Содержание страницы
В процессе обработки деталей на их поверхности образуются неровности с относительно малыми шагами в виде выступов и впадин, которые называют шероховатостью.
Влияние шероховатости на работу машин многообразно:
- шероховатость поверхности может нарушить характер сопряжения деталей за счет смятия или интенсивного износа выступов;
- значительно снижается жесткость стыков в стыковых соединениях;
- шероховатость поверхности валов разрушает контактирующие уплотнения;
- неровности являются концентраторами напряжений, снижающими усталостную прочность деталей;
- шероховатость влияет на герметичность соединений, на качество гальванических и лакокрасочных покрытий;
- шероховатость влияет на точность измерений;
- на грубо обработанных поверхностях активно образуется и распространяется коррозия металла.
Шероховатость поверхности – совокупность неровностей поверхности с относительно малыми шагами, выделенная с помощью базовой длины (ГОСТ 25142-82).
Базовая линия – линия заданной геометрической формы, определенным образом проведенная относительно профиля и предназначенная для оценки геометрических параметров поверхности.
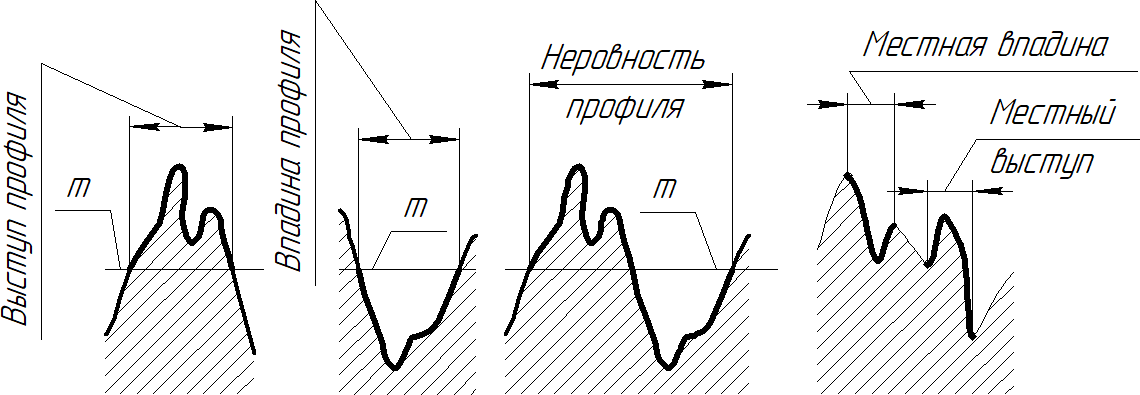
Шероховатость поверхности оценивается по профилю, полученному путем сечения реальной поверхности нормальной плоскостью (рис. 1).
Базовая длина l – длина базовой линии, используемая для выделения неровностей, характеризующих шероховатость поверхности, и количественного определения параметров. Числовые значения базовой длины l выбираются из ряда: 0,01; 0,03; 0,08; 0,25; 0,80; 2,5; 8; 25 мм.
Средняя линия профиля m – базовая линия, имеющая форму номинального профиля и проведенная так, чтобы в пределах базовой длины среднее квадратичное отклонение профиля до этой линии было минимальным (рис. 1 а).
Отклонение профиля y – расстояние между точкой профиля и базовой линией.
Местный выступ профиля – часть профиля, расположенная между двумя соседними минимумами профиля.
Местная впадина – часть профиля, расположенная между двумя соседними максимумами.
Выступ профиля – часть профиля, соединяющая две соседние точки пересечения его со средней линией профиля, направленная из тела. Впадина профиля – часть профиля, соединяющая две соседние точки пересечения его со средней линией профиля, направленная в тело. Неровность профиля – выступ профиля и сопряженная с ним впадина профиля.
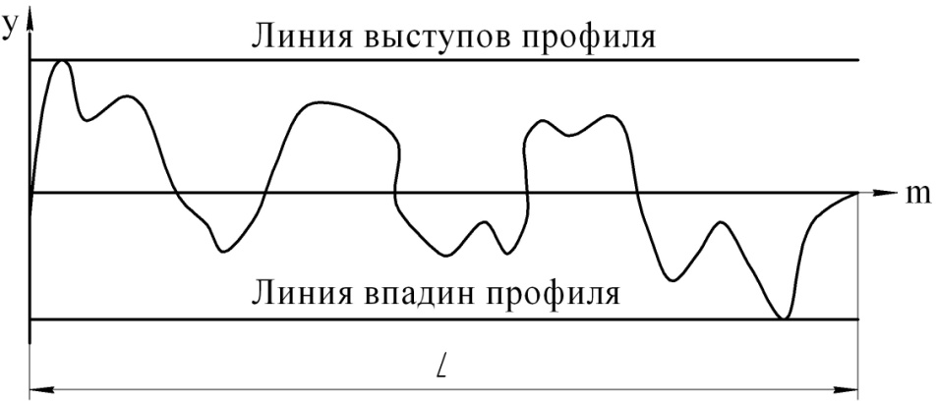
Линия выступов профиля – линия, эквидистантная средней линии, проходящая через высшую точку профиля в пределах базовой длины (рис. 1 б).
Линия впадин профиля – линия, эквидистантная средней линии, проходящая через низшую точку профиля в пределах базовой длины.
Уровень сечения профиля – расстояние между линией выступов профиля и линией, пересекающей профиль эквидистантно линии выступов профиля.
а)
б)
Рисунок 1 – Схемы к определениям терминов, обозначающих элементы профиля поверхности: а – выступов и впадин профиля; б – линии выступов и линии впадин профиля
1. Параметры шероховатости поверхности
В большинстве стран мира в качестве критериев для оценки шероховатости приняты шесть параметров, из которых три характеризуют высоту неровностей (высотные параметры), а три — шаговые размеры неровностей (шаговые параметры).
К высотным параметрам относят среднее арифметическое отклонение профиля Ra, наибольшую высоту профиля Rz и полную высоту профиля Rmax.
Среднее арифметическое отклонение профиля Ra – это среднее арифметическое из абсолютных значений отклонений профиля в пределах базовой длины:
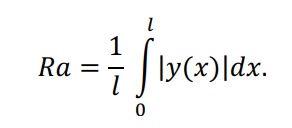
При дискретном способе обработки профилограммы Ra рассчитывается по формуле
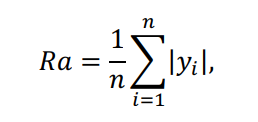
где y – измеренное отклонение профиля в дискретных точках; – число дискретных отклонений, измеренных на базовой длине.
Наибольшая высота профиля Rz – сумма высоты наибольшего выступа профиля Rp и глубины наибольшей впадины профиля Rv в пределах базовой длины l.
Полная высота профиля Rmax – сумма высоты наибольшего выступа профиля Rp и глубины наибольшей впадины профиля Rv в пределах длины оценки (рис. 2).
К шаговым параметрам шероховатости относят средний шаг неровностей профиля Sm, средний шаг местных выступов S и относительную опорную длину профиля tp.
Средний шаг неровностей профиля Sm – среднее значение шага неровностей профиля в пределах базовой длины (рис. 2):
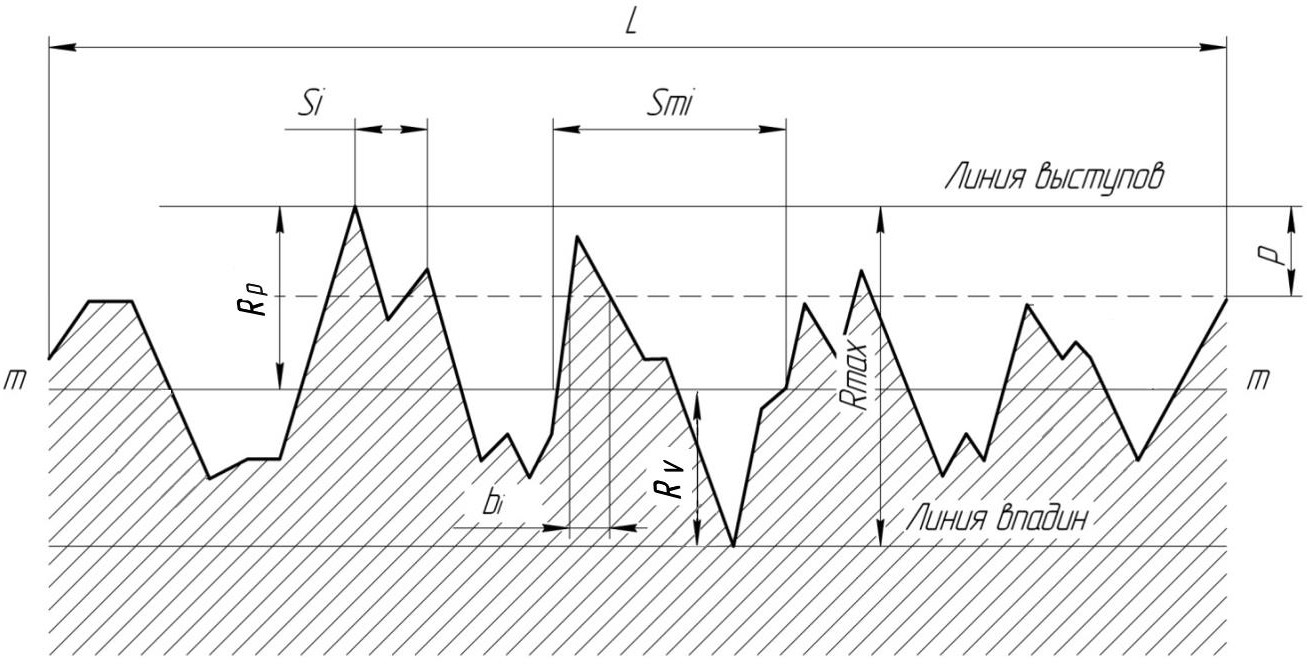
Рисунок 2 – Схема для определения параметров шероховатости
Средний шаг местных выступов профиля S – среднее значение шага местных выступов профиля в пределах базовой длины:
Опорная длина профиля ηp – сумма длин отрезков в пределах базовой длины, отсекаемых на заданном уровне в материале линией, эквидистантной средней линии (рис. 2):
Опорную длину профиля p определяют на уровне сечения профиля p, т.е. на заданном расстоянии между линией выступов профиля и линией, пересекающей профиль, эквидистантной линии выступов.
Относительная опорная длина профиля tp – это отношение опорной длины к базовой длине, выраженное в процентах:
В ответственных случаях, когда по условиям работы необходимо устанавливать дополнительные требования к направлению неровностей поверхности, стандартом предусмотрены типы направления неровностей, представленные в табл. 1.
Таблица 1 – Типы и обозначение неровностей поверхности (ГОСТ 2.309-73)
| Тип направления
неровностей |
Обозначение | Схематичное
изображение |
Пояснение |
| Параллельное |  |
 |
Параллельно линии, изображающей на чертеже поверхность,
к шероховатости которой устанавливаются требования |
| Перпендикулярное |  |
 |
Перпендикулярно к линии, изображающей на чертеже поверхность,
к шероховатости которой устанавливаются требования |
| Перекрещивающееся |  |
 |
Перекрещивание в двух направлениях наклонно к линии,
изображающей на чертеже поверхность, к шероховатости которой устанавливаются требования |
| Произвольное |  |
 |
Различные направления по отношению к линии,
изображающей на чертеже поверхность к шероховатости которой устанавливаются требования |
| Кругообразное |  |
 |
Приблизительно кругообразно по отношению к центру
поверхности, к шероховатости которой устанавливаются требования |
| Радиальное |  |
 |
Приблизительно радиально по отношению к центру
поверхности, к шероховатости которой устанавливаются требования |
| Точечное |  |
 |
На поверхности допускаются точечные углубления,
возникающие например, при электроэрозионной обработке |
2. Назначение параметров шероховатости
Параметры шероховатости поверхностей назначают исходя из применения и конструктивных особенностей деталей машин. В большинстве случаев основными параметрами являются высотные, из которых наиболее информативным является параметр Ra. Этот параметр определен как предпочтительный. Параметр Rz применяется, когда прямой контроль параметра Ra по техническим причинам не представляется возможным.
Износостойкость, контактная жесткость, прочность посадок с натягом и другие эксплуатационные свойства сопрягаемых поверхностей связаны с фактической площадью контакта, выражаемой через параметр tp. Эксплуатационные свойства поверхности и назначаемые параметры шероховатости приведены в табл. 2.
Таблица 2 – Эксплуатационные свойства поверхности и обеспечивающая их номенклатура параметров шероховатости
| Эксплуатационное
свойство поверхности |
Параметры шероховатости и характеристики,
определяющие эксплуатационное свойство |
| Износоустойчивость при всех видах трения | Ra (Rz), tp, направление неровностей |
| Виброустойчивость | Ra (Rz), Sm, S, направление неровностей |
| Контактная жесткость | Ra (Rz), tp |
| Прочность соединения | Ra (Rz) |
| Прочность конструкции при циклических нагрузках | Rmax, Sm, S, направление неровностей |
| Герметичность соединений | Ra (Rz), Rmax, tp |
| Сопротивление в волноводах | Ra, Sm, S |
Числовые значения параметров шероховатости и базовых длин при нормировании выбираются по табл. 3.
Минимальные требования к шероховатости поверхности в зависимости от допуска размера и формы приведены в табл. 4. Этой таблицей можно пользоваться при назначении норм шероховатости, если по условиям сборки или работы изделий шероховатость поверхности не требуется ограничить более жесткими требованиями.
Таблица 3 – Числовые значения параметров шероховатости и базовой длины (ГОСТ 2789-73)
| Высотные параметры, мкм | |||||||||||||
| Ra | |||||||||||||
| 1000 | 320 | 50* | 8,0 | 2,5 | 0,40* | 0,063 | 0,010 | ||||||
| 800 | 250 | 40 | 6,3* | 1,00 | 0,32 | 0,050* | 0,008 | ||||||
| 630 | 100* | 32 | 5,0 | 0,80* | 0,25 | 0,040 | — | ||||||
| 500 | 80 | 25* | 4,0 | 0,63 | 0,100* | 0,032 | — | ||||||
| 400* | 63 | 10,0 | 3,2* | 0,5 | 0,080 | 0,025* | — | ||||||
| Rz | |||||||||||||
| 1600 | 320 | 63 | 0 | 3,2* | 0,63 | 0,125 | 0,025 | ||||||
| 1250 | 250 | 50* | 12,5 | 2,5 | 0,5 | 0,100* | — | ||||||
| 1000 | 200* | 40 | 10,0 | 2,0 | 0,40* | 0,080 | — | ||||||
| 800 | 160 | 32 | 8,0 | 1,60 | 0,32 | 0,063 | — | ||||||
| 630 | 125 | 25.0* | 6,3* | 1,25 | 0,25 | 0,050 | — | ||||||
| 500 | 100* | 20,0 | 5,0 | 1,00 | 0,20* | 0,040 | — | ||||||
| 400* | 80 | 16, | 4,0 | 0,8 | 0,160 | 0,032 | — | ||||||
| Шаговые параметры, мм | |||||||||||||
| Шаговые параметры Sm и S | |||||||||||||
| 12,5 | 4,0 | 1,25 | 0,40 | 0,125 | 0,040 | 0,0125 | 0,004 | ||||||
| 10,0 | 3,2 | 1,00 | 0,32 | 0,100 | 0,032 | 0,010 | 0,0025 | ||||||
| 8,0 | 2,5 | 0,80 | 0,25 | 0,080 | 0,025 | 0,008 | 0,002 | ||||||
| 6,3 | 2,0 | 0,63 | 0,20 | 0,063 | 0,020 | 0,006 | |||||||
| 5,0 | 1,6 | 0,50 | 0,16 | 0,050 | 0,016 | 0,005 | |||||||
| Относительная опорная длина профиля tp | |||||||||||||
| 10; 15; 20; 25; 30; 40; 50; 60; 70; 80; 90 | |||||||||||||
| Уровень сечения р, % от Rmax | |||||||||||||
| 5; 10; 15; 20; 25; 30; 40; 50; 60; 70; 80; 90 | |||||||||||||
| Базовая длина l, мм | |||||||||||||
| 0,01; 0,03; 0,08; 0,25; 0,80; 2,5; 8; 25 | |||||||||||||
| Примечание. Предпочтительные значения параметров обозначены звездочкой. | |||||||||||||
Таблица 4 – Минимальные требования к шероховатости поверхности в зависимости от допусков размеров и формы, Ra, мкм
| Допуск размера
по квалитетам |
Допуск
формы, % от допуска размера |
Номинальные
размеры, мм |
Допуск
размера по квалитетам |
Допуск
формы, % от допуска размера |
Номинальные
размеры, мм |
||||||
| До 18 | Св. 18
до 50 |
Св. 50
до 120 |
Св.120
до 500 |
До18 | Св. 18
до 50 |
Св. 50
до 120 |
Св. 120
до 500 |
||||
| Ra, мкм | Ra, мкм | ||||||||||
| IT3 | 100
60 40 |
0,2
0,1 0,05 |
0,4
0,2 0,1 |
0,4
0,2 0,1 |
0,8
0,4 0,2 |
IT9 | 100 и
60 40 25 |
3,2
1,6 0,8 |
3,2
3,2 1,6 |
6,3
3,2 1,6 |
6,3
6,3 3,2 |
| IT4 | 100
60 40 |
0,4
0,2 0,1 |
0,8
0,4 0,2 |
0,8
0,4 0,2 |
1,6
0,8 0,4 |
IT10 | 100 и
60 40 25 |
3,2
1,6 0,8 |
6,3
3,2 1,6 |
6,3
3,2 1,6 |
6,3
6,3 3,2 |
| IT5 | 100
60 40 |
0,4
0,2 0,1 |
0,8
0,4 0,2 |
1,6
0,8 0,4 |
1,6
0,8 0,4 |
IT11 | 100 и
60 40 25 |
6,3
3,2 1,6 |
6,3
3,2 1,6 |
12,5
6,3 3,2 |
12,5
6,3 3,2 |
| IT6 | 100
60 40 |
0,8
0,4 0,2 |
1,6
0,8 0,4 |
1,6
0,8 0,4 |
3,2
1,6 0,8 |
IT12
и IT13 |
100 и
60 40 |
12,5
6,3 |
12,5
6,3 |
25
12,5 |
25
12,5 |
| IT7 | 100
60 40 |
1,6
0,8 0,4 |
3,2
1,6 0,8 |
3,2
1,6 0,8 |
3,2
1,6 0,8 |
IT14
и IT15 |
100 и
60 40 |
12,5
12,5 |
25
12,5 |
50
25 |
50
25 |
| IT8 | 100
60 40 |
1,6
0,8 0,4 |
3,2
1,6 0,8 |
3,2
1,6 0,8 |
3,2
1,6 0,8 |
IT16
и IT17 |
100 и
60 40 |
25
25 |
50
25 |
100
50 |
100
50 |
| Примечание: если основной допуск формы меньше значения указанного в таблице, то значение Ra следует назначить не более 0,15ф, ф – допуск формы. | |||||||||||
Если сопряжение и метод обработки не позволяют определить требования к шероховатости поверхности, нормирование шероховатости следует проводить по другим критериям, ориентируясь на данные передовых отраслей промышленности (табл. 5).
Параметр Rz нормируется в тех случаях, когда по функциональным или техническим требованиям необходимо ограничить полную высоту неровностей профиля или шероховатость рыхлого поверхностного слоя (поковки, отливки). В табл. 6 приведены примеры назначения параметра Rz.
Таблица 5 – Примеры нормирования шероховатости поверхности деталей
| Характеристика поверхности | Значение параметра Ra, мкм, не более | |||||||||||||
| Посадочные поверхности сменных деталей | Квалитет | Поверхность | Номинальные размеры, мм | |||||||||||
| До 50 | Св. 50 до 500 | |||||||||||||
| 5 | Вал
Отверстие |
0,2
0,4 |
0,4
0,8 |
|||||||||||
| 6 | Вал
Отверстие |
0,4
0,4-0,8 |
0,8
0,8-1,6 |
|||||||||||
| 7 | Вал
Отверстие |
0,4-0,8
0,8 |
0,8-1,6
1,6 |
|||||||||||
| 8 | Вал Отверстие | 0,8
0,8-1,6 |
1,6
1,6-3,2 |
|||||||||||
| Поверхности деталей в посадках с натягом:
а) собираемые под прессом |
Квалитет | Поверхность | Номинальные размеры, мм | |||||||||||
| До 50 | Св. 50 до 120 | Св. 120
до 500 |
||||||||||||
| 5 | Вал
Отверстие |
0,1-0,2
0,2-0,4 |
0,4
0,8 |
0,4
0,8 |
||||||||||
| 6-7 | Вал
Отверстие |
0,4
0,8 |
0,8
1,6 |
1,6
1,6 |
||||||||||
| 8 | Вал
Отверстие |
0,8
1,6 |
0,8-1,6
1,6-3,2 |
1,6-3,2
1,6-3,2 |
||||||||||
| б) собираемые способом термических деформаций | Вал Отверстие | 1,6
1,6-3,2 |
||||||||||||
| Поверхности деталей при селективной сборке | Поверхность | Допуск сортировочной группы, мкм | ||||||||||||
| <2,5 | 2,5 | 5 | 10 | 20 | ||||||||||
| Вал Отверстие | 0,05
0,1 |
0,1
0,2 |
0,2
0,4 |
0,4
0,8 |
0,8
1,6 |
|||||||||
| Поверхности деталей для посадок с точным центрированием | Поверхность | Допуск радиального биения, мкм | ||||||||||||
| 2,5 | 4 | 6 | 10 | 16 | 25 | |||||||||
| Вал
Отверстие |
0,05
0,1 |
0,1
0,2 |
0,1
0,2 |
0,2
0,4 |
0,4
0,8 |
0,8
1,6 |
||||||||
| Посадочные поверхности подшипников скольжения | Поверхность | Квалитеты | Жидкостный режим трения | |||||||||||
| 6-9 | 10-12 | |||||||||||||
| Вал
Отверстие |
0,4-0,8
0,8-1,6 |
0,8-3,2
1,6-3,2 |
0,1-0,4
0,2-0,8 |
|||||||||||
| Поверхности валов под уплотнение | Уплотнение | Скорость м/с. | ||||||||||||
| До 3 | 5 | Св. 5 | ||||||||||||
| Резиновое | 0,8-1,6; полировать | 0,4-0,8; полировать | 0,2-0,4;
полировать |
|||||||||||
| Войлочное | 0,8-1,6 полировать | — | ||||||||||||
| Лабиринтное | 3,2-6,3 | — | ||||||||||||
| Жировые канавки | 3,2-6,3 | — | ||||||||||||
| Поверхности направляющих
скольжения |
Скорость, м/с | Допуск плоскостности, мкм (на 100мм) | ||||||||||||
| До 6 | 10 | 25 | 60 | Св.
60 |
||||||||||
| До 0,5
Св. 0,5 |
0,2
0,1 |
0,4
0,2 |
0,8
0,4 |
1,6
0,8 |
3,2
1,6 |
|||||||||
| качения | До 0,5
Св. 0,5 |
0,1
0,05 |
0,2
0,1 |
0,4
0,2 |
0,8
0,4 |
1,6
0,8 |
||||||||
| Поверхности торцовых опор (пят и подпятников) | Скорость, м/с | Допуск торцового биения, мкм | ||||||||||||
| До 6 | 16 | 25 | Св.
25 |
|||||||||||
| До 0,5
Св. 0,5 |
0,1
0,1 |
0,4
0,2 |
0,8-1,6
0,8 |
3,2
1,6 |
||||||||||
| Поверхности разъёма корпусов (редукторов, подшипников и т.п.) | Соединение | С прокладкой | Без прокладки | |||||||||||
| Герметичное
Негерметичное |
3,2-6,3
6,3-12,5 |
0,8-1,6
6,3-12,5 |
||||||||||||
| Поверхности кронштейнов, втулок, поводков, колец, ступиц, крышек и аналогичных деталей прилегающих к другим поверхностям, но не являющимися посадочными | 3,2-6,3 | |||||||||||||
| Рабочие поверхности кулачков и копиров | Сопряжение | Допуск формы профиля, мкм | ||||||||||||
| До 6 | 30 | 50 | Св. 50 | |||||||||||
| С ножами или сухарями | 0,4 | 0,8 | 1,6 | 3,2 | ||||||||||
| С роликами | 0,8 | 1,6 | 32 | 6,3 | ||||||||||
| Рабочие поверхности шкивов плоско- и клиноременных передач | Диаметр шкива, мм | |||||||||||||
| До 120 | Св. 120 до
315 |
Св. 315 | ||||||||||||
| 1,6 | 3,2 | 6,3 | ||||||||||||
| Рабочие поверхности катков фрикционных передач | В зависимости от габарита и условий работы | |||||||||||||
| 0,2-0,8 | ||||||||||||||
| Рабочие поверхности фрикционов | Колодки,
муфты, диски |
Колодки | Муфты | Диски | ||||||||||
| 1,6-3,2 | 0,8-1,6 | 0,1-0,8 | ||||||||||||
| Тормозные барабаны | Диаметр барабана, мм | |||||||||||||
| До 500 | Св. 500 | |||||||||||||
| 0,8-1,6 | 1,6-3,2 | |||||||||||||
| Рабочие поверхности конических соединений | Соединения | |||||||||||||
| Герметичные | Центрирующие | Прочие | ||||||||||||
| 0,1-0,4 | 0,4-1,6 | 1,6-3,2 | ||||||||||||
| Соединения с призматическими и сегментными шпонками | Соединения | Поверхность | Шпонка | Паз вала | Паз втулки | |||||||||
| Неподвижное | Рабочая Нерабочая | 3,2
6,3-12,5 |
1,6-3,2
6,3-12,5 |
1,6-3,2
6,3-12,5 |
||||||||||
| С направляющей шпонкой | Рабочая Нерабочая | 1,6-3,2
6,3-12,5 |
1,6-3,2
6,3-12,5 |
1,6-3,2
6,3-12,5 |
||||||||||
| Зубчатые (шлицевые) соединения | Соединение | Впадина отверстия | Зуб вала | Центрирующая поверхность | Нецентрирующие поверхности | |||||||||
| Отверстие | Вал | Отверстие | Вал | |||||||||||
| Неподвижное | 1,6-3,2 | 1,6-3,2 | 0,8-1,6 | 0,4-1,6 | 3,2-6,3 | 1,6-6,3 | ||||||||
| Подвижное | 0,8-
1,6 |
0,4-0,8 | 0,8-1,6 | 3,2 | 1,6-3,2 | |||||||||
| Резьбовые соединения | Рабочие поверхности резьбы | Степень точности резьбы | ||||||||||||
| 4; 5 | 6; 7 | 7-9 | ||||||||||||
| Крепежная резьба на болтах, винтах, гайках | 1,6 | 3,2 | 3,2-6,3 | |||||||||||
| Резьба на валах, штоках, втулках и на конусах | 0,8-1,6 | 1,6 | 32 | |||||||||||
| Резьбы ходовых и грузовых винтов | — | 0,4 | 0,8 | |||||||||||
| Резьбы гаек ходовых и грузовых винтов | — | 0,8 | 1,6 | |||||||||||
| Зубчатые и червячные передачи | Поверхности | Степень точности | ||||||||||||
| 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | ||||||
| Профили зубьев прямозубых, косозубых и шевронных цилиндрических и червячных колес | 0,1-
0,2 |
0,2-0,4 | 0,4 | 0,4-
0,8 |
1,6 | 3,2 | 6,3 | 6,3 | ||||||
| Профили зубьев конических колес | — | — | 0,2-
0,4 |
0,4-0,8 | 0,8-
1,6 |
1,6-
3,2 |
3,2-
6,3 |
6,3 | ||||||
| Профили витков червяков | 0,1 | 0,2 | 0,2 | 0,4 | 0,4-
0,8 |
0,8-
1,6 |
1,6-
3,2 |
— | — | |||||
| По поверхностям впадин | То же, что и для рабочих поверхностей, или ближайшее более грубое предпочтительное значение | |||||||||||||
| По диаметрам выступов | 3,2-12,5 | |||||||||||||
| Звездочки для приводных цепей | Поверхности | Точность исполнения | ||||||||||||
| Нормальная | Повышенная | |||||||||||||
| Рабочие | 3,2-6,3 | 1,6-3,2 | ||||||||||||
| Впадин | 6,3 | 3,2 | ||||||||||||
| Выступов | 3,2-12,5 | |||||||||||||
| Нерабочие торцовые поверхности зубчатых и червячных колес и звездочек | 3,2-12,5 | |||||||||||||
| Нерабочие поверхности осей и валов | 6,3-12,5 | |||||||||||||
| Канавки, фаски, выточки, зенковки, закругления и т.п. | 3,2-12,5 | |||||||||||||
| Проходные отверстия под болты, винты, заклёпки и т.п. | 25 | |||||||||||||
| Болты и гайки чистые (кругом) | 3,2-12,5 | |||||||||||||
| Болты и гайки получистые (в местах обработки) | 25 | |||||||||||||
| Поверхности головок винтов | 3,2-12,5 | |||||||||||||
| Опорные поверхности прижин сжатия | 12,5-25 | |||||||||||||
Таблица 6 – Параметр Rz шероховатости поверхностей элементов деталей
| Элемент детали | Rz, мкм |
| Нерабочие контуры деталей. Поверхности деталей установленных на бетонных, кирпичных и деревянных основаниях | 320…160 |
| Отверстия на проход крепежных деталей. Выточки, проточки. Отверстия масляных каналов на силовых валах. Кромки детали под сварные швы. Опорные поверхности пружин сжатия. Подошвы станин, корпусов, лап. | 80 |
| Внутренний диаметр шлицевых соединений (не шлифованных). Свободные несопрягаемые торцевые поверхности валов, муфт, втулок. Поверхности головок винтов | 40 |
| Торцевые поверхности под подшипники качения. Поверхности втулок, колец, ступиц, прилегающие к другим поверхностям, но не являющиеся посадочными. Нерабочие торцы валов, втулок, планок. Шейки валов 12-го квалитета диаметром 80-500мм. Поверхности отверстий 12-го квалитета диаметром 18-500 мм и 11-го квалитета. | 20 |
| Нерабочие торцовые поверхности зубчатых и червячных колес и звездочек. Канавки, фаски, выточки, зенковки, закругления и т.п. Болты и гайки нормальной и повышенной точности (кроме резьбы) | 40…10 |
3. Обозначение параметров шероховатости на чертежах
Шероховатость поверхностей обозначается на чертежах, для всех выполненных по данному чертежу поверхностей изделия независимо от методов образования, кроме поверхностей, шероховатость которых не обусловлена требованиями конструкции. Структура обозначения шероховатости приведена на рис. 3.
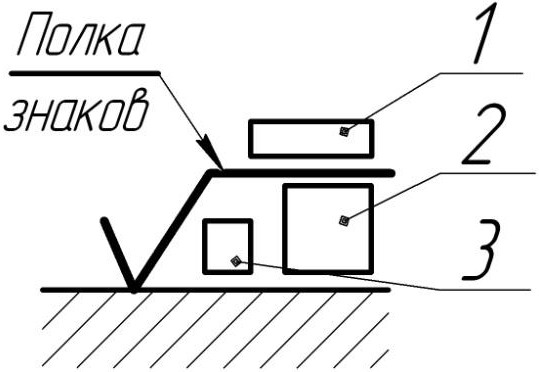
Рисунок 3 – Структура обозначения шероховатости (ГОСТ 2.309-73): 1 – способ обработки поверхности; 2 – базовая длина, параметры шероховатости; 3 – условное обозначение направления неровностей.
В обозначениях шероховатости поверхности применяют один из знаков, приведенных на рис. 4.
Значение параметров шероховатости указывают в обозначениях после соответствующего символа: Ra 0,4; Rmax 6,3; Sm0,63; t5070; S 0,032; Rz 50.
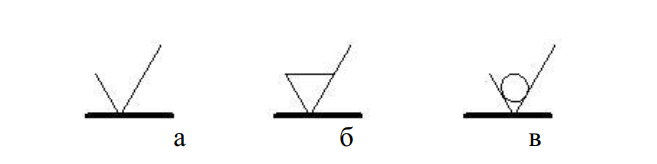
Рисунок 4 – Знаки, задающие способы образования поверхности: а – способ обработки конструктором не устанавливается; б – поверхность должна быть образована только удалением слоя материала; в – поверхность должна быть образована без удаления слоя материала
При указании наибольшего значения параметра шероховатости в обозначениях приводят параметр шероховатости без предельных отклонений, например: ![]() .
.
При указании наименьшего значения параметра шероховатости после значения следует указать «min», например: ![]() .
.
Предельные значения параметров располагают одни под другими, сверху – наибольшее, снизу – наименьшее:

При указании номинального значения параметра шероховатости поверхности в обозначении приводят это значение с предельными отклонениями по ГОСТ 2789-73, например: Ra 1 ± 20%; Rz 100−10%; Sm0,63+20%.
При указании двух и более параметров шероховатости поверхности в обозначении шероховатости значения параметров записывают сверху вниз в следующем порядке: параметр высоты неровностей профиля, параметр шага неровностей, относительная опорная длина.
Обозначение шероховатости поверхности на изображении изделия располагают на линии контура или выносной линии. Допускается располагать обозначение шероховатости на размерной линии, её продолжении, рамке допуска формы, а также разрывать выносную линию.
Обозначение шероховатости, одинаковой для части поверхностей изделия, может быть помещено в правом верхнем углу чертежа вместе с условным обозначением (√). Это означает, что все поверхности, на которые не нанесены обозначения шероховатости или спецзнак, должны иметь шероховатость, указанную перед условным обозначением.
