Содержание страницы
В современном машиностроении и строительстве сварка является одним из ключевых технологических процессов. Для обеспечения точности, надежности и безопасности сварных конструкций необходима абсолютная однозначность в передаче информации от конструктора к исполнителю. Эту задачу решает Единая система конструкторской документации (ЕСКД), а именно ГОСТ 2.312-72 «Условные изображения и обозначения швов сварных соединений». Данный стандарт, являющийся актуальным и сегодня, унифицирует правила оформления сварных швов на чертежах, исключая возможность неверной трактовки.
1. Базовые принципы графического обозначения сварных швов
В основе системы лежит простой и логичный графический язык. Любой шов сварного соединения, вне зависимости от технологии его выполнения (будь то ручная дуговая, автоматическая под флюсом или сварка в среде защитных газов), изображается на чертеже по единому принципу:
- Видимый шов – тот, что находится на видимой стороне детали в данном виде или разрезе, – изображается сплошной основной линией. Эта линия должна быть той же толщины, что и видимый контур детали (рис. 1, а).
- Невидимый шов – расположенный на обратной, невидимой стороне детали – изображается штриховой линией (рис. 1, б).
Такое разделение является фундаментальным и позволяет с первого взгляда определить пространственное расположение шва.
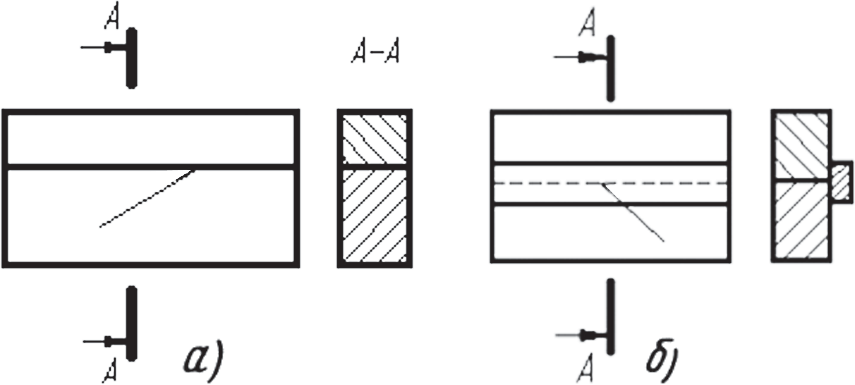
Рис. 1. Условное графическое изображение видимого (а) и невидимого (б) сварных швов: а – сплошная основная линия; б – штриховая линия
Для детализации требований к геометрии и обработке шва применяются вспомогательные знаки. Они являются неотъемлемой частью обозначения и несут в себе критически важную технологическую информацию.
Таблица 1. Вспомогательные знаки для обозначения сварных швов (согласно ГОСТ 2.312-72)
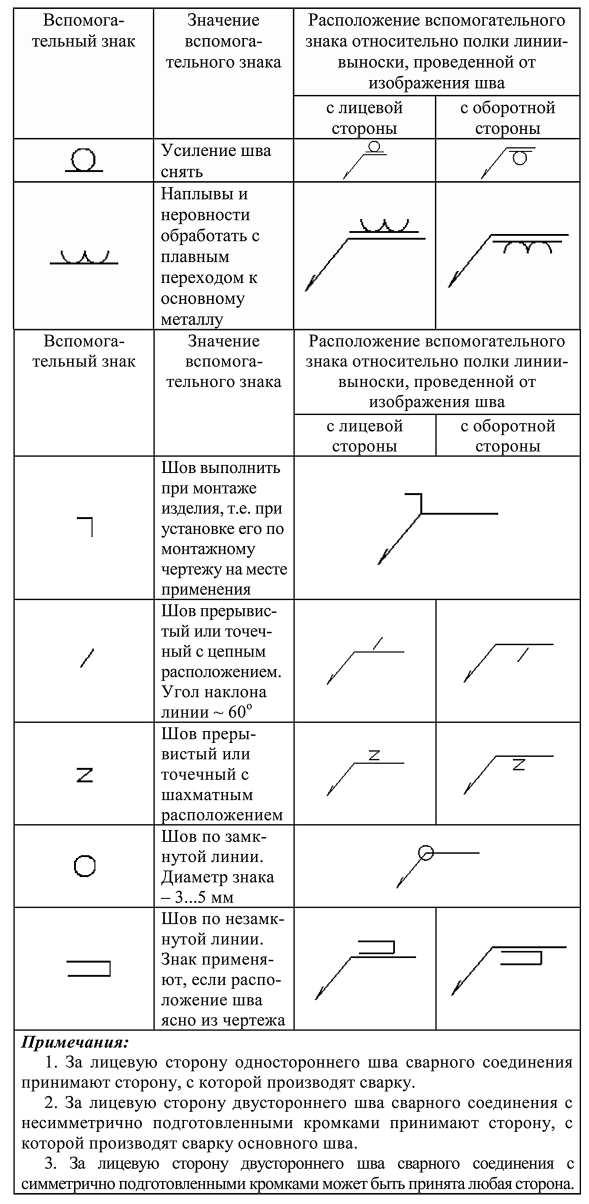
Каждый из этих знаков позволяет избежать текстовых примечаний на поле чертежа, делая его более чистым и профессиональным. Например, знак усиления, снятого с плавным переходом, не просто указывает на механическую обработку, но и задает требования к качеству поверхности, что напрямую влияет на усталостную прочность соединения.
1.1. Структура полного условного обозначения шва
Полное обозначение стандартного шва имеет строгую структуру, регламентированную ГОСТ 2.312-72, и наносится на линию-выноску с полкой. Эта структура обеспечивает передачу всей необходимой информации в компактном виде (рис. 2).
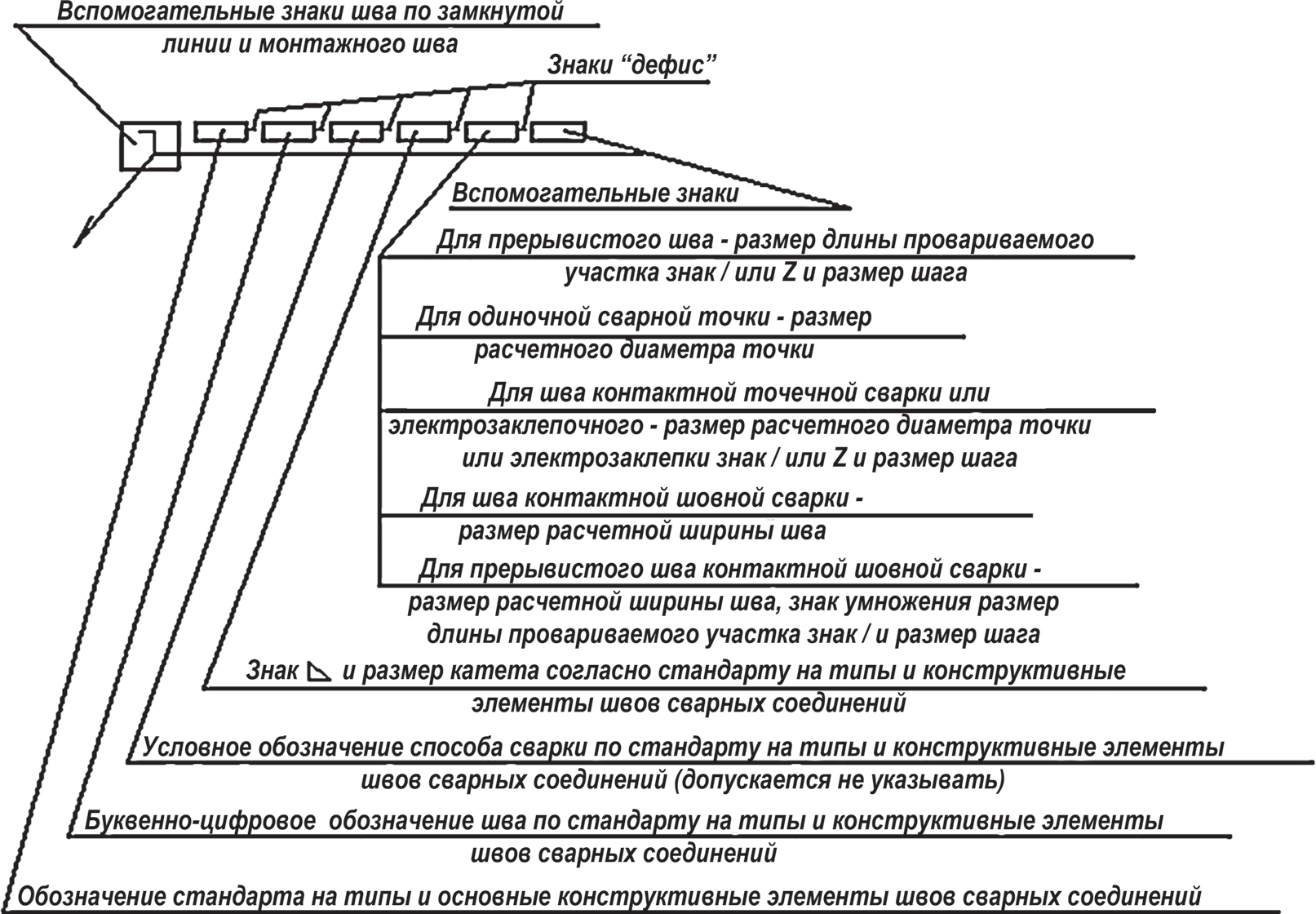
Рис. 2. Схема структуры условного обозначения стандартного сварного шва
Ключевым элементом является линия-выноска, которая заканчивается односторонней стрелкой, точно указывающей на шов. Обозначение наносится на полку линии-выноски или под ней.
Если на чертеже присутствует нестандартный шов (шов, конструктивные элементы которого не определены действующими стандартами), то способ сварки для него должен быть в обязательном порядке указан в технических требованиях чертежа или в таблице швов.
Таблица 2. Буквенные обозначения наиболее распространенных способов сварки
| Обозначение | Способ сварки | Обозначение | Способ сварки |
| Э | Дуговая (все виды, кроме указанных ниже) | К | Контактная |
| Ш | Электрошлаковая | Р | Ручная (как уточнение) |
| Г | Газовая | П | Механизированная/полуавтоматическая |
| У | В углекислом газе | А | Автоматизированная |
| Примечание. При необходимости уточнения, буквенное обозначение способа сварки указывают в самом начале строки на полке линии-выноски. Это критично, когда метод сварки определяет механические свойства соединения. | |||
Место нанесения условного обозначения шва строго регламентировано:
- а) На полке линии-выноски – для швов, наносимых с лицевой стороны (со стороны, откуда проведена стрелка) (рис. 3, а);
- б) Под полкой линии-выноски – для швов, выполняемых с оборотной стороны (рис. 3, б).
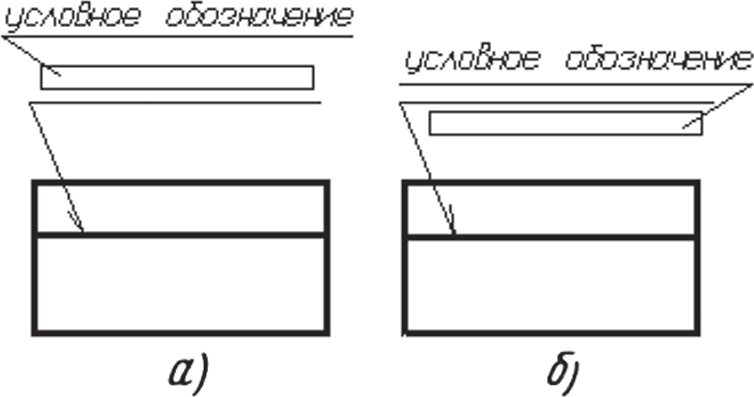
Рис. 3. Примеры нанесения условного обозначения сварного шва: а) шов с лицевой стороны; б) шов с оборотной стороны
1.2. Обозначение групп одинаковых швов
Для оптимизации и уменьшения «шума» на чертеже вводится понятие одинаковых швов. Швы считаются одинаковыми, если у них полностью совпадают: тип соединения, форма и размеры конструктивных элементов в поперечном сечении, а также к ним предъявляются идентичные технические требования.
При наличии на чертеже нескольких одинаковых швов, полное обозначение наносится только у одного, а всем швам группы присваивается порядковый номер. Этот номер наносят:
- а) На линии-выноске, имеющей полку с полным обозначением шва (рис. 4, а);
- б) На полке линии-выноски, проведенной от другого шва этой же группы с лицевой стороны (рис. 4, б);
- в) Под полкой линии-выноски, проведенной от другого шва этой же группы с оборотной стороны (рис. 4, в).
Допускается указывать общее количество одинаковых швов непосредственно на линии-выноске с полным обозначением (например, «4 шва», как показано на рис. 4, а).
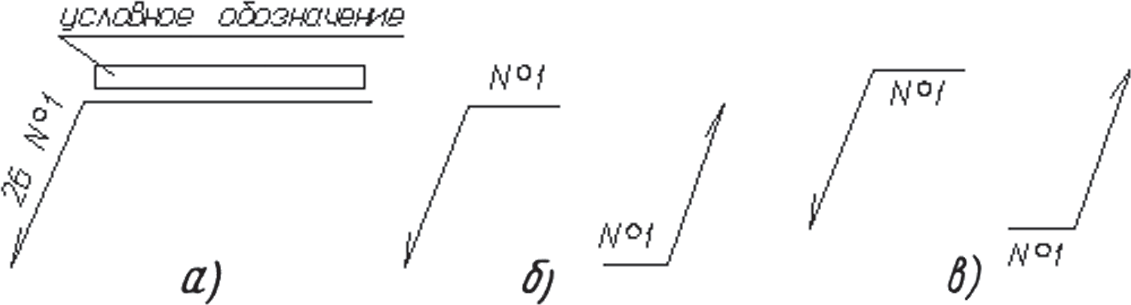
Рис. 4. Принципы обозначения одинаковых швов для разгрузки чертежа
2. Упрощения и допущения в обозначении сварных швов
ГОСТ 2.312-72 предусматривает ряд разумных упрощений, направленных на повышение читаемости сложных сборочных чертежей.
Если большинство швов на чертеже выполняются по одному и тому же стандарту (например, ГОСТ 5264-80 для ручной дуговой сварки), то обозначение этого стандарта не дублируют в каждом условном обозначении, а указывают однократно в технических требованиях чертежа. Запись имеет вид: «Сварные швы по ГОСТ 5264-80».
Допускается не присваивать порядковый номер одинаковым швам в том случае, если все швы на чертеже абсолютно одинаковы и изображены с одной стороны (лицевой или обратной). При этом швы, не имеющие полного обозначения, отмечают лишь линиями-выносками без полок (рис. 5). Это значительно разгружает чертеж от повторяющейся информации.

Рис. 5. Пример упрощенного обозначения одинаковых швов линиями-выносками без полок
Дополнительные допущения, упрощающие работу конструктора:
- Для симметричных изделий: при наличии на изображении оси симметрии, допускается наносить обозначения швов только на одной из симметричных частей изделия.
- Для повторяющихся узлов: если в изделии есть одинаковые составные части (например, ребра жесткости), которые привариваются идентичными швами, то эти швы обозначают только у одного из изображений этих частей.
- Общие указания: Допускается не отмечать швы линиями-выносками вообще, если в технических требованиях можно дать запись, однозначно определяющую места сварки, типы швов и их параметры. Например: «Приварить все ребра жесткости к плите по периметру тавровым швом Т1 с катетом 6 мм по ГОСТ 5264-80».
Важно помнить, что все знаки и цифры в условном обозначении выполняются сплошными тонкими линиями. Согласно ГОСТ 2.304-81 «Шрифты чертежные», высота знаков и цифр в обозначении должна быть одинаковой и соответствовать размеру шрифта, принятому для размеров на данном чертеже.
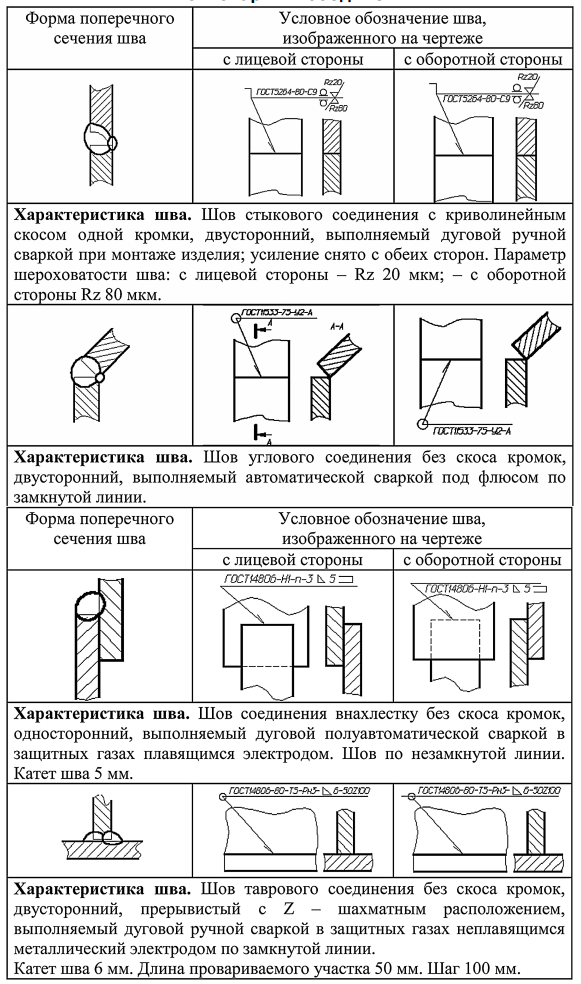
В таблице 3 приведены наглядные примеры расшифровки некоторых условных обозначений швов.
Таблица 3. Примеры и расшифровка условных обозначений швов сварных соединений
Заключение
Грамотное и точное применение условных обозначений сварных швов это основа производственной культуры и залог качества выпускаемой продукции. Единый стандарт позволяет инженерам, технологам и сварщикам говорить на одном языке, минимизируя риск ошибок, которые могут привести к браку или даже разрушению конструкции. Несмотря на развитие современных CAD-систем, автоматизирующих процесс нанесения обозначений, глубокое понимание логики и структуры этих символов остается обязательным навыком для любого квалифицированного технического специалиста.
Регулярно публикую материалы о передовых методах обработки и сварки материалов, а также освещаю новинки в сфере производства,материаловедения, строительства и др.