Содержание страницы
1. Рихтовка кузовных панелей
После восстановления геометрии кузова производят рихтовку его панелей. Для рихтовки применяют широкий набор ручного инструмента: молотки различной формы, резиновые и деревянные киянки, рычаги и прижимы, различные зубила, ножницы, ножовку, ручные наковальни разной формы и т. д. (рис. 1, 2, 3). Для восстановления поврежденной поверхности с сохранением лакокрасочного покрытия применяют молотки-гладилки или молотки с вставной ударной частью из мягких металлов (медь, свинец) и синтетических материалов. Рабочая часть всех рихтовочных молотков выполняется по радиусу и не должна иметь повреждений (забоин, царапин, рисок).
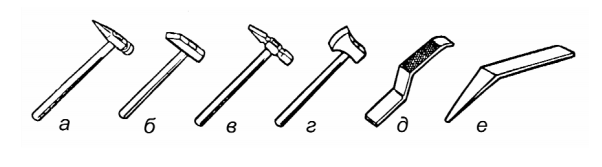
Рис. 1. Молотки для правки кузова: а – рихтовочный; б – облегченного типа; в – для загибки фланцев; г – с выпуклой ударной частью; д – специальный с насечкой рабочей части; е – молоток-гладилка
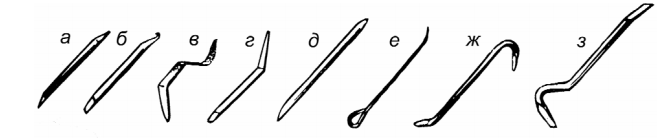
Рис. 2. Рычаги и прижимы для исправления вмятин: а – рычаг для исправления дефектов штамповки; б – рычаг для рихтовки крыльев после окраски; в – рычаг-прижим; г – рычаг для исправления вмятин; д – рычаг пластинчатый для исправления вмятин в труднодоступных местах; е – рычаг для исправления разных дефектов; ж – рычаг для предварительной правки; з – рычаг для устранения больших деформаций
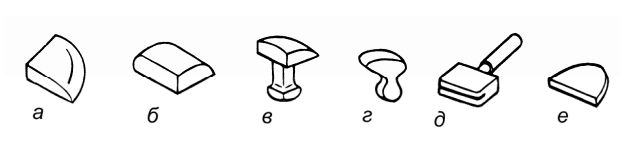
Рис. 3. Фасонные плиты, оправки, наковальни: а – плита для чистовой отделки поверхности лицевых деталей; б – плита для исправления вмятин; в, г – наковальни для восстановления профиля деталей; д) оправка для исправления фланцев и желобов; е – плита для отделки плоских поверхностей
Для правки деталей из тонколистового металла, имеющих большие деформации, используют деревянные молотки (киянки). Фасонные плиты и ручные наковальни используют в качестве поддержек, располагая их под деформированными участками панели (рис. 4).
Когда молоток и наковальня используются вместе, то наковальня служит для поднятия металла на вдавленном участке, а молоток – для придания панели правильной формы. Рабочие поверхности этих инструментов всегда должны быть хорошо отполированы и храниться соответствующим образом.
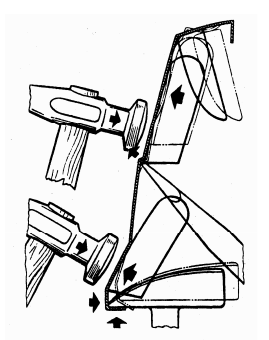
Рис. 4. Рихтовка поверхности крыла кузова в легкодоступном месте
Некоторые из них дополнительно хромируют и доводят их поверхность до идеальной чистоты, что позволяет проводить рихтовку небольших вмятин или выпуклостей на лицевых панелях кузова без повреждения окрасочного слоя.
На рис. 5 показаны приемы рихтовки незначительных вмятин с использованием ручной наковальни и молотка; на рис. 6 – с использованием рычагов-прижимов. Для удаления вмятин панелей в тех случаях, когда удары обычным молотком изнутри кузова невозможны, может быть использован вытягивающий молоток, который состоит из стержня, рукоятки и массивной втулки, надетой на стержень.
Конец стержня имеет зажим для закрепления проволоки. Проволока приваривается в центре вмятины панели, к рукоятке прикладывают одной рукой вытягивающее усилие, а другой рукой двигают массивную втулку и наносят удары по рукоятке (рис. 7). После вытягивания панели приваренную проволоку срезают.
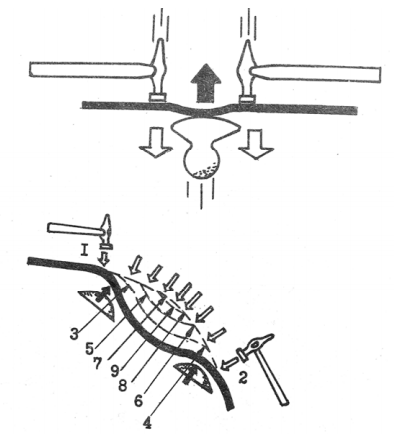
Рис. 5. Схема устранения вмятин на плоской и выпуклой поверхностях (цифрами показана последовательность нанесения ударов)
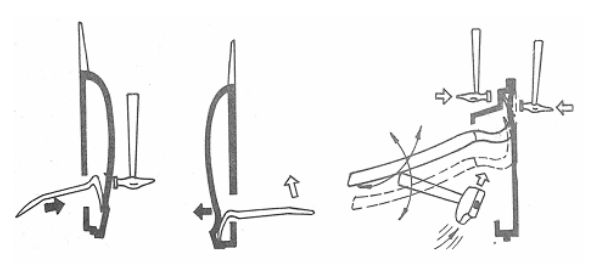
Рис. 6. Правка панелей с использованием прижимов и рычагов
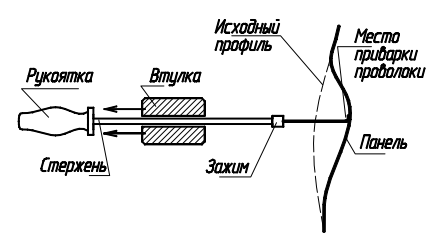
Рис. 7. Схема вытягивания вмятины
Существуют комплекты оборудования, которые позволяют вытягивать вмятины большой площади. В основе этой технологии правки принцип плавного приложения деформирующего усилия только снаружи панели (рис. 8). Это позволяет не разбирать панель автомобиля изнутри, что обычно отнимает достаточно много сил и времени, требует значительных материальных затрат на замену испорченных пластиковых деталей, пистонов и прочих отделочных элементов. Плавное нагружение зоны деформации позволяет точно дозировать усилие и контролировать процесс выправления, при необходимости одновременно производить рихтовку молотком или локальный нагрев.
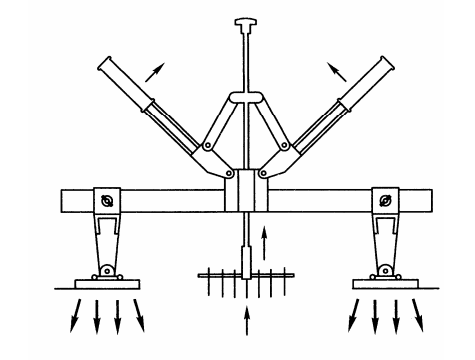
Рис. 8. Схема вытяжки с использованием рычажного прихвата
В комплект специальных приспособлений и инструмента входят споттер, насадка-электрод, шайбы разной формы, обрезиненные опорные площадки, оснастка различной конструкции для создания тянущего усилия на основе принципа работы рычага или винта (рис. 9).
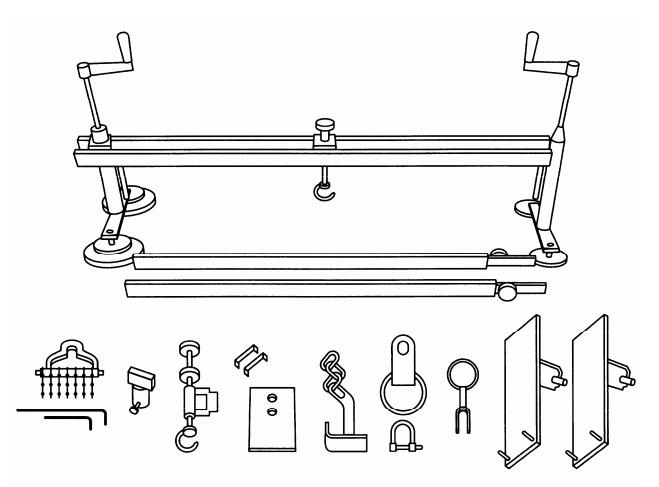
Рис. 9. Комплект оснастки для вытяжки с винтовым прихватом
Принцип вытяжки с прихватом заключается в следующем. Специальную шайбу (насадку) контактной сваркой «прихватывают» к поврежденному месту. Специальный маломощный аппарат для сварки (споттер) позволяет оплавлять металл панели на глубину 0,1…0,2 мм. Это обеспечивает в дальнейшем легкое срывание насадки практически без повреждения поверхностного слоя металла и возможность многоразового ее использования. Аппарат снабжен также электродом для локального нагрева выправляемого участка в сложных ситуациях. После этого рычажным или винтовым устройством через точки опоры вытягивают вмятину до линии первоначального профиля.
Существует также технология устранения кузовных дефектов, когда ремонтный прихват не приваривается, а приклеивается к панели кузова, с приложением к нему плавного и точно дозированного усилия правки. Такая технология восстановления повреждений позволяет снизить трудозатраты на жестяные и малярные работы, применима для правки алюминиевых панелей. Оснастка и расходные материалы дешевле, чем споттер и аксессуары к нему. В ряде случаев, если в зоне дефекта декоративное покрытие не повреждено, после правки можно обойтись вообще без малярных работ. Весь комплект инструмента и материалов для работы размещается в небольшом чемоданчике.
Главное внимание при этой технологии необходимо уделить операции приклеивания. На торец прихвата с помощью теплового пистолета наносится горячий клей. Через 2…5 с прихват плотно прижимается к поврежденному участку и удерживается в таком положении около пяти минут. После охлаждения клея до комнатной температуры образуется прочное соединение. Далее с помощью регулируемого двухопорного приспособления с учетом особенностей повреждения выполняется вытяжка вмятины. Винты-регуляторы позволяют установить устройство в любом месте панели кузова. Срыв приклеенного прихвата может быть произведен при его нагреве.
В некоторых случаях рихтовку панели удобнее вести после того, как она будет снята с кузова. На рис. 10 показана такая операция при использовании стационарной плоской наковальни или в комбинации с ручной наковальней.
Очень часто при ДТП удар по панели кузова приводит к остаточной пластической деформации листового металла, проявляющейся в виде выпучины.
Рихтовка такой панели должна обеспечить осаживание металла выпучины и получение исходного профиля панели. Это достигается различными методами. На рис. 11 показана рихтовка снятой панели с использованием наковальни и особого инструмента в виде пластины с насечками, по которой наносят удары молотком. Острые насечки в момент удара удерживают металл от расплывания, и лист металла опускается плоскопараллельно вниз.
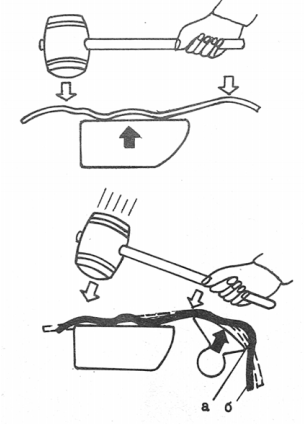
Рис. 10. Исправление деформации снятой с кузова панели: а – исходный (требуемый) профиль панели; б – профиль панели после деформации
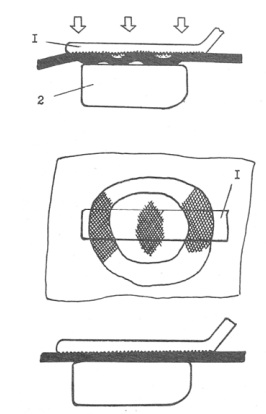
Рис. 11. Осаживание выпучины на наковальне: 1 – пластина с насечками; 2 – наковальня
Часто осаживание выпучины производят без снятия панели методом выстукивания специальным молотком с заостренных бойком, напоминающим кернер. Каждый удар приводит к образованию лунки, при большом числе таких лунок их общая поверхность становится равной поверхности выпучины, что приводит к возвращению контура панели к исходному профилю (рис. 12). Удары наносят кругообразно по всей поверхности выпучины, начиная с ее центра. В дальнейшем выравнивание обработанного таким образом участка панели обеспечивается шпатлеванием.
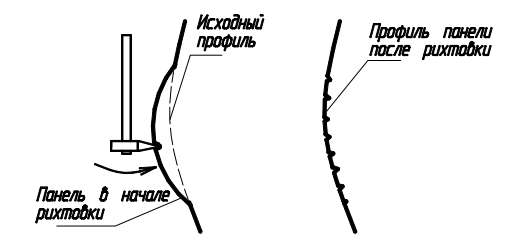
Рис. 12. Осаживание выпучины «выстукиванием»
Следующим методом устранения выпучины является точечный нагрев металла с последующим быстрым охлаждением. Нагрев металла докрасна производят электродуговой сваркой с использованием угольного или неплавящегося вольфрамового электрода (может использоваться и газовая горелка). При точечном нагреве небольшого участка до пластичного состояния прилегающие к нему зоны хотя и меньше, но тоже нагреваются, что сопровождается температурным расширением металла.
Расширяющийся металл не может вдвигаться в зону холодного твердого металла, а пластичная зона не оказывает сопротивления, и расширяющийся металл вдвигается в эту зону. При охлаждении нагретого точечного участка металл перестает быть пластичным, а при дальнейшем охлаждении нагретой зоны возникают растягивающие напряжения, под действием которых выпучина стягивается.
Для ускорения процесса охлаждения нагретых точек используют обдув панели воздухом или смачивание водой (зимой – льдом). Точечный нагрев производят по спирали, двигаясь от периферии к центру выпучины (рис. 13). Если с первого раза выпучина не устраняется полностью, то операцию повторяют.
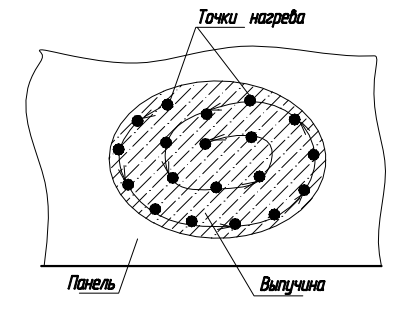
Рис. 13. Последовательность точечного нагрева панели при устранении выпучины
Эффективность осаживания выпучины может быть повышена, если параллельно с нагревом использовать метод прямой ковки, т. е. обстукивать выпучину алюминиевым молотком.
Тепловой способ может быть использован для устранения на панелях крыши, капота и т. д. мелких впадин – «повреждений градом».
Газовой горелкой панель в зоне вмятины спиралеобразно, начиная с периферии и двигаясь к центру, нагревают, пока не начнется температурное изменение цвета лакокрасочного покрытия. За счет расширения металла в зоне нагрева впадина испытывает сжимающие напряжения, происходит как бы излом ее кромок, и она приподнимается над общей поверхностью панели (рис. 14). После этого приподнятые кромки начинают обрабатывать холодным напильником, зубья которого, врезаясь в металл, интенсивно отводят тепло, что приводит к охлаждению кольца металла вокруг вмятины и его отверждению.
Остывающий чуть позже металл внутри кольца также сужается, что приводит к возникновению растягивающих напряжений и вытягиванию вмятины. Операция может быть повторена несколько раз. При правильно подобранном режиме тепловой обработки окрашенный слой на другой стороне панели не нарушается и отклеивание элементов обивки не происходит. Время, необходимое для устранения вмятины, составляет около 5 мин. После устранения вмятины панель подлежит окраске.
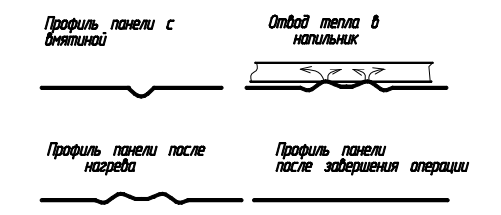
Рис. 14. Устранение точечной вмятины тепловым способом
Устранение небольших вмятин на панели без необходимости последующей окраски производится с помощью специального приспособления рычажного типа с тросовым приводом (по принципу ручного тормоза велосипеда). При нажатии на рукоятку привода из корпуса устройства выдвигается шток с магнитным наконечником.
Приспособление устанавливают с внутренней стороны деформированной панели и винтовыми упорами в усилители, ребра жесткости дверей и другие элементы кузова закрепляют в таком положении. О том, что выдвижной шток с магнитным наконечником расположен строго на вмятине, судят по положению стального шарика диаметром 0,5…0,7 мм, который удерживается силой магнита на наружной стороне панели. После этого, нажимая на рукоятку тросового привода, выталкивают вмятину, наблюдая за бликами света на блестящей окрашенной поверхности.
2. Сварка кузовных элементов
Для устранения повреждений кузовов в результате аварии или коррозии применяются различные способы сварки (рис. 15). Правильный выбор способа сварки важен с позиций качества сварного шва и производительности процесса.
В современной сварочной технике (применительно к автомобильной промышленности) в основном используют следующие способы сварки: электроконтактную, газовую ручную и электродуговую. При изготовлении кузовов легковых автомобилей на заводах массового производства предпочтение отдается электроконтактной точечной сварке (около 80%) как самой производительной для деталей из тонколистовой малоуглеродистой стали, 15% кузовных деталей соединяют точечной и шовной сваркой в среде защитного газа и около 5% – ручной газовой сваркой и твердой пайкой.
Широко применять контактную сварку для восстановления кузовов почти невозможно из-за характерных повреждений, весьма сложной конфигурации узлов несущего кузова и трудного доступа к местам сварки. Поэтому в ремонтной технологии кузовов легковых автомобилей основными методами соединения кузовных деталей и узлов являются ручная газовая сварка и электродуговая сварка в среде защитных газов.
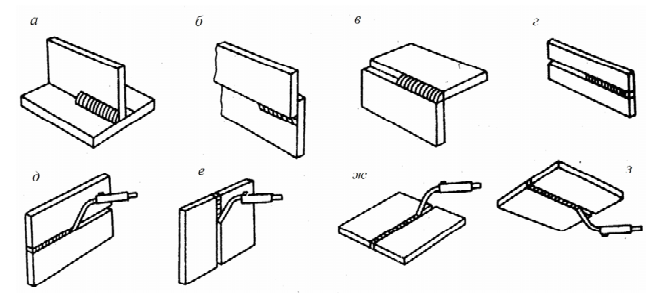
Рис. 15. Способы выполнения сварочных швов, их виды: а – тавровый; б – нахлесточный; в – угловой; г – стыковой; д – горизонтальное выполнение шва; е – вертикальное; ж – нижнее; з – потолочное выполнение шва
Газовая сварка применяется для прихватки панелей друг к другу при сборке кузова, нанесения латунных припоев в местах концентрации напряжений и выполнения ряда других операций. Основными недостатками газовой сварки являются значительное коробление свариваемых деталей, их перегрев и высокая трудоемкость доводки поверхности. В то же время простота технологии и доступность используемого оборудования до сих пор обусловливают широкое применение газовой сварки при ремонте кузовов.
При ремонте кузовов сваркой в среде защитного газа в качестве последнего используют углекислый газ СО2 (рис. 16). А поскольку он не является нейтральным, то в целях уменьшения окислительного действия свободного кислорода применяют электродную проволоку с повышенным содержанием раскисляющих примесей (марганца, кремния). При этом получается беспористый шов с хорошими механическими свойствами.
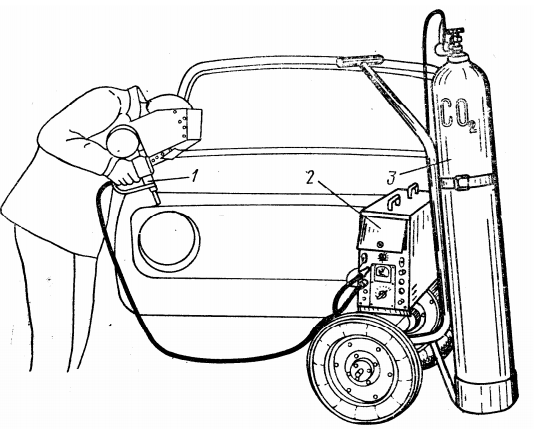
Рис. 16. Сварка кузова с помощью полуавтоматической установки: 1 – сварочная горелка; 2 – источник питания; 3 – баллон с защитным газом
Независимо от вида применяемой сварки существуют два способа соединения кузовных панелей и их фрагментов – внахлестку и встык. Перед сваркой кромки тщательно зачищаются и выполняется антикоррозионная обработка закрываемых поверхностей специальными токопроводящими пастами или грунтами.
При соединении лицевых панелей внахлестку их кромки предварительно профилируются и тщательно подгоняются так, чтобы они плотно прилегали друг к другу. Затем детали фиксируются в этом положении быстродействующими зажимами и свариваются прерывистым или сплошным швом за край одной из деталей.
При соединении панелей встык производится сварка их кромок без подкладной ленты или с лентой. При соединении без подкладной ленты детали подгоняются так, чтобы зазор в месте соединения не превышал полутора диаметров присадочной проволоки. Накладка краев деталей в этом случае не допускается. После примерки и окончательной подгонки детали фиксируются быстродействующими зажимами. При соединении панелей встык с подкладной лентой соблюдение точного зазора между кромками деталей не требуется. Прочность соединения достигается за счет перекрытия зоны соединения подкладочной лентой шириной 30…40 мм.
Поскольку при ремонте возможность использования точечной сварки ограничена, приварку новой панели осуществляют сварочным полуавтоматом проволокой в среде защитных газов через отверстия диаметром 5 мм, которые с шагом 40…50 мм выполняют специальным дыроколом или путем сверления по кромке крепления панели. Такой вид соединения часто называют электрозаклепкой. В тех случаях, когда заменяют часть панели, ее отрезают ножницами, а кромку оставшейся части отформовывают специальными клещами (рис. 17).
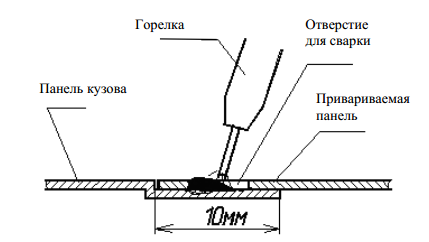
Рис. 17. Соединение панели с отформованной кромкой
Предварительное крепление панели на кузове производят с использованием специальных монтажных скоб, струбцин и т. п. Если положение заменяемой панели влияет на условия сопряжения с ней других элементов кузова (крышки багажника, капота и т. п.), то панель вначале «наживляют» пайкой латунью в 3…4 точках с использованием газовой горелки. Убедившись в том, что положение панели на кузове правильное, производят её окончательную приварку. После завершения сварки наплывы по точкам сварки зачищают шлифовальной машинкой заподлицо с плоскостью панели.
В случае необходимости для воспроизведения соединения, выполненного на заводе-производителе с отбортовкой кромок на величину ..10 мм под углом 90°, одну из кромок перфорируют (пробивают отверстия) и проводят сварку электрозаклепками.
Сварку несущих элементов кузова (лонжеронов, стоек и т. д.) производят встык, после чего шов зачищают и усиливают накладкой из листовой стали толщиной 1,5…2 мм. Для изготовления накладки предварительно ножницами вырезают из ватмана выкройку, форму которой подгоняют к месту установки накладки. Далее по выкройке вырезают заготовку накладки, при необходимости сверлят в ней отверстия под шпильки или винты и отверстия диаметром 8 мм под сварку (электрозаклепку). Используя слесарный инструмент, заготовке придают нужную форму и приваривают ее к кузову.
Следует отметить, что недопустимо соединять точками два конца прямолинейного шва, а затем выполнять промежуточные точки, так как при этом возникает расширение в противоположных направлениях, которое ведет к деформации кромок. Также нельзя начинать сварку с края детали, поскольку кромки расходятся. Сварку следует начинать с внутренней (серединной) части шва и вести в направлении одного из концов детали. Затем производится сварка оставшейся части детали – от выполненной части шва с постепенным перемещением к другому концу детали (рис. 18).
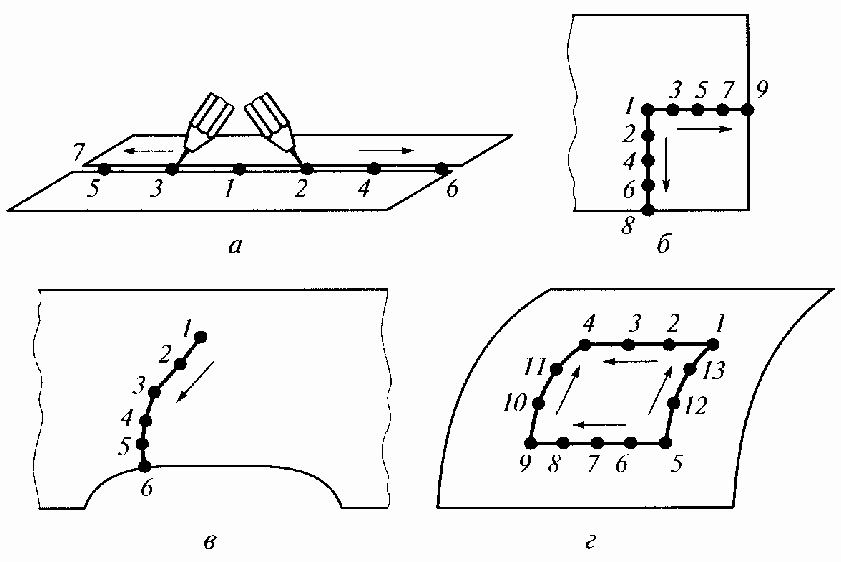
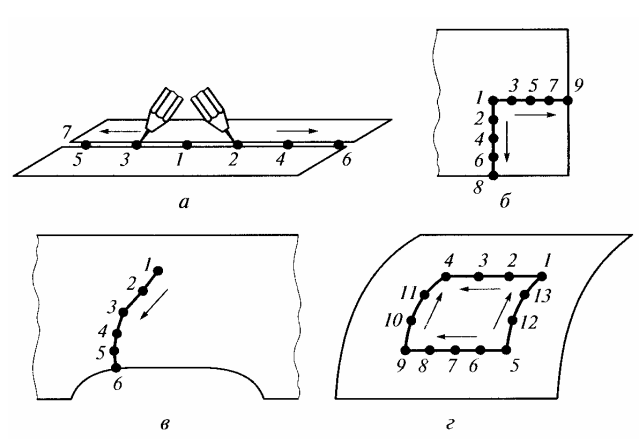
Рис. 18. Последовательность выполнения сварных точек: а – при наложении прямолинейного шва; б – формирование угла прихваткой точками; в – прихватка трещин и изломов; г – сварка точками замкнутого шва
Полуавтоматическая сварка в среде защитного газа технологически достаточно проста. Главными задачами сварщика являются поддержание постоянного вылета электрода, равномерное перемещение горелки вдоль шва, сохранение определенного наклона газового наконечника относительно детали и направления перемещения электрода. Этим требованиям отвечают сварочные наконечники нескольких типов: для сварки непрерывным швом, для точечной сварки, для подварки шпилек, используемых при правке кузова автомобиля.
Внутренняя изоляция наконечников позволяет вести сварку даже при касании ими свариваемой детали. Некоторые современные газовые наконечники имеют специальное покрытие, уменьшающее налипание брызг металла на внутреннюю поверхность наконечника. С этой же целью используются специальные пасты и спреи, регулярное применение которых позволяет значительно увеличить срок службы наконечника.
Качество сварного шва зависит и от степени износа внутреннего отверстия токового наконечника. При изношенном отверстии ухудшается электрический контакт, что приводит к нестабильности дуги и повышенному разбрызгиванию металла. Токовый наконечник является таким же расходным материалом, как сварочная проволока или газ. Недостаточная скорость подачи сварочной проволоки или слишком малый расход защитного газа приводят к сильному перегреву наконечника и быстрому его износу. Недостаточная подача газа в зону сварки вызывает перегрев сварочной ванны с возможным прожиганием металла, а избыток – повышенное растекание и перегрев периферийных областей шва с возникновением механических напряжений.
При сварке листов металла толщиной около 1 мм расход газа не должен превышать ..12 л/мин. Стандартного баллона в малогабаритном полуавтомате обычно хватает на один час непрерывной работы, что позволяет выполнить шов длиной 40…50 м.
Техника полуавтоматической сварки в среде защитного газа строится с учетом следующих положений:
- при вертикальном положении газового наконечника металл прогревается достаточно равномерно, но при этом затрудняется наблюдение за дугой и мелкие капли металла из зоны сварки попадают на газовый наконечник, что уменьшает срок его службы;
- при наклоне электрода в сторону, противоположную направлению перемещения (углом вперед), разбрызгивание снижается. В этом случае глубина проплавления уменьшается, шов становится шире, снижается вероятность прожигания тонкого металла;
- при наклоне горелки в противоположную направлению перемещения сторону (углом назад) за счет дополнительного нагрева металл дольше остается в жидком состоянии, глубина проплавления увеличивается, ширина шва уменьшается. Сварку вертикальных швов следует вести углом назад, направляя дугу на переднюю часть сварочной ванны, что предотвращает стекание металла вниз, способствует увеличению проплавления корня шва и исключает натеки по его краям;
- при сварке листов различной толщины выбирается такое положение горелки, при котором отходящий газ направляется в сторону более массивной детали;
- потолочные швы ведутся углом назад на максимально возможных токах. Дуга и поток газа направляются непосредственно в ванну жидкого металла, что уменьшает его стекание. С этой целью увеличивают расход газа;
- увеличить массу шва можно путем зигзагообразных движений горелки. Можно положить металл и поверх уже остывшего шва;
- при точечной сварке (электрозаклепками) положение горелки должно быть вертикальным;
- для каждого диаметра проволоки свои параметры режима сварки (напряжение и ток). Ток сварки пропорционален произведению площади сечения проволоки и скорости ее подачи.
Тонкая настройка параметров режима сварки сводится к регулированию скорости подачи сварочной проволоки при среднем значении напряжения, взятом из справочника. Регулирование заканчивается при достижении устойчивого горения дуги. Уточнить параметры настройки можно путем анализа формы и качества полученного шва. Решающую роль здесь играет опыт сварщика.
Общим положением для проведения сварочных работ на всех режимах является надежное соединение заземляющего кабеля с ремонтируемым кузовом. Место заземления должно быть минимально удалено от места сварки. Кроме того, необходим надежный контакт между проволочным электродом и первым листом, между двумя наложенными листами и между вторым листом и массой. Величина нахлестки зависит от толщины металла свариваемых деталей – она должна быть равна 15 толщинам верхнего листа.
Сварочные полуавтоматы обеспечивают получение качественных швов во всех пространственных положениях, что особенно важно при ремонте кузова легкового автомобиля. На качество шва влияет тщательность очистки кузовных деталей от краски, ржавчины и масла перед проведением сварочных работ.
При выполнении точечной сварки конец горелки с опорными ножками приставляется к свариваемой поверхности панели и слегка прижимается для обеспечения плотного контакта между деталями (рис. 19). Включатель горелки необходимо нажать и быстро отпустить. Образовавшаяся дуга расплавляет металл верхней детали, проходит его насквозь, затем расплавляет металл нижней детали.
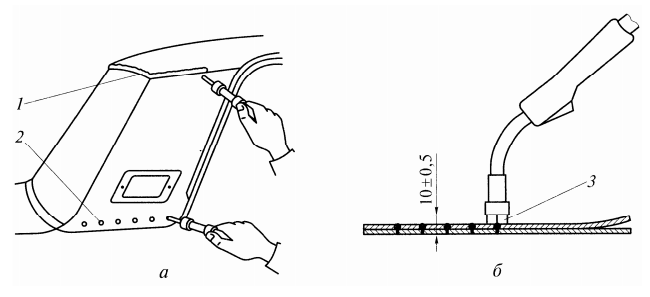
Рис. 19. Способы сварки (а) и установка горелки при точечной сварке по отверстиям (б): 1 – сварка сплошным швом; 2 – сварка внахлестку по отверстиям; 3 – опорные ножки газового сопла
Благодаря высокому качеству сварки и незначительному выступанию сварочных точек над поверхностью основного металла этот способ эффективен для сварки лицевых панелей, так как значительно сокращает затраты на шлифование поверхностей в местах сварки. При выборе шага сварочных точек ориентиром может служить число точек, которыми деталь была приварена к кузову на заводе-производителе. Сварка выполняется по отверстиям, полученным при отсоединении поврежденных деталей.
Электроконтактная точечная сварка, выполняемая с помощью специального оборудования, является наиболее перспективной при ремонте кузовов автомобилей (рис. 20). По сравнению со сваркой в среде защитного газа свариваемые детали нагреваются меньше, в результате исключается необходимость выполнения подготовительных операций (перфорирования фланцев). Места соединения почти незаметны, что позволяет сократить трудоемкость операций по подготовке к окраске. При электроконтактной точечной сварке практически не меняется качество металла в соединении, что обеспечивает длительную эксплуатацию отремонтированного узла кузова.
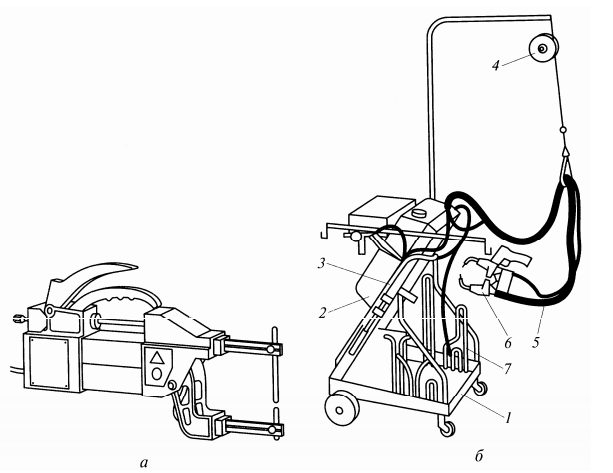
Рис. 20. Ручные сварочные клещи (а) и универсальный аппарат контактной сварки (б): 1 – тележка; 2 — внешний источник тока; 3 – споттер; 4 – балансир; 5 – гибкий кабель; 6 – сварочные клещи; 7 – сменные электроды
Однако этот вид сварки имеет и ряд недостатков:
- повышенные требования к чистоте свариваемых поверхностей;
- необходимость большого набора сменных специальных держателей с электродами для обеспечения двустороннего доступа к различным участкам кузова;
- необходимость обеспечения требуемого усилия сжатия;
- достаточно большая масса клещей для точечной сварки по сравнению с массой горелки сварочного полуавтомата, что несколько усложняет проведение сварочных работ.
Для получения сварочной точки хорошо зачищенные свариваемые детали необходимо собрать внахлестку, сжать с определенным усилием и пропустить через место контакта импульс тока необходимой длительности (0,01…0,5 с). В этом случае на границе контакта деталей образуется зона расплава, которую называют ядром точки. По завершении протекания тока, кристаллизуясь под воздействием сжимающего усилия, ядро образует прочное соединение.
К параметрам режима сварки, обусловливающим прочность сварного соединения, относятся диаметр электродов, сила тока, усилие сжатия, время сварки. Помимо этого на качество сварки влияет шаг сварочных точек и их расстояние до края листа.
Все параметры режима сварки устанавливаются в зависимости от толщины свариваемых панелей, их шероховатости и сопрягаемых свариваемых кромок. Практика показывает, что при правильном выборе режимов сварки после отключения сварочного тока поверхность более тонкой из свариваемых деталей на короткое время краснеет. Сохранение покраснения в течение продолжительного времени означает, что длительность импульса либо сила тока слишком велика.
Проверка качества сварного соединения производится при испытании точки на разрыв. Если при отрыве точки на одной из деталей остается столбик металла, по диаметру равный ядру, а на другой детали – сквозное отверстие, то соединение (в этой точке) считается качественным. Для обеспечения гарантированного качества сварки перед началом работы проводятся регулирование сварочного аппарата и настройка параметров режима сварки при выполнении пробных сварных образцов.
Даже при высокой квалификации рихтовщика не всегда удается достаточно хорошо выровнять панели кузова. В этом случае на месте выполнения сварочных работ может быть проведено выравнивание панелей оловянным припоем (обычно 25% олова, остальное – свинец).
Оловянный припой обладает хорошей адгезией, не отслаивается под действием вибраций и меняющихся температур кузова, защищает его от коррозии, т. е. является ценным материалом для ремонта кузова. Температура лужения кузова находится в интервале 186…260С. В качестве флюса для пайки используют специальную пастообразную полуду или хлористый цинк – «паяльную кислоту», которую кисточкой наносят на место лужения после тщательной зачистки его металлической щеткой (иглофрезой).
Нагрев кузова производят горелкой для газовой сварки с избытком ацетилена (светло-голубое пламя длиной около 5 см), конец прутка припоя также нагревают горелкой. После разогрева выравниваемого участка кузова его протирают хлопчатобумажной ветошью, очищая от остатков флюса, и к впадинам прижимают припой до тех пор, пока все углубления не будут заполнены им. Припой для равномерного распределения и уплотнения разравнивают деревянной колодкой, выполненной по форме выравниваемого участка кузова.
Необходимо учитывать, что слишком большой подвод тепла приведет к стеканию припоя, а слишком слабый не позволит его хорошо разгладить. После того как поверхности кузова придали надлежащую форму, ее необходимо охладить и выровнять напильником, обеспечивая отсутствие уступов на границе луженого участка.
3. Особенности ремонта кузовов, изготовленных с использованием нетрадиционных материалов
При проведении ремонтных работ следует учитывать, что в конструкции кузовов современных автомобилей наряду с классической хорошо штампуемой сталью для некоторых элементов используют высокопрочную кузовную сталь и другие материалы, например пластмассу и алюминий. Отличительной особенностью высокопрочного стального листа является повышенный предел текучести при растяжении по сравнению с обычными марками кузовной стали.
Высокие прочностные свойства стали достигаются за счет ее состава и методов формования листа. Элементы кузова из высокопрочной стали плохо деформируются не только при ударах в эксплуатации автомобиля, но и при ремонте кузова.
Следует учитывать, что при нагреве некоторых марок высокопрочной стали уже при 400°С происходит существенное изменение их свойств. Стойкость фрез, используемых для удаления сварочных точек высокопрочного листового материала, значительно ниже, чем при обработке обычной стали. На более тонких листах высокопрочной стали могут возникнуть небольшие вмятины в области точечных сварных соединений после интенсивного нагрева панелей инфракрасными нагревателями, используемыми для сушки краски при ремонте кузова (рис. 21).
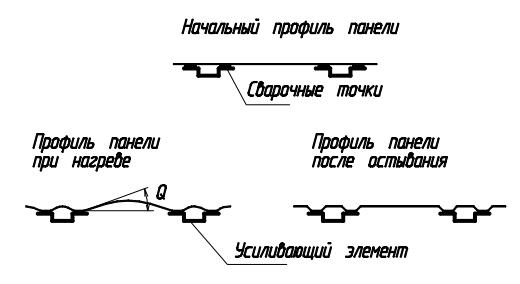
Рис. 21. Схема образования вмятин на окрашенной панели после интенсивного нагрева
Под действием нагрева тонкая панель, соединенная точечной сваркой с усилителями, расширяется. Поскольку координаты точек сварки не меняются, листовой металл вынужден выгибаться, образуя к кромке сварочной точки угол Q.
Напряжения в металле в зоне кромки могут оказаться больше предела текучести, т. е. будет происходить пластическая деформация, сопровождающаяся наклепом. При остывании панели металл сжимается, образуя напряжения, которые стягивают панель. Однако этих напряжений оказывается недостаточно для выпрямления изогнутого листа в зоне кромки сварочной точки, что и обнаруживается в виде небольших углублений на лицевой стороне панели.
Некоторые производители автомобилей вводят в кузов алюминиевые элементы. При сварке алюминиевых деталей кузова следует учитывать, что при нагреве алюминий не начинает светиться, как сталь, и не меняет своего серебристо-белого цвета, поэтому сварщику трудно уловить момент начала плавления. Для контроля температуры могут использоваться специальные термокраски, наносимые на детали в зоне сварки в виде паст или наклеек. Меняющийся цвет термокраски при нагреве детали позволяет сварщику безошибочно выдерживать требуемую температуру.
Наиболее эффективной является аргонодуговая сварка алюминия, которую производят, как правило, полуавтоматами в среде защитного газа аргона с применением проволоки СвА97, СвАМц или СвАК. Возможно применение и ручной дуговой сварки в среде аргона неплавящимся вольфрамовым электродом с присадочной проволокой близкого химического состава к свариваемому металлу.
При отделке панелей из алюминия следует помнить, что вкрапления другого металла вызывают ускоренную коррозию алюминия, поэтому ремонт алюминиевых и стальных деталей не следует производить одними и теми же рихтовочными и шлифовальными инструментами. Технология ремонта пластмассовых деталей кузова (бамперов, корпусов зеркал, молдингов и т. п.) зависит от типа пластмасс, из которых они изготовлены.
Для ремонта пластиковых деталей используются две основные технологии: склеивание и сварка. Выбор технологии зависит от типа материала: термопласты ремонтируются сваркой, термореактивы – склеиванием, поэтому перед началом ремонта следует идентифицировать материал. Тип пластмассы обычно маркируется на внутренней части детали.
При отсутствии маркировки рекомендуется провести тест на сгорание с небольшим осколком материала. Другой способ проверки – пробное шлифование машинкой восстанавливаемой детали. При этом термопласты при нагревании сначала становятся пластичными, затем переходят в вязкотекучее состояние, зона шлифования становится липкой. Термореактивы же при нагревании, вызванном шлифованием, сохраняют первоначальную твердость, при этом они хорошо шлифуются.
Большинство пластиковых деталей автомобиля изготовлены из термопластических пластмасс. Температура плавления разных термопластов не превышает 400°С, что позволяет нагревать их потоком горячего воздуха, создаваемым специальными ручными нагревателями. Основной принцип сварки термопластов тот же, что и металла: кромки трещины или свариваемых деталей обрабатываются для придания V-образного профиля, затем место сварки разогревается до плавления и в сварочную ванну вводится присадочный материал в виде прутка или ленты.
При ремонте кузова следует учитывать, что на автомобиле могут быть установлены подушки безопасности. В этом случае следует выполнять определенные условия.
- Необходимо избегать сильных ударов молотком или другим инструментом при ремонте щитка передка. Нельзя нагревать эти участки открытым пламенем горелки.
- Жгут проводов к модулю подушки безопасности водителя обычно проложен по рулевой колонке внутри кожуха рулевого вала, к модулю подушки безопасности пассажира – внутри панели приборов. При ремонте данного участка следует быть осторожным, чтобы не повредить жгут.
- Окрашенные поверхности кузова в районе расположения элементов подушек безопасности нельзя сушить при температуре выше 80° С.
- Если все же необходима высокая температура или нанесение сильных ударов рядом с элементами подушек безопасности, то перед проведением таких работ следует демонтировать соответствующие детали.
- Если какие-либо элементы подушек безопасности повреждены или деформированы, то их необходимо заменить.
В целом при выполнении кузовных работ следует исполнять требования безопасности при ремонте кузова, которые описаны в «Межотраслевых правилах по охране труда на автомобильном транспорте ПОТ Р М-027-2003». Исполнение этих требований является обязательным для автотранспортных предприятий, а также СТО, предоставляющих услуги по техническому обслуживанию и ремонту автомобилей.
