На современных машиностроительных предприятиях одним из ключевых направлений развития является ускорение и оптимизация производственных этапов, особенно в области механообрабатывающих операций. Повышение результативности процессов механической обработки занимает особое место в технологической политике большинства производств. Однако, несмотря на реализуемые мероприятия по интенсификации, на протяжении последних десятилетий наблюдается устойчивая тенденция увеличения трудозатрат на механическую обработку.
Примером может служить производство изделий авиационной промышленности, где доля станочных операций может составлять более 30% от совокупной трудоемкости сборки всей конструкции планера. Подобная нагрузка на механообрабатывающие участки объясняется спецификой обрабатываемых материалов и архитектурой изделий.
Одной из главных причин возрастания трудоемкости механических операций является всё более широкое внедрение в конструкцию изделий труднообрабатываемых сплавов, в числе которых особенно выделяются титановые сплавы и легированные высокопрочные стали. Кроме того, значительную сложность представляют и крупные элементы, составляющие основу планера, такие как панели крыла и части фюзеляжа, в том числе выполненные из указанных выше высокопрочных материалов. Их обработка требует длительного времени, высокой точности и применения специализированного инструмента.
Применение конструкционных материалов, обладающих повышенными эксплуатационными характеристиками, приводит к росту не только производственной нагрузки, но и усложнению технологии механической обработки. Данные по распределению используемых материалов в общем весе планера представлены в таблице 1.
Таблица 1. Объемы применения конструкционных материалов в планере
| Изделие | Объемы применения материалов в % от массы планера | |||
| титановые
сплавы |
алюминиевые
сплавы |
стали | прочие материалы,
в том числе П:КМ |
|
| Ил-86 | 14 | 54 | 15 | 17 |
| В 747 | 4,25 | 68 | 10 | 17,75 |
| F-14 | 24,4 | 39 | 17 | 19,6 |
| F-15 | 26,7 | 35,5 | 3,3 | 34,5 |
| F-18 | 11,7 | 47,7 | 15 | 25,6 |
| B1 | 22,5 | 41,3 | 18,5 | 27,7 |
| YF-17 | 7 | 71 | 10 | 12 |
| SR-71 | 95 | |||
| F-22 | 24 | 35 | 5 | 36 |
| МиГ-25 | 8 | 11 | 80 | |
| МиГ-31 | 16 | 33 | 50 | 1 |
На рисунке 1 представлена наглядная иллюстрация того, как менялся процент использования титановых сплавов в конструкции изделий авиационной техники, начиная с 1960-х годов. В частности, можно проследить динамику этого процесса на примере таких самолётов, как МиГ-25 (1964), МиГ-31 (1975) и F-22 (1990).
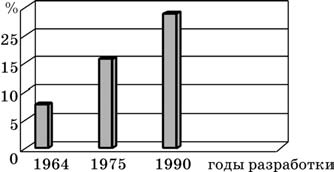
Рис. 1. Объемы применения титановых сплавов в конструкциях изделий в зависимости от года их разработки на примере МиГ-25 (1964), МиГ-31 (1975) и F-22 (1990)
Показанная на графике тенденция отражает не только развитие военной авиации, но и схожие изменения в гражданском авиастроении. Например, если в конструкции самолета Boeing 747, созданного в 1960-х годах, содержание титановых компонентов составляло лишь 4,25% от общей массы планера, то в более позднем Ил-86, относящемся к следующему поколению воздушных судов, этот показатель уже достиг 16%.
С одной стороны, в последние годы наблюдается некоторое замедление темпа роста доли титановых сплавов и легированных сталей в авиастроении, что объясняется широким внедрением композиционных материалов. Однако нельзя не учитывать, что с развитием высокоскоростной и гиперзвуковой авиации потребность в жаропрочных и прочных металлах, таких как титан и высокопрочные стали, будет возрастать, а вместе с ней — и нагрузка на механообрабатывающие мощности.
Особый интерес вызывает случай с самолетом F-22, где при переходе от опытной к серийной сборке существенно возрос процент использования труднообрабатываемых материалов. Этот факт подтверждается данными, представленными на рисунке 2, отражающем перераспределение материалов при окончательной отработке конструкции изделия.
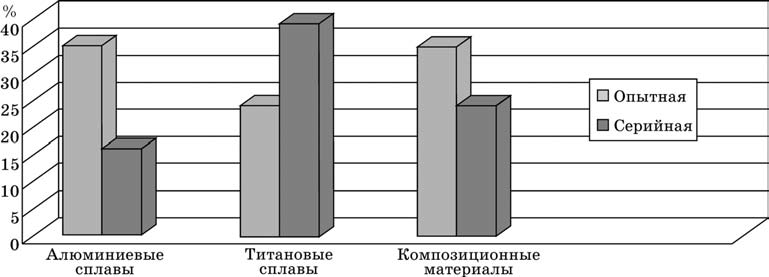
Рис. 2. Изменение объемов применения в конструкции планера материалов при переходе от опытного к серийному изделию
Главная причина перераспределения — неудовлетворительная эксплуатационная стойкость крупных и сильно нагруженных элементов, выполненных из полимерных композиционных материалов (ПКМ). Согласно технической информации, в ходе проведения испытаний постановочной серии F-22 лонжероны крыла из ПКМ были заменены на аналогичные детали из титановых сплавов из-за обнаруженных проблем прочности и устойчивости при нагружении.
Прогресс в производственной инфраструктуре авиастроения продолжается, и сегодня особый упор делается на увеличение парка современных станков с числовым программным управлением (ЧПУ), включая и многокоординатные установки. Еще в период с 1960-х по 1970-е годы на машиностроительных заводах началось формирование специализированных производственных участков, состоящих в основном из фрезерных станков с ЧПУ.
Показательно, что одним лишь отраслевым предприятием в СССР до начала 1990-х годов было произведено более 35 тысяч единиц такого оборудования, включая обрабатывающие центры различной конфигурации.
Хотя в смежных отраслях объемы внедрения ЧПУ-станков были скромнее, очевидно, что без их широкого использования невозможно обеспечить выпуск высококачественной и конкурентоспособной по цене продукции в условиях рыночной экономики. Именно такие технологии позволяют объединить высокую производственную точность с сокращением времени на подготовку и выпуск изделий.
Повсеместное распространение оборудования с программным управлением, а в дальнейшем — переход к полностью автоматизированным производствам на их базе, требует коренной модернизации всех этапов: от разработки технологических маршрутов до обучения персонала.
Достигнутый эффект от внедрения станков с ЧПУ обеспечивается следующими факторами:
- устранением операций по ручной разметке на стадии обработки деталей;
- существенным ростом точности и чистоты обработки сложных по форме поверхностей;
- уменьшением времени как основного, так и вспомогательного цикла изготовления;
- возможностью реализовать оптимальные режимы резания;
- снижением длины траекторий рабочих и холостых перемещений инструмента;
- обеспечением высоких скоростей перемещения в холостом режиме;
- оперативностью при переналадке оборудования на новый тип продукции;
- возможностью интеграции измерительных операций непосредственно в цикл обработки;
- применением менее квалифицированных операторов, за исключением высокоточного многокоординатного оборудования;
- автоматической корректировкой траекторий перемещений по результатам измерений, включая использование лазерных систем;
- возможностью автоматической смены как инструмента, так и заготовок по заданной программе;
- организацией многостаночного обслуживания оператором;
- уменьшением затрат на технологическую оснастку и специализированный инструмент;
- ускорением этапов подготовки производства новых изделий;
- сокращением оборотных фондов за счет объединения операций в рамках одного цикла;
- снижением объема финишной зачистки поверхностей;
- экономией производственных площадей;
- снижением общего количества необходимого оборудования и его разновидностей;
- сокращением времени на внутрипроизводственное перемещение деталей.
Рассмотрим более подробно некоторые критически важные аспекты, определяющие производственную эффективность применения ЧПУ-оборудования.
- Отказ от традиционной разметки: при использовании ЧПУ разметка применяется только для заготовок сложной формы (штампованных, литых), требующих точной привязки баз.
- Увеличение точности и уменьшение отклонений формы: фрезеровщик высокой квалификации при ручной обработке достигает точности до ±0,5 мм, но при этом поверхность часто содержит макропогрешности. Обработка по ЧПУ-программе обеспечивает предельную точность 0,02–0,05 мм, при этом достигается шероховатость Ra = 0,8–2,5 мкм.
- Оптимизация временных затрат: универсальные станки иногда обеспечивают большую производительность на простых операциях, но ЧПУ значительно выигрывает в обработке сложных контуров, фасонных участков, нарезке резьбы. При этом современные системы позволяют быстро восстанавливать программу и калибровку при замене инструмента. Магазины с дублирующим инструментом повышают непрерывность работы оборудования.
Ряд ключевых факторов оказывает влияние на сокращение вспомогательного времени в производственном процессе. Ниже представлен расширенный перечень этих факторов.
- Рационализация режимов резания: при эксплуатации универсальных станков параметры резания фиксируются заранее и не изменяются в ходе выполнения операций. В отличие от этого, в условиях программного управления допускается гибкая корректировка параметров в процессе обработки — например, в зависимости от текущего диаметра заготовки или специфики фрезерной операции, что позволяет держать условия на оптимальном уровне при любых обстоятельствах.
- Сокращение длины активных перемещений инструмента: траектории движения режущего инструмента, как правило, жестко заданы управляющей программой, что исключает влияние человеческого фактора. За счет тщательного программного планирования можно обеспечить минимально допустимую длину обработок, соответствующую технологическим требованиям, и тем самым повысить общую производительность.
- Снижение времени холостых ходов инструмента: при составлении управляющих программ учитывается возможность оптимизации нерабочих перемещений. Программное задание маршрутов холостого хода позволяет использовать кратчайшие траектории. При этом, в случае обработки протяжённых заготовок допускается, напротив, удлинение таких перемещений с целью компенсации тепловых деформаций, что также относится к факторам влияния.
- Повышенная скорость холостого перемещения: оборудование с линейными приводами демонстрирует холостые перемещения до 120 м/мин, а системы с цифровыми приводами — от 60 до 70 м/мин, что многократно превышает показатели обычных станков.
- Минимизация временных затрат на переналадку: процедуры переналадки предполагают лишь смену наладочных элементов и оснастки, помещённой в инструментальный магазин, а также измерение инструмента посредством датчиков или лазерной системы. В случае старых моделей станков — настройка координаты Z. Всё это осуществляется быстро и не требует длительных простоев.
- Автоматизация измерения параметров деталей: при применении универсального оборудования измерения осуществляются вручную, с проведением пробных резов. В то же время, числовое программное управление обеспечивает возможность автоматического съёма размеров, включая обмер с применением датчиков в ходе обработки, без участия оператора.
- Осуществление контроля на станке и формирование протоколов измерений: особенно это актуально для обработки габаритных и гибких деталей, склонных к деформации после снятия с установочной оснастки. Контроль на месте позволяет производить измерения в процессе обработки, минимизируя простой станка и повышая точность. Итоговые результаты оформляются в виде распечатанных протоколов, что ускоряет приёмку.
- Снижение требований к квалификации операторов: в большинстве случаев возможно использовать персонал средней квалификации, особенно при типовом программировании. Однако при работе с 5–6-осевыми обрабатывающими центрами всё ещё требуется персонал с техническим или высшим инженерным образованием, особенно в случае составления управляющих программ непосредственно на рабочем месте.
- Автоматическая корректировка движения инструмента по данным измерений: управляющие программы содержат алгоритмы, позволяющие в режиме реального времени адаптировать траектории на основе данных от датчиков или лазерных измерителей, тем самым снижая допуски и повышая стабильность качества.
- Интеграция автоматической смены инструмента: современные станочные комплексы снабжаются манипуляторами и магазинными ячейками, позволяющими в автоматическом режиме менять инструмент согласно этапам программы, без участия человека.
- Автоматическая смена заготовок: в присутствии палетных систем (столов-спутников) обеспечивается параллельная смена заготовок вне зоны обработки. Одна деталь обрабатывается, пока другая — устанавливается оператором. Таким образом, время, затрачиваемое на переналадку, стремится к нулю.
- Многостаночное обслуживание: важно, чтобы циклы обработки одной детали не мешали контролю над другими станками. Это позволяет одному оператору одновременно обслуживать несколько единиц оборудования, значительно повышая эффективность труда.
- Сокращение издержек на сложные приспособления: благодаря точному программному управлению, достаточно простых приспособлений вроде координатных плит, ложементов или вакуумных столов. Это снижает стоимость изготовления и обслуживания оснастки.
- Оптимизация ассортимента применяемого инструмента: применение универсального режущего инструмента позволяет отказаться от фасонных или угловых фрез, а также минимизировать набор канавочных резцов, особенно в случае многоосевой обработки.
- Сокращение времени на запуск новых производств: современные программные пакеты и CAD/CAM-системы позволяют в кратчайшие сроки создавать управляющие коды. При этом упрощённая оснастка ускоряет ввод в эксплуатацию нового изделия.
- Объединение технологических операций позволяет существенно уменьшить объём незавершённого производства и ускорить производственный цикл, снижая также складские и транспортные затраты.
- Минимизация зачистных операций: при правильно выбранных параметрах обработки и соблюдении допусков необходимость в дополнительной зачистке отпадает. Это положительно сказывается на повышении усталостной прочности и ресурса деталей.
- Сокращение числа типов используемого оборудования: универсальный многофункциональный обрабатывающий центр способен заменить токарные, фрезерные и сверлильные станки, а также выполнять двухстороннюю обработку без переустановки, что ведёт к значительной экономии.
Дополнительно стоит подчеркнуть, что в некоторых случаях появляется возможность исключения из производственного процесса даже шлифовального оборудования.
Такой подход даёт возможность оптимизировать технологическую схему: исключить необходимость в сверлильных и фрезерных операциях и соответственно убрать из цепочки специальное оборудование и оснастку. При условии, что после обработки не предусматривается термообработка, а токарный станок обеспечивает требуемые показатели точности и шероховатости, можно обоснованно отказаться и от шлифовальных операций.
19. Сокращение временных затрат на логистику и транспортировку: временные ресурсы, связанные с перемещением деталей, могут быть снижены благодаря изменению структуры техпроцесса: обработка после термической стабилизации, симметричная двухсторонняя обработка, контроль непосредственно на рабочем месте с возможностью формирования протоколов без съёма заготовки и т. п.
Следует отметить, что многие модели станков с числовым программным управлением создавались на основе ранее применявшихся универсальных станков. Например, токарные агрегаты с горизонтальным расположением направляющих — модели типа 16К20Ф3С32, МК6758 (см. рис. 3), или фрезерные установки, такие как 6Н13СН3К (см. рис. 4). В то же время, были разработаны специализированные решения, включая токарные станки с наклонными направляющими (например, SPU20 — см. рис. 5) и специальные фрезерные установки (рис. 6).
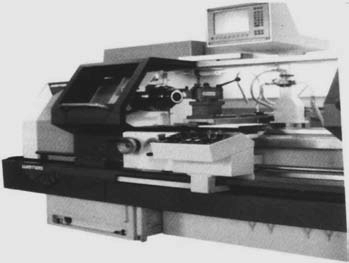
Рис. 3. Универсальный токарный станок с ЧПУ с горизонтальным расположением направляющих
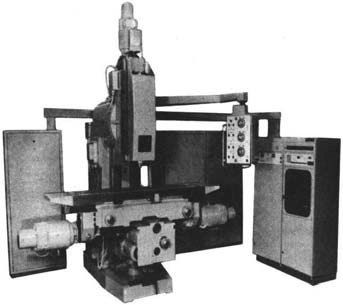
Рис. 4. Фрезерный станок с ЧПУ, созданный на базе универсального
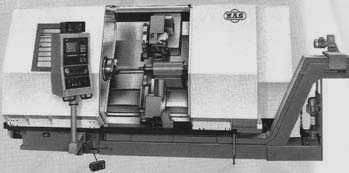
Рис. 5. Современный токарно-центровой станок с ЧПУ модели SPU20

Рис. 6. Современный фрезерный станок с ЧПУ модели ФП27ВС3
С целью достижения высокой точности и стабильности обработки, в конструкции современных станков все чаще применяются основания из полимербетона (также называемого гранитаном). Данный материал характеризуется малым коэффициентом теплового расширения, а также эффективными демпфирующими свойствами, что особенно ценно при высокоскоростной резке.
В станках токарной и фрезерной групп конструкции шпиндельных узлов претерпели значительные изменения. На рисунке 7 представлена конструкция шпиндельного блока, характерного для современных токарных станков.
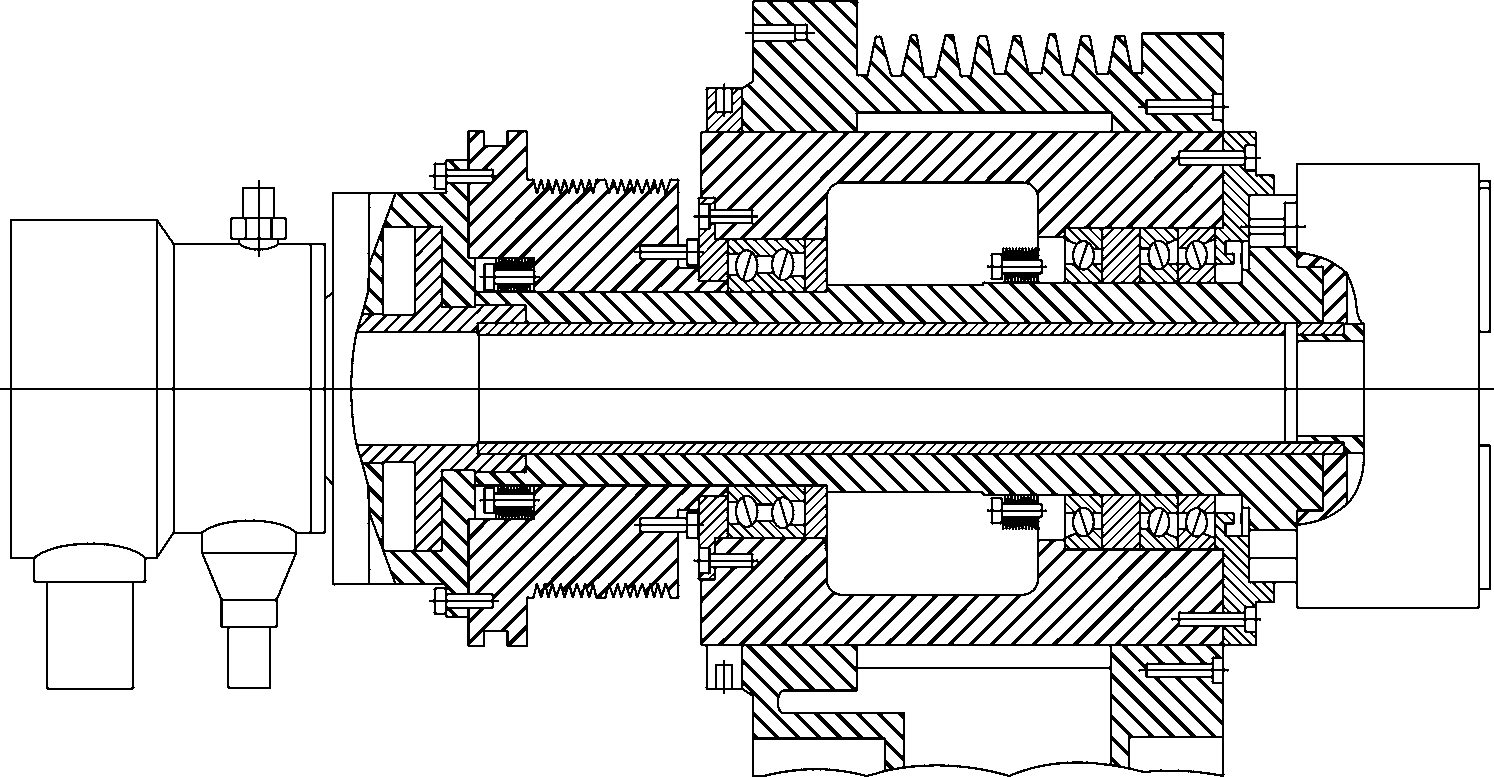
Рис. 7. Шпиндельная группа современного токарного станка
Современные токарные шпиндели по конструкции во многом аналогичны шпинделям горизонтально-расточных установок: они размещаются на пяти подшипниках, что обеспечивает стабильную жесткость. Крутящий момент передается посредством поликлиновых ремней, соединяющих шпиндель либо с трансмиссией, либо с электродвигателем, у которого предусмотрено широкое регулирование оборотов. Благодаря этому удается достичь характеристик точности, схожих с результатами, получаемыми на шлифовальном оборудовании 4–5 квалитета, и получить качество поверхности в пределах Ra = 0,2–0,8 мкм, в зависимости от обрабатываемого материала.
На обрабатывающих центрах, относящихся к фрезерной категории станков, часто применяются электрошпиндели. Ключевая их особенность заключается в использовании гибридных подшипников качения с керамическими телами качения. Благодаря малой массе и высокому модулю упругости керамики удается снизить инерционные деформации и повысить максимально допустимую частоту вращения.
Дополнительно стоит отметить, что керамические элементы менее подвержены явлению холодной сварки с металлическими кольцами, что положительно влияет на ресурс направляющих. В перспективе освоение производства полноценно керамических подшипников значительно увеличит предельные скорости вращения и позволит внедрить высокоскоростную обработку деталей, изготовленных из алюминиевых сплавов.
Сейчас применение режимов резания со скоростями выше 3000 м/мин при обработке алюминия всё ещё ограничено. Для эффективного освоения этого диапазона необходимы шпиндели с высокой частотой вращения и увеличенным крутящим моментом. Примером может служить узел главного движения станка INGERCOL MasterMill Milling, способный достигать частоты вращения до 32 тыс. мин–1 при крутящем моменте до 10 тыс. Н·м.
В то же время, технологии высокоскоростной обработки закалённых сталей (например, при изготовлении штампов и форм) уже хорошо освоены. Скорости резания при этом находятся в пределах от 80 до 200 м/мин. Типичное исполнение шпинделя фрезерного станка отображено на рисунке 8.
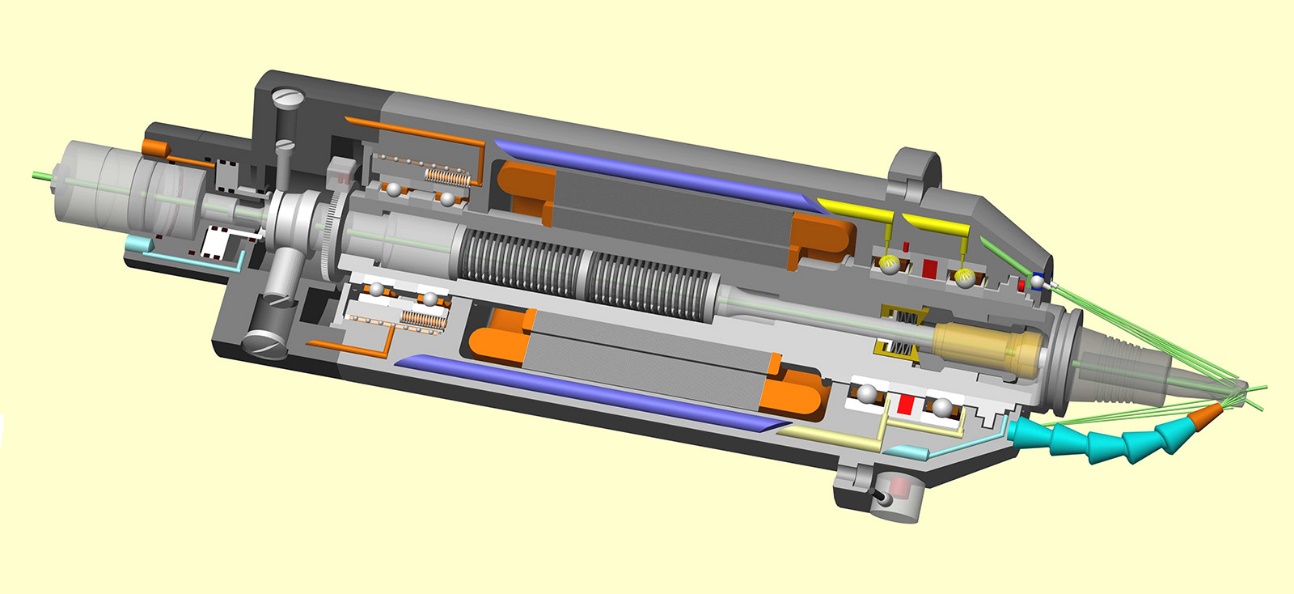
Рис. 8. Электрошпиндель обрабатывающего центра фрезерно-сверлильно-расточной группы
Гибридные подшипники, установленные в электрошпинделях, допускают функционирование на частотах до 80 тыс. мин–1, обеспечивая при этом высокую вибростойкость и жесткость конструкции. Однако необходимо контролировать балансировку — чувствительность таких систем к дисбалансу и к динамическим нагрузкам весьма высока.
Современные электрошпиндели, как правило, оборудованы разнообразными датчиками: вибрации, фиксации инструмента и термокомпенсации. Они также имеют нестандартные графики зависимости мощности и крутящего момента от числа оборотов. На рисунке 9 представлены типовые характеристики таких зависимостей для электрошпинделя без встроенного редуктора.
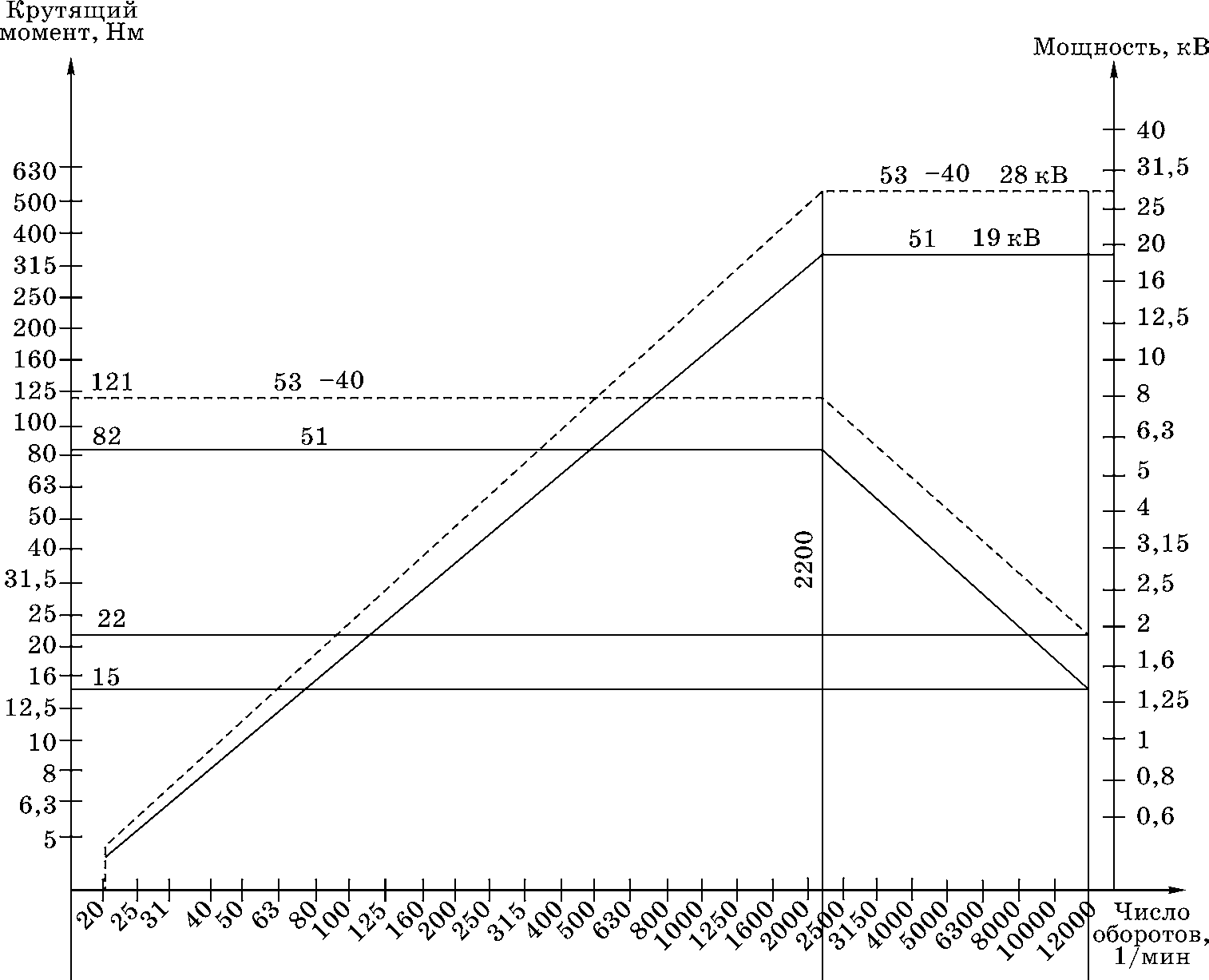
Рис. 9. Типовые нагрузочные характеристики электрошпинделя
В диапазоне до номинальной частоты вращения мощность электрошпинделя снижается почти линейно (на логарифмической шкале) вплоть до нуля. После превышения номинального значения, мощность стабилизируется на уровне, указанном в техническом паспорте станка.
В отличие от мощности, поведение крутящего момента отличается: при частотах ниже номинальных он сохраняется на постоянном уровне Мкр const, но по достижении критической точки стремительно снижается до минимума.
Стоит учитывать, что модели одного и того же станка могут комплектоваться разными приводами главного движения в зависимости от пожеланий заказчика и типа обрабатываемого материала. Основной вариант считается базовым, альтернативные — приобретаются опционально. Возможности таких машин расширяются за счет добавления контршпинделей, измерительных систем, приводного инструмента и прочих вспомогательных модулей, что требует индивидуального подхода к планированию операций.
Распространённая ошибка — прямое копирование технологических схем, созданных для универсального оборудования, на станки с ЧПУ. Такой подход снижает общую производительность и увеличивает стоимость изготовления из-за высокой цены машино-часа.
Работа технолога остается творческой: даже при наличии продвинутого CAM-софта, автоматизация ограничивается моделированием стандартных решений. Специалист по-прежнему отвечает за расчет точности, снижение деформаций и обеспечение ресурса детали. Используемые программы лишь позволяют ускорить подготовку управляющего кода, протестировать его визуально и избежать грубых ошибок на стадии настройки, но не способны заменить инженерную интуицию и опыт.
