Содержание страницы
Что такое листовая штамповка
Листовая штамповка предназначается для получения изделий из листового, ленточного и полосового материала без значительного изменения толщины заготовки. Деформирование производится в холодном состоянии, а при обработке листа толщиной свыше 10 мм и малопластичных материалов — в горячем или подогретом виде.
В качестве машин при листовой штамповке применяют кривошипные, фрикционные и гидравлические прессы следующих видов:
- прессы простого действия для вырубки, гибки и простой вытяжки, имеющие только один ползун, на котором укрепляют пуансон;
- прессы двойного действия для вытяжки, гибки, формовки с двумя ползунами. Наружный ползун обеспечивает прижим листовой заготовки, внутренний ползун выполняет основную операцию штамповки.
1. Кривошипные прессы
Наибольшее распространение в листовой штамповке получили кривошипные прессы: одностоечные с постоянными или со сменными столами, одно- и двухкривошипные открытые и закрытые, двухстоечные с открытым и закрытым двигателем и др. Могут применяться также электромагнитные, гидравлические, пневматические и винтовые прессы. Кривошипные прессы для листовой штамповки могут создавать усилие от 0,005 до 80 МН, но бывают и более мощные.
В зависимости от числа ползунов кривошипные прессы могут быть простого (один ползун), двойного (два ползуна) и тройного (три ползуна) действия. По числу кривошипов, приводящих в действие ползун, — одно-, двух- и четырехкривошипные. Прессы могут быть наклоняемыми (рис. 1) и ненаклоняемыми. Наклон пресса облегчает удаление изделий из штампа.
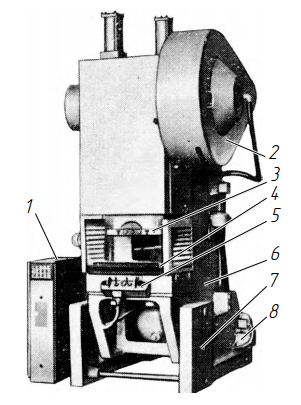
Рис. 1. Пресс однокривошипный простого действия открытый наклоняемый модели КД2326К: 1 — электрошкаф; 2 — маховик-ползун; 3 — верхняя плита ползуна; 4 — нижняя плита; 5 — пульт управления; 6 — наклоняемая часть; 7 — основание; 8 — электродвигатель.
У открытых прессов рабочая зона доступна с трех сторон. У закрытых прессов с повышенной жесткостью доступ в рабочую зону спереди и сзади, а в боковых стойках выполняются окна для автоматической подачи ленты. У одностоечных прессов станина выполнена в виде единой стойки, у двухстоечных между стойками имеется пространство.
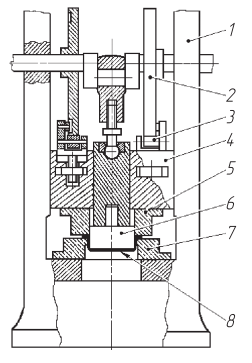
Рис. 2. Схема пресса двойного действия
Пресс двойного действия (рис. 2) имеет перемещающийся в направляющих корпуса 1 наружный ползун 4, к которому прикреплен складкодержатель 5, обеспечивающий в процессе штамповки необходимый прижим листовой заготовки 8 к матрице 7. Внутренний ползун, к которому крепится пуансон 6, обеспечивает выполнение основной операции штамповки — вытяжку. В кривошипных и эксцентриковых прессах давление складкодержателя достигается устройством, обычно состоящим из роликов 3 и кулачка 2, установленного на кривошипном валу.
Кривошипные прессы для листовой штамповки имеют верхние выталкиватели, работающие от упоров Выталкивание из нижней части штампа может производиться подушками (гидравлическими и пневматическими цилиндрами) или выталкивателями, предусмотренными конструкцией штампа У некоторых крупных прессов для облегчения смены штампов подштамповая плита может быть выдвижной.
2. Координатно-револьверные прессы с программным управлением
Как в единичном, так и в серийном производстве нашли применение координатно-револьверные прессы с программным управлением. Гидравлический координатно-пробивной пресс модели ZX производства фирмы EUROMAC (рис. 3) состоит из С-образной станины 5, стола 4, основания, револьверной головки 6, каретки 2, на которой закреплены держатели 3 для крепления штампуемой заготовки 1 и система ЧПУ 7.
Рассмотрим работу координатно-револьверного пресса с программным управлением на примере механического пресса типа Wiedematic модели А-15 с номинальным усилием 150 кН. Главное движение передается от электродвигателя 1 (рис. 4) через клиноременную передачу на маховик 4, расположенный на валу 5. На маховике установлена пневматическая муфта 3 дискового типа, связанная с тормозом 2 дискового типа с пружинами. На валу 5 смонтирован шатун 7, передающий движение на ползун 8, в нижней части которого расположен Т-образный паз, куда входят Т-образные выступы пуансонодержателя 9. Через ползун усилие передается на пуансонодержатели с пуансонами 11, расположенные в верхнем диске 6 револьверной головки. В нижнем диске 14 установлены матрицедержатели 13 с матрицами 12. Привод револьверной головки осуществляется через конические зубчатые передачи 15 от гидродвигателя 17. Диски 6 и 14 револьверной головки фиксируются пальцами устройства 16 которые входят во втулки 10 от пневматического привода.
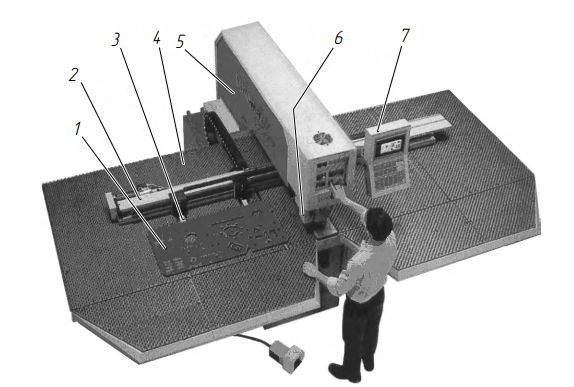
Рис. 3. Гидравлический координатно-пробивной пресс модели ZX
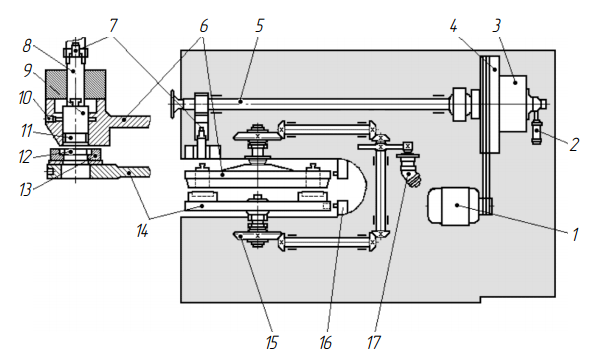
Рис. 4. Конструктивно-кинематическая схема пресса модели А-15
Револьверная головка пресса имеет 30 гнезд для установки сменных штампов. На рис. 5 показано типовое расположение сменных штампов в револьверной головке пресса модели А-15. Стол пресса первого типоразмера позволяет штамповать заготовки размером 762 х 1219 мм, второго типоразмера — 762 х 1829 мм. Максимальная толщина пробиваемого материала 4,75 мм. При толщине штампуемой заготовки 1,9 мм наибольший диаметр пробиваемого отверстия 89 мм.
В среднем пресс пробивает около 60 отверстий за 1 мин, а частота ударов на координатно-пробивных прессах достигает 1200 в минуту Допуск на расстояние между пробиваемыми отверстиями ±0,1 мм.
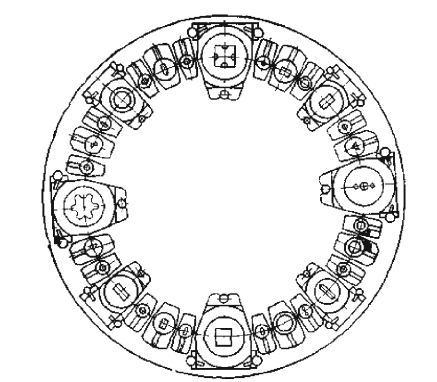
Рис. 5. Схема расположения сменных штампов в револьверной головке координатно-револьверного пресса
Для ускорения подготовки работы пресса 15 позиций 30-по- зиционной револьверной головки укомплектованы стандартными сменными штампами, которые выполняют 80 % всех переходов, а 15 позиций — специальными сменными штампами для выполнения особых переходов обработки.
С целью увеличения номенклатуры пробиваемых отверстий в некоторых моделях координатно-револьверных прессов сменные штампы заменяют поворотными барабанами и в каждом гнезде устанавливают не один штамп, а четыре или шесть инструментов (рис. 6) .
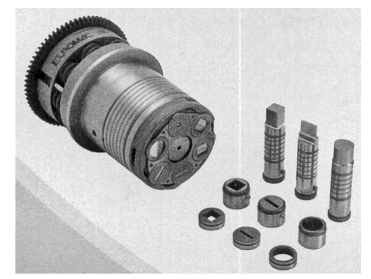
Рис. 6. Шесть инструментов максимального диаметра 24 мм в многоинструментальном барабане типа Multitool гидравлического координатно-пробивного пресса фирмы EUROMAC
Штампуемая заготовка в поперечном и продольном направлениях перемещается гидроприводами с максимальной скоростью 15,25 м/мин (254 мм/с) при подходе к позиции и с минимальной скоростью — при установке в позицию.
В координатно-револьверных прессах вместо гидравлических приводов подачи стола и каретки могут быть установлены электродвигатели с шариковыми винтовыми механизмами Возможно применение различных рабочих столов: из упрочненной стали, со щетками, с шариками или комбинированных — со щетками и шариками.
Для полной обработки детали пресс может оборудоваться дополнительными устройствами, оснащенными ЧПУ. При установке на пресс рабочего центра для механической обработки возможно выполнение операций фрезерования, сверления и нарезания резьбы, зенковки, зачистки и т. д. Можно укомплектовать его устройством плазменной резки для вырезания заготовки из листа (рис. 7), загрузочным устройством.
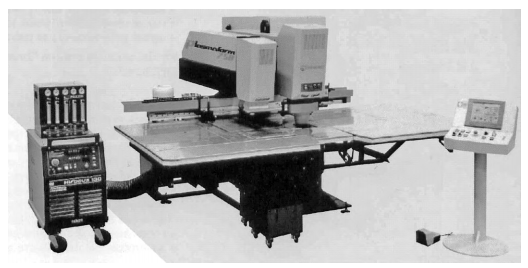
Рис. 7. Плазменная головка для резки на координатно-револьверных прессах с ЧПУ Plasmaform компании IMAC
Перемещение каретки со штампуемой заготовкой в продольном и поперечном направлениях и поворот револьверной головки производятся автоматически по программе, носителем которой является восьмидорожечная перфорированная бумажная лента шириной 25,4 мм. Специальное устройство, получая данные программы, согласованные или не согласованные с существующими позициями, открывает гидравлические клапаны, перемещает каретку с заготовкой и поворачивает револьверную головку, заставляя занять соответствующие программе позиции Сервоклапаны сохраняют продольное и поперечное расположение каретки, согласованное с положением заготовки во время пробивки штампом отверстия. Перемещение каретки с заготовкой в продольном и поперечном направлениях и поворот револьверной головки происходят одновременно. Пресс может обрабатывать лист размером по оси Y до 1500 мм, по оси Х — до 10 000 мм. Усилие пробивки составляет 700 кН. Максимальная толщина обрабатываемого листа 15 мм.
Программирование и изготовление перфорированной ленты занимает от 30 мин до нескольких часов в зависимости от сложности детали. В свое время внедрение координатно-револьверного пресса типа Wiedematic модели А-15 с программным управлением на заводе фирмы Hewlett-Packard (США) позволило заменить семь обычных кривошипных прессов.
3. Листоштамповочные прессы
Гидравлические листоштамповочные прессы простого действия рамные типа ПБ3434 предназначены для формования и глубокой вытяжки, вырубки, отбортовки, гибки и т д Гидравлические прессы двойного действия, аналогичные ПА4044, предназначены для многооперационной вытяжки, формовки, калибровки и гибки. Кроме того, есть прессы гидравлические одностоечные монтажно-запрессовочные, гидравлические одностоечные для различных штамповочных операций. Давление на складкодержатели гидравлических прессов передается от главного цилиндра через пружины или резину от специально установленных гидравлических и пневматических цилиндров.
Автоматы листоштамповочные многопозиционные предназначены для последовательной многопереходной штамповки изделий из металлической ленты с автоматическим переносом штампуемой детали с позиции на позицию.
Прессы-автоматы гидравлические (тройного действия) для чистовой вырубки предназначены для изготовления деталей за один рабочий ход пресса с параметром шероховатости поверхности контура детали Ra = 1,25 и точностью размеров в пределах от 7-го до 11-го квалитета.
Прессы листогибочные гидравлические применяют для изготовления деталей гибкой из листов и полос в серийном и мелкосерийном производстве (рис. 8). Они оснащаются системами ЧПУ.
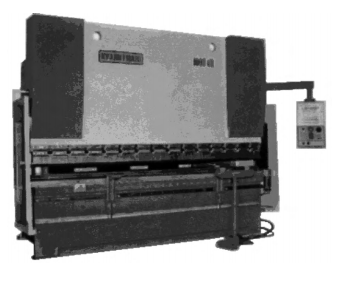
Рис. 8. Гидравлический листогибочный пресс с ЧПУ модели ИР1428Ф3 производства РУМП «Кузлитмаш» (г. Пинск)
4. Система программирования 3D с возможностью симуляции и определения коллизий
База данных программного управления (ПУ) позволяет выбрать в автоматическом или ручном режиме нужный инструмент или создать новый. Программное обеспечение листогибочного пресса позволяет на отдельном рабочем месте технолога на персональном компьютере создавать детали, развертки и управляющие программы. Обычно ЧПУ пресса управляет осями Y1, Y2, X, R, но возможна система ЧПУ с управлением большим количеством осей (до 12).
Управляющий блок осуществляет автоматический контроль перемещения гидравлических цилиндров подачи пуансонов, заднего упора, управления системами компенсаций прогиба верхней траверсы и деформаций несущей конструкции. Необходимое усилие траверсы и угол гибки автоматически вычисляются в зависимости от толщины, прочности и длины материала Полезная длина сгиба до 6050 мм, усилие — 6 МН.
Пресс оборудуется как панелью управления, так и ножной педалью для дистанционного управления Безопасность оператора в рабочей зоне пресса обеспечивается системой лазер — фотоприемник.
Позиционирование заготовки осуществляется с помощью оптических датчиков с точностью ±0,005 мм. Задние упоры (два или больше) с шариковой винтовой парой оснащаются сервоприводом с точностью установки до 0,01 мм. Возможна цифровая индикация положения заднего упора. Составной гибочный пуансон длиной до 835 мм зажимается гидравлически или пневматически. Микрорегулирование положения пуансона по высоте обеспечивает точный угол гибки на всей длине заготовки Наличие поворотной балки обеспечивает выполнение сложных гибов на большой угол.
Для загрузки листов и выгрузки готовых деталей используются роботы.
Диапазоны значений технических параметров листогибочных прессов приведены в табл 1.
Для изготовления цилиндрических и конических сосудов, корпусов летательных аппаратов и др. используют листогибочные двух-, трех- и четырехвалковые машины (рис. 9) . Трехвалковые машины позволяют подгибать концы листа.
Таблица 1.
Технические характеристики листогибочных прессов
| Параметр | Значение |
| Мощность, МН | 0,8.. .12,5 |
| Длина стола, мм | 150… 12000 |
| Расстояние между колоннами станка, мм | 2050… 6200 |
| Ход пуансона, мм | 140…360 |
| Глубина зева, мм | 300…1000 |
| Скорость гиба, м/мин | 6.. .10 |
| Максимальная толщина листа, мм | 9 |
| ЧПУ: | |
| максимальный угол гиба, ° | 135 |
| ход по осям Х/R, мм | 500. ..800/170.. .210 |
| скорость подвода/отвода пуансона, м/мин | 70. ..100/60. ..100 |
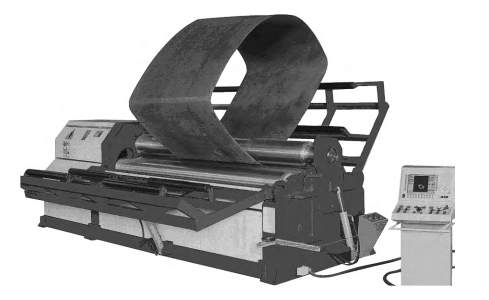
Рис. 9. Гибочный станок с ЧПУ модели RBM
Выпускаются прессы гибочно-штамповочные гидравлические горизонтальные для гибки с нагревом и без него. Существуют также двухроликовые машины с горизонтальными шпинделями (зигма- шины) для прямой и круговой резки, гибки и отбортовки, сортогибочные роликовые машины для гибки сортового и фасонного проката в холодном состоянии, трубогибочные машины с механическим и гидравлическим приводом, с ПУ и без него, гидравлические правильные прессы для правки валов и осей и т д.
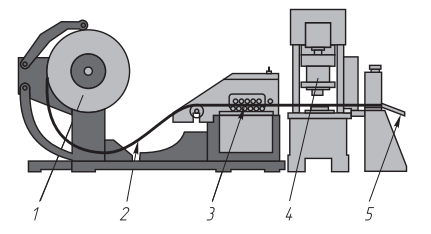
Рис. 10. Автоматическая линия холодной листовой штамповки: 1 — разматывающее устройство; 2 — лента; 3 — правильное устройство; 4 — пресс; 5 — выдача деталей из устройства дробления высечки (ленты)
5. Автоматизация и механизация оборудования листовой штамповки
Осуществляется очень легко благодаря тому, что в качестве исходных заготовок используется металлическая лента или полоса. Ленту, свернутую в рулон, и полосу подают в штамп чаще всего с помощью роликов, которые периодически в нужный момент поворачиваются на определенный угол, обеспечивая перемещение металла на требуемый шаг (рис. 10).
Устройства для автоматической подачи штучной заготовки к рабочему инструменту весьма разнообразны. В данном случае механизм должен обеспечить определенную ориентировку заготовки в пространстве и последующую подачу ее к рабочему инструменту.
В качестве вспомогательного оборудования штамповочных прессов получили распространение магазинные устройства, питающие пресс заготовками, механизмы для удаления деталей из штампа, приспособления для нанесения технологической смазки перед штамповкой, механизмы для удаления отходов, счетчики готовых изделий. При холодной штамповке находят широкое применение различные конструкции «механических рук» с использованием механического и пневматического зажимов.
