Содержание страницы
Токарная обработка является одним из фундаментальных процессов в металлообработке, позволяющим создавать детали с высокой точностью и качеством поверхности. Эффективность этого процесса напрямую зависит от правильного выбора и применения режущего инструмента. Современная промышленность использует широкий спектр суперсовременных инструментов, каждый из которых предназначен для выполнения специфических задач: от черновой обдирки до финишной обработки и нарезания резьбы. В данном материале мы проведем детальный анализ основных типов режущих инструментов, применяемых на токарных станках, их конструктивных особенностей, геометрии, материалов и областей применения в соответствии с действующей нормативной документацией.
Ключевыми инструментами в арсенале токаря являются:
- Резцы: основной инструмент для наружного и внутреннего точения, подрезки торцов, прорезания канавок и нарезания резьбы.
- Сверла: применяются для создания отверстий в заготовках.
- Зенкеры: используются для получистовой обработки существующих отверстий с целью повышения их точности и качества поверхности.
- Развертки: предназначены для финишной, прецизионной обработки отверстий для достижения точных размеров и минимальной шероховатости.
- Метчики: служат для нарезания внутренней резьбы в предварительно подготовленных отверстиях.
- Плашки: применяются для нарезания наружной резьбы на цилиндрических поверхностях.
- Фасонный инструмент: резцы и фрезы со сложным профилем для создания криволинейных и фасонных поверхностей за один проход.
- Фрезы: используются на токарно-фрезерных центрах или станках с приводным инструментом для выполнения операций фрезерования (лыски, пазы, карманы) без переустановки детали.
- Абразивные инструменты: применяются для шлифования и доводки поверхностей, требующих особо высокой точности и чистоты.

1. Токарные резцы: Основа токарной обработки
Токарный резец является базовым и наиболее универсальным инструментом для обработки тел вращения. Его конструкция, на первый взгляд простая, представляет собой результат глубоких инженерных расчетов, направленных на обеспечение максимальной производительности и стойкости.
1.1. Конструктивные элементы резца
Конструктивно резец состоит из двух основных частей (рис. 1): стержня 1 (также известного как державка) и головки 2 (рабочей части).
- Стержень (державка) 1: Эта часть служит для надежной фиксации резца в резцедержателе суппорта станка. Его сечение, как правило, прямоугольное или квадратное, что обеспечивает стабильное позиционирование и восприятие сил резания. Размеры сечения стандартизированы согласно ГОСТ 20872-80 «Державки для токарных резцов. Типы и основные размеры».
- Головка 2: Это рабочая часть, на которой сформированы режущие элементы. Именно геометрия головки определяет процесс стружкообразования, качество обработанной поверхности и стойкость самого инструмента.
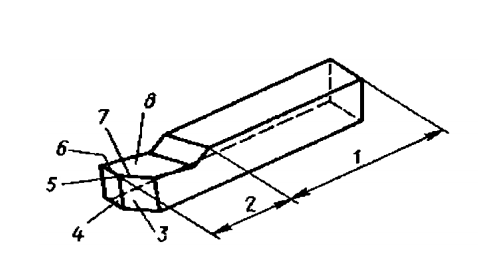
Рис. 1. Элементы резца
Ключевые поверхности и кромки резца (рис. 1):
- Передняя поверхность 8: Поверхность, по которой в процессе резания происходит сход образовавшейся стружки. Ее форма и шероховатость критически влияют на силы резания и износ инструмента.
- Главная задняя поверхность 3: Поверхность, обращенная к поверхности резания заготовки. Она предотвращает трение задней части резца о деталь.
- Вспомогательная задняя поверхность 4: Поверхность, обращенная к уже обработанной поверхности заготовки.
- Главная режущая кромка 7: Линия пересечения передней и главной задней поверхностей. Именно она выполняет основную работу по снятию материала.
- Вспомогательная режущая кромка 6: Линия пересечения передней и вспомогательной задней поверхностей. Она зачищает обработанную поверхность.
- Вершина резца 5: Точка или малый радиус скругления, где пересекаются главная и вспомогательная режущие кромки. Форма вершины существенно влияет на шероховатость поверхности.
1.2. Геометрия и координатные плоскости
Для точного описания и анализа геометрии режущей части резца введено понятие координатных плоскостей, которые служат системами отсчета для измерения углов. Основными плоскостями в токарной обработке являются плоскость резания и основная плоскость (рис. 2).
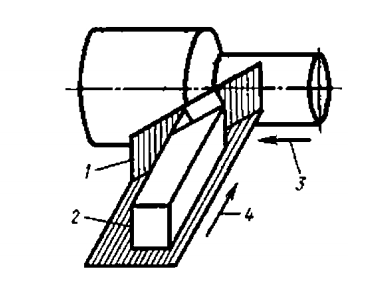
Рис. 2. Условные плоскости (резания и основная) для изучения геометрии резца
Определение координатных плоскостей (рис. 2):
- Плоскость резания 1: Воображаемая плоскость, которая касается поверхности резания заготовки и проходит через главную режущую кромку резца.
- Основная плоскость 2: Плоскость, которая параллельна направлениям продольной (3) и поперечной (4) подач суппорта. Чаще всего она совпадает с опорной (нижней) поверхностью державки резца.
1.3. Углы резца и их влияние на процесс резания
Углы резца — это важнейшие параметры, определяющие его работоспособность. Их измеряют в главной и вспомогательной секущих плоскостях (рис. 3). Правильный выбор углов заточки позволяет оптимизировать процесс резания для конкретного материала и условий обработки.
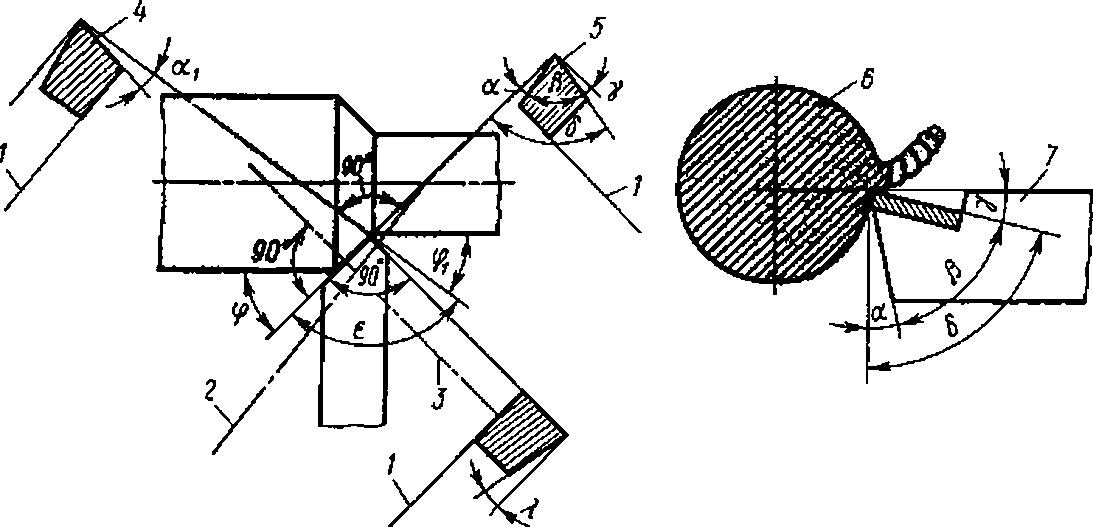
Рис. 3. Геометрия резца: 1 — основная плоскость, 2 — вспомогательная секущая плоскость, 3 — главная секущая плоскость, 4 — сечение по вспомогательной секущей плоскости, 5 — сечение по главной секущей плоскости, 6 — заготовка, 7 — резец.
Главные углы (измеряются в главной секущей плоскости):
- Главный задний угол α: Угол между главной задней поверхностью резца и плоскостью резания. Он необходим для уменьшения трения между задней поверхностью резца и заготовкой. Увеличение угла α снижает трение и нагрев, но ослабляет режущую кромку. Для черновых работ α = 10-12°, для чистовых α = 6-8°.
- Угол заострения β: Угол между передней и главной задней поверхностями. Чем меньше этот угол, тем острее режущая кромка, но тем ниже ее прочность. Его значение напрямую связано с прочностью режущего материала.
- Главный передний угол γ: Угол между передней поверхностью и плоскостью, перпендикулярной плоскости резания. Этот угол облегчает процесс стружкообразования. Положительный угол γ уменьшает силы резания и деформацию материала, но ослабляет кромку. Отрицательный угол γ упрочняет кромку и применяется для обработки твердых материалов и ударных нагрузок.
Сумма этих трех углов всегда составляет 90 градусов: α + β + γ = 90°.
- Угол резания δ: Угол между передней поверхностью резца и плоскостью резания. Он характеризует степень деформации срезаемого слоя. δ = 90° — γ.
Углы в плане (измеряются в основной плоскости):
- Главный угол в плане φ: Угол между проекцией главной режущей кромки на основную плоскость и направлением подачи. Уменьшение этого угла увеличивает длину активной части режущей кромки, что снижает нагрузку на нее и улучшает теплоотвод, но может вызывать вибрации. Типичные значения φ = 45°, 60°, 75°, 90°.
- Вспомогательный угол в плане φ1: Угол между проекцией вспомогательной режущей кромки и направлением, обратным подаче. Этот угол влияет на шероховатость обработанной поверхности. Чем он меньше, тем ниже шероховатость.
- Угол при вершине в плане ε: Угол между проекциями главной и вспомогательной режущих кромок. ε = 180° — (φ + φ1). Он характеризует прочность вершины резца.
Прочие важные углы:
- Вспомогательный задний угол α1: Аналогичен главному заднему углу, но измеряется для вспомогательной кромки. Предотвращает трение о чистовую поверхность.
- Угол наклона главной режущей кромки λ: Угол между режущей кромкой и основной плоскостью. При λ > 0 (положительный угол) вершина резца является самой нижней точкой, что благоприятно для отвода стружки. При λ < 0 (отрицательный угол) вершина является самой высокой точкой, что упрочняет ее и используется при тяжелых работах.
1.4. Классификация токарных резцов
Многообразие токарных операций привело к созданию широкой номенклатуры резцов, которые классифицируются по ряду признаков.
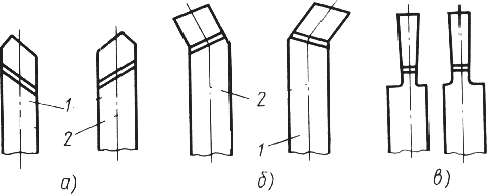
Рис. 4. Резцы: а — прямые, б — отогнутые, в — оттянутые; 1 — левые, 2 — правые
- По направлению подачи: Различают правые (2) и левые (1) резцы. Правые, наиболее распространенные, работают при подаче от задней бабки к передней (справа налево). Левые — в обратном направлении.
- По конструкции головки: Бывают прямые (ось головки является продолжением оси стержня), отогнутые (ось головки изогнута относительно стержня) и оттянутые (ширина головки меньше ширины стержня, используются для обработки в труднодоступных местах). См. рис. 4.
- По материалу режущей части:
- Из быстрорежущей стали (HSS): Например, Р6М5, Р18. Сохраняют твердость до 600°C, пластичны, хорошо затачиваются. Используются на невысоких скоростях.
- С пластинами из твердого сплава (карбидные): Например, ВК8 (вольфрам-кобальт), Т15К6 (титан-вольфрам-кобальт). Обладают высокой твердостью и красностойкостью (до 900-1100°C), но более хрупкие. Регламентируются ГОСТ 18877-73.
- С минералокерамическими пластинами: На основе оксида алюминия. Очень высокая твердость и износостойкость, но высокая хрупкость.
- С пластинами из сверхтвердых материалов: Эльбор (кубический нитрид бора, CBN) и алмаз (PCD). Применяются для обработки закаленных сталей, чугунов и цветных металлов на высоких скоростях.
- По способу изготовления:
- Цельные: Весь резец изготовлен из одного материала (обычно быстрорежущей стали).
- Составные: Державка из конструкционной стали, а режущая часть — из более дорогого инструментального материала. Бывают сварные, с напайными пластинами и с механическим креплением сменных многогранных пластин (СМП). Последние являются наиболее современными и производительными.
- По сечению стержня: Прямоугольные, квадратные и круглые (для расточных работ).
- По виду выполняемых работ (рис. 5): Это наиболее важная классификация для практика.
- Проходные (а, б): Для обтачивания наружных цилиндрических и конических поверхностей.
- Подрезные (в): Для обработки торцевых поверхностей и уступов.
- Отрезные и прорезные (г): Для отрезки заготовок и прорезания канавок.
- Расточные (е): Для обработки (растачивания) внутренних поверхностей и отверстий.
- Фасонные (д): Для получения поверхностей сложного профиля (галтели, выкружки).
- Резьбонарезные (ж, з, и): Для нарезания наружной и внутренней метрической, дюймовой и других видов резьб.









Рис. 5. Токарные резцы для различных видов обработки: а — наружное обтачивание проходным отогнутым резцом, б — наружное обтачивание прямым проходным резцом, в — обтачивание с подрезанием уступа под прямым углом, г — прорезание канавки, д — обтачивание радиусной галтели, е — растачивание отверстия, ж, з, и-нарезание резьбы наружной, внутренней и специальной
2. Сверла
Сверление — операция получения сквозных и глухих отверстий в сплошном материале. Инструментом для этого служит сверло, которое совершает вращательное движение резания и поступательное движение подачи вдоль своей оси.
2.1. Конструкция и типы сверл
В зависимости от конструкции и назначения различают спиральные, перовые, для глубокого сверления, центровочные, с пластинками из твердых сплавов и другие сверла. Наибольшее распространение получили спиральные сверла (рис. 6).
Основные элементы спирального сверла:
- Рабочая часть (1): Включает режущую часть и направляющую часть с винтовыми канавками (2) для отвода стружки.
- Шейка (3): Переходная часть между рабочей частью и хвостовиком.
- Хвостовик (4): Служит для закрепления сверла. Бывает цилиндрическим (зажимается в патроне) и коническим (вставляется в конус Морзе пиноли задней бабки или шпинделя). Конический хвостовик имеет лапку (5) для передачи крутящего момента и выбивания сверла из конуса.
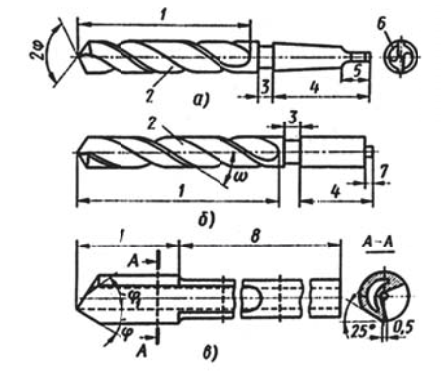
Рис. 6. Сверла: а — спиральное с коническим хвостовиком, б — спиральное с цилиндрическим хвостовиком, в — для глубокого сверления; 1 — рабочая часть, 2 — канавка, 3 — шейка, 4 — хвостовик, 5 — лапка, 6 — перо, 7 — поводок, 8 — зажимная часть
Конструкция и размеры спиральных сверл стандартизированы. Например, ГОСТ 10902-77 регламентирует сверла спиральные с цилиндрическим хвостовиком, а ГОСТ 10903-77 — с коническим хвостовиком.
2.2. Геометрия режущей части сверла
Режущая часть сверла (рис. 7) имеет сложную геометрию:
- Две главные режущие кромки (1): Образованы пересечением передних винтовых поверхностей (2) и задних поверхностей (3). Они выполняют основную работу резания.
- Поперечная режущая кромка (4): Или «перемычка». Соединяет две главные кромки в центре сверла. Она не режет, а выдавливает металл, создавая значительную осевую силу. Для ее уменьшения применяют специальную подточку перемычки.
- Ленточки (6): Узкие полоски на цилиндрической поверхности вдоль винтовых канавок. Они служат для направления сверла в отверстии и уменьшения трения.
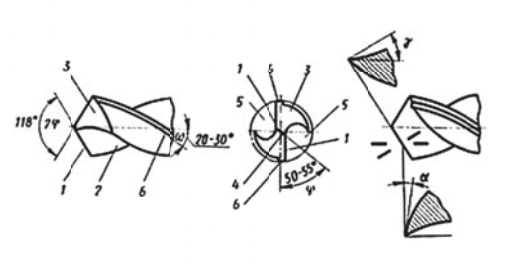
Рис. 7. Геометрия спирального сверла: 1 — режущая кромка, 2 — передняя поверхность, 3 — задняя поверхность, 4 — поперечная кромка, 5 — канавка, 6 — ленточка
Основные углы сверла:
- Угол при вершине 2φ: Угол между главными режущими кромками. Стандартное значение для обработки стали — 118°. Для твердых материалов его увеличивают до 130-140°, а для мягких (алюминий, медь) — уменьшают до 80-100°.
- Передний угол γ: Изменяется вдоль режущей кромки. У наружной поверхности он равен углу наклона винтовой канавки ω (омега), который обычно составляет 20-30°, а к центру уменьшается.
- Задний угол α: Также переменный. На периферии составляет 8-14°, а к центру увеличивается до 20-26° для обеспечения резания без трения.
- Угол наклона поперечной кромки ψ: Обычно составляет 50-55°.
3. Зенкеры
Зенкер — это многолезвийный (обычно 3-4 зуба) режущий инструмент, предназначенный для получистовой обработки отверстий, полученных литьем, штамповкой или сверлением. Зенкерование позволяет повысить точность (до 9-11 квалитета), уменьшить шероховатость поверхности и исправить увод оси отверстия.
3.1. Конструкция и применение
Зенкеры бывают цельные (диаметром до 32 мм, рис. 8) и насадные (рис. 10), а также с коническим или цилиндрическим хвостовиком. Конструкция цельных зенкеров регламентируется ГОСТ 12489-71. Внешне зенкер напоминает сверло, но имеет большее число режущих кромок и винтовых канавок, а также не имеет поперечной кромки, что обеспечивает лучшее центрирование.
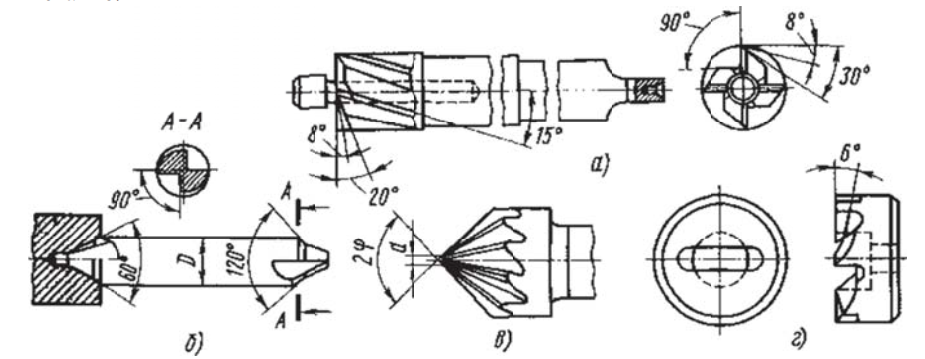
Рис. 8. Конструкция зенкеров: а — зенкер для цилиндрических углублений (цековка), б — зенковка, в — коническая зенковка, г — зенкер для зачистки торцовых поверхностей
Разновидности зенкеров:
- Цилиндрические зенкеры: Для обработки цилиндрических отверстий.
- Цековки (а): Для обработки опорных плоскостей под головки винтов и болтов.
- Зенковки (б, в): Для обработки конических углублений под головки потайных винтов и заклепок, а также для снятия фасок.
3.2. Элементы и геометрия зенкера
Зенкер (рис. 9) состоит из рабочей части (3), шейки (4) и хвостовика (5). Рабочая часть делится на режущую (заборную) часть (1) и калибрующую часть (2).
- Режущая часть (1): Выполняет основную работу резания. Имеет форму конуса.
- Калибрующая часть (2): Служит для направления инструмента и зачистки (калибрования) стенок отверстия. На зубьях калибрующей части имеется узкая цилиндрическая фаска (ленточка) для лучшего направления.
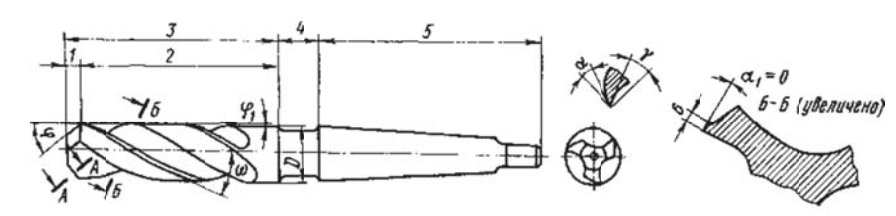
Рис. 9. Конструктивные элементы зенкера: 1 — режущая (заборная) часть, 2 — калибрующая часть, 3 — рабочая часть, 4 — шейка, 5 — хвостовик, 6 — ленточка
Геометрические параметры:
- Главный угол в плане φ: Для зенкеров из быстрорежущей стали равен 45-60°, для твердосплавных — 60-75°.
- Передний угол γ: Зависит от обрабатываемого материала. Для стали: γ=8-15°; для чугуна: γ=6-8° (для HSS) или γ=5° (для твердого сплава).
- Задний угол α: Обычно находится в пределах 8-10°.
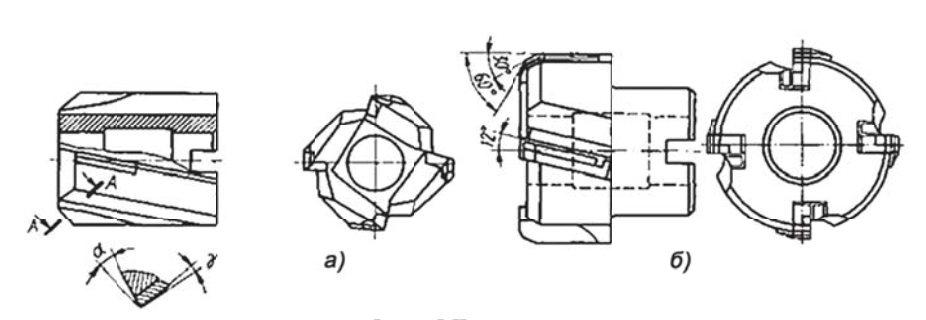
Рис. 10. Насадные зенкеры: а — с напаянными пластинками из твердого сплава, б — с механическим креплением ножей, оснащенных пластинками из твердого сплава
4. Развертки
Развертка — это прецизионный многолезвийный инструмент, применяемый для финишной обработки отверстий после сверления и зенкерования. Развертывание позволяет достичь высокой точности размеров (6-8 квалитет) и низкой шероховатости поверхности (Ra 0.32 — 1.25 мкм).
4.1. Типы и конструкция разверток
Развертки классифицируют по способу применения на ручные и машинные (рис. 11), по форме отверстия — на цилиндрические и конические. Машинные развертки могут быть хвостовыми или насадными, их конструкция стандартизирована (например, ГОСТ 1672-2016 для машинных цельных разверток).
Характерной особенностью разверток является большое число зубьев (от 6 до 16) и их, как правило, неравномерное распределение по окружности. Это делается для предотвращения огранки отверстия и повышения качества обработки.
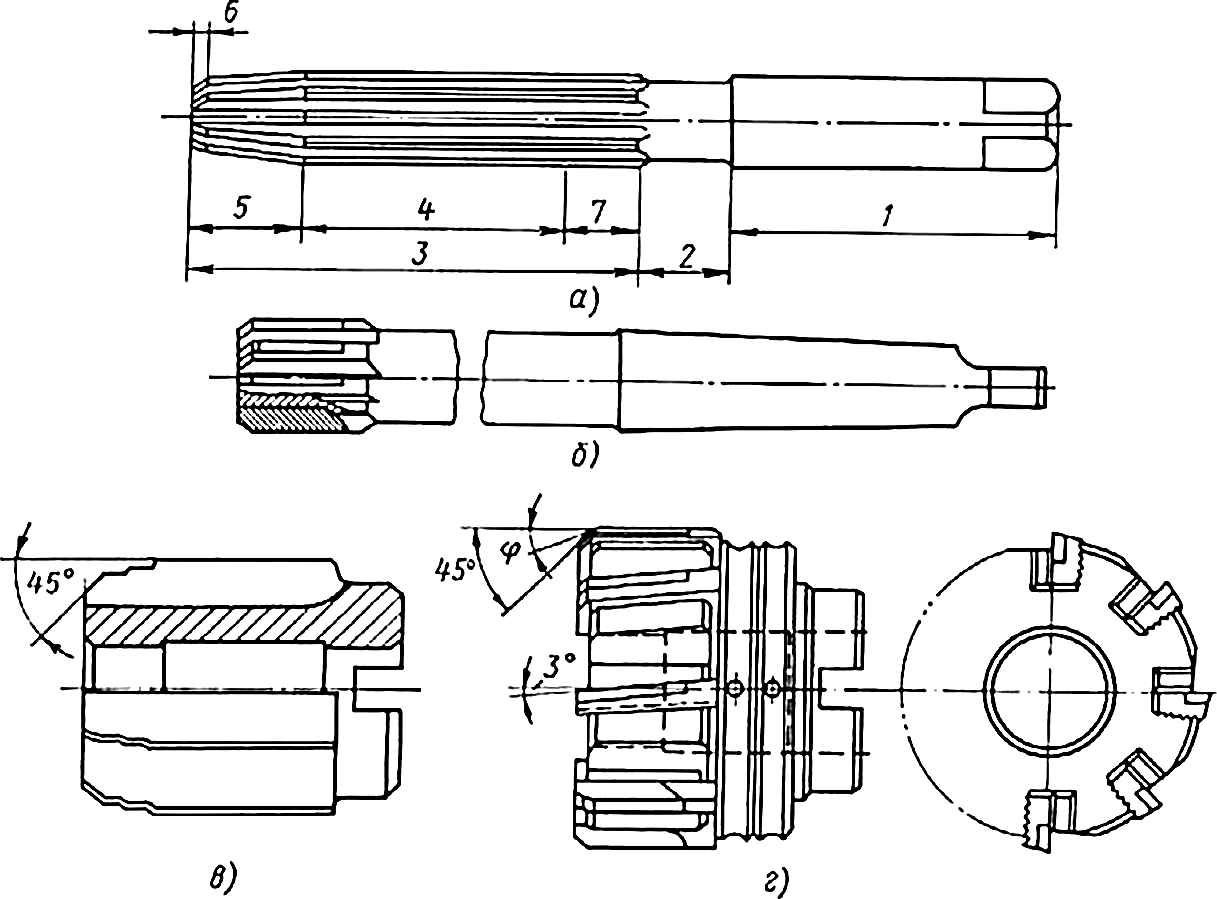
Рис. 11. Развертки: а — ручная цельная с цилиндрическим хвостовиком; б — машинная цельная хвостовая; в-машинная цельная насадная; г — машинная сборная со вставными ножами, оснащенными пластинками из твердого сплава; 1 — хвостовик, 2 — шейка, 3 — рабочая часть, 4 — калибрующая часть, 5 — режущая часть, 6 — направляющий конус, 7 — обратный конус.
Элементы рабочей части развертки:
- Режущая (заборная) часть (5): Выполняет основную работу, срезая тонкий припуск. Имеет форму конуса.
- Калибрующая часть (4): Цилиндрическая часть, которая калибрует отверстие до окончательного размера и заглаживает поверхность.
- Обратный конус (7): Небольшое уменьшение диаметра за калибрующей частью (на 0.04-0.08 мм у машинных) для предотвращения заклинивания и уменьшения трения.
- Направляющий конус (6): У ручных разверток для облегчения входа в отверстие.
4.2. Геометрия разверток
Геометрия развертки оптимизирована для снятия малого припуска:
- Угол в плане φ: У машинных разверток для сквозных отверстий φ = 12-15°, для глухих — 60°. У твердосплавных φ может достигать 45-75°.
- Передний угол γ: У чистовых разверток из быстрорежущей стали γ=0°, что обеспечивает соскабливающее действие и высокое качество поверхности. У черновых γ=5-10°. У твердосплавных γ=0-5°.
- Задний угол α: На режущей и калибрующей частях выбирают в пределах 6-10°.
5. Метчики
Метчик — это винтообразный режущий инструмент для нарезания или калибрования внутренней резьбы в предварительно просверленных отверстиях. Процесс нарезания резьбы метчиком является одной из самых ответственных слесарных и станочных операций.
5.1. Конструкция и виды метчиков
Метчик (рис. 12) конструктивно представляет собой винт с прорезанными прямыми или винтовыми стружечными канавками, которые образуют режущие кромки (перья).
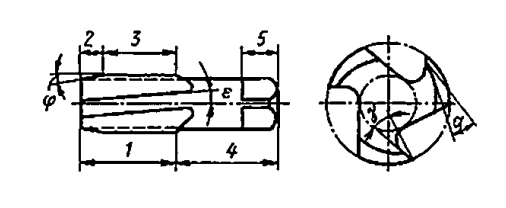
Рис. 12. Конструкция метчика: 1 — рабочая часть, 2 — заборная часть, 3 — калибрующая часть, 4 — хвостовая часть, 5 — конец хвостовика
Различают метчики:
- Ручные (слесарные): Поставляются комплектами из 2 (черновой, чистовой) или 3 (черновой, средний, чистовой) штук. Каждый последующий метчик в комплекте имеет более полный профиль резьбы. Это позволяет распределить нагрузку при нарезании резьбы вручную. Регламентируются ГОСТ 3266-81.
- Машинные: Для нарезания резьбы на станках за один проход. Могут иметь винтовые канавки для лучшего отвода стружки из глухих отверстий.
- Гаечные: С длинным хвостовиком для серийного нарезания резьбы в гайках.
Рабочая часть (1) метчика состоит из заборной (2) и калибрующей (3) частей. Заборная часть имеет форму конуса и выполняет основную работу резания. Калибрующая часть направляет инструмент и калибрует нарезанную резьбу.
5.2. Геометрия метчика
- Передний угол γ: Формируется передней поверхностью канавки. Для стали γ=5-10°; для чугуна γ=0-5°; для вязких цветных металлов γ=10-25°.
- Задний угол α: Выполняется на заборной части путем затылования и составляет 4-12°.
- Угол наклона канавок ε: У метчиков для глухих отверстий канавки делают винтовыми с углом наклона ε = 9-15° для вывода стружки из отверстия.
6. Плашки
Плашка (лерка) — это резьбонарезной инструмент для нарезания или калибрования наружных резьб, как правило, за один рабочий ход. Наиболее распространены круглые плашки, конструкция которых определяется ГОСТ 9740-71.
Конструктивно плашка (рис. 13) представляет собой закаленную стальную гайку с несколькими осевыми отверстиями (обычно 3-6), которые формируют режущие кромки и служат для отвода стружки. Толщина плашки обычно составляет 8-10 витков нарезаемой резьбы.
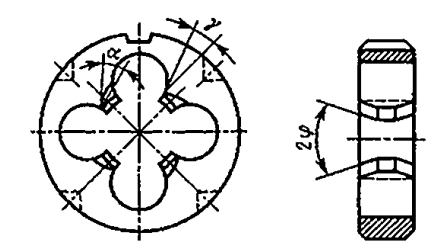
Рис. 13. Резьбонарезная плашка
Режущая (заборная) часть плашки выполнена в виде внутреннего конуса с обеих сторон, что позволяет нарезать резьбу любой стороной. Длина заборной части составляет 2-3 витка. Угол заборного конуса 2φ составляет 40-60° для сквозных резьб и до 90° для нарезания вблизи уступов. Передний угол γ = 15-20°, задний угол α (на заборной части) = 6-8°.
7. Фрезы (применительно к токарной обработке)
В современных токарно-фрезерных обрабатывающих центрах или токарных станках, оснащенных приводным инструментом (т.н. «живым» инструментом), возможно выполнение фрезерных операций. Фреза — это многозубый режущий инструмент, где каждый зуб работает как отдельный резец.
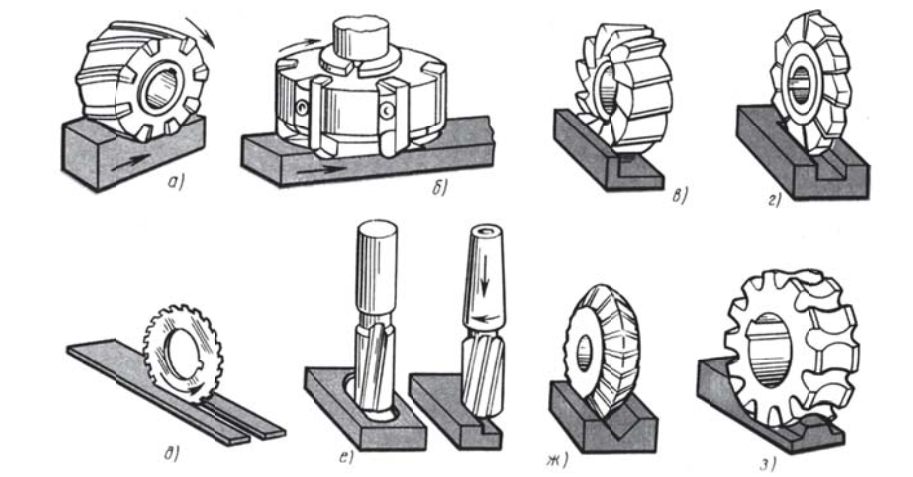
Рис. 14. Фрезы для обработки плоскостей (а, б), уступов (в), канавок (г), пазов (д), фасонных поверхностей (е, ж, з)
Классификация фрез:
- По материалу: Из быстрорежущей стали, твердосплавные (монолитные или со сменными пластинами).
- По конструкции: Цельные и сборные (со вставными ножами).
- По способу закрепления: Концевые (закрепляются за цилиндрический или конический хвостовик) и насадные (устанавливаются на оправку).
- По назначению: Цилиндрические, торцовые, дисковые, пазовые, фасонные и др. (рис. 14).
7.1. Геометрия торцовой и концевой фрез
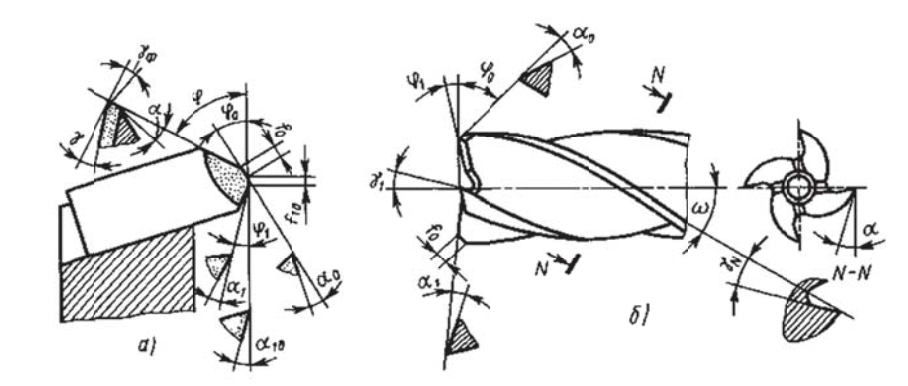
Рис. 15. Геометрия торцовой (а) и концевой (б) фрез
Торцовая фреза (а) используется для обработки плоскостей. Ее режущие кромки расположены как на торце, так и на цилиндрической поверхности. Основные углы: главный угол в плане φ=45-90°, вспомогательный угол в плане φ1≈0-5°, угол наклона главной режущей кромки λ.
Концевая фреза (б) предназначена для обработки пазов, уступов, карманов и контуров. Конструкция фрез регламентируется, например, ГОСТ 17025-71. Режущие кромки у нее винтовые (главные) и торцовые (вспомогательные).
- Главные (винтовые) кромки имеют угол в плане φ=90° и угол наклона винтовой линии ω=30-45°.
- Вспомогательные (торцовые) кромки имеют угол ψ1=2-4°.
- Геометрические параметры (передний угол γN, задний угол α, α1N) задаются в нормальных сечениях к соответствующим кромкам. Число зубьев (z) у концевых фрез обычно варьируется от 2 до 6 и более.
8. Абразивные инструменты
Абразивные инструменты применяются на токарных станках в операциях шлифования, притирки и полирования, когда требуется достичь очень высокой точности размеров и минимальной шероховатости поверхности (например, при обработке шеек валов, конусов).
Абразивный инструмент состоит из огромного числа режущих зерен, скрепленных связующим веществом (связкой). Каждое зерно работает как микрорезец.
8.1. Материалы и связки
Абразивные материалы:
- Электрокорунд (нормальный 14А, белый 25А): На основе оксида алюминия. Применяется для шлифования сталей.
- Карбид кремния (зеленый 64С, черный 54С): Более твердый, но более хрупкий. Для обработки чугуна, цветных металлов, твердых сплавов.
- Эльбор (CBN): Кубический нитрид бора, сверхтвердый материал для шлифования закаленных сталей.
- Алмаз (АС): Для обработки твердых сплавов, керамики, стекла.
Связующие вещества (связки):
- Керамическая (К): Наиболее распространенная. На основе глины. Жесткая, прочная, термо- и химически стойкая. Хорошо сохраняет профиль круга.
- Бакелитовая (Б): На основе синтетических смол. Обладает эластичностью и хорошей самозатачиваемостью, но менее термостойкая.
- Вулканитовая (В): На основе каучука. Очень упругая и плотная, используется для отрезных и полировальных кругов.
- Металлическая (М): Сплавы меди, олова и др. Используется для алмазных и эльборовых кругов, обеспечивает высокую прочность и теплопроводность.
8.2. Характеристики абразивных инструментов
Основные характеристики указываются в маркировке круга.
Пример маркировки: 25А 40-Н СТ1 6 К 5
Расшифровка:
- 25А: Марка абразива (электрокорунд белый).
- 40-Н: Зернистость. Число означает размер зерна в сотых долях миллиметра (400 мкм). Чем больше число, тем грубее зерно.
- СТ1: Степень твердости (среднетвердый 1). Твердость — это способность связки удерживать зерна. Различают мягкие (М), средние (С), твердые (Т) и др.
- 6: Номер структуры (средняя). Структура — это процентное соотношение объема зерен, связки и пор.
- К: Вид связки (керамическая).
- 5: Дополнительный индекс связки.
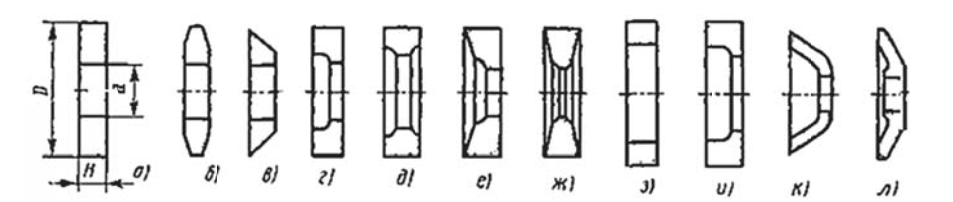
Рис. 16. Профили шлифовальных кругов: а — прямой (ПП), б и в — конический (2П, 3П), г, д, е, ж — с выточкой (соответственно ПВ, ПВК, ПВД, ПВДК), з — кольцевой (К), и, к — чашечный (ЧЦ и ЧК), л — тарельчатый (Т); D и d — наружный и внутренний диаметр круга, H — высота
Кроме шлифовальных кругов (рис. 16), в токарном деле применяются:
- Шлифовальные бруски: Для ручной доводки и хонингования.
- Шлифовальные шкурки (наждачная бумага): На тканевой или бумажной основе для полирования.
- Абразивные пасты: Смесь абразивного порошка (оксиды хрома, железа, алмазная пыль) со связующими веществами (стеарин, парафин). Используются для финишной доводки (притирки) и полирования.
Сравнительная таблица основных режущих инструментов
| Инструмент | Основное назначение | Тип обработки | Достижимая точность (квалитет IT) | Типичная шероховатость (Ra, мкм) |
|---|---|---|---|---|
| Резец токарный | Наружное и внутреннее точение, подрезка, прорезание канавок | Черновая, получистовая, чистовая | IT14 — IT7 | 12.5 — 1.6 |
| Сверло спиральное | Получение отверстий в сплошном материале | Черновая | IT14 — IT12 | 25 — 12.5 |
| Зенкер | Обработка существующих отверстий для повышения точности | Получистовая | IT11 — IT9 | 6.3 — 3.2 |
| Развертка | Окончательная обработка отверстий для высокой точности | Чистовая, финишная | IT9 — IT6 | 1.6 — 0.4 |
| Метчик | Нарезание внутренней резьбы | Специальная | (Точность резьбы) | 6.3 — 3.2 |
| Плашка | Нарезание наружной резьбы | Специальная | (Точность резьбы) | 12.5 — 6.3 |
Интересные факты о режущем инструменте
- Рождение «быстрореза»: До конца XIX века основным материалом для резцов была углеродистая сталь, которая «садилась» (теряла твердость) уже при 200°C. Революцию совершили металлурги Тейлор и Уайт, которые в 1900 году представили быстрорежущую сталь (HSS). Она сохраняла твердость до 600°C, что позволило увеличить скорость резания в 3-4 раза и дало толчок развитию всего машиностроения.
- Цвет стружки как индикатор: Опытный токарь может судить о режиме резания по цвету сходящей стружки. Соломенно-желтый цвет говорит о температуре около 220°C, фиолетовый — около 300°C, а ярко-синий свидетельствует о перегреве зоны резания выше 350°C, что может привести к быстрому износу инструмента.
- Неравномерный шаг зубьев: У качественных разверток и фрез расстояние между соседними зубьями делают немного разным. Этот прием, называемый неравномерным шагом, позволяет избежать вхождения инструмента в резонанс и предотвращает возникновение вибраций (дробления), что значительно повышает качество обработанной поверхности.
- Стружколом: На передней поверхности многих современных резцов и пластин можно увидеть специальные канавки или уступы. Это стружколомы. Их задача — принудительно завивать и ломать сливную стружку на короткие, безопасные сегменты, чтобы она не наматывалась на деталь и патрон.
FAQ: Часто задаваемые вопросы
- В чем принципиальное отличие зенкера от развертки?
- Оба инструмента обрабатывают существующие отверстия, но решают разные задачи. Зенкер — это получистовой инструмент. Он снимает относительно большой припуск (0.5-3 мм), исправляет геометрию и ось отверстия, подготавливая его к чистовой обработке. Развертка — это чистовой, финишный инструмент. Она снимает очень малый припуск (0.05-0.2 мм), не исправляет ось, но обеспечивает высокую точность диаметра и низкую шероховатость.
- Почему ручные метчики продаются комплектом из 2 или 3 штук?
- Нарезание резьбы вручную требует большого усилия. Комплект позволяет распределить это усилие. Первый (черновой) метчик срезает только часть профиля, выполняя основную работу. Второй (средний) и третий (чистовой) постепенно доводят профиль резьбы до полного, калибруя ее. Использование одного чистового метчика вручную привело бы к его поломке или срыву резьбы.
- Что такое «затылование» и для чего оно нужно?
- Затылование — это специальная форма заточки, при которой задняя поверхность зуба инструмента (например, у метчиков, разверток, фрез) выполняется не плоской, а по кривой (спирали Архимеда). Это обеспечивает наличие заднего угла и сохранение профиля инструмента после многократных переточек по передней поверхности.
- Какой режущий материал выбрать: быстрорежущую сталь (HSS) или твердый сплав (карбид)?
- Выбор зависит от оборудования и задачи. HSS дешевле, более вязкий (не такой хрупкий) и прощает ошибки, поэтому идеален для старых станков, прерывистого резания и невысоких скоростей. Твердый сплав значительно тверже и термоустойчивее, позволяет работать на скоростях в 3-5 раз выше, чем HSS, и обеспечивает лучшую стойкость. Он является основным материалом для современного высокопроизводительного оборудования, но требует жестких станков и более чувствителен к ударам.
Заключение
Выбор режущего инструмента для токарных работ — это многофакторная задача, требующая от инженера и оператора глубоких знаний в области материаловедения, геометрии резания и технологии машиностроения. От токарных резцов, являющихся «рабочей лошадкой» любого производства, до прецизионных разверток и абразивных инструментов — каждый тип имеет свою уникальную нишу и функционал. Понимание конструктивных особенностей, геометрических параметров и областей применения каждого инструмента, а также умение работать с нормативной документацией, такой как ГОСТ, является ключом к достижению высокой производительности, точности и экономической эффективности в современной металлообработке.
Нормативные документы
- ГОСТ 20872-80. Державки для токарных резцов. Типы и основные размеры.
- ГОСТ 18877-73. Резцы токарные и расточные с пластинами из твердого сплава. Типы и основные размеры.
- ГОСТ 10902-77. Сверла спиральные с цилиндрическим хвостовиком. Короткая серия. Основные размеры.
- ГОСТ 10903-77. Сверла спиральные с коническим хвостовиком. Основные размеры.
- ГОСТ 12489-71. Зенкеры цельные. Конструкция и размеры.
- ГОСТ 1672-2016. Развертки машинные цельные. Типы и основные размеры.
- ГОСТ 3266-81. Метчики машинные и ручные. Конструкция и размеры.
- ГОСТ 9740-71. Плашки круглые. Технические условия.
- ГОСТ 17025-71. Фрезы концевые с цилиндрическим хвостовиком. Конструкция и размеры.
- ГОСТ Р 52781-2007. Круги шлифовальные. Технические условия.
Рекомендуемая литература
- Справочник технолога-машиностроителя. В 2-х т. / Под ред. А.Г. Косиловой и Р.К. Мещерякова. — М.: Машиностроение, 1986.
- Грановский Г.И., Грановский В.Г. Резание металлов. — М.: Высшая школа, 1985.
- Бобров В.Ф. Основы теории резания металлов. — М.: Машиностроение, 1975.
Регулярно публикую материалы о передовых методах обработки и сварки материалов, а также освещаю новинки в сфере производства,материаловедения, строительства и др.