сборки и надежной работы резьбовых соединений. Насколько важно правильно выбрать расчетную схему и точно выполнить расчет резьбового соединения, настолько же важно реализовать на практике полученную силу затяжки. Контролируют силу затяжки резьбовых соединений косвенными методами. При этом используют предварительно градуированные средства контроля либо измеряют одну или несколько величин, связанных с силой затяжки, которые вычисляют по соответствующим аналитическим зависимостям.
Применяемые методы контроля силы затяжки основаны на измерении: деформаций болта, шпильки или стягиваемых деталей; сил, прикладываемых к крепежным деталям; физических характеристик материала болта или шпильки при нагружении. Метод контроля силы затяжки по крутящему моменту является наиболее удобным, производительным и распространенным. Этот метод не требует высокой квалификации рабочих, выполняющих контроль, или конструктивных изменений в крепежных деталях. Осуществляют затяжку ручными или механизированными рычажными ключами; одновременно контролируют силу в шпильке или болте.
Применение градуированных ключей основано на связи крутящего момента на ключе и осевой силы затяжки. Для определения момента при заданной силе затяжки с некоторым приближением используют зависимость
![]()
где Рз — сила затяжки; d — диаметр резьбы; 0,2 — коэффициент, учитывающий трение в резьбе.
Соотношение между прикладываемым крутящим моментом и осевой силой затяжки зависит от коэффициента трения в резьбе и на торце гайки (болта), состояния резьбы, повторяемости и скорости завинчивания. На точность контроля силы затяжки значительное влияние оказывают перекосы опорных поверхностей гайки или головки болта. Поэтому данный метод обеспечивает сравнительно невысокую точность (до ±20 %). Улучшая качество изготовления резьбы, применяя смазку, специальные покрытия, можно добиться точности до ±15 %.
При сборке резьбовых соединений большого диаметра предварительным растяжением, которое создают специальным устройством — домкратом, через муфту к шпильке (болту) прикладывают силу Рд, растягивающую ее в пределах упругой деформации. Растянутую шпильку (болт) фиксируют гайкой, после чего силу Рд снимают (рис. 5, а). При этом сила вытяжки снижается на некоторую величину. Возникающими в процессе растяжения упругими силами деформации соединяемых деталей создается сила затяжки. Последнюю в данном случае оценивают по прикладываемой силе вытяжки согласно зависимости
![]() ,
,
где Рд — предварительная сила вытяжки; Кр — коэффициент разгрузки; для шпилек (болтов) длиной 5…10d коэффициент Кр следует принимать соответственно равным 1,3…1,1.
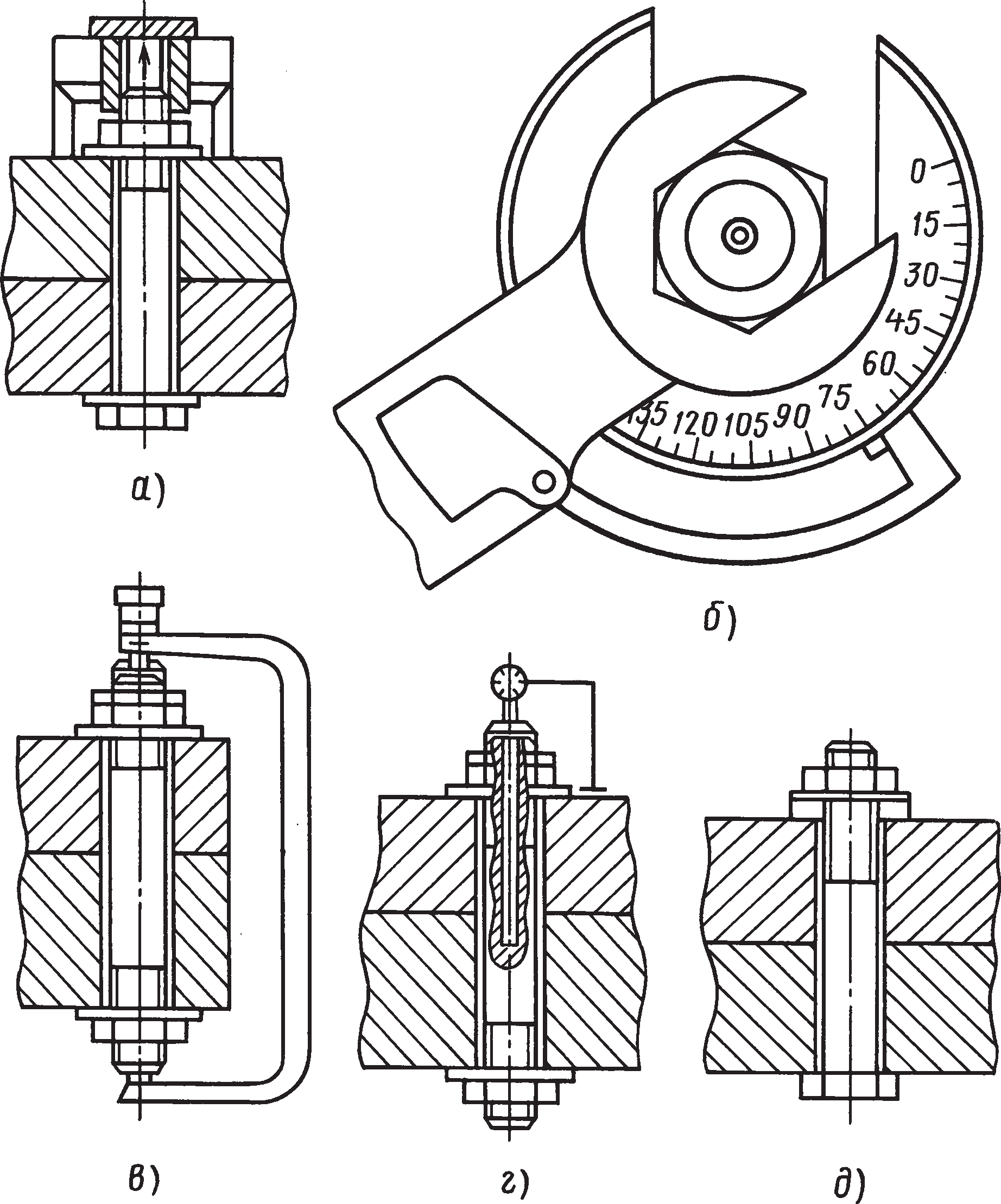
Рис. 5. Схемы контроля силы затяжки: а — по осевой силе; б — по углу поворота гайки; в — скобами; г — с помощью индикатора; д — мерными шайбами
Таким образом, определяя по манометру силу вытяжки, можно рассчитать силу затяжки. Точность контроля силы затяжки при данном способе сборки составляет ±10 %.
Метод контроля силы затяжки по углу поворота гайки основан на принципе совместного измерения суммарной деформации болта (шпильки) и стягиваемых деталей. В технических условиях на сборку резьбового соединения задают угол поворота гайки. Силу затяжки по углу поворота гайки находят по формуле
где α — угол поворота гайки; Р — шаг резьбы; Е — модуль упругости материала болта; l — длина болта (шпильки); F — площадь сечения болта (нетто).
Силу затяжки по углу поворота гайки контролируют с помощью специальных шаблонов, транспортиров (рис. 5, б) и по разметке. Основную долю в продольной деформации занимает податливость болта, однако для податливых фланцев необходимо учитывать и податливость стягиваемых деталей.
Указанный метод наиболее прост при сборочных работах, однако сложность определения податливости стягиваемых деталей и неопределенность начала отсчета угла при наличии перекосов, микро* и макронеровностей на торце гайки и сопрягаемых поверхностях снижает точность этого метода. Точность обеспечения заданной силы затяжки при контроле по углу поворота гайки с предварительным обжатием стыка составляет ±15 %.
Метод контроля силы затяжки по удлинению болта (шпильки) менее технологичен, чем методы контроля по углу поворота и крутящему моменту, но наиболее надежен и точен, так как не зависит от определения коэффициента трения в резьбе или контактных перемещений в стягиваемых деталях. Этот метод
используют при контроле силы затяжки ответственных болтов и шпилек на фланцах аппаратов и трубопроводов высокого давления, шатунных и стяжных болтах двигателей. Силу затяжки в зависимости от удлинения болта (шпильки) определяют по зависимости
где ∆l – удлинение болта (шпильки).
При использовании данного метода в процессе затяжки гаек измеряют удлинение болта с помощью микрометров или индикаторов. Для этой цели в конструкции должны быть предусмотрены измерительные базы или возможность крепления измерительных приборов. Конструктивные и технологические трудности, возникающие при использовании этого метода, привели к разработке приемов и способов контроля, основанных на измерении деформации стержня болта (шпильки), применении полых болтов и различных мерных элементов (тарированных шайб) и др.
На рис. 5, г представлена конструкция болта (шпильки), имеющего по оси отверстие, соответствующее длине деформируемой части. В это отверстие устанавливают приспособление, состоящие из специальной цанги с индикатором и контрольного стержня. При этом способе силу затяжки оценивают как в процессе сборки, так и во время эксплуатации, а его точность составляет ±8 %.
На этом же принципе основан контроль с помощью специальных мерных шайб, устанавливаемых между двумя обычными шайбами (рис. 5, д). Гайку затягивают до тех пор, пока зазор не будет полностью устранен и контрольное кольцо не окажется зажатым.
Сборку резьбовых соединений большого диаметра, применяемых в мощных прессах, молотах, дизелях и других машинах, выполняют путем температурной деформации. Нагрев болта или шпильки осуществляют посредством стержневых электронагревателей, вставляемых в отверстия болтов, или разъемных муфт, охватывающих болт снаружи (рис. 6). Нагрев участка болта или шпильки проводят в течение 5…6 ч. В результате температурного удлинения образуется зазор между скрепляемым фланцем и гайкой, затем обычным ключом довертывают гайку до упора. После охлаждения в соединении возникает сила затяжки; при этом болт будет удлиняться, а стянутые детали — сжиматься. Силу затяжки в зависимости от температуры болта Т определяют по формуле
где αt — коэффициент линейного расширения материала болта; lн — длина участка болта, на которой проводится нагрев; t — изменение температуры болта.
Контроль силы затяжки тензометрированием основан на измерении деформации болта (шпильки) и является наиболее точным. Однако применение этого метода связано с большими затратами труда и требует специальных условий. В зависимости от выбранной методики испытаний на гладкую или резьбовую часть болта (шпильки) наклеивают проволочные тензодатчики и соединяют их с регистрирующей аппаратурой. Проводят затяжку резьбового соединения и контролируют напряжение. Этот метод применяют для контроля особо ответственных, уникальных резьбовых соединений. Точность контроля тензометрированием составляет ±5 %.
Рис. 6. Электрический нагреватель: 1 — нагревательный элемент; 2 – изоляционно-направляющие втулки; 3 — контактные пластины; 4 — трансформатор; 5 — термопара с потенциометром
Из рассмотренных наибольшее применение имеют методы контроля силы затяжки по крутящему моменту и углу поворота гайки. Сравнительная оценка точности методов контроля сил затяжки приведены в табл. 6.
Особенности сборки соединений на высокопрочных болтах. Соединения стальных конструкций на высокопрочных болтах с временным сопротивлением разрыву σв = 1100 МПа в последнее время получают все большее распространение. Высокопрочные болты устанавливают с зазором, а внешняя нагрузка уравновешивается силами трения в стыке, которые образуются от затяжки высокопрочных болтов. К подготовительным операциям сборки таких соединений относят: расконсервацию и очистку высокопрочных болтов; подготовку элементов конструкций; контрольно-тарировочную проверку инструмента.
Для расконсервации и очистки высокопрочные болты, гайки и шайбы погружают в бак с кипящей водой на 8…10 мин, промывают в смеси из 85 % неэтилированного бензина и 15 % машинного масла (типа автол) и сушат.
Очищенные болты, гайки и шайбы хранят в закрытых ящиках не более 10 сут., после чего повторяют обработку.
Заусенцы, обнаруженные вокруг и внутри отверстий, а также по краям соединяемых элементов, удаляют с помощью электрических и пневматических ручных машин плоской стороной шлифовального круга без образования углублений, нарушающих контакт соприкасающихся поверхностей. При перепаде поверхностей соединяемых элементов, равном 0,5…3 мм включительно, на выступающем элементе выполняют скос зачисткой на расстоянии до 30 мм от края элемента. При перепаде поверхностей более 3 мм применяют выравнивающие прокладки.
К основным технологическим операциям сборки высокопрочных болтов относятся: обработка контактных поверхностей; сборка соединений; установка высокопрочных болтов; натяжение и контроль за силой затяжки болтов. Градуировку динамометрических ключей выполняют раз в смену.
Способ обработки контактных поверхностей стальных строительных конструкций выбирают в соответствии с коэффициентом трения, указанным на чертежах. Установлены следующие способы обработки контактных поверхностей, выполняемых на монтажной площадке: пескоструйный (дробеструйный), газопламенный, металлическими щетками, клеефрикционный.
Таблица 6. Сравнительная оценка точности методов контроля сил затяжки резьбовых соединений
| Метод контроля | Точность, % (±) | Относительные
затраты |
| По крутящему моменту:
динамометрическими и предельными ключами |
15 | 1,5 |
| гаечными ключами | 30 | 1 |
| По углу поворота гайки | 15 | 2 |
| По удлинению болта с помощью:
индикатора |
8 | 5 |
| мерных шайб | 10 | 7 |
| тензодатчиков | 5 | 20 |
| По прикладываемой силе затяжки | 10 | 10 |
Срок хранения конструкций, обработанных пескоструйным (дробеструйным), газопламенным способами и металлическими щетками, до сборки не должен превышать 3 сут.
Непосредственно сборку соединений выполняют в такой последовательности:
- совмещают отверстия и фиксируют элементы с помощью сборочных пробок, которые должны составлять 10 % от числа отверстий, но не менее двух;
- устанавливают высокопрочные болты в отверстия, свободные от пробок;
- предварительно плотно стягивают пакет соединяемых элементов и проводят окончательное натяжение высокопрочных болтов с силой, указанной на чертежах;
- извлекают сборочные пробки, устанавливают болты и натягивают их до проектной силы;
- грунтуют соединения.
Затяжку высокопрочных болтов до значения, составляющего 80…90 % силы, можно выполнять редкоударными электрическими и пневматическими гайковертами с шарнирами и удлинителями. Окончательное натяжение болтов до силы, указанной на чертежах, осуществляют динамометрическими ключами. Момент затяжки высокопрочных болтов определяют по зависимости
![]()
где К — коэффициент затяжки, принимаемый по сертификатам на высокопрочные болты или определяемый с помощью динамометрического прибора и обычно считающийся равным 0,18; Р — сила натяжения болта, заданная на чертежах; d — номинальный диаметр болта.
Под головки высокопрочных болтов и гаек ставят по одной термообработанной шайбе. Выступающий конец болта должен иметь не менее одной нитки резьбы над гайкой. При несовпадении отверстий проводят их рассверливание, не применяя охлаждающей жидкости. Предварительную и окончательную затяжки высокопрочных болтов выполняют от середины соединения к краям. Качество выполнения соединений на высокопрочных болтах проверяют пооперационно. Контролю подлежит качество обработки контактных поверхностей. Отклонение фактического момента затяжки от момента, указанного на чертежах, не должно превышать 20 %. Плотность пакета соединяемых элементов контролируют щупом толщиной 0,3 мм, который не должен проходить между поверхностями по контуру соединяемых элементов.
