Разметкой называют операцию нанесения на обрабатываемую заготовку или ремонтируемую деталь линий (так называемых разметочных рисок), определяющих контуры детали или места, подлежащие обработке.
Разметку деталей применяют преимущественно в мелкосерийном производстве деталей и при проведении слесарных ремонтных работ.
Для производства разнообразных разметочных работ слесарь должен располагать специальными измерительными и разметочными инструментами (линейки, рейсмасы, чертилки, кернеры и др.).
Для установки, выверки и закрепления размечаемых деталей используют набор специальных приспособлений ( подкладки, призмы, угольники и пр.).
Разметку производят на разметочных плитах, на которых и располагают все приспособления и инструмент.
1. Разметочные плиты
Разметочные плиты имеют ребристую конструкцию, что придает им жесткость при сравнительно небольшом весе.
Рабочие поверхности разметочных плит должны быть точно обработаны. Во избежание деформаций плит в процессе их эксплуатации отливки между черновой и чистовой обработкой подвергают старению (выдержке на воздухе длительное время).
На верхней поверхности разметочной плиты (рис. 1, а), при отсутствии станочных пазов, прострагивают продольные и поперечные канавки глубиной и шириной 1-2 мм так, чтобы вся поверхность плиты оказалась разделенной на квадратные участки.
Большие разметочные плиты устанавливают на специальных подставках (тумбах) с выдвижными ящиками для хранения инструмента. Разметочные плиты малых размеров помещаются на деревянных подставках и устанавливают непосредственно на верстаках.
Высота от пола до рабочей поверхности разметочной плиты малых или средних размеров составляет 800–900 мм, а плиты больших размеров – 700 мм.
Разметочная плита должна иметь свободное пространство для обхода и для возможности работать с любой стороны.
Проверку плоскостности разметочных плит осуществляют с помощью точной проверочной линейки и щупа. Для этого линейку накладывают своей рабочей поверхностью на рабочую поверхность разметочной плиты. Зазоры между этими поверхностями контролируют щупом. Толщина щупа, который проходит в щель между линейкой и разметочной плитой, не должна превышать 0,03–0,05 мм.
Правильность рабочих поверхностей шабреных разметочных плит (рис. 1, б), предназначенных для точной разметки и поверочных работ, проверяют на краску поверочной линейкой. Число пятен в квадрате 25х25 мм должно быть не меньше 12.
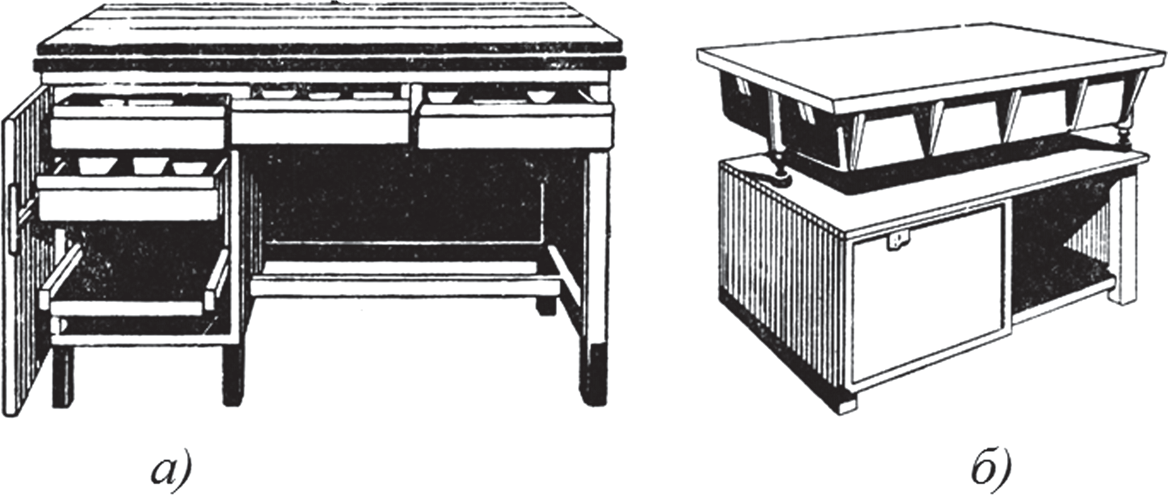
Рис. 1. Разметочные плиты
2. Оснастка
Для того чтобы установить деталь на рабочей плоскости разметочной плиты, применяют опорные подкладки, призмы, домкраты, специальные приспособления, кубики и угольники, располагающие точно обработанными призматическими и вертикальными поверхностями, перпендикулярными к поверхности плиты. Подкладки используют также для предохранения рабочей поверхности разметочной плиты от повреждения необработанными (черными) поверхностями размечаемых деталей.
Подкладки плоские (рис. 2, а) и призматические (рис. 3) располагают непосредственно на рабочей поверхности разметочной плиты.
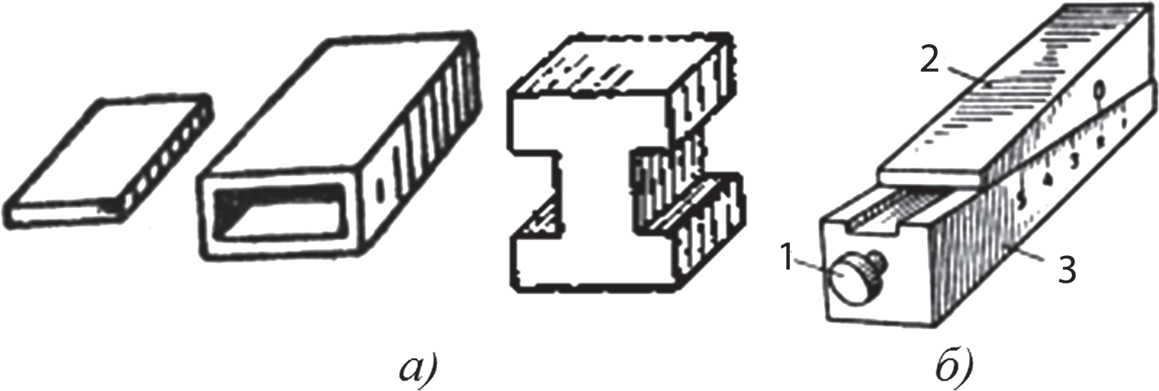
Рис. 2. Подкладки для установки детали на разметочной плите
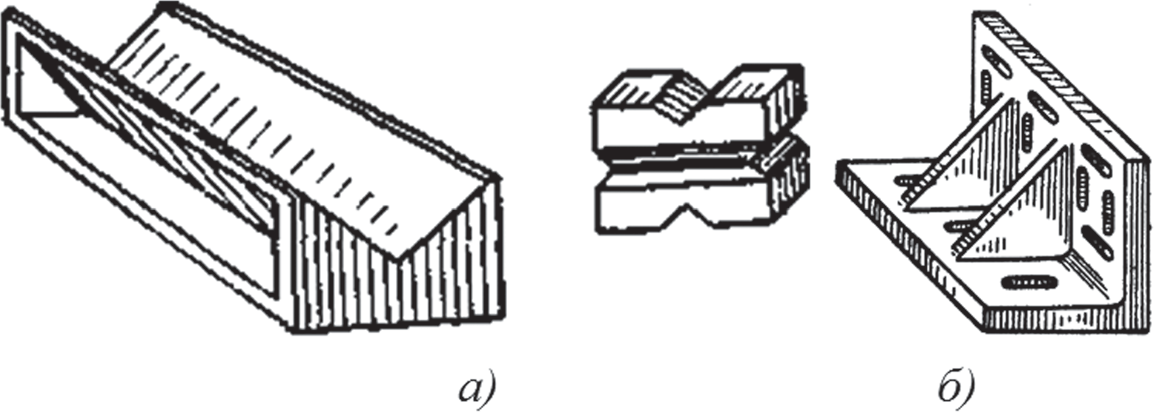
Рис. 3. Призма (а) и угольник (б) для установки деталей
Детали, имеющие плоское основание, плоский торец или три опоры, разнесенные на максимальное расстояние по габариту детали, необходимо устанавливать для разметки на трех подкладках, подобранных по высоте. Если необходимо деталь ориентировать в горизонтальной плоскости, то подбирают подкладки или набор подкладок под опоры, при которых деталь займет горизонтальное положение. В этом случае удобно также использовать регулируемые по высоте подкладки. На рис. 2, б показана регулируемая подкладка, которая регулируется по высоте вращением винта 1, который перемещает клин 2 по клину 3. На боковой поверхности нижнего клина нанесена шкала, которая позволяет более точно устанавливать высоту подкладки.
Цилиндрические детали помещают на призматических подкладках с треугольными вырезами (рис. 3, а). В наборе вспомогательных инструментов обычно имеется несколько таких подкладок с одинаковыми вырезами.
Для удобства разметки деталь может быть закреплена на угольнике (рис. 3, б), установленном на разметочной плите. На полках угольника имеются сквозные отверстия, через которые деталь можно крепить к угольнику.
3. Инструмент для разметки и методы работы с ним
Перед разметкой производят выверку установки детали на разметочной плите. Выверяют установку детали по высоте при помощи штангенрейсмаса. Штангенрейсмасы применяют для точной разметки и измерения высот. Штангенрейсмас (рис. 4) состоит из основания 1, штанги 2, рамки 3, закрепляемой на штанге винтом 8, нониуса 4, державки 6, закрепляемой винтом 7, и микрометрической подачи 5 рамки. В рамку 3 вставляют сменные ножки. Ножки имеют различное назначение: так, ножка 9 — служит для измерения высоты, 10 — для закрепления круглых чертилок, 11 — для разметки. Ножки, которые могут быть также использованы для нанесения рисок на размечаемых деталях, специально затачивают, создавая необходимые для разметки режущие лезвия. Способы отсчета размеров по штангенрейсмасу такие же, как и для штангенциркуля.
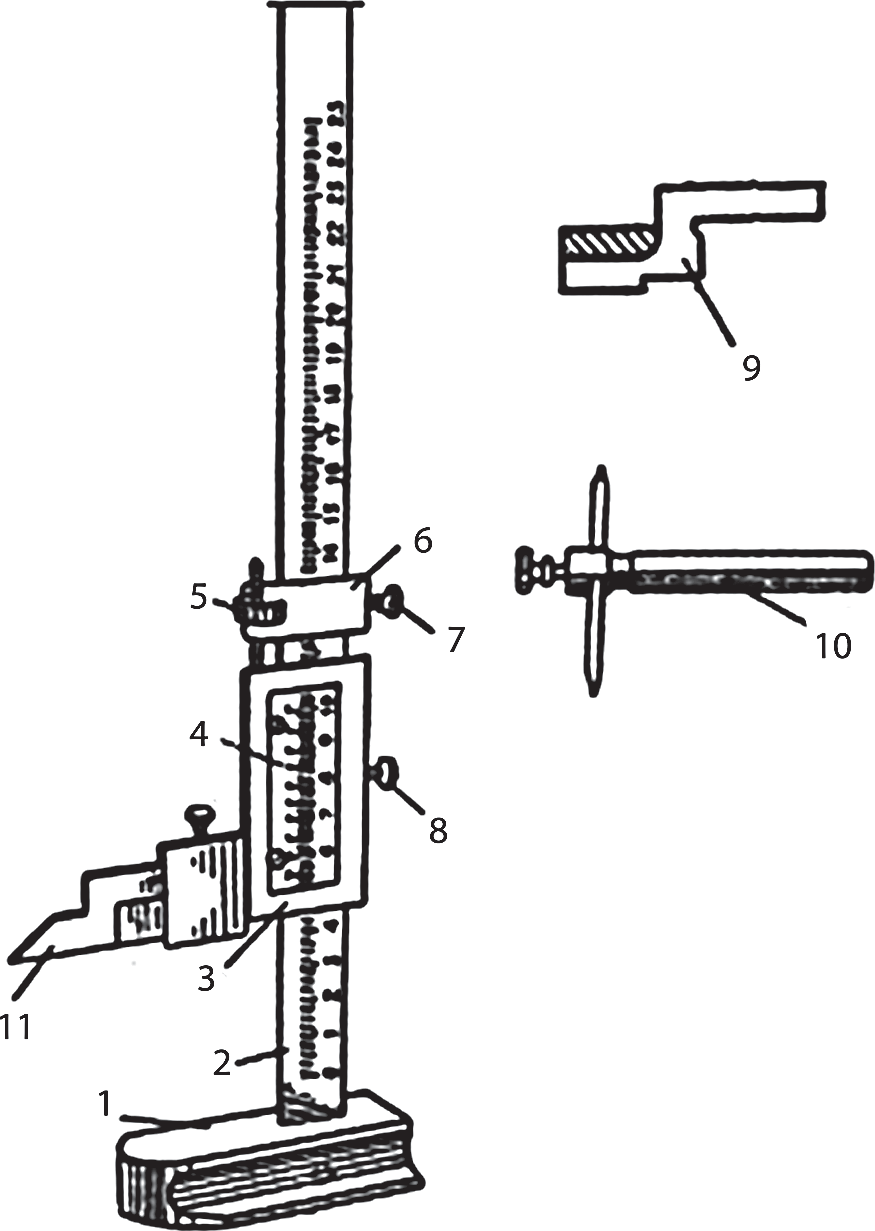
Рис. 4. Штангенрейсмас с принадлежностями (ножками)
Измерение или разметку штангенрейсмасом производят на разметочной плите. Перед измерением проверяют нулевую установка инструмента. Для этого рамку с ножкой опускают до соприкосновения с плитой или специальной базовой поверхностью (в зависимости от вида ножки). При таком положении нулевое деление нониуса должно совпасть с нулевым делением шкалы штанги.
Проверив настройку штангенрейсмаса, можно приступить к измерениям (рис. 5, а). При измерении высоты детали опускают вручную рамку с ножкой, немного не доводя ее до детали. Дальнейшее перемещение ножки до соприкосновения с деталью осуществляют с помощью гайки 5 микрометрической подачи.
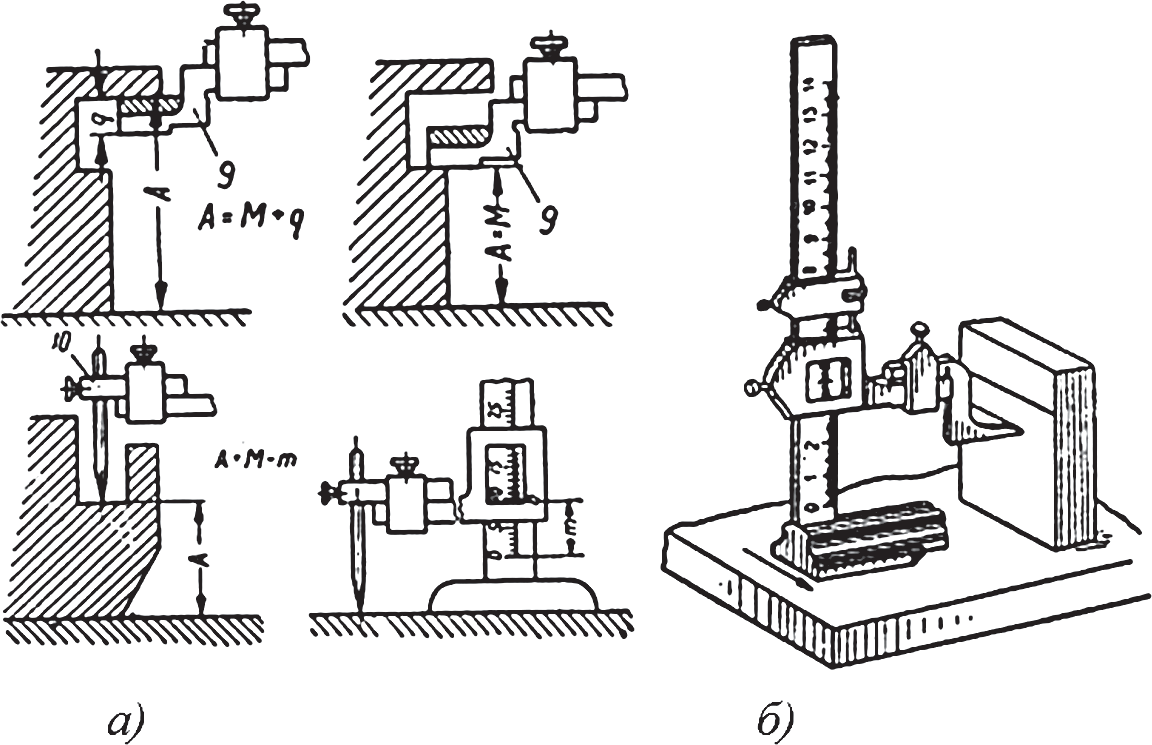
Рис. 5. Настройка инструмента на размер
Затем скользящим движением штангенрейсмаса по плите от детали выводят ножку из соприкосновения с деталью. После этого скользящим возвратным движением штангенрейсмаса по плите делают попытку поставить ножку на прежнее место. Если натяг был большой, то ножка уткнется в деталь, если натяга не было, то не произойдет соприкосновения с деталью. Если натяг был небольшой, то ножка, соприкоснувшись с деталью, станет на свое место. В этом положении рамку стопорят винтом 8.
При измерении с помощью игл (рис. 5, а) необходимо от показания штангенрейсмаса М вычесть величину m, которая соответствует такому положению рамки 2, когда острие иглы находится в одной плоскости с плоскостью основания прибора. При разметке размер устанавливают по шкалам нониуса и штанги заранее (рис. 5, б). Риску на детали прочерчивают острым концом ножки при перемещении штангенрейсмаса по плите, стараясь перемещать ножку перпендикулярно к размечаемой поверхности.
Нанесение вертикальных рисок можно производить по угольнику.
Угольники (90°) применяют для проверки (или разметки) прямых углов. Угольники (рис. 6, а) служат для проверки неточных изделий. Такие угольники изготовляются цельными, из одного куска материала, и имеют обе стороны одинаковой толщины.
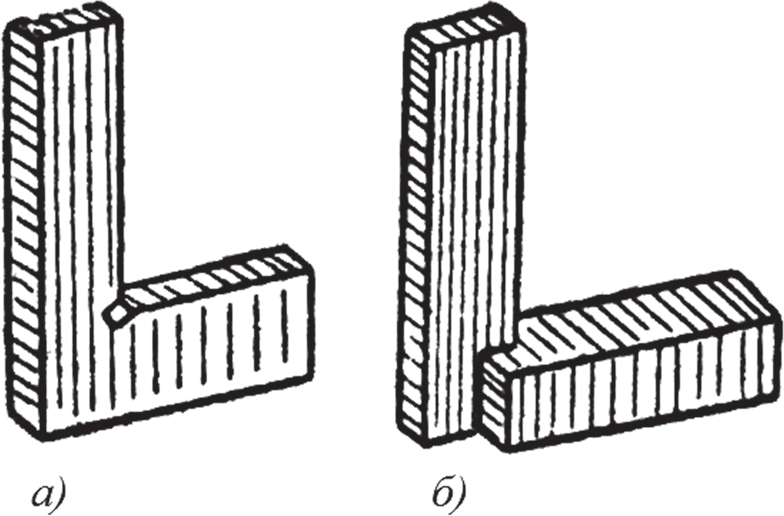
Рис. 6. Угольники
Угольники с широким основанием (рис. 6, б) отличаются тем, что короткая сторона их толще длинной. Они предназначены для проверки прямоугольности при установке изделия на проверочной плите.
Чертилка круглая является инструментом для нанесения разметочных рисок (рис. 7). Она изготовляется из круглой инструментальной стали марки У10 или У12. Рабочий конец чертилки закаливают до твердости 55–58 HRC на длине 20–30 мм и остро затачивают.

Рис. 7. Чертилки
В целях повышения износоустойчивости чертилок их концы иногда покрывают тонким слоем твердого сплава.
Для нанесения вертикальных рисок угольник устанавливается широким основанием на плиту, длинной стороной прислоняется к размечаемой поверхности в вертикальной плоскости (рис. 8, а). Выверяют положение кромки длинной стороной угольника в горизонтальной плоскости и чертилкой наносят вертикальную риску на размечаемой поверхности.
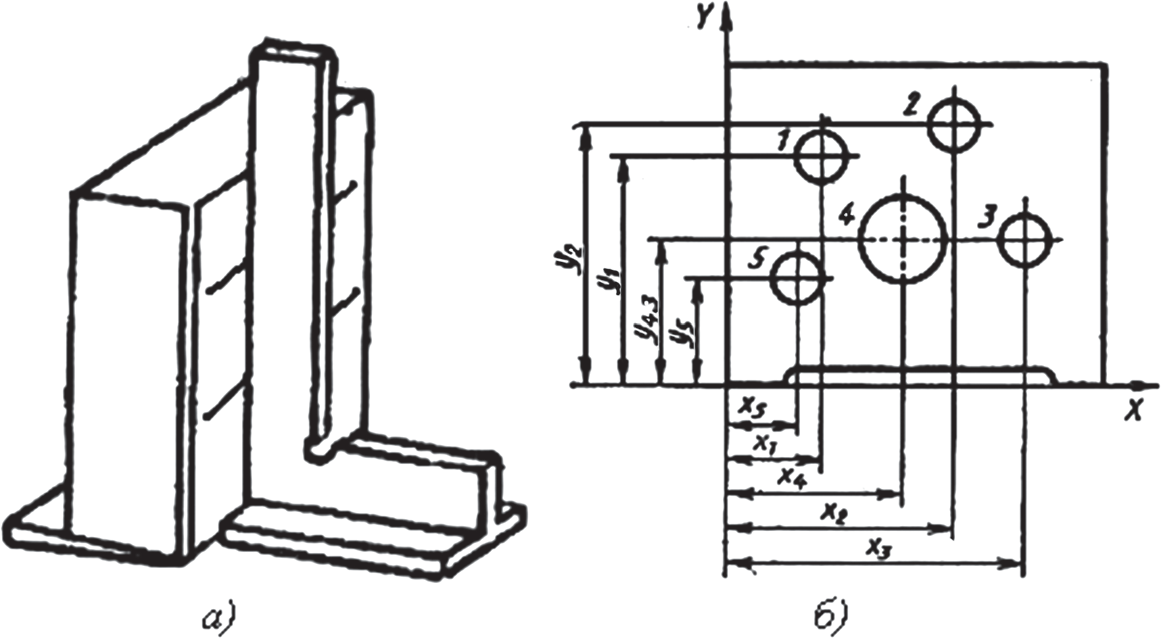
Рис. 8. Нанесение вертикальных разметочных линий
В результате повторения операций с нанесением горизонтальных и вертикальных рисок можно получить пересечение рисок, по которым впоследствии будут просверлены отверстия (рис. 8, б). Для того, чтобы взаимное расположение отверстий было более точным, необходимо их координаты наносить на плоскость от основания плиты и от боковой грани заготовки, если она вертикальна, или от произвольно проведенной вертикальной линии, но тогда необходимо пересчитать координаты положения вертикальных рисок от этой вертикальной линии.
Разметочные кернеры (рис. 9, а) служат для сохранения точности расположения отверстий при сверлении по разметке. Для этого необходимо накернить их расположение (на пересечении рисок сделать углубления, керны (рис. 9, б).
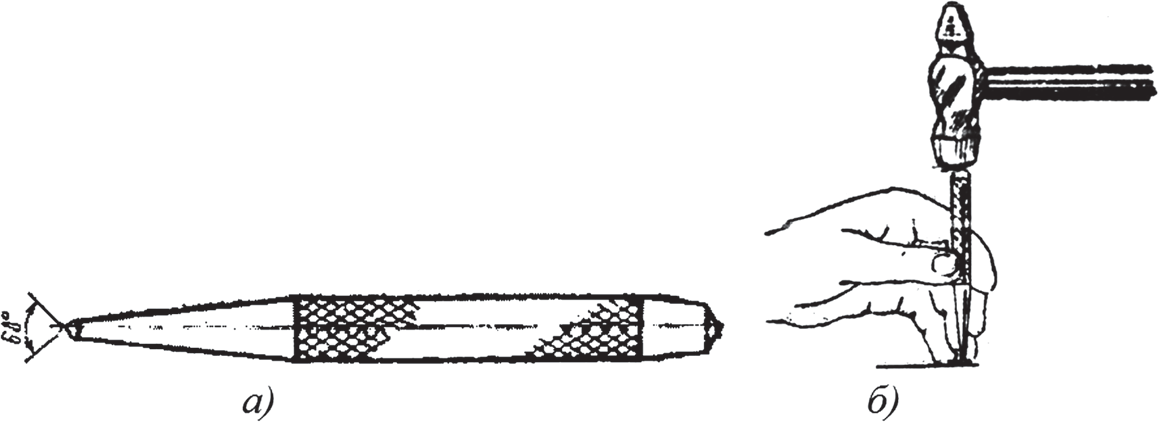
Рис. 9. Разметочный кернер (а) и накернивание (б)
Разметочные кернеры изготовляют из инструментальной стали У7А или реже У8А и подвергают термообработке. Острие кернера затачивают на конус с углом 60°.
При более точной разметке используют малые кернеры с острием, заточенным под углом 30–45°.
У кернера для наметки разметки отверстий, подлежащих сверлению, угол заострения делают равным 75°.
Во время работы разметочные риски становятся мало заметны из-за стружки, пыли, следов замасленных рук и т.п. Поэтому после нанесения рисок производят также их накернивание.
При работе кернер удерживают тремя пальцами левой руки (рис. 9, б). Опираясь на мизинец руки, кернер наклоняют в сторону от себя и совмещают его острый конец с центром перекрестия или с серединой разметочной риски. Найдя нужную точку и зафиксировав на ней мизинцем положение острия кернера, приводят кернер в положение перпендикулярное к накерниваемой поверхности, после чего правой рукой наносят резкий удар молотком по бойку кернера. Необходимо следить, чтобы в момент удара кернер и молоток находились на одной вертикали с тем, чтобы не произошло смещения острия кернера в момент удара молотком.
При ремонте часто приходится увязывать размеры сопрягаемых деталей, обрабатывая одну из деталей по другой. В таких случаях прибегают к разметке «по месту». Если, например, необходимо сместить резьбовые отверстия на корпусе под фланец, то фланец устанавливают в нужное положение, в крепежное отверстие вставляют направляющую втулку и через нее производят накернивание положения резьбового отверстия. После сверления и нарезания резьбы устанавливают фланец на место и через новое резьбовое отверстие крепят его к корпусу болтом. Затем через втулку накернивают положение остальных отверстий.
При накернивании контуров деталей центры этих углублений (кернов) должны располагаться точно на разметочных линиях, чтобы после обработки детали на ее поверхности оставалась несрезанной половина керна. На длинных рисках простого очертания керны располагают с шагом 20 ÷ 100 мм; на коротких рисках, а также в углах, перегибах и закруглениях — с шагом 5 ÷ 10 мм. На закруглениях керны располагают с меньшим шагом. На пересечениях рисок керны располагают в том случае, если это необходимо для последующей механической обработки (для сверления отверстий, сопряжения поверхностей, ограничения перемещения инструмента и т.п.).
Обработанные поверхности точных деталей обычно не накернивают либо же ставят керны на продолжении рисок — на боковых сторонах детали.
В ряде случаев на постоянном расстоянии от рабочих рисок наносят контрольные риски, которые не накернивают.
Циркули используют для разметки окружностей и дуг, деления отрезков и окружностей, а также для геометрических построений. Циркулями пользуются и для переноса размеров с измерительных линеек на деталь.
Разметочные циркули бывают различными по конструктивному исполнению, но в основном состоят из двух шарнирно соединенных ножек со вставными иглами.
Особенностью конструкции циркуля на рис. 10, а является наличие устройства 3, которое дает возможность установить расстояние между иглами циркуля непосредственно по его шкале с точностью до 0,2 мм. Микрометрические винты 1 и 2 повышают точность этой установки. Сменные иглы 4 затягиваются гайками 5.
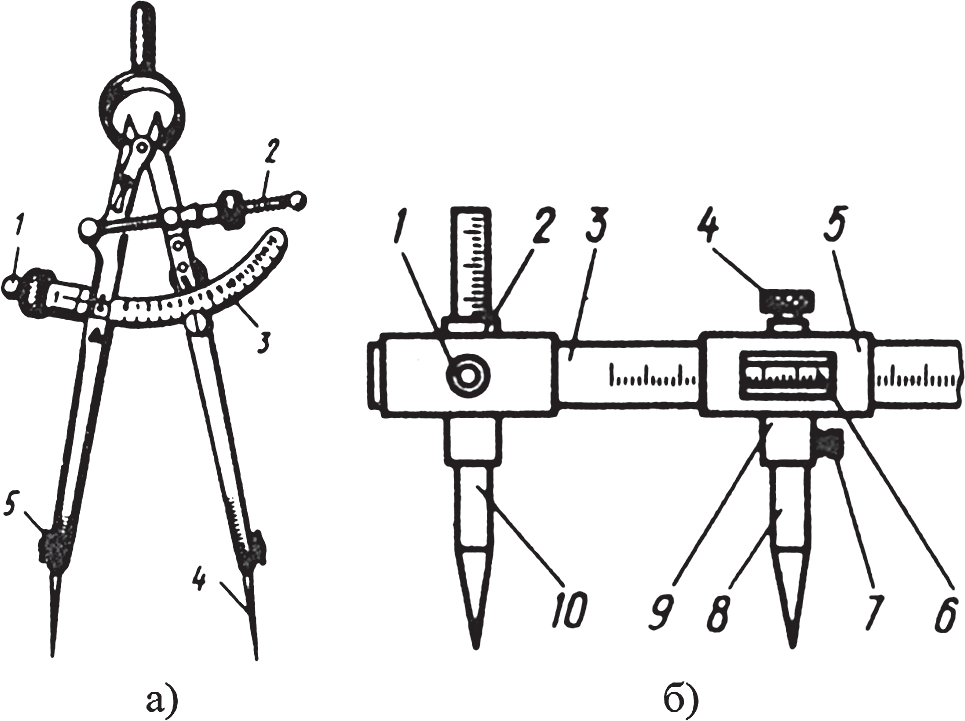
Рис. 10. Слесарные циркули: а — циркуль с измерительной шкалой; б — разметочный штангенциркуль
На рис. 10, б показан разметочный штангенциркуль, в основном предназначенный для разметки линий и окружностей больших диаметров. Он состоит из штанги 3 с миллиметровыми делениями и измерительных ножек — неподвижной ножки 2 с измерительной иглой 10, которая может устанавливаться по высоте и стопориться в нужном положении стопорным винтом 1, и подвижной ножки 9 с рамкой 5 и с нониусом 6, которая закрепляется на штанге 3 в нужном положении стопорным винтом 4. Стопорный винт 7 предназначен для закрепления вставной иглы 8 или резца.
Разметка будет более четкой, если поверхности заготовки, подлежащие разметке, окрасить меловой краской или раствором медного купороса, быстросохнущими лаками и красками. Краску берут готовую или приготовляют сами.
Меловую краску готовят из порошка мела, разведенного в воде, с добавлением небольшого количества растительного (льняного) масла и столярного клея. Для получения раствора медного купороса берут три чайные ложки купороса на стакан воды.
Меловым раствором покрывают черновые необработанные поверхности. Раствором медного купороса окрашивают только стальные и чугунные заготовки с предварительно обработанными поверхностями небольшой площади.
