Содержание страницы
1. Сварка стыков труб
Прежде чем приступить к сварке трубы, мы можем подготовить изделия для выпечки. Сначала изготавливаем отрезки труб до 100 мм, очищаем торцы отрезанной трубы от ржавчины, грязи, краски и т.д. С помощью вспомогательных средств от вредных веществ, мешающих при сварке. Сварка трубы осуществляется без перекоса или перекоса кромки, как на предыдущем стебле. Т. е. допускается сварка трубы со стенкой до 4мм без перекоса кромки, в случае если толщина стенки более 4мм будем варить с перекосом V–образной кромки. При сварке кромки с перекосом в трубу вставляют фаску, оставляя ее непокрытое место (притупление).
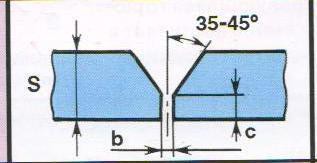
Рисунок 2. Перекос кромки V-образного
Как только труба будет готова, она будет удерживаться в двух-трех местах. Сварка труб делится на поворотные или без витков. Сварка витка выполняется путем вращения трубы. Например, можно получить сварную трубу с поворотом под углом 90◦, указанным ниже.
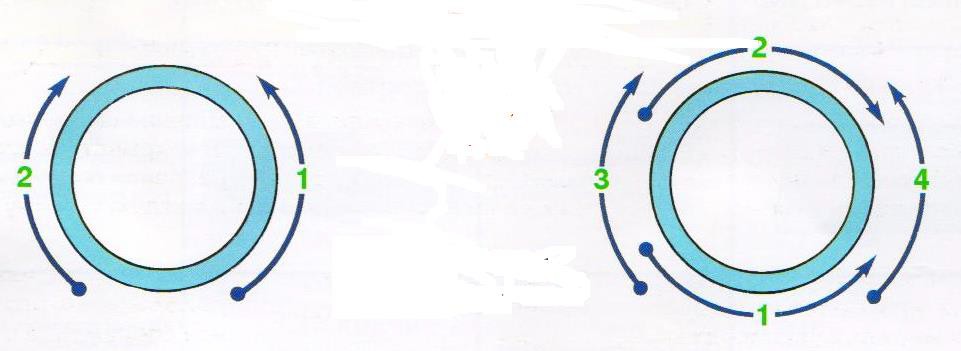
- место начала.
- заклинивание шва
Рисунок 3. Сварка витков под углом 90◦
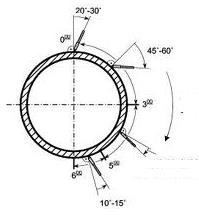
Рисунок 4. Сварка трубы без поворота
Сварка трубы без поворота часто выполняется в том случае, если труба неподвижна.
При сварке встречаются все виды сварных швов, Если говорить чуть ниже-потолочный шов, при боковом исполнении-вертикальный шов, при этом угол удержания электрода не должен изменяться.
Трубы со стенкой до 4 мм сваривают однослойными, а свыше- многослойными. При выпечке первого шва для получения корня, далее слои заполняют по толщине. (рисунок 5)
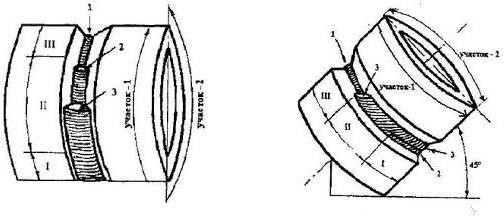
Рисунок 5. Многослойная сварка труб
При варке обязательно очищаем место стыка. Когда мы начинаем с конца, нам нужно больше нагревать, и мы снова плавим как блокировка (замок), когда мы заканчиваем шов. Такие условия выдерживают дефекты, которые возникают при варке. Во время приготовления пищи могут возникнуть внешние и внутренние дефекты, такие как брызги, отверстия, канавки, ожоги, проварки, трещины, поры и т. д. Мы должны предотвратить эти дефекты.
2. Сварочные работы труб ПВХ
Сварка высококачественных труб из ПВХ возможна, но при одном условии: для монтажа необходимо использовать специальное оборудование.
Сварочные работы выполняются двумя способами:
- Бутово-сопрягаемые элементы нагреваются до температуры плавления и соединяются под давлением;
- Используется электросварное соединение, которое надевается на Соединенные концы и расплавляется.
Применительно к зонам с сейсмической активностью рекомендуется применять электросварные соединения, обеспечивающие высокую прочность соединения. Сварка целиком сводится к минимуму, но в этом случае цены на готовую продукцию значительно ниже.
Способ первый: сварка полиэтиленовых труб современное оборудование для сварки HDPE состоит из следующих элементов:
- рама (центрирующая) используется для крепления комбинированных труб в необходимом положении;
- шлифовальный станок (триммер) необходим для обработки петель;
- нагревательный элемент используется для нагрева наконечников к точке плавления;
- гидравлическая установка подходит для труб и обеспечивает оптимальную плотность сварки.
- выделяем место, для этого снимаем фиксирующие зажимы;

- закрепляем детали, закрепленные на втулке, и закрепляем их в верхней части зажимами;
Винты клипсы прикручиваются одинаково как с левой, так и с правой стороны. За секунду до конца зажима мы прикладываем больше усилий, а с конца зажима даем меньше усилий, чтобы исказить трубу.
- регулируя клапан, устанавливаем необходимое давление подвижной части центратора;
Сварочное давление определяется в соответствии с рекомендуемой для оборудования таблицей. Также для определения сварочного давления может быть использована следующая формула.
Площадь сварочной трубы = х 0, 15 + сопротивление давление (МПа) общая площадь сечения цилиндра
- очищаем поверхность трубы от грязи или пыли, чистим специальными салфетками или безворсовыми тканями и растворителями;
- фиксируем поверхности между частями, которые соединяются в рамку;
- включите гидравлику и переместите неподвижные элементы, а затем включите поверхность;
- демонтируем фитиль и извлекаем пластиковые отходы из трубы;


- проверяем соединяемые детали для выравнивания;
- чистим масло изнутри;

- устанавливаем нагревательный элемент на кровать;
- установите таймер и время для плавления полиэтиленовых стенок;
Для полиэтилена низкого давления температура плавления должна быть не менее +2200С.


- включаем гидравлику и сводим стыки к горелке под давлением;
- теперь запускаем процесс нагрева, который прекращается после остановки таймера;
- как только таймер услышит звуковой сигнал, мы снимаем давление и снимаем нагревательный элемент;
- снова уменьшаем сдвоенные концы под давлением, чтобы получить твердую и точную сварку;
- запускаем таймер для охлаждения полиэтилена;

Полиэтилен по качеству сварки не уступает охлаждающей сварке.
Поэтому мы поддерживаем охлаждение в течение не менее 7 минут и не беспокоим соединение или централизатор в это время.
- после звукового сигнала отключите давление, демонтируйте оборудование и ослабьте свариваемую конструкцию.
Способ второй: сварка участков гравийной трубы экструдером.
Что делать, если нужно сделать не прямую часть маршрута, а, например, ветку под углом 45 градусов? В этом случае для сварки HDPE труб используется специальное оборудование–экструдер.
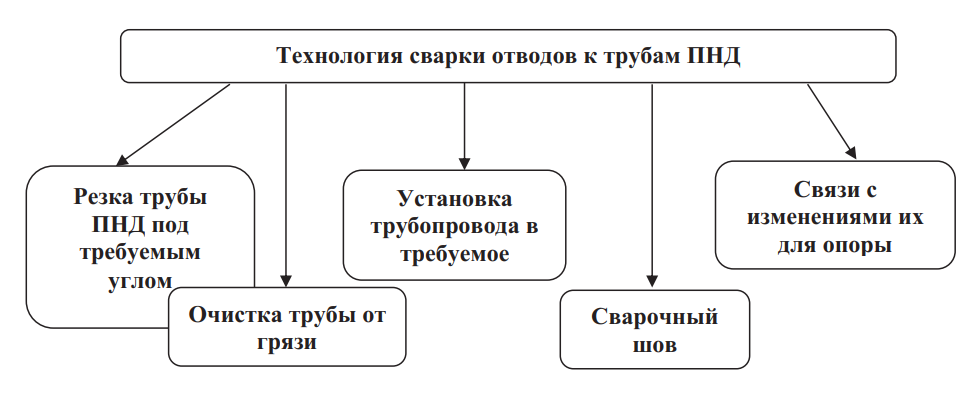
Давайте подробно рассмотрим шаги, показанные на приведенной выше диаграмме.
- режущими сеялками обрезаем концы труб под нужным углом;


- удалите моющие средства и обрежьте зубы, а затем протрите поверхности, помещенные в док, тканью, пропитанной спиртом.
- собранные детали крепятся друг к другу под прямым углом, держатся руками и укладываются на ровную поверхность;


- в экструдере мы установили температуру плавления гранул (+220 °С)
- кроме того, изготавливаем экструдер для стыковых соединений труб;
- после изготовления потоллеров подождите 5-7 минут, чтобы пластик остыл;


- вставляем пластик по всей окружности сварных деталей;
- после использования пластика дайте конструкции остыть в течение 7 минут,после чего выполняется сварка.
Если при нанесении пластика из экструдера круг оказался не очень точным, его можно порезать ножом в конце сварки.
С точки зрения эксперимента, после охлаждения пластика была проведена деформация смонтированной ветви.
Монтажник прижимается к области шва, имеющей вес, до тех пор, пока сечение круглых трубок не станет овальным. Конечно, нагревая концы труб, которые имеют сходство со сварными трубами, сила шва будет меньше.
Третий способ: электрофизическая сварка
Этот метод используется для строительства труб в замкнутом пространстве и для использования в полевых условиях.
Существенным недостатком способа является высокая цена этих муфт. С другой стороны, эта стоимость оправдана высокой производительностью соединения.
Инструкции по установке соединений с электрическими соединениями приведены в следующей таблице.
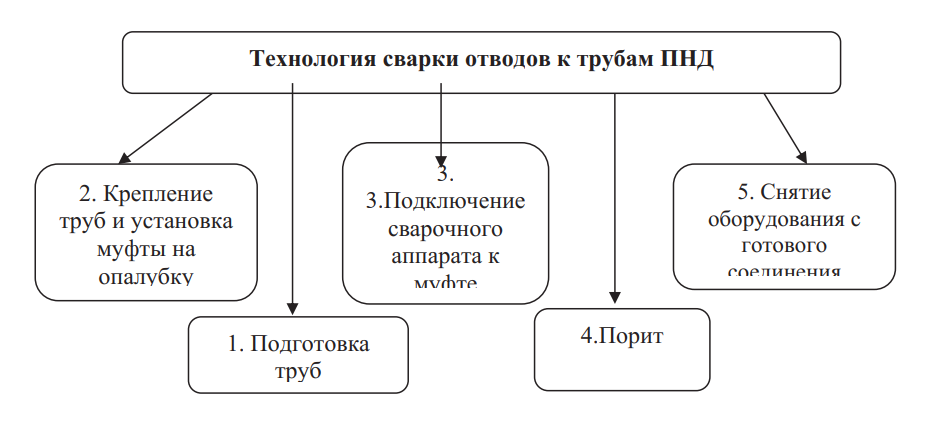
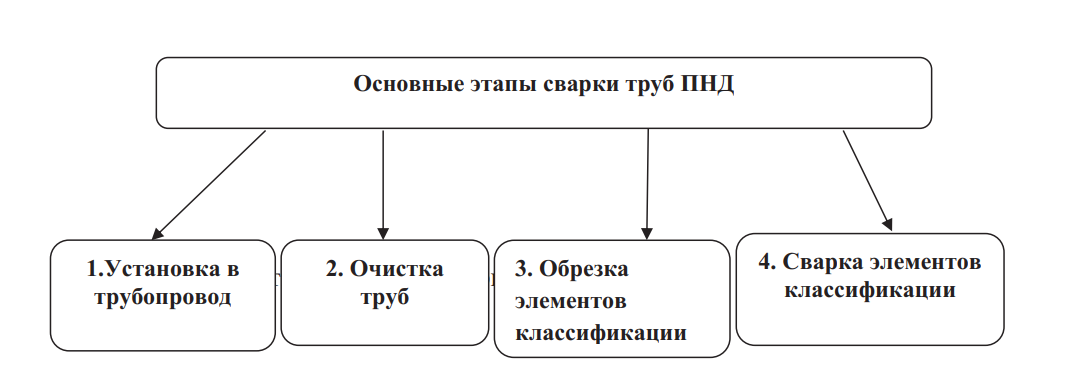
Рассмотрим основные этапы сварки труб ПНД путем применения электродуговой муфты.

- колючие концы обрезаются специальным труборезом для получения оптимального выравнивания в установке;

- через скребок для рук снимите слой углекислоты с места, прилегающего к стене (20см от конца);
- используя тот же скребок, удаляем образовавшуюся стружку;


- наружная поверхность труб и внутренняя поверхность соединения должны быть продезинфицированы безворсовой тканью, смоченной специальными салфетками или спиртом;
- отметьте трубы в соответствии с размером соединения, чтобы разместить фитинг;


- по выведенным отметкам крепим трубы и муфту к ростовщику;
- Конструкция сборки должна быть закреплена, но деформация не требуется. Не затягивайте скобы, чтобы обеспечить овальное поперечное сечение труб.
- подключите устройство и прочитайте штрих– код, напечатанный на корпусе сцепления;
- Большинство современных сварочных аппаратов работают в полуавтоматическом режиме. Время нагрева и охлаждения выключателя фиксируется при считывании данных, зашифрованных в штрих-коде. Не читая код, машина начинает сварку.
- после прочтения кода запустите процесс сварки, после чего устройство будет сообщено звуковым сигналом;
- по окончании процесса сварки отмечаем 7 минут, после чего полиэтиленовое охлаждение считается завершенным;
- демонтируя скобы на подъемнике, снимаем оборудование с кольца.
- Приведенное выше руководство может быть использовано в качестве руководства для поверхностного ввода в сварку труб HDPE. Следуйте инструкциям производителя, оснащенного устройством и соединением, чтобы обеспечить оптимальные результаты.
3. Инструкция по сварке труб ПВХ
Независимо от того, какую технологию вы выберете-электрофузию или сварку полиэтиленовых труб, следует придерживаться таких важных принципов:
- объединяемые элементы должны быть совместимыми (как по составу, так и по физическим параметрам).
- сварку полиэтиленовых труб можно производить только при условии, что детали имеют одинаковый диаметр и толщину стенки.
- края нужно тщательно очистить и намочить.
- концы конструкций, не участвующие в процессе соединения, могут не воздействовать на холодный воздух, что негативно сказывается на процессе.
- в работе необходимо минимизировать воздействие внешней среды, а именно: * не допускать попадания солнца на контактную площадку во время жары;
- создает помехи для притока воздуха в ненастную погоду; желательно прогревать рабочую зону в холодном месте.
Исключите любое механическое воздействие на систему при сварке и охлаждении конструкции.
Таблица 1 — Таблица определения времени нагрева и охлаждения сварных элементов
| Диаметр трубы, мм | Глубина зерен, мм | Срок нагрева, сек | Срок обработки
(оттаивания), мин |
Срок охлаждения. мин |
| 20 | 14 | 6 | 4 | 2 |
| 25 | 16 | 7 | 4 | 2 |
| 32 | 18 | 8 | 6 | 4 |
| 40 | 20 | 12 | 6 | 4 |
| 50 | 23 | 18 | 6 | 4 |
| 63 | 25 | 24 | 5 | 6 |
| 75 | 28 | 30 | 10 | 8 |
| 90 | 30 | 40 | 11 | 8 |