Содержание страницы
1. Геометрия винтовой линии резьбы
Резьбовые соединения деталей являются наиболее распространенными в машиностроении.
В результате сочетания вращательного движения заготовки и поступательного перемещения резца (рис. 1, а) на поверхности заготовки наносится след в виде винтовой линии. При углублении резца на поверхности заготовки образуется винтовая поверхность (рис. 1, б), называемая резьбой.
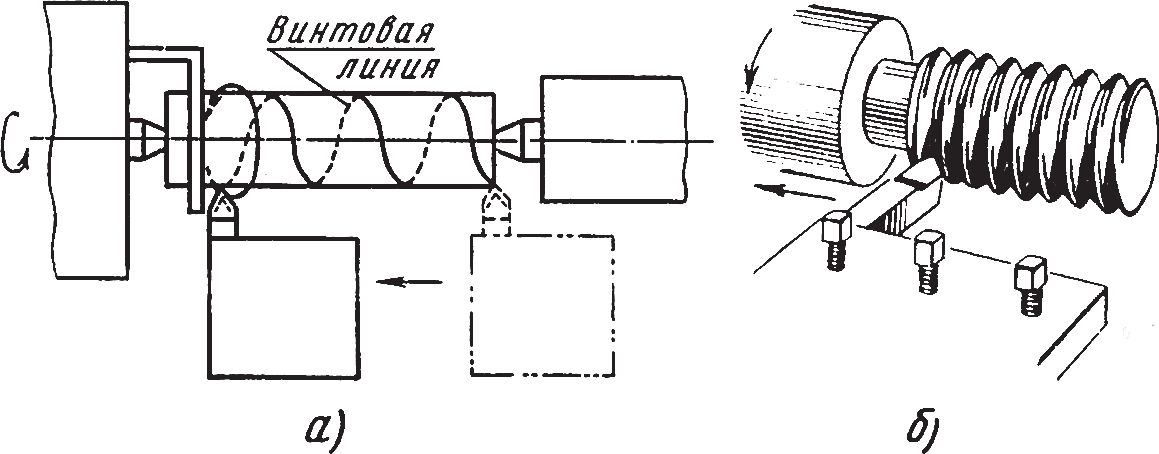
Рис. 1. Схема нарезания наружной резьбы: а – схема движения инструмента и заготовки; б – нарезание резьбы резцом
Метод получения винтовой поверхности используется для получения различных типов резьбы при заданных сочетаниях параметров движений заготовки и резца.
Среди резьбовых соединений наиболее распространены крепежные соединения – болт, винт, гайка и др. В резьбовом соединении (болта с гайкой) при вращении одной детали относительно другой, происходит взаимное перемещение деталей вдоль оси вращения. Если развернуть винтовую линию на плоскость, то наклон винтовой линии к плоскости, перпендикулярной к оси вращения детали, называют углом подъема винтовой линии – Ψ (рис. 2).
Расстояние между соседними винтовыми линиями, измеренное вдоль оси заготовки, называется шагом Р винтовой линии. Если часть поверхности детали, равную шагу винтовой линии, развернуть на плоскость, то из прямоугольного треугольника АБВ (рис. 2) можно определить tgΨ=Р/πd, где d – диаметр детали с винтовой линией.
При этом углубление или выступ на поверхности детали, расположенные по винтовой линии, образуют винтовую поверхность – резьбу.
Резьбу применяют для соединения, уплотнения или обеспечения заданных взаимных перемещений деталей машин и механизмов.
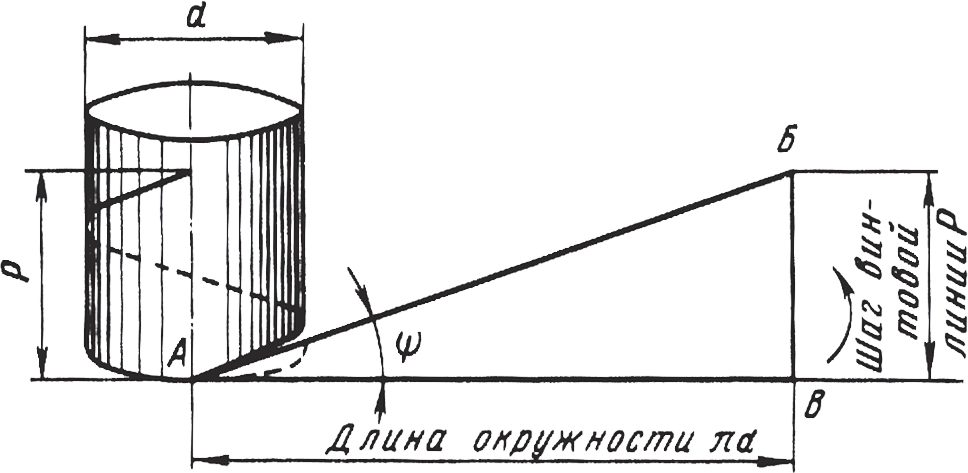
Рис. 2. Геометрия винтовой линии
2. Профили резьбы и определения основных элементов
В зависимости от назначения резьбового соединения применяют резьбы различного профиля. Профилем принято называть контур выступа и канавки резьбы в плоскости ее осевого сечения. Широко применяют резьбы с остроугольным, трапецеидальным и прямоугольным профилем.
К основным элементам резьбы относят (рис. 3, а-е):
- профиль резьбы – контур сечения витка в плоскости, проходящей через ось резьбы;
- угол профиля α – угол между смежными боковыми сторонами резьбы в плоскости осевого сечения;
- вершину профиля – часть винтовой поверхности, соединяющую смежные боковые стороны резьбы по вершине ее выступа;
- впадину профиля – часть винтовой поверхности, соединяющую смежные боковые стороны резьбы по дну ее канавки;
- шаг р резьбы – расстояние, измеренное по линии, параллельной оси резьбы, между точками одноименных боковых сторон профиля, лежащими в одной осевой плоскости по одну сторону от оси резьбы;
- наружный диаметр d резьбы – диаметр воображаемого цилиндра, описанного вокруг вершин наружной или впадин внутренней цилиндрической резьбы;
- внутренний диаметр d1 резьбы – диаметр воображаемого цилиндра, вписанного во впадины наружной или вершины внутренней цилиндрической резьбы;
- средний диаметр d2 резьбы – диаметр воображаемого цилиндра, соосного с резьбой, образующая которого делится боковыми сторонами профиля на отрезки, равные половине шага резьбы;
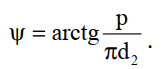
- угол Ψ подъема резьбы – угол наклона профиля, образованный касательной к винтовой линии, описываемой средней точкой боковой стороны резьбы и плоскостью, перпендикулярной оси резьбы:
Для многозаходной резьбы вместо р следует подставлять рn, где n – число заходов.
Элементы наружной резьбы (болта) обозначают d, d1 и d2, а внутренней резьбы (гайки) – D, D1 и D2:
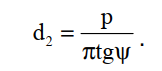
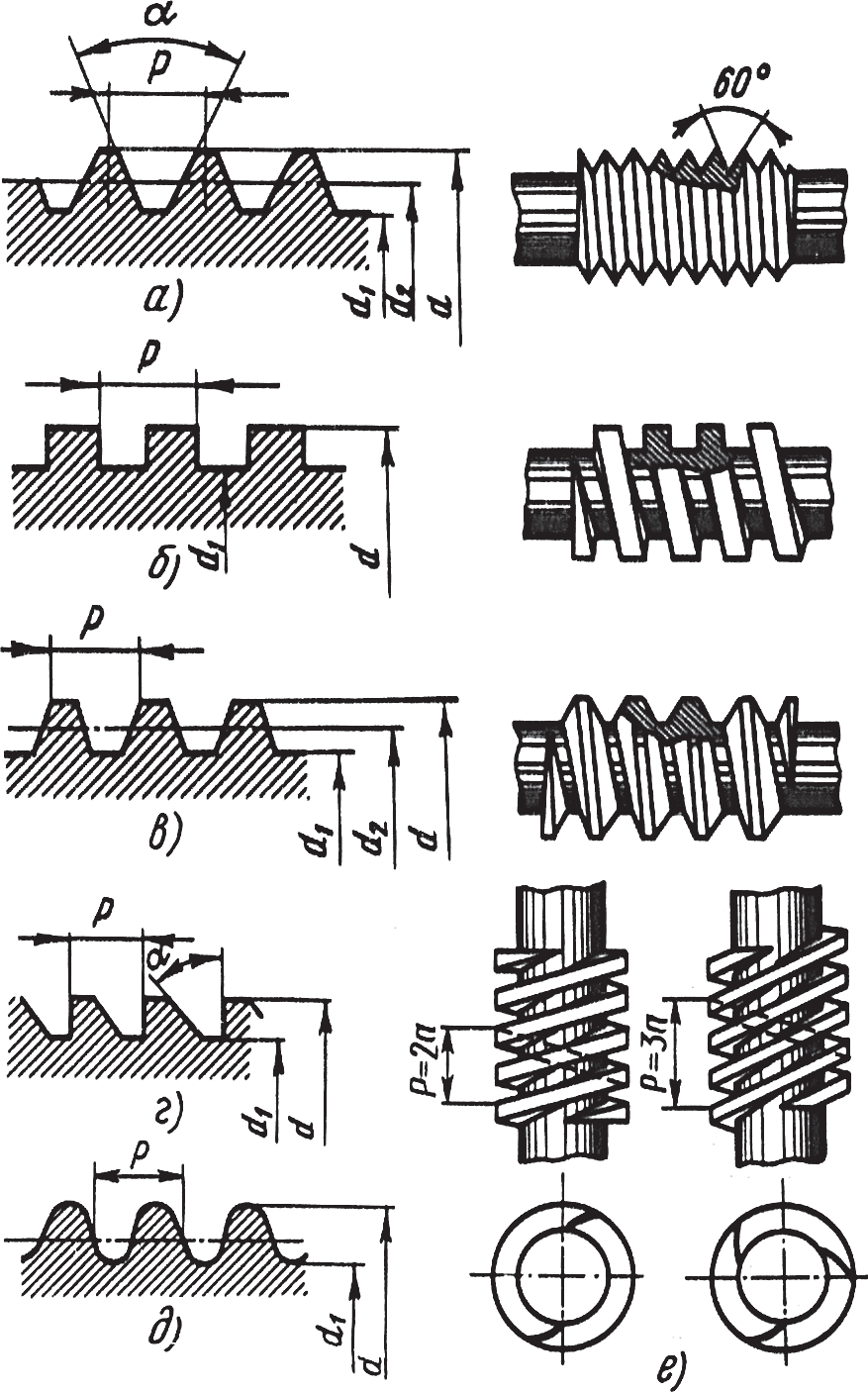
Рис. 3. Резьбы различного профиля: а – остроугольная; б – прямоугольная; в – трапецеидальная; г – упорная; д – круглая; е – двух- и трехзаходная
Резьбы бывают левые и правые. Винт с правой резьбой завертывается при вращении по часовой стрелке – слева направо, винт с левой резьбой при вращении против часовой стрелки – справа налево.
Различают резьбы однозаходные и многозаходные (рис. 3, е). Однозаходная резьба образована одной непрерывной ниткой резьбы и ее шаг р=d2πtgΨ, а многозаходная – несколькими нитками резьбы, эквидистантно расположенными на поверхности детали и ее шаг рn=p. Число заходов n, ниток резьбы, легко определить на торце детали, где начинается резьбовая поверхность (рис. 3, е).
В многозаходной резьбе различают ход и шаг. Ходом многозаходной резьбы называют расстояние между одноименными точками одного витка или нитки, измеренное параллельно оси детали. Ход многозаходной резьбы равен шагу резьбы, умноженному на число заходов – рn=pn, где n – число заходов.
Резьбы в зависимости от выполняемой работы бывают передающие движение и крепежные. Первые предназначены для преобразования вращательного движения в поступательное, которое часто применяют в механизмах перемещения, в зажимных устройствах и т. д. Обычно такие резьбы имеют прямоугольный или трапецеидальный профиль. Когда направление действия осевого усилия не зависит от направления вращения гайки или винта, применяют упорную резьбу. Резьбы треугольного профиля используют на крепежных деталях.
Применяют три системы резьбы: метрическую, дюймовую и трубную; кроме того, имеются также резьбы: прямоугольная, трапецеидальная, упорная, круглая и коническая резьба Бриггса по ГОСТ 6111-52.
Профиль метрической резьбы (рис. 3, а) имеет вид треугольника с углом при вершине α=60°. Существует шесть видов метрической резьбы с различными величинами шага — основная (М10, М20 и т. д.) и мелкие от 1-й до 5-й включительно (М24х1,5; М30х2 и т.д.). Метрические резьбы в основном применяют для крепежных деталей: шпилек, винтов, болтов, гаек и др.
Профиль прямоугольной и трапецеидальной резьбы (рис. 3; б, в) по ГОСТ 9484-81 применяют для передачи движения, например, в ходовых винтах и винтах суппортов металлорежущих станков, домкратах и т.п.
Профиль упорной резьбы (рис. 3, г) используют для механизмов, работающих под большим давлением, действующим в одном направлении, например, в гидравлических и механических прессах. Профиль упорной резьбы регламентирован стандартами: профиль резьбы упорной с углом профиля α=30° по ГОСТ 10177-82 и профиль резьбы упорной с углом профиля α=45° по ГОСТ 13535-87. Рабочий угол профиля, совпадающий с диаметром резьбы, принят равным 3° из технологических соображений для нарезания резьбы.
Профиль трубной цилиндрической резьбы имеет вид треугольника с углом α=55°, который при вершине имеет закругление. Каждому размеру резьбы в дюймах соответствует определенное число ниток резьбы на 1″ (не менее 11). За диаметр трубной резьбы условно принимают условный диаметр отверстия трубы. Трубная резьба, с зазором в пределах допуска под уплотнитель, предназначена для различных трубных соединений, арматуры трубопроводов и фитингов.
Профиль резьбы трубной конической с углом профиля 55° по ГОСТ 6211-81 соответствует закругленному профилю трубной цилиндрической резьбы.
Профиль резьбы трубной конической с углом профиля 60° по ГОСТ 6111-52 имеет остроконечный профиль.
Сбеги, недорезы, проточки и фаски. При нарезании резьбы на детали образуются участки с резьбой неполного профиля (с неполной глубиной резьбы), которые необходимо учитывать при определении рабочей длины резьбы (рис. 4).
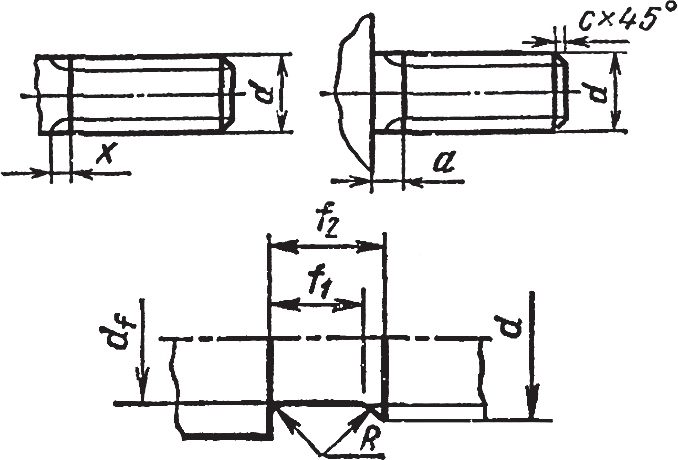
Рис. 4. Элементы резьбы: x – сбег; а – недорез; с – фаска; f1 – проточка
Если необходимо дать выход инструменту при нарезании резьбы, то предусматривают на нарезаемой поверхности канавку (проточку).
Сбег резьбы – длина поверхности вдоль оси стержня или отверстия с неполным профилем резьбы, образуемой заходной режущей кромкой инструмента.
Недорез резьбы – длина поверхности вдоль оси стержня или отверстия с учетом неполного профиля резьбы, образуемого заходной режущей кромкой инструмента, когда инструмент упирается в торцовую поверхность.
Проточка – углубление на поверхности стержня или отверстия, которое исключает сбег или недорез резьбы.
Фаска – переходная поверхность от торцовой поверхности к цилиндрической, которая служит для захода инструмента при нарезании резьбы и защитой заходных витков резьбы.
Длина свинчивания – сопрягаемая длина вдоль оси контакта резьбы болта и гайки. Для стандартной резьбы нормальной длиной свинчивания является высота стандартной гайки – 0,8d.
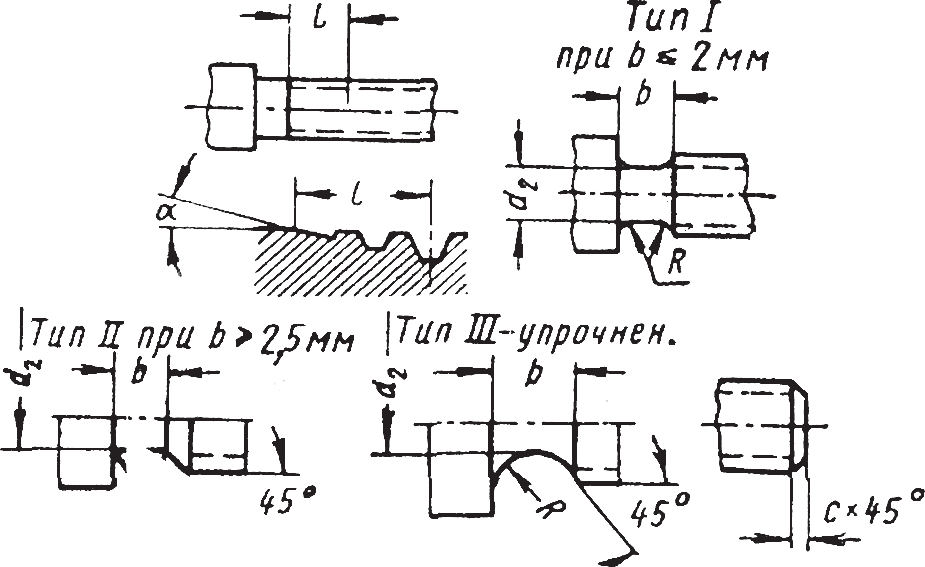
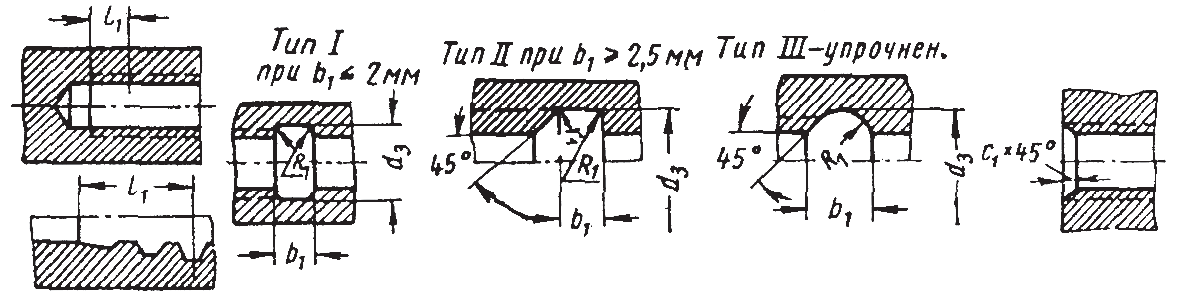
Величину сбегов, недорезов, проточек и фасок для соединений с наружной и внутренней метрической резьбой определяют по табл. 1 и 2.
Таблица 1. Сбеги, недорезы, проточки и фаски для наружной метрической резьбы, мм (зависимости эмпирические)
 |
|||||||||||
| Сбег | Проточки | Фаска | |||||||||
| Шаг резьбы, Р | b | d2 | R | r | с | ||||||
| при α | тип I и II | тип
III |
тип
I и II |
тип
III |
при сопряжении
с внутренней резьбой с проточкой типа |
||||||
| 25° | 45° | проточка | |||||||||
| не более | Н | У | |||||||||
| I и II | III | ||||||||||
| 0,2 | 0,5 | 0,2 | — | — | — | — | — | — | — | 0,2 | — |
| 0,25 | |||||||||||
| 0,3 | |||||||||||
| 0,35 | 0,3 | 1 | d-0.5 | 0,3 | 0,3 | ||||||
| 0.4 | d-0,6 | ||||||||||
| 0,45 | 1 | d-0,7 | |||||||||
| 0,5 | 0.4 | 0,8 | d-0.8 | 0.5 | |||||||
| 0,6 | d-0,9 | ||||||||||
| 0,7 | 0,5 | 1,5 | 1 | d-1 | 0,5 | ||||||
| 0,75 | 1,5 | d-1,2 | |||||||||
| 0,8 | 0,6 | 0.7 | |||||||||
| 1 | 0,7 | 2 | 1,5 | 2,1 | d-1,5 | 1 | 1 | ||||
| 1,25 | 2 | 0,9 | 1,8 | 2.3 | d-1,8 | I | |||||
| 1,5 | 2.5 | 1,2 | 3 | 2,5 | 3,7 | d-2,2 | 1 | 2 | 0,5 | 2 | |
| 1,75 | 1,5 | 4 | 4,5 | d-2,5 | 2,5 | 1,5 | 2.5 | ||||
| 2 | 3,0 | 3,5 | 4,8 | d-3 | |||||||
| 2.5 | 4 | 5 | 6,8 | d-3,6 | 1,5 | 4 | 2 | 4 | |||
| 3 | 4,5 | 2 | 6 | 4,5 | 7,5 | d-4,5 | 1 | ||||
| 3,5 | 5,5 | 2,5 | 8 | 9,6 | d-5,2 | 2 | 5,5 | 2.5 | 5,5 | ||
| 4 | 6 | 5.5 | 10,3 | d-6 | 3 | ||||||
| 4,5 | 7 | 3 | 10 | 6 | 12.3 | d-6,8 | 3 | 7 | 7 | ||
| 5 | 7,5 | 3,5 | 6,5 | 12.9 | d-7,5 | 3,5 | |||||
| 5,5 | 8,5 | 7,5 | 13,9 | d-8,2 | 7,5 | 4 | 7,5 | ||||
| 6 | 9 | 4 | 8 | 15,5 | d-9 | 8,5 | 8,5 | ||||
| Примечание. Н – нормальная; У – узкая. | |||||||||||
Таблица 2. Сбеги, проточки, недорезы и фаски для внутренней метрической резьбы (зависимости эмпирические)
 |
||||||||||
| Сбег | Проточки | Фаска | ||||||||
| шаг резьбы, Р | 1, не более | b1 | d3 | R1 | r1 | С1 | ||||
| тип
I и II |
тип
III |
тип
I и II |
тип
III |
При сопряжении с внутренней резьбой с проточкой типа | ||||||
| проточка | ||||||||||
| Н | У | I и II | III | |||||||
| 0,2 | 1 | — | — | — | — | — | — | — | 0,2 | — |
| 0,25 | ||||||||||
| 0,3 | ||||||||||
| 0.35 | 1* | d+0,2 | 0,3 | 0,3 | ||||||
| 0,4 | — | — | — | |||||||
| 0,45 | ||||||||||
| 0,5 | 1* | 0,8* | d+0,2 | 0,3 | 0,5 | |||||
| 0,6 | 1,2 | — | — | — | — | |||||
| 0,7 | 1,4 | |||||||||
| 0,75 | 1,5 | 1,5* | 1* | d+0,2 | 0,5 | |||||
| 0,8 | 1,6 | — | — | — | — | 0,7 | ||||
| 1 | 2 | 2 | 1,5 | 2,1 | d+0,2 | 0,5 | 1 | 1 | ||
| 1,25 | 2,5 | 3 | 1,8 | 2,3 | 1 | 0,5 | 1 | |||
| 1,5 | 3 | 2,5 | 3,7 | d+0,3 | 2 | 2 | ||||
| 1,75 | 3,5 | 4 | 4,5 | 2,5 | 1,5 | 2.5 | ||||
| 2 | 4 | 5 | 3,5 | 4,8 | d+0,4 | 1,5 | ||||
| 2.5 | 5 | 6 | 6,8 | 4 | 1 | 2 | 4 | |||
| 3 | 6 | 4,5 | 7,5 | d+0,6 | ||||||
| 3,5 | 7 | 8 | 9,6 | 2 | 5,5 | 2,5 | 5,5 | |||
| 4 | 8 | 5,5 | 10,3 | d+0,8 | 3 | |||||
| 4,5 | 9 | 10 | 6 | 12,3 | 3 | 7 | 7 | |||
| 5 | 10 | 6,5 | 12,9 | 1,5 | 3,5 | |||||
| 5,5 | — | 12 | 7,5 | 13,9 | d+l | 7,5 | 4 | 7,5 | ||
| 6 | 8 | 15,5 | 8,5 | 8,5 | ||||||
| Примечание. * Ширина проточек дана для диаметров 6 мм и более. Н – нормальная; У – узкая | ||||||||||
