1. Сборка ременных передач
Ременная передача состоит из двух и более шкивов, охваченных гибкой связью в виде плоского ремня (рис. 1, а), клинового ремня (рис. 1, б), поликлинового ремня (рис. 1, в) и круглого ремня (рис. 1, г).
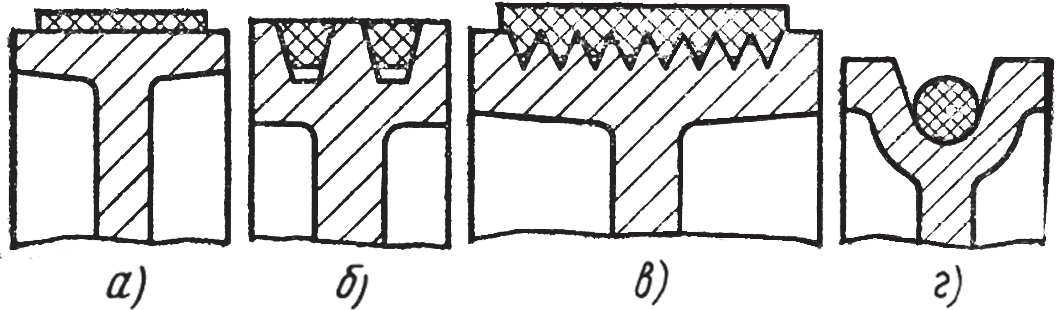
Рис. 1. Ременные передачи
Шкивы обычно изготовляются литыми из чугуна, стали или пластмасс.
Шкивы плоскоременных передач бывают со спицами, со сплошным диском, в котором могут быть сделаны отверстия для уменьшения массы шкива, цельными и разъемными.
При расположении шкива на конце вала применяют цельные шкивы, а при расположении между подшипниками – разъемные. Шкивы бывают одноступенчатые и многоступенчатые. На многоступенчатом шкиве имеется несколько ступеней различного диаметра.
Шкивы для клиноременной передачи по конструкции отличаются от гладких шкивов только наличием на ободе призматических канавок.
Рабочие неразъемные шкивы монтируются на валу с тугой или напряженной посадкой.
Если шкив устанавливается на выступающей из подшипника шейке вала, то она может быть конической (рис. 2, а) или цилиндрической (рис. 2, б) с призматической или клиновой шпонкой. На цилиндрическом валу с призматической шпонкой делают буртик (рис. 2, в) для фиксирования положения шкива, а чтобы шкив не сдвинулся во время работы, его дополнительно крепят гайкой (рис. 2, г). Если шкив крепится клиновой шпонкой (рис. 2, в), то дополнительного крепления делать не требуется.
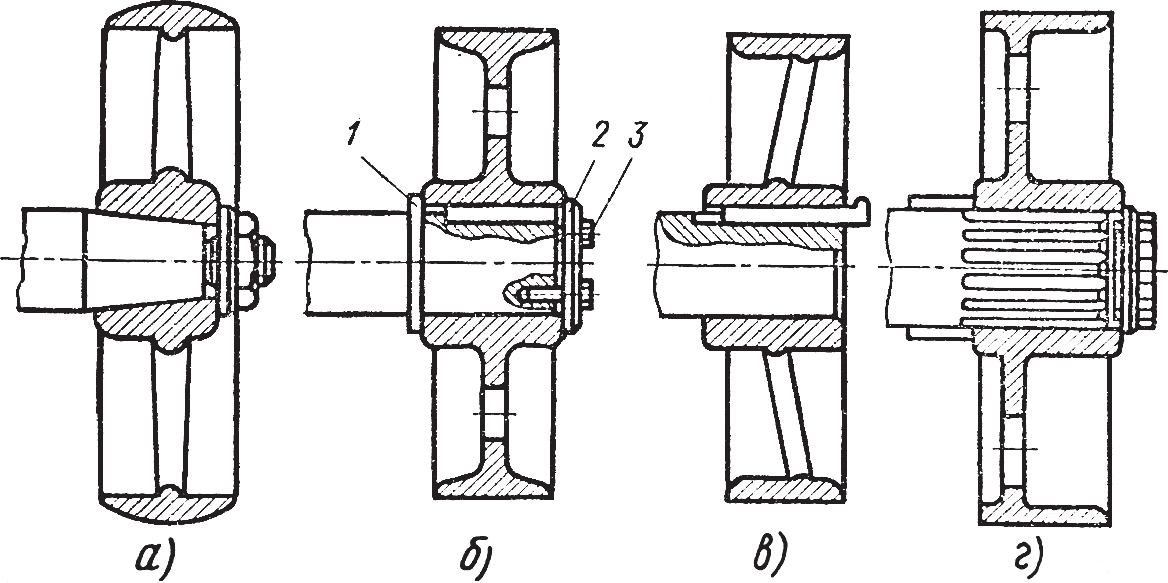
Рис. 2. Схемы сборки шкивов на валах: а – на коническом конце вала; б – на цилиндрическом конце вала со шпонкой; 1 – вал; 2 – шпонка; 3 – стопорный винт; в – установка шкива с креплением клиновой шпонкой; г – посадка шкива на шлицевом валу
Установка шкива на клиновой шпонке применяется лишь в тихоходных и неответственных передачах, когда не требуется точной посадки, так как клиновая шпонка смещает ось ступицы, а при небольшой длине ее появляется перекос, что недопустимо в быстроходных тяжело нагруженных передачах. При использовании призматической шпонки смещение оси ступицы шкива значительно меньше и такие соединения являются более точными.
Если требуется весьма высокая точность, применяют шлицевые соединения (рис. 2, г). При таком виде соединения шкивы центрируются лучше, чем на шпонках, увеличивается прочность и меньше изнашивается место посадки.
Для посадки шкива на вал применяют винтовые приспособления, например стяжные скобы (рис. 3).
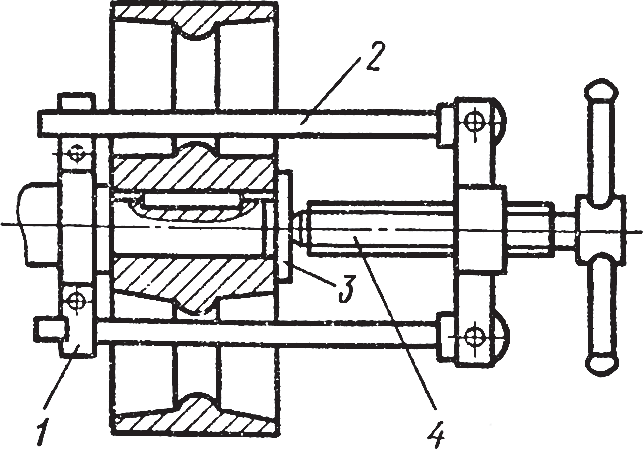
Рис. 3. Схема посадки шкива с помощью стяжной скобы
Разъемный хомутик 1 надевают на вал и упирают в его буртик. Затем между спицами шкива пропускают тяги 2, а к торцу ступицы шкива подкладывают планку 3, в которую упирается винт 4. Поворачивая винт и, слегка ударяя через подкладку в разных местах по наружной поверхности ступицы, постепенно надвигают шкив на вал. Удары устраняют заедание шкива на валу вследствие возможных перекосов.
Разъемные шкивы можно устанавливать в любом месте по длине вала. Сборка шкива заключается в соединении шпильками двух его половинок.
Проверка правильности посадки шкивов на вал сводится к проверке на биение (рис. 4). Биение шкивов вызывает быстрый износ подшипников, а у передач точных быстроходных металлорежущих станков способствует повышению вибраций, увеличивающих шероховатость поверхности обрабатываемых деталей. Причинами биения шкивов являются: изгиб вала, неправильная механическая обработка шкивов и неправильная посадка их на вал при сборке. Биение шкивов проверяют рейсмасом-чертилкой или индикатором. При проверке биения индикатором отсчет ведут по циферблату индикатора, а при проверке чертилкой величину биения определяют щупом.
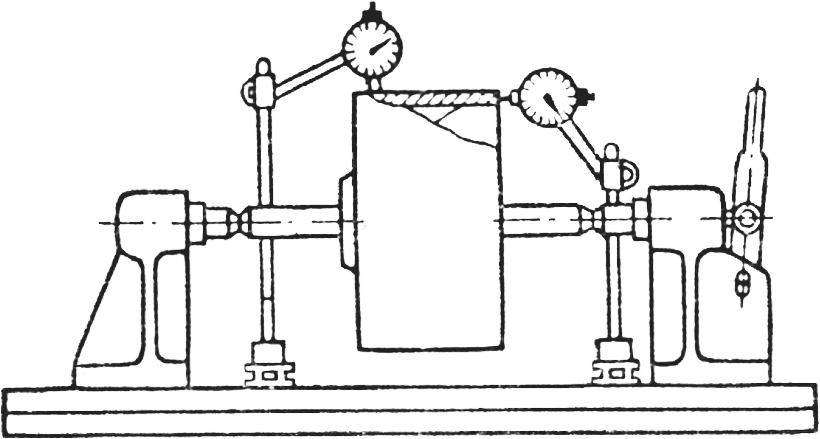
Рис. 4. Схемы проверки собранного шкива на биение наружной поверхности и биение торца
Шкивы в сборе с валами, работающие с окружной скоростью 5≤υ≤35 м/с, проверяются на наличие дисбаланса при статической балансировке. Величина допускаемого дисбаланса приведена в табл. 1.
Таблица 1. Величина допускаемого дисбаланса

Шкивы быстроходных передач, при скорости υ≥35 м/с, необходимо подвергать динамической балансировке.
Шкивы быстроходных передач для лучшей балансировки обрабатывают шлифованием. В подобных случаях внутреннюю поверхность обода и наружную поверхность ступицы выполняют цилиндрической.
Параллельность валов проверяют с помощью стрелок 1 и отвеса 2 (рис. 5, а). На концах валов укреплены стрелки, концы которых соприкасаются со шнуром. При повороте валов на 180° стрелки должны вновь соприкоснуться со шнуром. Проверку выполняют также с помощью линейки – рис. 5, б, с помощью шнура – рис. 5, в (при натягивании шнура между ободами шкивов и шнуром должен быть одинаковый зазор).
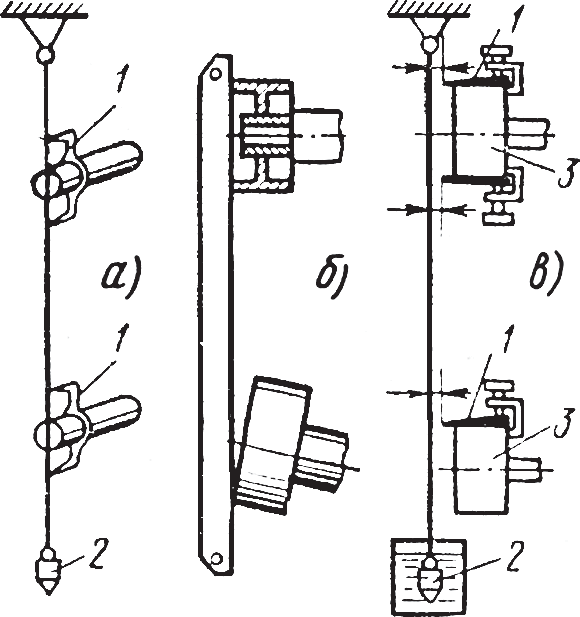
Рис. 5. Схемы проверки взаимной параллельности валов: а – с помощью шнура с гирями; б – металлической линейкой; в – шнуром; 1 – стрелки; 2 – гиря; 3 – шкивы
Для компенсации непараллельности осей плоскоременных передач меньший шкив могут выполнить с выпуклой образующей по наружному диаметру.
После проверки шкива на биение надевают ремень. Для этого шкивы вращают вручную и сначала надевают ремень на ведущий шкив, затем – на ведомый. Для надевания пользуются крючками или наводками.
2. Сборка цепных передач
Цепная передача состоит из двух звездочек – ведущей и ведомой, сидящих на валах и соединенных бесконечной цепью.
Цепная передача состоит из установленных на валы звездочек, связанных между собой цепью. По конструкции цепи бывают втулочно-роликовые (рис. 6, а) и зубчатые (рис. 6, б). Втулочно-роликовые цепи применяются для передач с малым числом оборотов, а зубчатые – с большим числом оборотов. Роликовые цепи допускают наибольшую скорость до 18 м/с, пластинчатые – до 30 м/с.
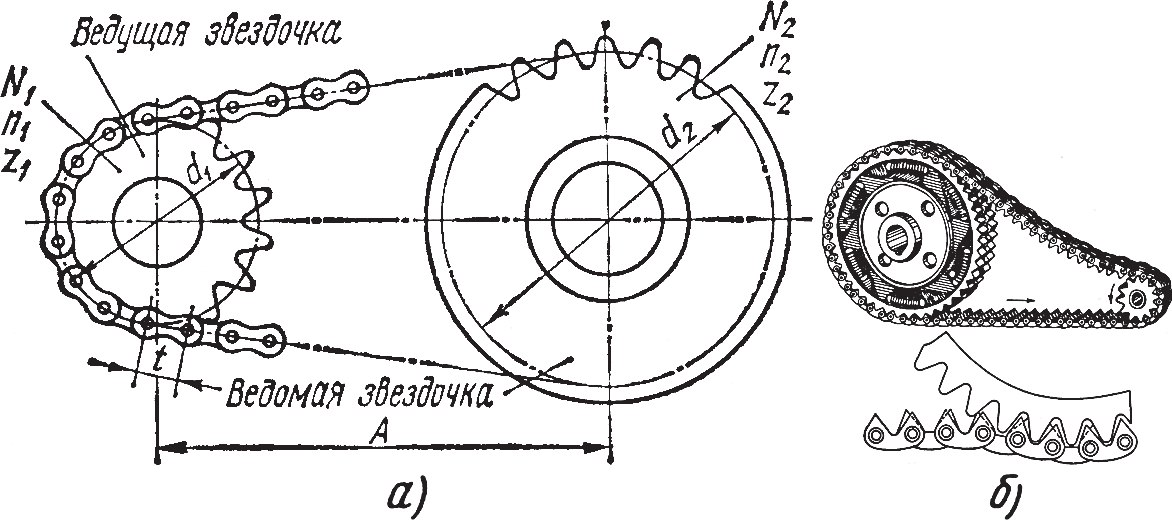
Рис. 6. Цепная передача: а – с втулочно-роликовой цепью; б – с пластинчатой цепью
Сборка цепной передачи состоит из установки и закрепления звездочек на валах, надевании цепи и регулировании. Звездочки на валах устанавливают так же, как и зубчатые колеса. После закрепления звездочки на валу ее следует проверить на радиальное и торцовое биение (табл. 1).
Таблица 1. Допустимое биение звездочек для втулочно-роликовых цепей, мм
| Диаметр | Биение
радиальное торцовое |
|
| До 100 | 0,25 | 0,3 |
| 100-200 | 0,5 | 0,5 |
| 200-300 | 0,75 | 0,8 |
| 300-400 | 1,0 | 1,0 |
Для правильной работы цепной передачи оси звездочек должны быть параллельны. Параллельность осей звездочек проверяют линейкой, уровнем или другими средствами (рис. 7, а). При сборке проверяют также относительное смещение звездочек в плоскости их осей (табл. 2).
Таблица 2. Допустимое относительное смещение звездочек в плоскости их осей, мм
| Межцентровое расстояние | Смещение |
| До 500 | 1,0 |
| 500-1000 | 1,5 |
| Свыше 1000 | 2,0 |
Допускается незначительный перекос (рис. 7, а) или смещение параллельно плоскости линейки (рис. 7, б), обеспечивающие плавное сбегание и набегание цепи.
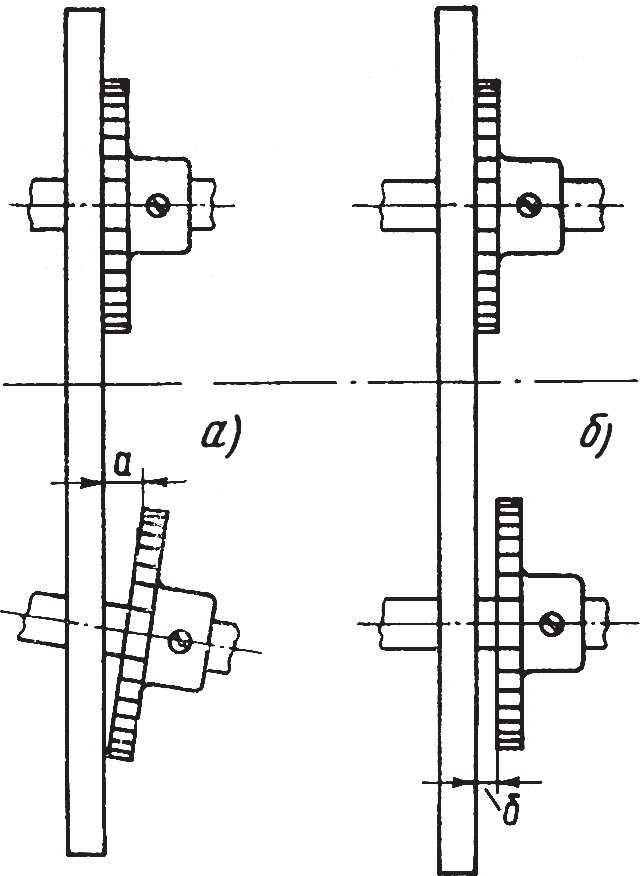
Рис. 7. Схема проверки правильности установки звездочек: а – при перекосе; б – при параллельном смещении оси
Длину цепи выбирают в зависимости от расстояния между центрами звездочек.
Цепи не должны быть чрезмерно натянуты, но и не должны иметь большого провисания. Шаг цепи должен строго соответствовать шагу звездочки или зубчатого колеса, иначе звенья цепи будут набегать на зубья звездочек, а это вызовет поломку звездочки или обрыв цепи.
Валы, на которых расположены звездочки, должны быть параллельны между собой; средние линии звездочек должны лежать в одной плоскости.
Концы отрезка цепи соединяют при помощи соединительных или переходных звеньев. Для втулочно-роликовой цепи соединительное звено представляет собой два валика, скрепленных пластинками (рис. 8, а).
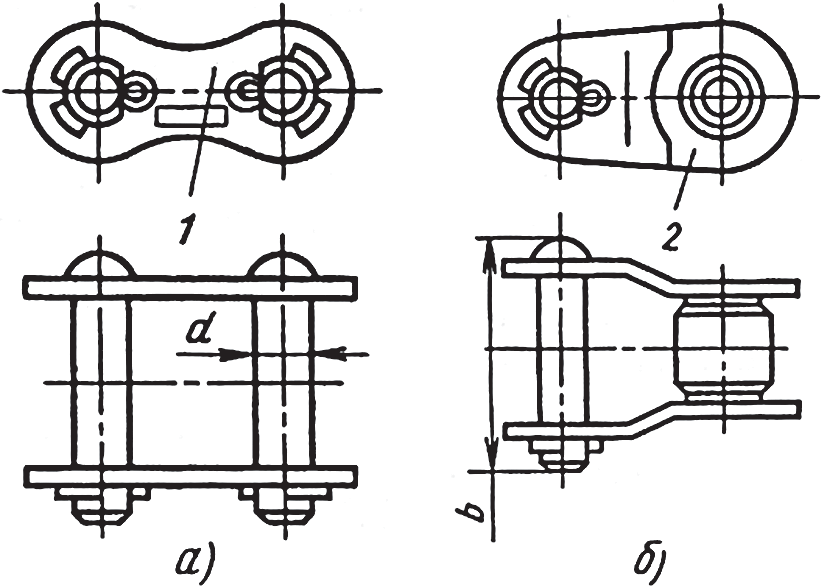
Рис. 8. Соединительные звенья цепи
Таким звеном можно соединить только цепь, имеющую четное число звеньев. Для соединения концов цепи одну пластину снимают, валики вставляют в отверстия втулок конечных звеньев, затем устанавливают снятую пластину и зашплинтовывают валики. Если требуется собрать цепь с нечетным числом шагов, то вводится переходное звено (рис. 8, б). По такой же схеме собираются другие типы цепей.
При монтаже на звездочках для стягивания цепи применяют специальные стяжки (рис. 9).
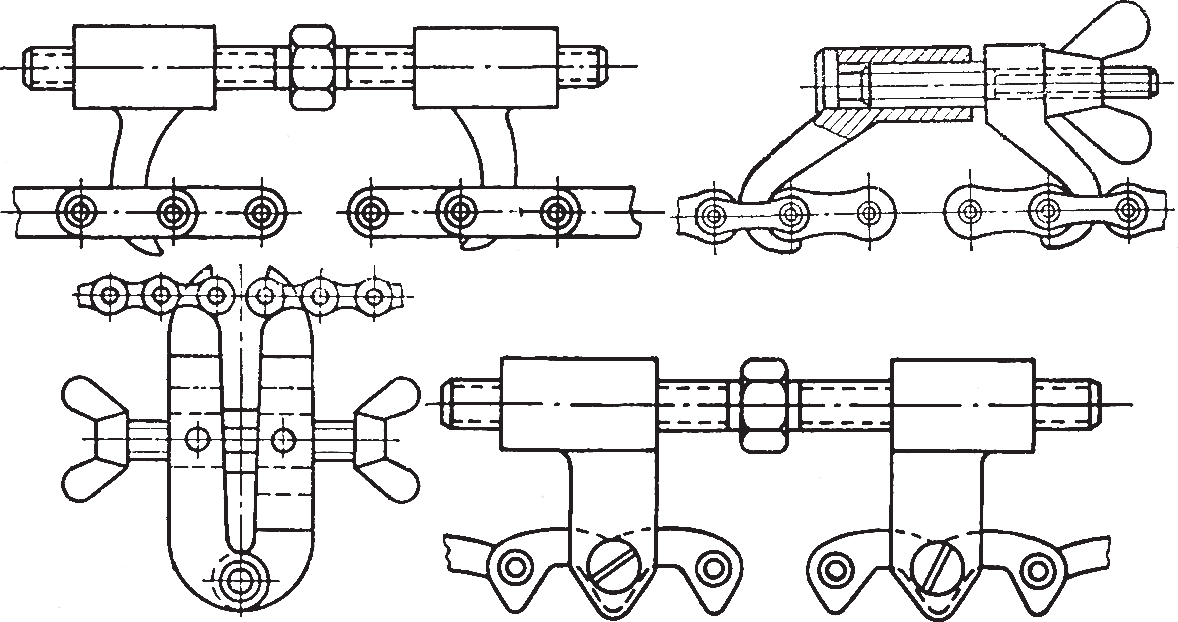
Рис. 9. Приспособления для соединения звеньев втулочно-роликовой и зубчатой цепи
Установленная на звездочки цепь должна иметь некоторое провисание. Для горизонтальных цепных передач минимальная стрела провисания (в мм):
fmin = 11, 4√A3 ;
максимально допустимая стрела провисания:
2.1. Технические требования, предъявляемые к сборке цепных передач
Оси валов, на которых расположены звездочки, должны быть взаимно параллельны (допустимое отклонение 0,1 мм на длине 1000 мм).
Звездочки не должны быть смещены одна относительно другой в плоскости движения цепи. Допустимое смещение звездочек составляет 1-2 мм на каждые 1000 мм.
Пластины цепи должны быть параллельны между собой. Цепи не должны быть чрезмерно натянутыми, но и не должны иметь большого провисания.
Шаг цепи должен строго соответствовать шагу звездочки, иначе звенья цепи будут набегать на зубья звездочки, а это вызовет поломку зубьев или обрыв цепи.
Передачи должны работать плавно, без рывков. Допустимое биение оговаривается в технических условиях.
Пригонка и посадка звездочек на валы и выверка их производятся так же, как и у зубчатых колес.
