Базирование и установка заготовок и изделий являются важнейшими этапами в технологическом процессе, определяющими точность и качество производства. Эти процессы включают в себя ряд операций, направленных на обеспечение точного положения деталей в пространстве, что крайне важно для их дальнейшей обработки, сборки и функционирования в составе конечного изделия. В зависимости от типа изделия и требований к его точности, могут быть использованы различные методы базирования, что позволяет эффективно контролировать положение деталей на всех этапах производства.
Процесс базирования представляет собой позиционирование заготовки или изделия относительно выбранной системы координат, при котором устанавливается связь между деталями и опорными точками. Установка же предполагает фиксацию этого положения для предотвращения нежелательных перемещений, что позволяет обеспечить стабильность и точность работы в процессе последующих операций.
Понимание различных типов баз, опорных точек и силовых связей, а также правильный выбор метода базирования и установки, являются основой для разработки эффективных технологических процессов, в которых соблюдаются требования к точности и надежности. Каждая деталь, независимо от ее назначения, требует внимательного подхода к этим процессам, чтобы обеспечить соответствие проектным требованиям и нормам качества.
Поверхности деталей могут быть классифицированы по их функциональному назначению. Существует несколько типов таких поверхностей: исполнительные поверхности, которые играют ключевую роль в выполнении служебного назначения детали; основные базы, определяющие положение детали в структуре изделия; вспомогательные базы, служащие для позиционирования присоединяемых деталей относительно основной; и, наконец, свободные поверхности, которые не контактируют с другими частями изделия и могут быть использованы для различных целей, таких как проверка или дополнение конструкции.
Когда речь идет о перемещении твердого тела в пространстве, оно может быть ограничено шестью различными степенями свободы: тремя поступательными перемещениями вдоль осей координатной системы и тремя вращениями вокруг этих осей. Это объясняется тем, что в трехмерном пространстве существует три независимых направления движения и три оси вращения. Придание заготовке или изделию требуемого положения относительно выбранной системы координат называется базированием.
Процесс базирования играет ключевую роль в точности и стабильности позиционирования заготовки или изделия, и осуществляется через этап, называемый установкой. В свою очередь, процесс закрепления, когда на заготовку или изделие оказываются силы или моменты, направленные на удержание зафиксированного положения, необходим для обеспечения постоянства и устойчивости, достигнутых при базировании.
Таким образом, для того чтобы изделие оставалось неподвижным в пределах выбранной системы координат, необходимо использовать шесть специальных опорных точек, которые создают шесть двусторонних геометрических связей. Эти опорные точки распределяются следующим образом: три из них, согласно рис. 1, определяют установочную плоскость (они создают связь с перемещением вдоль оси Z и поворотом вокруг осей X и Y), две точки определяют направляющую плоскость (они обеспечивают связь с перемещением вдоль осей X и Y и поворотом вокруг оси Z), а одна точка расположена в опорной плоскости (она ограничивает движение вдоль оси Y).
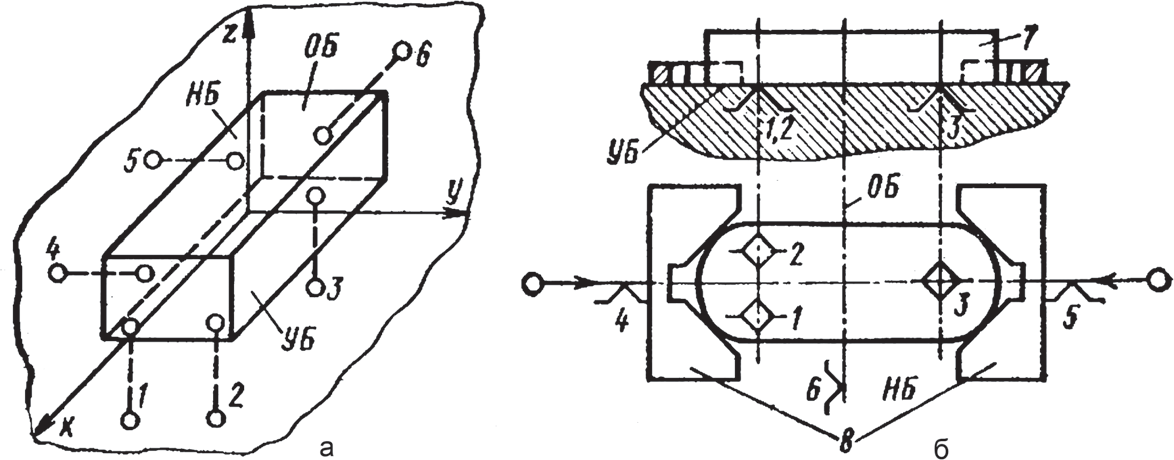
Рис. 1. Схемы базирования (а) и установки (б) заготовки на шесть опорных точек: 1-6 — двусторонние связи по опорным точкам, 7 — заготовка, 8 — губки тисков; УБ — установочная база, НБ — направляющая база, ОБ — опорная база
Важно отметить, что поверхность (или ее сочетание с другими элементами, такими как оси, точки) заготовки или изделия, используемая для базирования, называется базой. В зависимости от степени свободы, которую она ограничивает, базы могут быть классифицированы следующим образом. База, которая ограничивает три степени свободы, т.е. перемещение вдоль одной из координатных осей и повороты вокруг двух других осей, называется установочной.
База, ограничивающая две степени свободы, то есть перемещение вдоль одной оси и поворот вокруг другой, называется направляющей. Наконец, база, которая ограничивает только одну степень свободы — перемещение вдоль одной оси или поворот вокруг нее — называется опорной. Также существует двойная направляющая, которая ограничивает четыре степени свободы, а двойная опорная — ограничивает перемещения вдоль двух осей и повороты вокруг них.
Базы также могут быть явными и скрытыми. Явная база — это реальная поверхность или точка пересечения рисок, в то время как скрытая база представляет собой воображаемую плоскость или ось. Важно различать проектные и действительные базы: проектная база — это та, которая выбирается при проектировании изделия, тогда как действительная база — это та, которая используется на практике, при изготовлении или ремонте.
Существует несколько типов баз, каждый из которых выполняет свою функцию в процессе изготовления и эксплуатации изделия:
- конструкторская база — используется для определения положения детали в составе изделия;
- вспомогательная база — это конструкторская база, используемая для позиционирования присоединяемых частей;
- технологическая база — применяется для закрепления заготовки или изделия в процессе их обработки;
- измерительная база — используется для определения относительного положения заготовки и средств измерений.
Кроме того, для точного позиционирования заготовок и изделий важно понимать концепцию опорной точки. Это точка, которая символизирует одну из связей детали с системой координат. Комплексная схема расположения таких точек на базах изделия называется схемой базирования.
Отклонения от требуемого положения в процессе базирования называются погрешностями базирования, а в процессе установки — погрешностями установки. Чтобы гарантировать надежный контакт между поверхностями заготовки и опорными точками, необходимо применять зажимные усилия. Для повышения точности установки рекомендуется размещать зажимы непосредственно напротив опорных точек.
Графические обозначения баз, опор и зажимных устройств в технологических схемах позволяют точно изобразить способ установки заготовки на каждом этапе производственного процесса.
Таким образом, базирование и установка являются ключевыми процессами в любой технологической операции, связанной с обработкой деталей. Эти процессы обеспечивают точность и стабильность положения заготовки в пространстве, что в свою очередь определяет качество дальнейшей обработки, сборки и функционирования изделия. Различные типы баз, их классификация и соответствующие методы базирования играют важную роль в достижении нужной точности и минимизации погрешностей.
Технологическая база, проектная база, а также виды баз, такие как установочная, направляющая и опорная, имеют свои особенности, которые необходимо учитывать в процессе проектирования и выполнения операций. Важным аспектом является использование опорных точек для закрепления изделия в системе координат и предотвращения его нежелательных перемещений. Правильное применение зажимных устройств и графических обозначений позволяет не только повысить точность, но и сократить время на установку, улучшая эффективность производства.
Таким образом, разработка и реализация точных методов базирования и установки заготовок позволяют существенно повысить качество и конкурентоспособность продукции, что является важным аспектом в условиях современного производства.
Регулярно публикую материалы о передовых методах обработки и сварки материалов, а также освещаю новинки в сфере производства,материаловедения, строительства и др.