Содержание страницы
Опиливанием называют обработку металла режущим инструментом – напильником, с помощью которого с поверхности заготовки снимают слой металла с тем, чтобы придать ей необходимые размеры, заданную форму и требуемые точность (10- 12 квалитет) и шероховатость поверхности (Ra — 1,25 ÷ 2,5 мкм). Опиливание применяют, как правило, после рубки или резки для отделки поверхности обрабатываемой детали и придания ей более точных размеров. Опиливание применяют также для пригонки деталей при сборке. В слесарном деле опиливанию подвергают наружные плоские и криволинейные поверхности, наружные или внутренние, сложные фасонные поверхности, углубления, отверстия, пазы и выступы.
Опиливание подразделяется на предварительное (черновое) и окончательное (чистовое и отделочное), выполняемые различными напильниками. Напильник подбирают в зависимости от заданной точности обработки, шероховатости поверхности и величины припуска, оставляемого на опиливание.
Поверхности различных деталей, которые по своим размерам и конфигурации не могут быть обработаны на металлорежущих станках или опилены обычными напильниками, обрабатывают рихтовочными напильниками. Ими обрабатывают также детали из цветных металлов и низкоуглеродистой стали. С помощью рихтовочных напильников хорошо снимаются грубые риски.
Для механизации работ по опиливанию широко применяют электрические или пневматические машинки, в патроне которых укрепляют специальные напильники (борнапильники) или абразивные головки, а также опиловочные станки.
1. Напильники
Напильники (рис. 1) изготовляют из инструментальной и углеродистой сталей марок У13 или У13А или легированной хромистой стали ШХ15.
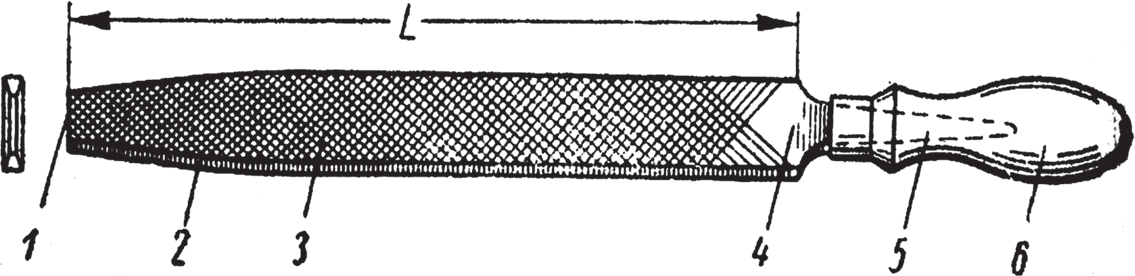
Рис. 1. Элементы напильника: 1 — нос; 2 — ребро; 3 — грань; 4 — пятка; 5 — хвостовик; 6 — ручка; L — длина
После насечки зубьев напильники подвергают термообработке. Твердость и острота зубьев напильника должна обеспечивать сцепляемость с поверхностью твердостью 54 HRC.
Длиной напильника считается только длина его насеченной части. Напильники изготовляют длиной от 100 до 400 мм.
Насечка напильников бывает простой (одинарной, рис. 2, а), перекрестной (двойной, рис. 2, б) и рашпильной (рис. 2, в).
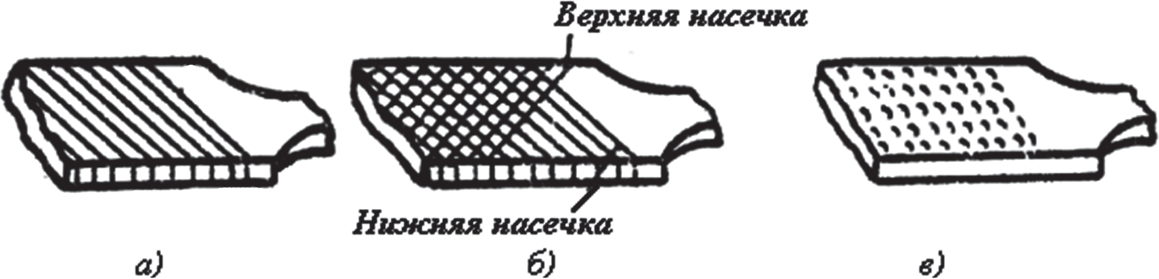
Рис. 2. Виды насечек: а — одинарная; б — двойная (перекрестная); в — рашпильная
Напильники общего применения для облегчения дробления стружки выполняются с двойной насечкой, при этом основная насечка располагается под углом λ=25°, а вспомогательная под углом ω=45° (рис. 3).
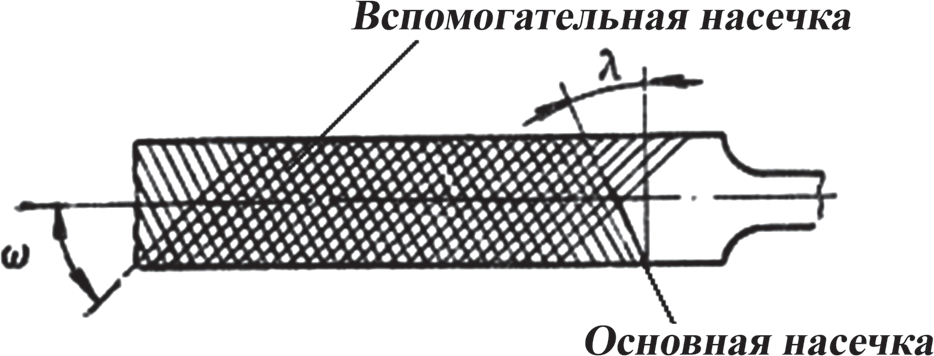
Рис. 3. Напильники с насечкой для дробления стружки
Зубья напильника имеют форму клина с углом заострения β, задним углом α, передним углом γ и углом резания δ (рис. 4). Передним углом γ называется угол между передней поверхностью зуба и плоскостью, проходящей через его вершину перпендикулярно оси напильника. Этот угол колеблется в пределах от +10 до -16°.
Угол заострения β образуется между передней и задней поверхностями зуба напильника.
Задним углом α называется угол, образующийся между задней поверхностью зуба и плоскостью опиливаемой заготовки.
Угол резания δ образуется между передней поверхностью зуба и плоскостью опиливаемой заготовки.
Практикой слесарной обработки установлены следующие значения углов зубьев напильника:
- а) для напильников с насеченными зубьями (рис. 4, а): γ – отрицательный до -16°, β=70°, α=30°, δ=106°;
- б) для напильников с фрезерованными и шлифованными зубьями (рис. 4, б): γ=2–10°, β=60–65°, α=20–25°, δ=80–88°.
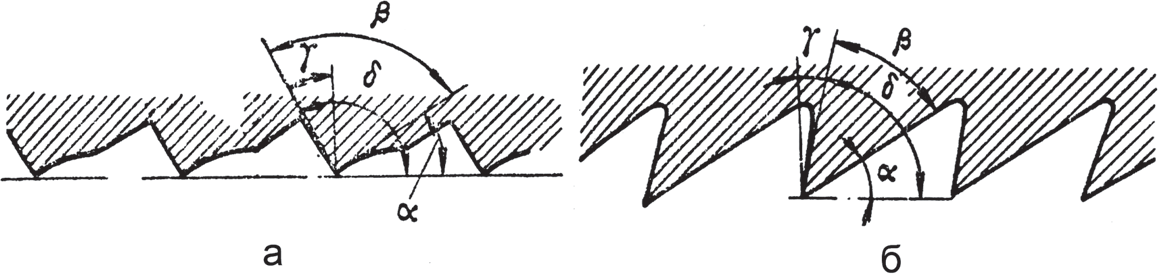
Рис. 4. Геометрия зубьев напильника: а — насеченные зубья; б — фрезерованные и шлифованные зубья
Зубья рашпильной насечки образуются выдавливанием металла заготовки рашпиля насекательными зубилами со специальной формой заточки. Каждый зуб рашпильной насечки смещен относительно расположенного впереди зуба на половину шага. Это уменьшает глубину канавок, образующихся на поверхности опиливаемой заготовки, и облегчает процесс резания. Напильники с такой насечкой применяются для опиливания мягких материалов (дерево, каучук, резина, кость, рог и др.).
По своему назначению напильники разделяются на:
- слесарные общего назначения;
- рашпили;
- надфили;
- машинные (для опиловочных станков);
- вращающиеся (дисковые и головки);
- специальные.
После обработки на станках и при ремонте приходится опиливать заготовки, плоскости станин, плит, стоек, пазы, выступы, подгонять шпонки, снимать фаски, зачищать заусенцы, забоины и т.п.
Опиливание подразделяется на предварительное и окончательное (отделочное). Выполняется опиливание различными по назначению, размерам и форме напильниками.
Опиливанием снимают слой металла в пределах от 0,05 до 1 мм. Точность этого вида обработки (табл. 1) зависит прежде всего от квалификации слесаря.
Таблица 1. Точность обработки при опиливании напильниками
| Опиливание напильниками | Припуск на обработку, мм | Точность обработки, мм | Шероховатость
обработанной поверхности Rа, мкм |
|
| отклонение от прямолинейности
или плоскостности на всю длину или ширину поверхности |
среднее отклонение
от заданного размера |
|||
| Драчевыми | 0,5 — 1 | 0,15 — 0,20 | 0,2 — 0,3 | 80 — 20 |
| Личными | 0,15 — 0,3 | 0,03 — 0,06 | 0,05 — 0,1 | 10 — 2,5 |
| Бархатными | 0,05 — 0,1 | 0,02 — 0,03 | 0,02 — 0,05 | 1,25 — 0,32 |
2. Выбор напильников
Величину насечки напильника выбирают в зависимости от толщины снимаемого слоя, требуемой чистоты поверхности и точности обработки. При выборе слесарных напильников общего назначения можно руководствоваться данными, приведенными ниже.
Напильники с рашпильной насечкой применяют для обработки дерева, кожи, каучука, резины, кости и т.п. Рашпилями опиливают баббиты, свинец, цинк и другие материалы. Делят их на два класса. Рашпили с более мелкой насечкой можно использовать для чистовой обработки (где не требуется высокое качество чистоты поверхности).
Напильники с одинарной насечкой применяют для обработки мягких металлов (латуни, цинка, баббита, свинца и т.д.), а также для обработки дерева.
Напильники с двойной насечкой применяют для обработки стали и чугуна.
Мягкие металлы не рекомендуют опиливать личными или бархатными напильниками, так как зубья их быстро забиваются стружкой и перестают резать.
Бархатные с мелкой и очень мелкой насечкой применяют для подгонки деталей, отделки, доводки и шлифования поверхностей.
Бархатными напильниками придают высокую чистоту обрабатываемой поверхности. После них на поверхности не остается никаких видимых на глаз и ощутимых руками штрихов.
Драчевые и личные напильники стандартного типа, т.е. с углом основной (нижней) насечки λ=25° и вспомогательной (верхней) ω=45° (рис. 1, г), следует применять для обработки стали средней твердости, а также в тех случаях, когда приходится опиливать детали из разных материалов.
Драчевые напильники применяют для грубого опиливания, когда надо снять большой слой металла (до 1 мм). За один рабочий ход драчевым напильником можно снять слой толщиной 0,08–0,15 мм.
Личные напильники используют для точной обработки со съемом слоя металла не более 0,1 мм. За один рабочий ход такими напильниками снимают слой металла толщиной до 0,03 мм.
Напильники-брусовки изготовляют одного класса (драчевые с очень крупной насечкой для самого грубого опиливания).
Надфили делят на шесть номеров. Первый номер имеет 25 насечек, шестой — 80 насечек на 1 см длины. Используют их при опиливании очень точных и мелких изделий, а также мест, не доступных для обычных напильников, при изготовлении инструментов и при обработке штампов.
3. Выбор формы поперечного сечения напильника
Форма поперечного сечения напильника выбирается в зависимости от вида, размеров и расположения обрабатываемой поверхности в соответствии с его назначением.
Форму сечения напильника выбирают соответственно по очертанию обрабатываемой поверхности (табл. 2).
Таблица 2. Форма сечения напильника и его назначение
| Виды напильников | Назначение |

|
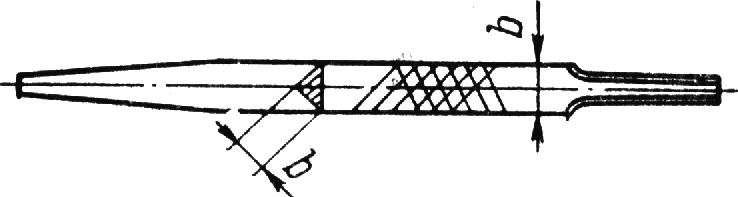
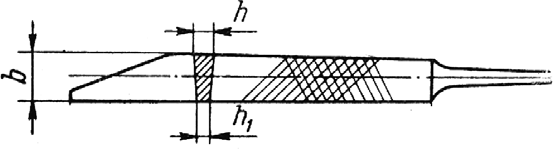
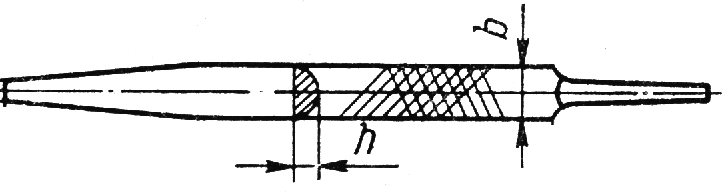
Плоские и плоские остроносые предназначены для опиливания легкодоступных плоских и выпуклых поверхностей, пропиливания шлицев и канавок (размера h и больше), распиливания прямоугольных отверстий |
 |
Квадратные (четырехгранные) предназначены для распиливания квадратных и прямоугольных отверстий (размера b и больше), узких плоских поверхностей, недоступных для работы широким плоским напильником |
  |
Трехгранные и ромбические предназначены для опиливания внутренних острых углов, трехгранных отверстий и плоскостей (размера b,h и больше), в недоступных для плоского напильника местах |

|
Круглые и полукруглые предназначены для распиливания круглых или овальных отверстий, вогнутых и плоских поверхностей (размера d,b,h и больше), для опиливания плоской стороной плоскостей, полукруглой стороной—вогнутых поверхностей (полукруглых выемок) |
 |
Ножовочные предназначены для опиливания внутренних углов, клиновидных канавок, узких пазов, плоскостей в трехгранных, квадратных и прямоугольных отверстиях (размера b,h и больше) |

4. Выбор длины напильника
Длину напильника выбирают в зависимости от величины обрабатываемой поверхности. Чем она больше, тем больших размеров должен быть напильник. Длина напильника должна быть не менее, чем на 150 мм, больше длины опиливаемой поверхности.
5. Размеры и форма ручек
Важное значение для удобства, высокой производительности и безопасности работы напильником имеют правильные размеры и форма ручек. Длина ручки должна быть примерно в 1,5 раза длиннее хвостовика. Хвостовик напильника входит в ручку на глубину от 2/3 до 3/4 его длины.
При насаживании ручки на хвостовик напильника между плечиками пятки и концами ручки оставляют расстояние 10– 20 мм, которое необходимо для того, чтобы осадить напильник в ручку для более прочного крепления.
Ручки к напильникам изготовляют из твердых пород дерева: березы, клена, бука, ясеня. Поверхность ручек делают ровной и гладко отполированной. Чтобы ручка не раскалывалась при осадке напильника и при работе, на ее конец надевают стальное кольцо. Отверстие для хвостовика напильника просверливают или прожигают.
При насаживании напильника его хвостовик вставляют в отверстие ручки и правой рукой вертикальными взмахами ударяют головкой ручки о верстак (рис. 5, а) или, вставив хвостовик в отверстие ручки, молотком слегка ударяют по головке ручки (рис. 5, б). Для снятия напильника ручку берут в левую руку и наносят два–три слабых удара молотком по верхнему краю кольца (рис. 5, в).
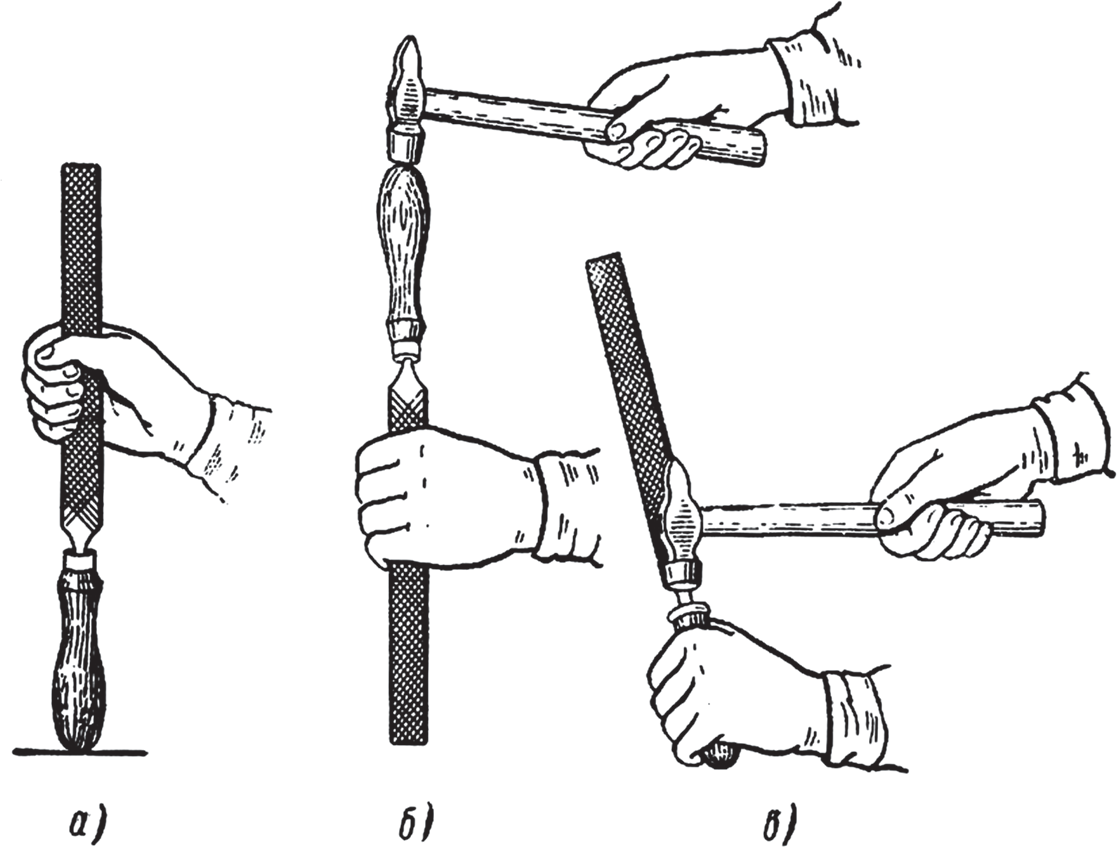
Рис. 5. Насаживание и снятие ручки напильника
6. Приемы опиливания
Наибольшая производительность труда при опиливании обеспечивается при расположении верхней поверхности губок тисков на уровне локтя рабочего (рис. 6, а). Существенное влияние на производительность опиливания оказывает положение ног и корпуса рабочего при работе.
Наиболее удобное положение такое, при котором корпус слесаря составляет примерно 45° с линией, проходящей через губки тисков (рис. 6, б). Левая нога слесаря должна быть выдвинута вперед носком в сторону рабочего движения напильника на расстояние 150–200 мм от переднего края верстака и должна воспринимать почти весь вес тела. Правая нога должна быть отдалена от левой на 200–300 мм. Угол между средними линиями ступней должен составлять примерно 60– 70° и правая нога должна быть упором (рис. 6, в).
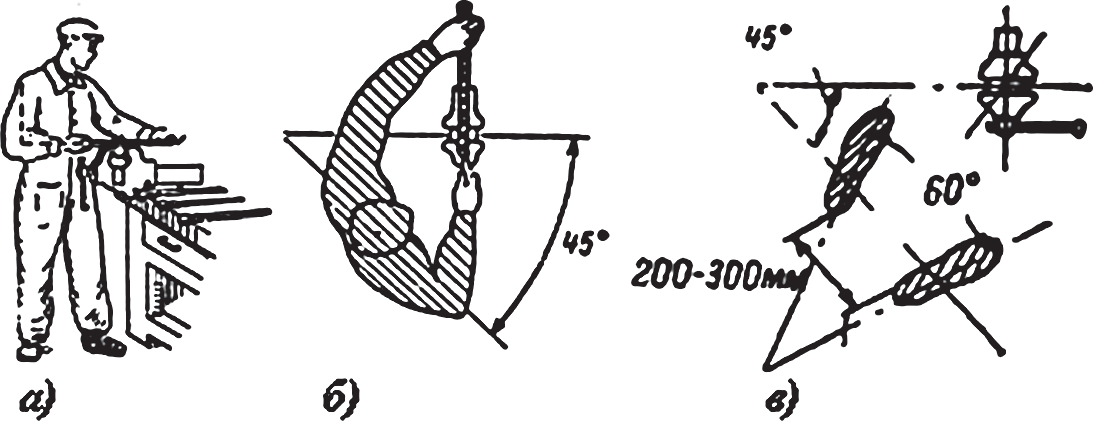
Рис. 6. Приемы опиливания
Для снятия напильником толстых слоев металла приходится нажимать на напильник с большей силой, и поэтому правую ногу отставляют от левой на 500–700 мм, так как в этом случае нагрузка на нее больше, чем в первом случае. При слабом нажиме на напильник, например при доводке или отделке поверхности детали, ноги ставят почти рядом.
Существенным является координация движений слесаря и усилий, прикладываемых к напильнику (рис. 7).
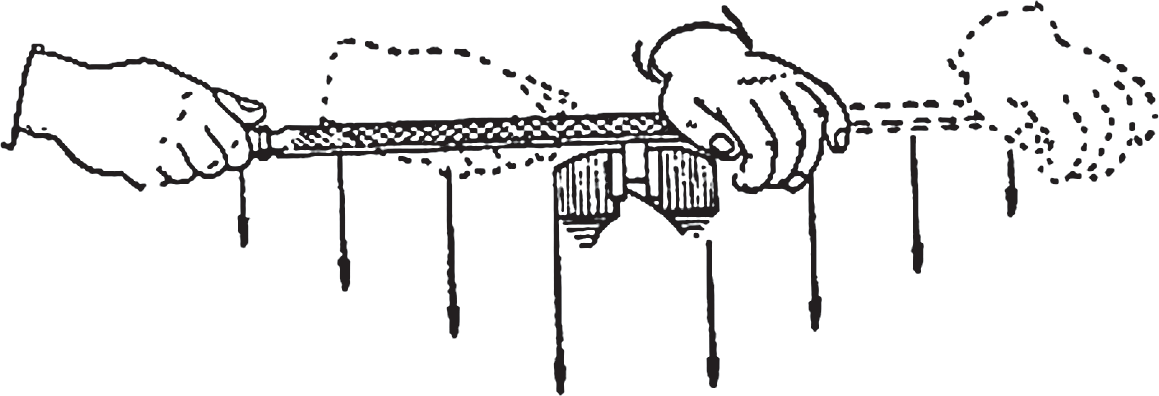
Рис. 7. Схема распределения усилий нажима рук при опиливании
Движение напильника должно быть строго горизонтальным, поэтому вертикальные усилия на рукоятку и нос напильника должны изменяться в зависимости от положения точки контакта напильника с деталью. При рабочем движении напильника усилие левой руки необходимо постепенно уменьшать. Регулируя усилие нажатия на напильник, добиваются получения ровной опиливаемой поверхности без завалов по краям. Прижимать напильник к детали необходимо только при рабочем ходе (от себя). Во время обратного хода напильник должен лишь скользить по поверхности. Чем грубее обработка, тем больше должно быть усилие при рабочем ходе.
Если плоскую поверхность опиливают особенно тщательно, ее проверяют «на краску». Окрашенные места опиливают, а затем поверхность снова проверяют по краске. Так продолжают до тех пор, пока не будет достигнута необходимая точность обработки поверхности.
Правильное положение рук при черновом опиливании показано на рис. 8. Темп движения напильника зависит от его величины и выполняемой работы. Опиливание идет быстрее, если темп движения взят небольшой, а стружку снимают большую.
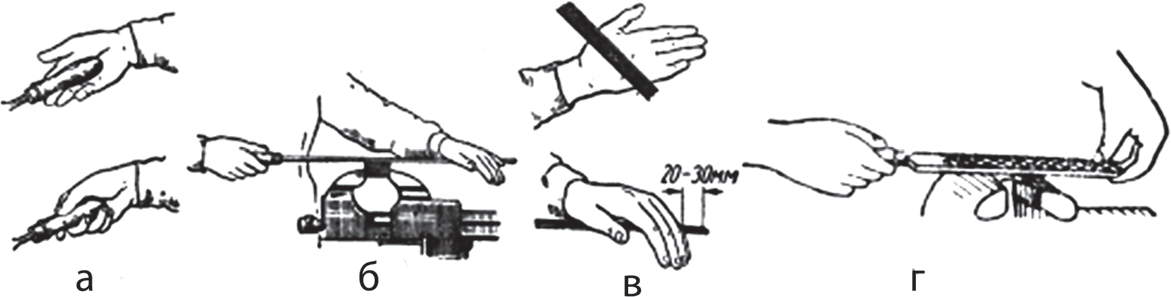
Рис. 8. Приемы работы напильником: а — положение ручки напильника в правой руке; б — выполнение опиливания; в — положение левой руки на напильнике; г — положение левой руки при чистовом опиливании
При чистовом опиливании вертикальное усилие нажатия на напильник должно быть значительно меньше, чем при черновом опиливании. В этом случае левой рукой нажимают на нос напильника не ладонью, а лишь большим пальцем (рис. 8, г). На поверхности заготовки напильник оставляет следы зубьев, которые называют штрихами или рисками. По равномерности штрихов определяют качество опиливания. Для уменьшения глубины штрихов и лучшего выравнивания плоскостей изменяют положение рук и периодически изменяют направление опиливания, в результате получается перекрестный штрих.
При опиливании металлов (особо вязких) между зубьями напильников набивается стружка, которая мешает дальнейшей работе и царапает поверхность обрабатываемой заготовки. Поэтому напильники периодически чистят щетками.
Рабочую поверхность личного напильника с целью предупреждения царапания покрывают мелом. Мел заполняет пространство между зубьями напильника, и стружка не попадает во впадины между насечками.
Опиливание поверхности обычно заканчивают ее отделкой. В слесарном деле поверхности отделывают личным и бархатным напильниками, бумажной или полотняной абразивной шкуркой, которой обертывают напильник, и абразивными брусками. При этом направление движения напильника может быть поперечным, продольным или круговым штрихами (рис. 9).
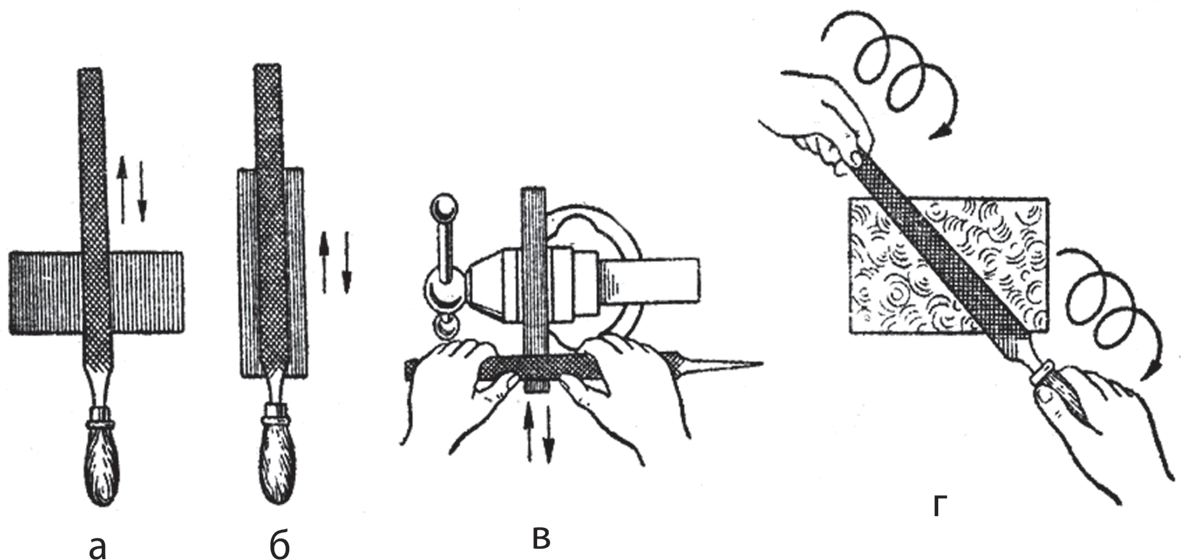
Рис. 9. Отделка поверхности напильником: а — поперечным штрихом; б и в — продольным штрихом; г — круговым штрихом
Чтобы получить гладкую и чистую поверхность, насечку напильника необходимо во время работы чаще прочищать и натирать мелом (при опиливании алюминия — стеарином).
После отделки поверхность обрабатывают абразивными брусками или абразивной шкуркой (мелкими номерами) всухую или с маслом (рис. 10). В первом случае получают блестящую поверхность металла, во втором — полуматовую. При отделке меди и алюминия шкурку натирают стеарином.
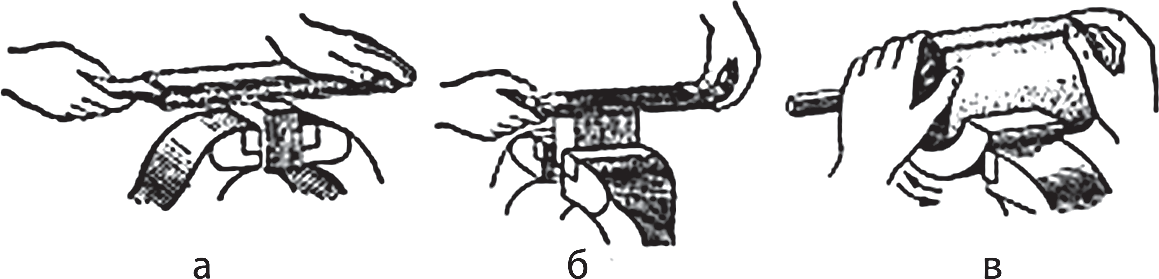
Рис. 10. Отделка опиленных поверхностей: а – деревянным бруском с наклеенной наждачной бумагой; б – абразивной бумажной шкуркой, натянутой на напильник; в — вогнутой поверхности абразивной шкуркой
7. Механизированный инструмент
Для повышения производительности труда при выполнении некоторых видов опиловочных работ применяют механизированный инструмент.
Существует два типа приспособлений для механического опиливания:
- й тип — роторного действия, с использованием гибкого вала или пневматических и электрических машинок;
- й тип — возвратно-поступательного действия, с использованием механизмов, преобразующих вращательное движение в прямолинейное возвратно-поступательное.
Приспособлениями первого типа являются фасонные вращающиеся напильники (рис. 11) и абразивные круги.
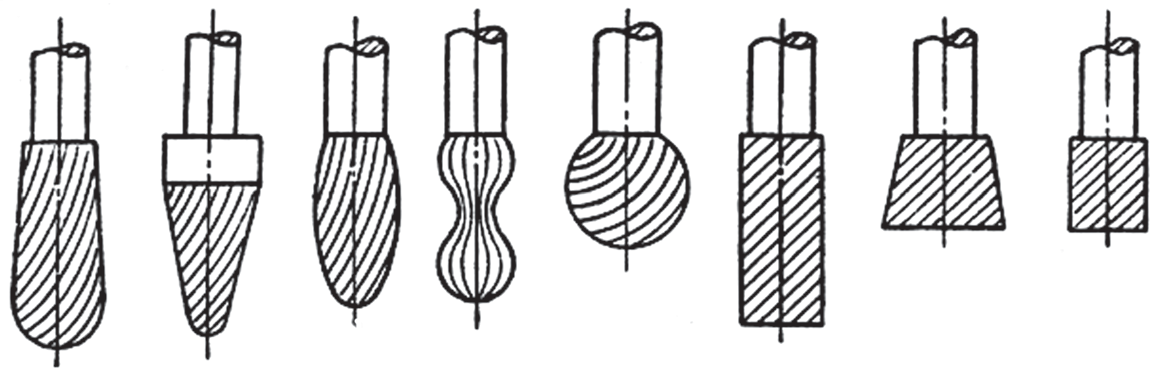
Рис. 11. Вращающиеся напильники (борнапильники)
Значительно облегчают и ускоряют опиливание переносные опиловочные пневматические машинки, которые имеют сменные зажимные патроны для установки различных по форме и размерам вращающиеся напильники и абразивные круги. Отработавший воздух пневматического привода в виде струи направляют на поверхность изделия, чем удаляют стружку из зоны обработки.
Приспособления второго типа используют энергию привода гибкого вала бормашины или пневматической машинки. (рис. 12). Приспособление состоит из корпуса, внутри которого вращательное движение вала преобразуется в возвратно-поступательное движение напильника и имеет сменные зажимные патроны для установки различных по форме и размерам напильников.

Рис. 12. Переносная опиловочная пневматическая машинка с напильником
Работа механического напильника требует приложения некоторого усилия, но значительно меньшего, чем при ручном опиливании, так как рабочий здесь только направляет напильник и регулирует нажатие. Самую тяжелую часть работы по снятию стружки производит машина. Вместо напильника можно установить ножовочное полотно. Отработавший воздух пневматического привода в виде струи направляют на поверхность изделия, чем удаляют стружку из зоны обработки.
8. Уход за напильниками
Напильники во время работы изнашиваются. Износ сопровождается потерей их режущих свойств. Очень быстро, практически мгновенно, изнашивается напильник в случае опиливания им поверхности, не очищенной от окалины и корки, или закаленной. Для удлинения срока службы напильников необходимо соблюдать правила:
- не употреблять новый напильник для опиливания твердого чугуна, стали и твердых, неотожженных стальных деталей (сначала им опиливают мягкую сталь, бронзу, латунь);
- беречь напильники от ржавчины, следить, чтобы на них не попадала вода и наждачная пыль;
- всегда пользоваться только одной стороной напильника, вторую пускать в дело лишь после затупления первой стороны или же в случае обязательной обработки острыми зубьями;
- не класть напильники один на другой, а также вместе с другими инструментами и деталями;
- не брать напильник за насеченную часть замасленными руками и не класть его на замасленные верстак или тряпки.
Уход за напильниками заключается в своевременной очистке насечки от застрявших в ней стружек и предохранении напильника от попадания на насечку масла или воды. Чистят напильники стальными щетками, изготовляемыми из кордной ленты. Иногда стальной щеткой не удается достаточно хорошо очистить напильник, тогда его опускают на 8–10 мин в 10%- ный водный раствор серной кислоты, а затем промывают в воде и очищают стальной щеткой. После очистки напильник тщательно промывают сначала в растворе каустической соды, а потом в горячей воде и немедленно сушат.
Опилки от каучука, фибры и дерева можно очистить стальной щеткой после выдержки напильника в течение 15–20 мин в горячей воде.
Если на напильник попало масло, то его чистят куском древесного угля (березового), натирая вдоль рядов насечек, а затем чистят, как обычно, щеткой. Если очистить углем не удается, то замасленные и загрязненные напильники промывают в горячем растворе щелочи (едкого натра, каустической соды). После этого их очищают стальной щеткой, промывают в воде и высушивают.
Напильники при правильном уходе и интенсивной работе сохраняют работоспособность в течение 12–15 рабочих дней при опиливании стали средней твердости, 7–10 дней — стали твердой, 10–12 дней — чугуна, 15–18 дней — бронзы и мягкой стали, 15–20 дней — латуни и алюминия.
Поверхность изношенного напильника блестящая, а нового или малоизношенного — матовая.
Изношенные напильники передают в перенасечку или на восстановление.
