Содержание страницы
Основное назначение масел – смазка трущихся твердых поверхностей. Кроме того, они используются в других целях, например, для охлаждения и специальных технических целей. Основными характеристиками масел являются:
1. Вязкость – в зависимости от условий эксплуатации, требования к вязкости различны (легкие индустриальные масла должны иметь кинематическую вязкость при 50ºС от 4 до 8,5 мм2/с, а наиболее вязкие остаточные масла 60 – 70 мм2/с).
2. Для масел, работающих в широком диапазоне изменения температур, большое значение имеет вязкостно-температурная характеристика или индекс вязкости.
При высоких температурах масла не должны сильно разжижаться, а при низких температурах, наоборот, не терять свою текучесть. Природные вязкостно-температур-ные свойства нефтяных масел даже лучших месторождений не соответствуют требованиям к современным моторным маслам. Значительное улучшение свойств масел достигается путем удаления из них низкоиндексных компонентов и применения специальных присадок.
3. В случае, когда масло работает при больших нагрузках и малых скоростях движения даже высокая вязкость масла не обеспечивает режима жидкостной смазки. При этом масло полностью выжимается из-под трущихся поверхностей. Важнейшей характеристикой в этом случае становится не вязкость, а маслянистость или смазывающая способность. Это способность создавать на металлической поверхности весьма прочный, хотя и тонкий смазочный слой толщиной, не превышающей одного микрона, т.е. от 50 до 500 молекулярных слоев. Такой тип смазки получил названия полусухой или граничной смазки. Несмотря на ничтожную толщину такого слоя, износ материалов уменьшается в несколько тысяч раз по сравнению с сухим трением.
4. Масла для холодильных машин, трансформаторов, приборные, моторные и другие не должны терять подвижность при низких температурах до минус 18 – 30 и даже минус 60 ºС. Величина температуры застывания масел зависит от присутствия в них высокомолекулярных твердых углеводородов (парафинов и церезинов). При низких температурах они кристаллизуются, образуя пространственные структурные сетки, в результате масло теряет текучесть. Для понижения температур застывания проводят депарафинизацию масел с отделением твердых кристаллов углеводородов, после этого в масло вводят специальные присадки (депрессоры).
5. Химическая стойкость по отношению к кислороду воздуха – это характеристика наиболее важна для масел, которые эксплуатируются в условиях циркуляционной смазки, т.е. многократно прокачиваются через узлы трения. Окисление может происходить либо во всем объеме масла, либо в тонком слое, когда масло прокачивается через цилиндропоршневые узлы трения. В последнем случае масло работает в особо тяжелых условиях.
Радикальным способом повышение антиокислительных свойств является использование процессов каталитического гидрирования масел. Для этих целей используются также специальные антиокислительные присадки. Кроме перечисленных к маслам добавляются и другие присадки: антикоррозионные, противозадирные, моющие, антинагарные, антипенные и др. В настоящее время используются многофункциональные присадки, которые улучшают одновременно различные свойства масел. Это либо смесь присадок одностороннего действия, либо специальные сложные органические соединения, содержащие серу, фосфор, металлы и различные полярные группы.
Все нефтяные масла получают из мазута в три этапа:
- Подготовка сырья – это получение исходных масляных фракций.
- Получение базовых масляных компонентов из исходных масляных фракций.
- Смешивание отдельных базовых масляных компонентов (компаундирование)
и «сдабривание» их присадками для получения товарных марок масел.
Принципиальная блок-схема получения масел из мазута приведена на рис. 69. Она включает в себя следующие основные стадии.
1. Подготовка сырья, которая состоит в вакуумной перегонке мазута по масляной схеме. Получаемые фракции делят на две группы:
а) дистиллятные (300 – 400; 350 – 420 и 420 – 450 ºС),
б) остаточные – это остаток перегонки мазута (гудрон или полугудрон).
Соответственно этому масла, получаемые из дистиллятных масляных фракций, называются дистиллятными, а из гудрона – остаточными.
Получение базовых масляных компонентов из исходных масляных фракций представляет собой сложный многоступенчатый процесс очистки. Необходимо удалить все кислые соединения, непредельные углеводороды, частично сернистые соединения, полициклические ароматические углеводороды с короткими боковыми цепями и твердые углеводороды. Для этого используют различные методы очистки: экстракцию селективными растворителями, кристаллизацию при пониженной температуре, адсорбцию,
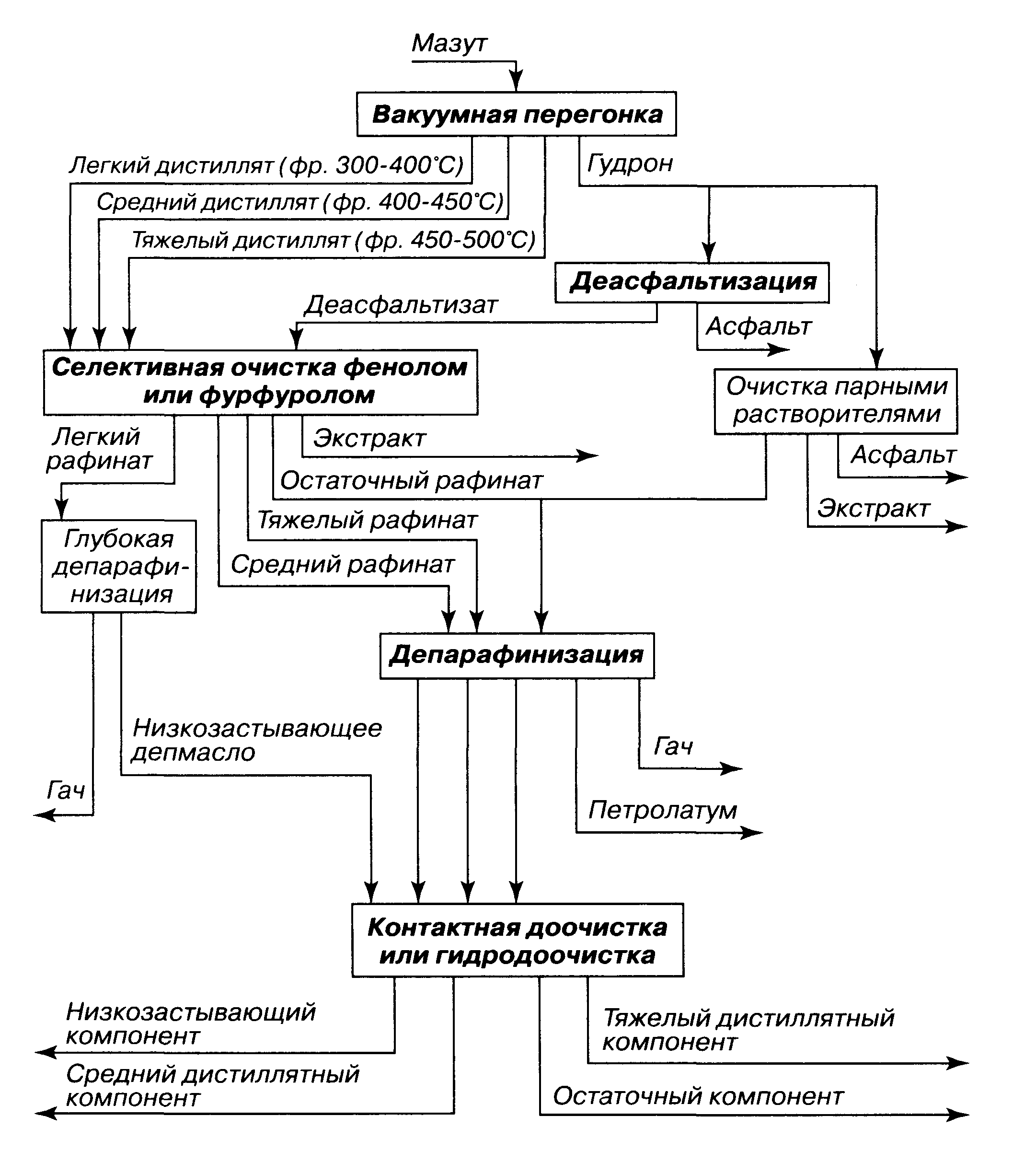
Рис. 69. Блок-схема производства масел из нефтей восточных районов
2. Взаимодействие с серной кислотой, гидроочистку и другие процессы. Производство остаточных масел сложнее, чем дистиллятных из-за высокого содержания смолисто-асфальтеновых примесей в исходном сырье (гудроне) до 50 % и более.
Гудрон, прежде всего, подвергают деасфальтизации, то есть освобождению от смолисто-асфальтеновых примесей. Очищенный гудрон (деасфальтизат) направляют далее на селективную очистку фенолом или фурфуролом для доизвлечения оставшихся смолисто-асфальтеновых примесей, но главным образом для удаления низкоиндексных полициклических ароматических углеводородов с короткими боковыми цепями с целью повышения индекса вязкости. Иногда деасфальтизацию и селективную очистку объединяют с использованием парных растворителей (доусол-процесс).
Из рафинатов селективной очистки (масляные фракции) после селективной очистки осаждают твердые углеводороды при помощи специальных избирательных растворителей (метилэтилкетона, толуола и др.) при охлаждении. Масляные фракции после отделения выпавших кристаллов твердых углеводородов (депарафинизат) окончательно доводят до кондиции путем адсорбционной очистки или гидроочистки. Дистиллятные масляные фракции в деасфальтизации не нуждаются, а в остальном схема производства дистиллятных и остаточных масел совпадают.
3. Масла товарных марок готовят смешиванием отдельных компонентов базовых масел в строго определенных соотношениях с добавлением присадок. Это происходит на установках компаундирования.
1. Деасфальтизация масел
Остаточные масла получают из гудронов и полугудронов, которые содержат в своем составе более 50 % высокомолекулярных смол и асфальтенов, которые подлежат удалению. Сложный состав этих примесей затрудняет подбор для них избирательных растворителей, поэтому на практике подбирают такие селективные растворители, в которых хорошо растворяются ценные углеводороды масла, а примеси не растворяются и поэтому выпадают в осадок (так называемый метод обратной экстракции). В качестве такого растворителя в настоящее время наиболее широко используется жидкий пропан.
Важнейшие параметры процесса экстракции.
1. Температура (температурный диапазон, при котором осадок смол и асфальтенов легко отделяет от раствора масла в пропане, находится в пределах 50 – 85 ºС.
Верхний предел ограничен критической температурой сжижения пропана (tкрит. = + 96,8 ºС). Чем ближе температура пропана к критической, тем выше его селективность, но меньше растворяющая способность. Это приводит к ухудшению растворения масла и к увеличению его потерь вместе со смолами и асфальтенами, т.е. при этом снижается выход деасфальтизата. Напротив, при снижении температуры растворяющая способность жидкого пропана растет, но селективность падает. Это приводит к увеличению выхода, но связано с ухудшением качества деасфальтизата.
Этот недостаток жидкого пропана преодолевается путем организации его взаимодействия с исходным сырьем в колонных аппаратах в режиме противотока в неизотермических условиях. При этом жидкий пропан подается вниз колонны и поднимается навстречу к более плотному сырью, подаваемому сверху.
В верхней части колонны поддерживают температуру 75 – 85ºС, а в нижней 50 – 60 ºС. Этот температурный перепад, равный 15 – 20 ºС (так называемый температурный градиент деасфальтизации), позволяет в нижней части колонны максимально извлечь масло из смол и асфальтенов, а в верхней части повысить качество раствора деасфальтизата за счет уменьшения растворимости примесей смол и асфальтенов. Для поддержания пропана в сжиженном состоянии используется давление 4 – 4,5 МПа.
2. Соотношение пропана к сырью. Оно зависит от концентрации примеси смол и асфальтенов в исходном сырье. Чем больше этих примесей, тем это соотношение должно быть меньше. На практике оно колеблется в широких пределах от (4 – 8) к одному. Увеличение этого соотношения до определенных пределов снижает вязкость раствора и улучшает условия осаждения примесей и повышает качество масла. Но при чрезмерном увеличении избытка пропана в нем начинают растворяться также нежелательные примеси, что вызывает снижение качества масла.
Процесс деасфальтизации часто проводят в две ступени: раствор асфальта, полученный на первой ступени, подвергают дополнительной деасфальтизации пропаном на второй ступени. За счет этого извлечения масла из сырья повышается на 10 %.
1.1. Принципиальная технологическая схема
Принципиальная технологическая схема двухступенчатой деасфальтизации гудрона приведена на рис. 70.
Исходное сырье (гудрон) сырьевым насосом 1 подается в пароподогреватель 2 и далее в среднюю часть экстракционной колонны первой ступени 3. В низ этой колонны насосом 10 подается жидкий пропан. Раствор деасфальтизата первой ступени в пропане уходит с верха колонны 3 с температурой 86 – 87 ºС, а раствор асфальта первой ступени с низа колонны 3 с температурой 63 – 64 ºС направляется в середину экстракционной колонны второй ступени 4. В нижнюю часть колонны также поступает жидкий пропан.
С верха колонны 4 уходит раствор деасфальтизата второй ступени в пропане с температурой 81 – 82 ºС. Пропан из растворов деасфальтизатов первой и второй ступеней регенерируется раздельно. Раствор деасфальтизата первой ступени входит в испаритель 5, где испаряется основная доля пропана. Далее раствор деасфальтизата подогревается в теплообменнике 19 и поступает в колонну 20, где дросселируется до 1,8 МПа с выделением газообразного пропана. С низа колонны 20 деасфальтизат первой ступени поступает в колонну 21, где окончательно дросселируется и отпаривается от остатков пропана острым водяным паром и насосом 22 откачивается с установки через холодильник 26.
Раствор деасфальтизата второй ступени с верха колонны 4 отпаривается последовательно в двух ребойлерах 6 и 7. Окончательно пропан отпаривается острым водяным паром в колонне 23, после этого деасфальтизат второй ступени насосом 24 через холодильник 25 откачивается с установки.
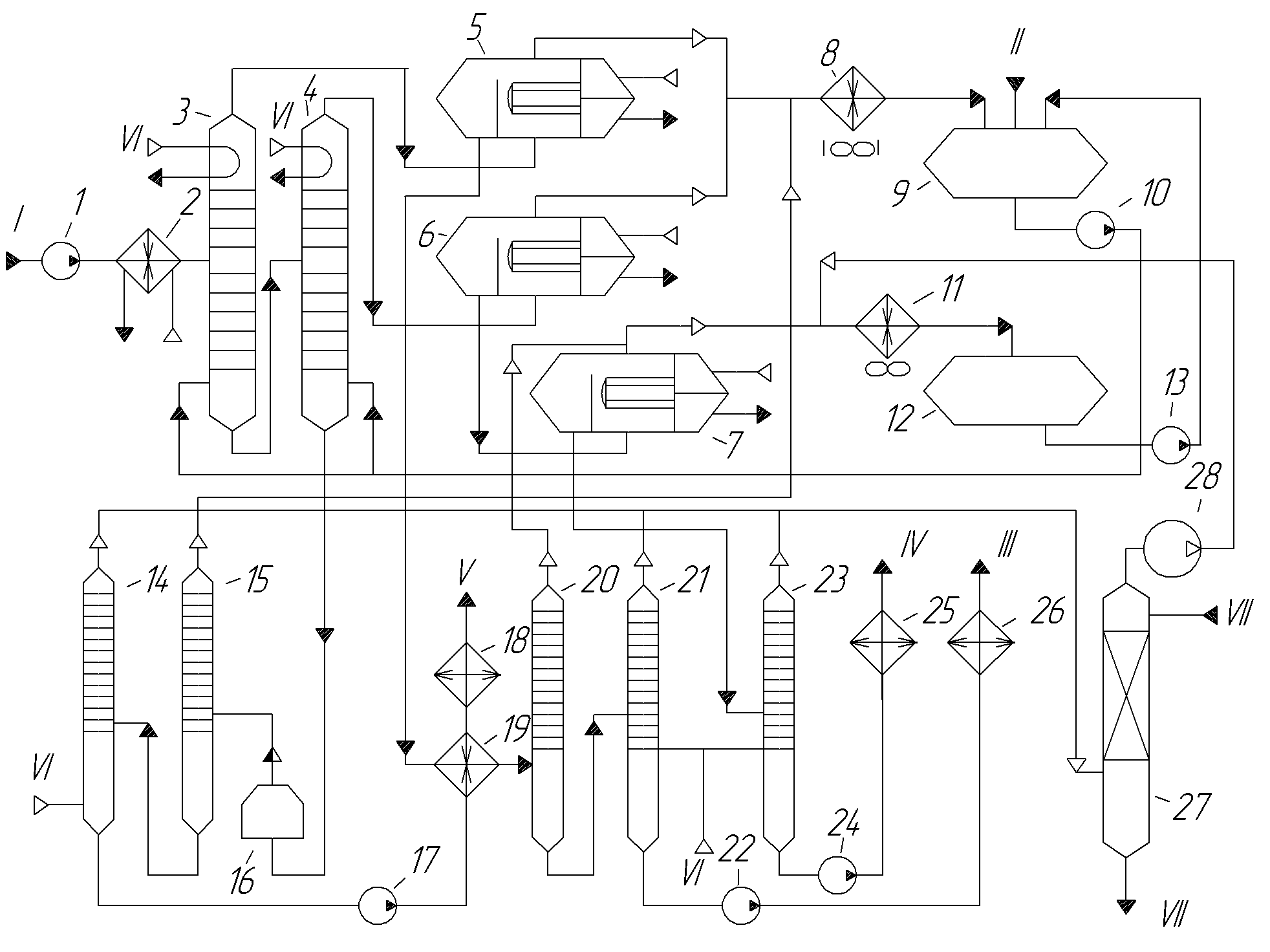
Рис. 70. Принципиальная технологическая схема двухступенчатой деасфальтизации масел пропаном:
1, 10, 13, 17, 22, 24 – насосы; 2 – пароподогреватель; 3, 4, 14, 15, 20, 21, 23, 27 – колонны; 5 – 7 – испарители; 8, 11, 18, 25, 26 – холодильники; 9, 12 – емкости; 16 – печь; 19 – теплообменник; 28 – компрессор.
I – сырье, II – пропан, III – деасфальтизат первой ступени, IV – деасфальтизат второй ступени, V – асфальт, VI – водяной пар, VII – вода
Раствор асфальта второй ступени с низа колонны 4 подается в трубчатую печь 16, где нагревается до 200 – 250 ºС и поступает в колонну 15. Здесь отделяется основная масса пропана. С низа колонны 15 раствор направляется в колонну 14 для окончательной отпарки острым водяным паром. С низа колонны 14 асфальт насосом 17 откачивается через теплообменник 19 и холодильник 18 с установки.
Пары пропана под давлением 2,7 МПа и температурой 50 – 100 ºС из испарителей 5 и 6 и колонны 15 конденсируются в холодильнике 8 и собираются в емкости 9. Пары пропана под давлением 1,8 МПа из испарителя 7 и колонн 20 конденсируются в холодильнике 11 и собираются в емкости 12, откуда насосом 13 перекачиваются в емкость 9. Газообразный пропан и водяные пары из колонн 14, 21 и 23 подвергаются осушке в колонне 27, орошаемой холодной водой. Пропан не растворяется в воде и с верха колонны 27 поступает в компрессор 28, сжимается до 1,9 МПа и возвращается в систему жидкого пропана.
1.2. Основное технологическое оборудование
В качестве примера рассмотрим экстракционную колонну для деасфальтизации пропаном (рис. 71). Она представляет собой колонный аппарат с верхним и нижним полусферическими днищами. Внутренний диаметр 3400 мм, толщина стенки 70 мм, высота 19200 мм, полный объем 119 м3. Сравнительно высокое давление в колонне (3 – 4 МПа) вызвано необходимостью поддерживания пропана при температуре 70 – 90 0С в жидкой фазе.
В зоне экстракции для улучшения условий контактирования пропана с сырьем установлены девять жалюзийных тарелок 1. Между ними имеются коллекторы из перфорированных труб для ввода и распределения сырья 2 и жидкого пропана 3. Образующаяся при экстракции тяжелая фаза (раствор асфальтовых веществ в пропане) опускается вниз, а легкая фаза (раствор деасфальтизата в пропане) поднимается вверх.
В верхней и нижней частях колонны (20 % объема) расположены отстойные зоны. В верхней отстойной зоне имеются шесть встроенных пароподогревателей для поддержания температурного градиента процесса и две тарелки для укрупнения мельчайших капелек примесей асфальтенов, выделяющихся при нагреве раствора масла.
Жалюзийная тарелка (рис. 72) состоит из секций, которые опираются на каркас из пластин-балок 3 и распорных стержней 4. Секция состоит из наклонно установленных пластин (жалюзей) 1 и дистанционных ребер 2. Сверху жалюзи прижимаются специальными планками.
Корпус колонны выполнен из стали 09Г2С или 16ГС, расчетное давление 50 кг/см2, расчетная температура 100 ºС.
Подача жидкого пропана в экстракционную колонну осуществляется двухступенчатым центробежным насосом Н-500-420СГ с торцевым уплотнением (подача 420 м3/ч, напор 5 МПа). Подача газообразного пропана проводится компрессором 305ГП20/18 (подача 1200 м3/ч, давление после первой ступени сжатия ступени 3,6 кгс/см2, мощность двигателя 200 кВт).
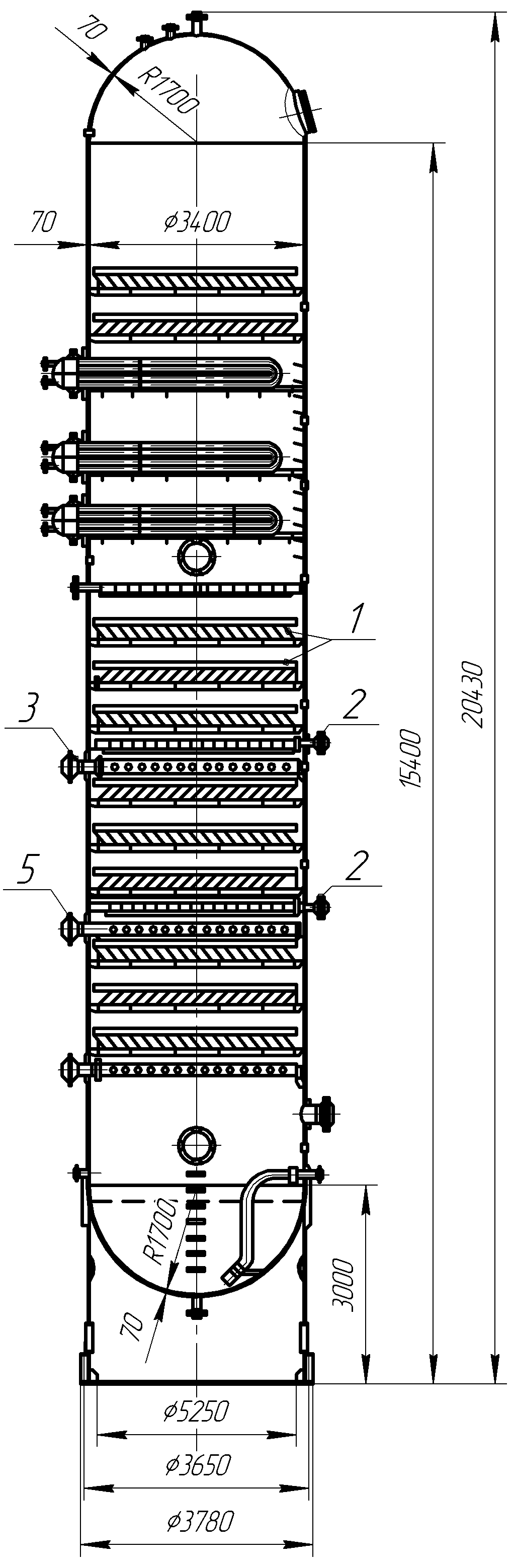
Рис. 71. Экстракционная колонна: 1 – тарелки жалюзийные, 2 – штуцеры для подачи сырья (гудрона), 3 – штуцеры для подачи жидкого пропана
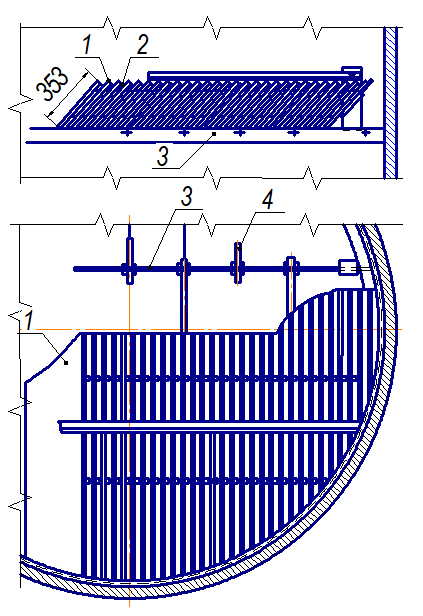
Рис. 72. Жалюзийная тарелка:
1 – пластины наклонные (жалюзи), 2 – ребро дистанционное, 3 – пластиныбалки, 4 – стержни распорные
Фенольная или селективная очистка проводится как для дистиллятных, так и для остаточных масляных фракций. Целью очистки является окончательное удаление из сырья смолисто-асфальтеновых соединений, но главным образом удаление низкоиндексных полициклических ароматических углеводородов с короткими боковыми цепями. В результате улучшается цвет масла, повышается индекс вязкости, снижается коксуемость и уменьшается содержание сернистых примесей. Наиболее распространенными селективными растворителями является фенол и фурфурол. В последние годы найден более эффективный растворитель Nметилпирролидон.
2. Фенольная очистка масел
При взаимодействии с масляной фракцией эти растворители хорошо растворяют нежелательные примеси и относительно мало ценные углеводороды (прямая экстракция). При этом образуется две фазы: верхняя фаза или рафинатный раствор, который содержат очищенное масло с небольшим количеством растворителя, нижняя фаза – экстрактный раствор, который содержит основную массу растворителя и нежелательные примеси. Количество используемого растворителя должно быть (1,5 – 2,2) : 1 для дистиллятных масел и (4 – 4,5) : 1 – для остаточных масел. Чрезмерное увеличение этого соотношения приводит к уменьшению концентрации экстрактного раствора и переходу в него части ценных углеводородов. При этом степень очистки возрастает, но уменьшается выход рафинатного раствора. Чрезмерное уменьшение этого соотношения приводит к обратному эффекту.
Большое значение имеет также температурный режим очистки. С повышением температуры растворяющая способность растворителей возрастает, но избирательность снижается и при критической температуре получается однородный раствор. Поэтому к растворителям предъявляются следующие требования: его критическая температура должна быть достаточно высокой, чтобы можно было вести очистку в интервале сравнительно высоких температур 80 – 150 ºС. Это вызвано тем, что при понижении температуры возрастает вязкость системы, и ухудшаются условия массообмена.
Процесс экстракции фенолом проводят в колонных аппаратах. Фенол, который имеет большую плотность, чем сырье, подают сверху колонны, а сырье – снизу. В процессе противоточного контактирования сырье освобождается от нежелательных примесей. По мере подъема рафината его критическая температура повышается, поэтому для улучшения процесса вверху колонны поддерживают более высокую температуру, чем в нижней части в месте ввода сырья. Разность этих температур, зависящая как от свойств растворителя, так и характеристики сырья, называется температурным градиентом экстракции.
Фурфурол имеет перед фенолом ряд преимуществ. Он менее токсичен, дает больший выход рафината и благодаря меньшей температуре кипения и теплоты испарения более экономичен. Но он более дорог и не обеспечивает достаточной степени очистки остаточных масел. Кроме того, он хуже растворяет смолы и поэтому получаемое масло имеет более темный цвет.
Более современным является замена фенола и фурфурола на N-метилпирролидон.
2.1. Принципиальная технологическая схема
Принципиальная технологическая схема установки селективной очистки масел фенолом приведена на рис. 73.
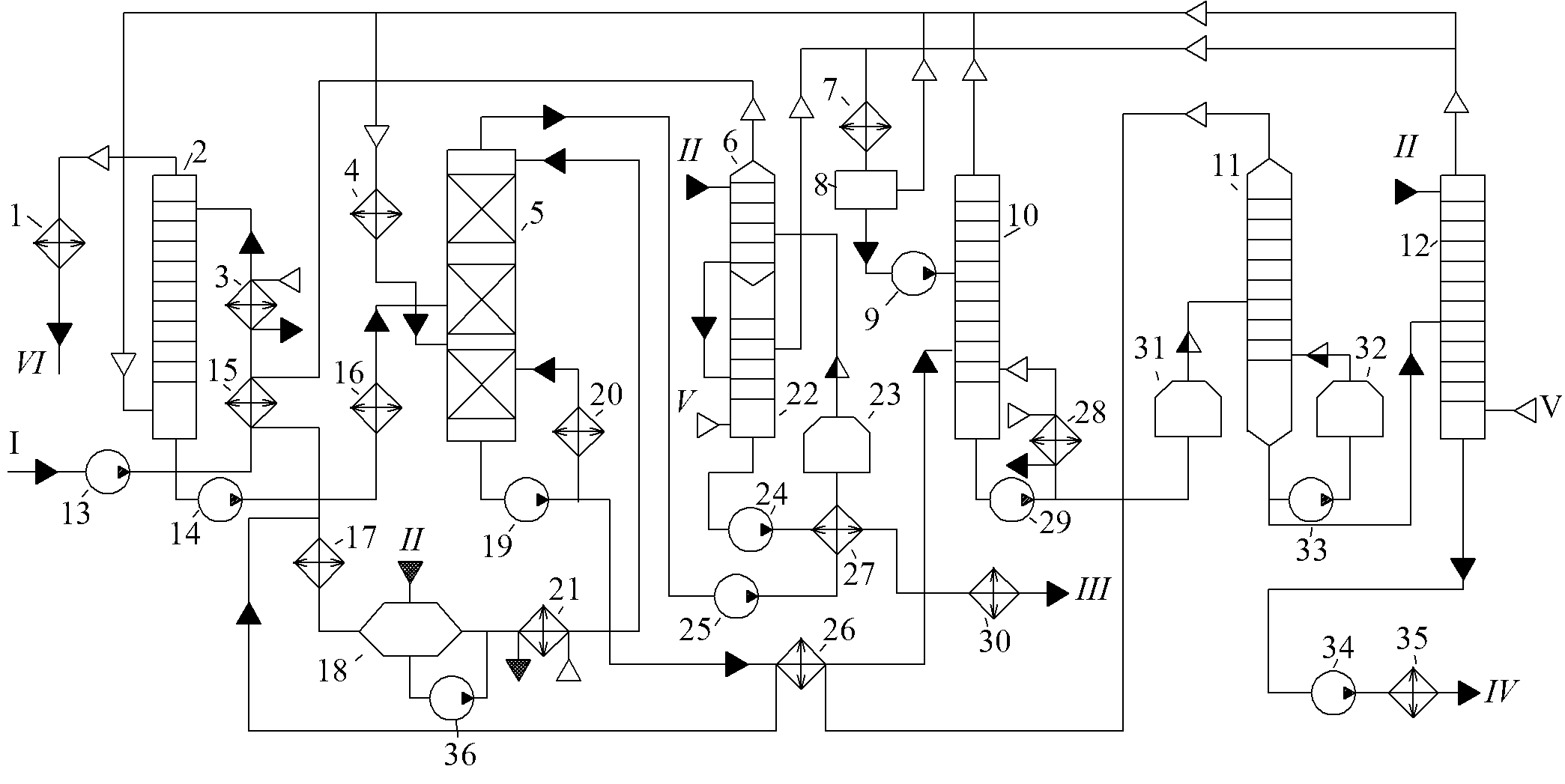
Рис. 73. Принципиальная технологическая схема селективной очистки масел фенолом:
1, 4, 7, 17, 20, 30, 35 – холодильники; 2, 5, 6, 10 – 12, 22 – колонны; 3, 21 – пароподогреватели; 8, 18 – емкости; 9, 13, 14, 19, 24, 25, 29, 33, 34, 36 – насосы; 15, 26, 27 теплообменники; 23, 31, 32 – печи; 28 – кипятильник.
I – сырье, II – фенол, III – рафинат, IV – экстракт, V – водяной пар, VI – вода
Сырье насосом 13 через теплообменник 15 и пароподогреватель 3 с температурой 110 – 115 ºС подается в верх абсорбера 2. В нижнюю часть абсорбера вводится смесь паров воды и фенола. Пары фенола хорошо растворяются в масле, а пары воды не конденсируются в горячем масле и попадают в холодильник 1 и далее в канализацию. Масло с низа абсорбера 2 насосом 14 через холодильник 16 подается в среднюю часть экстракционной колонны 5. В верхнюю часть этой колонны поступает безводный расплав фенола, а в нижнюю фенольная вода с целью выделения из экстракта вторичного рафината. Таким образом, фенольная вода является антирастворителем.
Температура верха К-2 равняется 58 – 88 ºС, соотношение фенола к сырью составляет (1,5 – 2,2) : 1 – для дистиллятного сырья и (4 – 4,5) : 1 – для остаточного.
Регенерацию фенола из рафинатного раствора ведут в две стадии. Рафинатный раствор с верха колонны 5 насосом 25 через теплообменник 27 и печь 23 с температурой 270 – 290 ºС подается в колонну 6, где испаряется основная часть фенола. С низа колонны 6 раствор перетекает в колонну 22, где окончательно отпаривается от остатков фенола острым водяным паром. Рафинат отводится с низа колонны 22 насосом 24 через теплообменник 27 и холодильник 30 с установки.
Раствор экстракта освобождается от фенола в три ступени. Он забирается насосом 19 снизу колонны 5. Часть его через холодильник 20 возвращается в низ колонны для поддержания требуемого температурного режима низа колонны. Другая часть через теплообменник 26 вводится в колонну 10. Здесь отгоняется азеотропная смесь паров воды и фенола (температура кипения азеотропа 99,6 ºС при атмосферном давлении, содержании фенола в азеотропной смеси составляет 9,2 %). Подогрев колонны 10 осуществляется кипятильником 28.
Из колонны 10 осушенный экстрактный раствор насосом 29 через трубчатую печь 31 с температурой 260 – 280 ºС подается в колонну 11. Здесь отгоняется большая часть сухого фенола. Подогрев низа колонны 11 проводят горячей струей при помощи насоса 33 и печи 32. Температура горячей струи 350 – 360 ºС. С низа колонны 11 экстракт со следами фенола поступает в колонну 12, где окончательно отпаривается острым водяным паром.
Из колонн 6 и 11 уходят пары сухого фенола, которые конденсируются и охлаждаются в теплообменниках 15, 26 и холодильнике 17, затем поступают в емкость сухого фенола 18. Отсюда он подается насосом 36 через пароподгреватель 21 на орошение колонны 5. С верха колонн 22 и 12 уходит смесь паров фенола и воды, ее конденсируют в холодильнике-конденсаторе 7, собирают в емкости 8, откуда насосом 9 подают в середину колонны 10. Несконденсированные пары из емкости 8 и азеотропная смесь из колонны 10 поступают частично в холодильник 4 для конденсации и далее в виде фенольной воды в низ колонны 5 в качестве антирастворителя. Другая часть паров поступает в низ абсорбера 2 для улавливания фенола. Для уменьшения испарения масла и устранения так называемого замасливания фенола колонны 6, 12 и 22 орошаются безводным фенолом. Колонна 10 орошается фенольной водой.
2.2. Основное технологическое оборудование
Экстракционные колонны представляют собой вертикальные аппараты внутренним диаметром до 5 м и высотой около 40 м. В средней части располагаются слои насадки из колец Рашига или пакетная насадка из мелкой металлической сетки. В верхней и нижней частях колонны расположены отстойные зоны. Ввод сырьевых потоков осуществляется через специальные распределительные маточники.
Колонны для отгонки растворителя снабжены 12 – 20 тарелками с S-образными элементами.
3. Депарафинизация масел
Для получения масел, пригодных к применению при температурах от минус 15 до минус 30 ºС и даже более низких температурах, рафинаты селективной очистки подвергают депарафинизации. Это осуществляется путем кристаллизации твердых углеводородов при охлаждении раствора рафината в специально подобранном растворителе.
Рафинаты селективной очистки дистиллятных фракций содержат, в основном, твердые высокомолекулярные алканы (парафины) нормального или слаборазветвленного строения (С16 и выше). При охлаждении они кристаллизуются в виде крупных хорошо фильтруемых кристаллов правильной формы. Получаемый осадок называется гачем.
Рафинаты селективной очистки остаточных масляных фракций содержат, в основном, твердые высокомолекулярные нафтеновые и ароматические углеводороды с длинными боковыми цепями. Они при охлаждении осаждаются в виде мелких игольчатых кристаллов, которые трудно фильтруются. Образующийся осадок называется петролатумом.
Одной из важнейших задач депарафинизации является получение возможно более крупных и правильных по форме кристаллов, которые легче фильтруются и промываются от остатков масла. На рост кристаллов влияют следующие основные факторы:
1. Вязкость раствора. Высокая вязкость препятствует росту кристаллов и способствует образованию большего числа мелких кристаллов.
2. Скорость охлаждения раствора. При большой скорости кристаллы не успевают вырасти и вместо малого количества крупных кристаллов, образуется большое число мелких кристаллов.
3. Концентрация твердых углеводородов в растворе. Слишком большое разбавление сырья растворителем замедляет рост кристаллов, так как при этом увеличивается длина пути молекул твердых углеводородов до встречи друг с другом с образованием и ростом кристаллов. Однако недостаточное разбавление также нежелательно, так как вызывает увеличение вязкости жидкой фазы и торможение процессов диффузии. Большое число мельчайших центров кристаллизации, содержащихся в исходном сырье, также способствует образованию мелких кристаллов. Для уничтожения этих центров сырье перед началом процесса депарафинизации подогревают на 15 – 20 ºС выше температуры плавления этих кристаллов.
Селективные растворители. Они должны хорошо растворять ценные углеводороды сырья, но не растворять твердые углеводороды. Кроме того, к этим растворителям предъявляют и специфические требования. Они должны допускать высокие скорости охлаждения и фильтрования раствора масла от осадков и иметь низкий температурный эффект депарафинизации (ТЭД). ТЭД – это разность между требуемой температурой застывания депарафинированного масла и требуемой температурой охлаждения раствора, которая обеспечивает достижения заданной температуры застывания.
Низкий ТЭД позволяет уменьшить расходы на переохлаждение растворов, а высокие скорости охлаждения и фильтрования позволяют уменьшить размеры аппаратов – кристаллизаторов и фильтров. В качестве растворителей могут применяться легкий бензин, сжиженный пропан, дихлорэтан и различные кетоны. В настоящее время наиболее широко используются следующие кетоны: ацетон СО(СН3)2, метилэтилкетон (МЭК) (СН3)СО(С2Н5) и др.
Кетоны практически не растворяют твердые углеводороды, однако плохо растворяют и масло, т.е. обладают высокой селективностью, но низкой растворяющей способностью. Для повышения растворяющей способности по отношению к маслу к кетонам добавляют толуол или его смесь с бензолом. Величина ТЭД смеси кетонов с толуолом может колебаться от 10 до 0 ºС (чем больше в смеси толуола, тем больше ТЭД).
Изменение состава растворителя, т.е. соотношения толуола к МЭКу позволяет варьировать его свойства. Увеличение содержания кетонов обеспечивает понижение температуры застывания масла, но его выход при этом снижается и наоборот, увеличивая содержание толуола, повышают температуру застывания, но способствует увеличению выхода масла. Обычно парный растворитель содержит от 25 до 50 % МЭКа.
Важным параметром является также кратность разбавления сырья. Чем больше вязкость сырья, тем больше должна быть кратность разбавления. Для маловязких дистиллятных масел она составляет 1,5 : 1, а для вязких остаточных масел до 4,5 : 1.
Более перспективными растворителями являются высокомолекулярные кетоны, например, метилизобутилкетон. Они одновременно имеют высокую селективность и растворяющую способность, поэтому не нуждается в добавках толуола.
3.1. Принципиальная технологическая схема
Принципиальная технологическая схема установки депарафинизации масел приведена на рис. 74.
В отделение кристаллизации (рис. 74 а) исходное сырье (рафинат селективной очистки) насосом 1 через подогреватель 2 и холодильник 3 подается в регенеративный кристаллизатор 4, где охлаждается раствором депарафинированного масла. Подогрев сырья в подогревателе 2 до 60 – 80 ºС обеспечивает полное расплавление мелких студнеобразных кристаллов парафинов. В холодильнике 3 сырье охлаждают, но не допуская его помутнения. Далее сырье смешивают с охлажденным влажным растворителем и циркулирующим фильтратом со второй ступени фильтрования, и подают в кристаллизатор 5, где охлаждается жидким аммиаком или пропаном, после чего смешивается с определенными порциями охлажденных влажного и сухого растворителей.
При охлаждении выпадают кристаллы твердых углеводородов, далее полученная успензия направляется в емкость первой ступени фильтрования 6, откуда самотеком идет в барабанный фильтр первой ступени 7. Здесь кристаллы осаждаются в виде лепешки на барабане фильтра, а фильтрат просачивается через фильтрующую ткань внутрь барабана под действием вакуума и собирается в емкости депарафинированного масла 17. Далее фильтрат прокачивается через кристаллизаторы 4, 12 и теплообменники 10, 11 и 15, где нагревается за счет охлажденного сырья, сухого и влажного растворителей и направляется в отделение регенерации растворителя.
Осадок гача (петролатума) на барабане фильтра 7 промывается от остатка масла сухим охлажденным растворителем, и образующийся промывной фильтрат собирается в емкости некондиционного масла 20. Срезанный ножом осадок шнеком выгружается в емкость 18, куда также подают порцию сухого охлажденного растворителя.
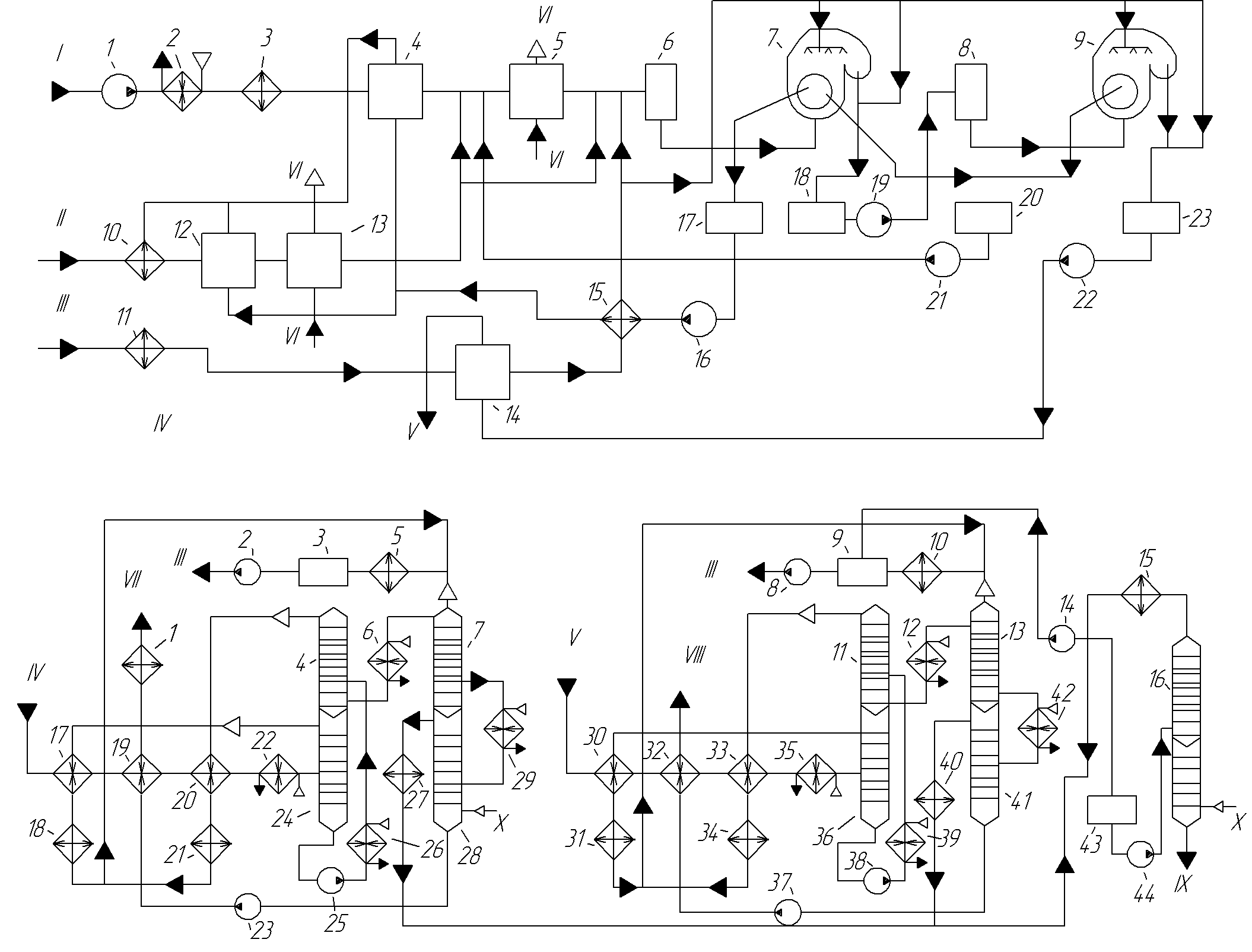
Рис. 74. Принципиальная технологическая схема установки депарафинизации масел:
а – отделение кристаллизации: 1, 16, 19, 21, 22 – насосы; 2 – пароподогреватель; 3 – холодильник; 4, 5, 12 – 15 – кристаллизаторы; 6, 8, 17, 18, 20, 23 – емкости; 7, 9 – фильтры; 10, 11, 15 – теплообменники.
б – отделение регенерации растворителя: 1, 5, 10, 15, 18, 21, 27, 31, 34, 40 – холодильники; 2, 8, 14, 23, 25, 37, 38, 44 – насосы; 3, 9, 43 – емкости; 4, 7, 11, 13, 16, 24, 28, 36, 41 – колонны; 6, 12, 22, 26, 29, 35, 39, 42 – пароподогреватели; 17 – 20, 30, 32, 33 – теплообменники.
I – сырье, II – влажный растворитель; III – сухой растворитель; IV – раствор депарафинированного масла; V – раствор гача; VI – аммиак; VII – депарафинированное масло; VIII – гач; IX – вода; X – водяной пар
Из емкости 18 суспензия насосом 19 перекачивается в емкость 8, откуда самотеком перетекает в фильтр второй ступени 9. Образующийся фильтрат собирается в емкости некондиционного масла 20, а осадок промывается охлажденным сухим растворителем от остатков масла. Некондиционное масло насосом 21 возвращают к потоку сырья перед кристаллизатором 5.
Суспензия гача собирается в емкости 23 и насосом 22 через кристаллизатор 14 направляется в отделение регенерации растворителя. В ней содержатся кристаллы льда, попавшие из влажного растворителя. На современных установках имеются также трех ступенчатые схемы фильтрования.
В отделении регенерации (рис. 74 б) отгон растворителя от депарафинированного масла проводится в четыре ступени. Для этого раствор масла проходит теплообменники 17 – 20 и пароподогреватель 22 и проходит последовательно колонны 24, 4, 7 и 28. В низ колонны 28 подается острый водяной пар. Депарафинированное масло с низа колонны 28 через теплообменник 19 и холодильник 1 отводится с установки. С верха колонн 4, 24 и 7 уходят пары сухого растворителя, которые конденсируются, охлаждаются и поступают в емкость сухого растворителя 3, откуда насосом 2 сухой растворитель откачивается в отделение кристаллизации.
Отгон растворителя из суспензии гача также происходит в четыре ступени в колоннах 11, 36, 13 и 41. С верха колонн 11, 36 и 13 уходят пары влажного растворителя, которые конденсируются, охлаждаются и собираются в емкости 9, откуда насосом 8 возвращаются в отделение кристаллизации. Увлажнение растворителя вызвано присутствием в гаче кристаллов льда.
С верха колонн 28 и 41 уходит смесь паров растворителя и водяного пара. После охлаждения и конденсации эта смесь поступает в емкость 43, где происходит расслаивание жидкости. Верхний слой влажного растворителя (содержание воды 0,6 – 0,8 %) насосом 14 перекачивается в емкость 9. Нижний водный слой, содержащий до 15 % растворенного МЭКа, насосом 44 подается в кетоновую колонну 16.
В низ этой колонны подают острый пар. С верха этой колонны отгоняется низкокипящая азеотропная смесь, обогащенная МЭКом, которая конденсируется в холодильнике 15 и поступает обратно в емкость 43, где происходит ее расслаивание. Вода из низа колонны 16 отводится в канализацию.
3.2. Основное оборудование установки депарафинизации
Кристаллизаторы. На установках депарафинизации эксплуатируют различные типы кристаллизаторов, отличающихся конструктивным оформлением, величиной поверхности охлаждения, типом привода скребков. Поверхность теплообмена колеблется от 70 до 100 м2. В настоящее время разрабатываются кристаллизаторы с поверхностью до 340 м2.
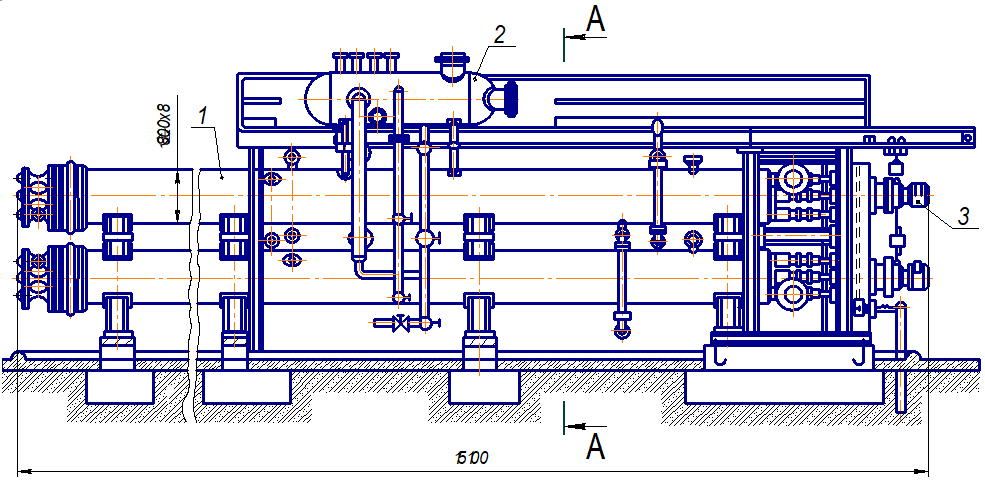
В аппаратах типа «труба в трубе» (рис. 75) по внутренним трубам движется охлаждаемый раствор масла, из которого выкристаллизовываются твердые углеводороды, а по межтрубному пространству противотоком движется охлаждающая среда (фильтрат депарафинированного масла).
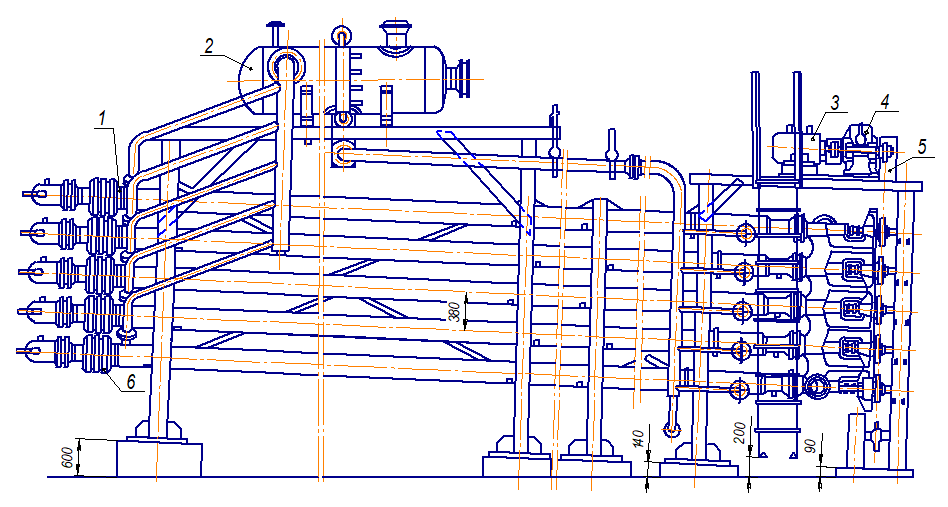
Рис. 75. Кристаллизатор типа «труба в трубе»: 1 – секция кристаллизатора, 2 – емкость хладагента, 3 – электродвигатель, 4 – редуктор, 5 – передача цепная, 6 – волнистый (линзовый) компенсатор
В кожухотрубчатом кристаллизаторе (рис. 77) по трубам также движется охлаждаемый раствор масла, а в межтрубное пространство подается испаряющийся хладагент с низкой температурой кипения (аммиак, пропан, этан).
Как правило, кристаллизаторы «труба в трубе» используют на первой ступени (в качестве регенеративных). В них за счет противоточного движения раствора и хладагента обеспечиваются более мягкие условия охлаждения, что очень важно на начальных стадиях кристаллизации. В кожухотрубчатых кристаллизаторах режим охлаждения более жесткий, поэтому их целесообразно использовать на заключительных стадиях процесса, когда допускаются большие скорости охлаждения.
Кристаллизатор типа «труба в трубе» в зависимости от поверхности охлаждения включает от 10 до 48 элементов «труба в трубе» (поверхность охлаждения от 70 до 340 м2). Элементы укреплены на металлоконструкции, состоящей из стоек с горизонтальными связями из швеллеров и уголков.
Элемент «труба в трубе» (рис. 76) состоит из наружной трубы 1 диаметром 219 х 8 мм и внутренней трубы 2 диаметром 168 х 10 мм. Общая длина элемента 13,8 м.
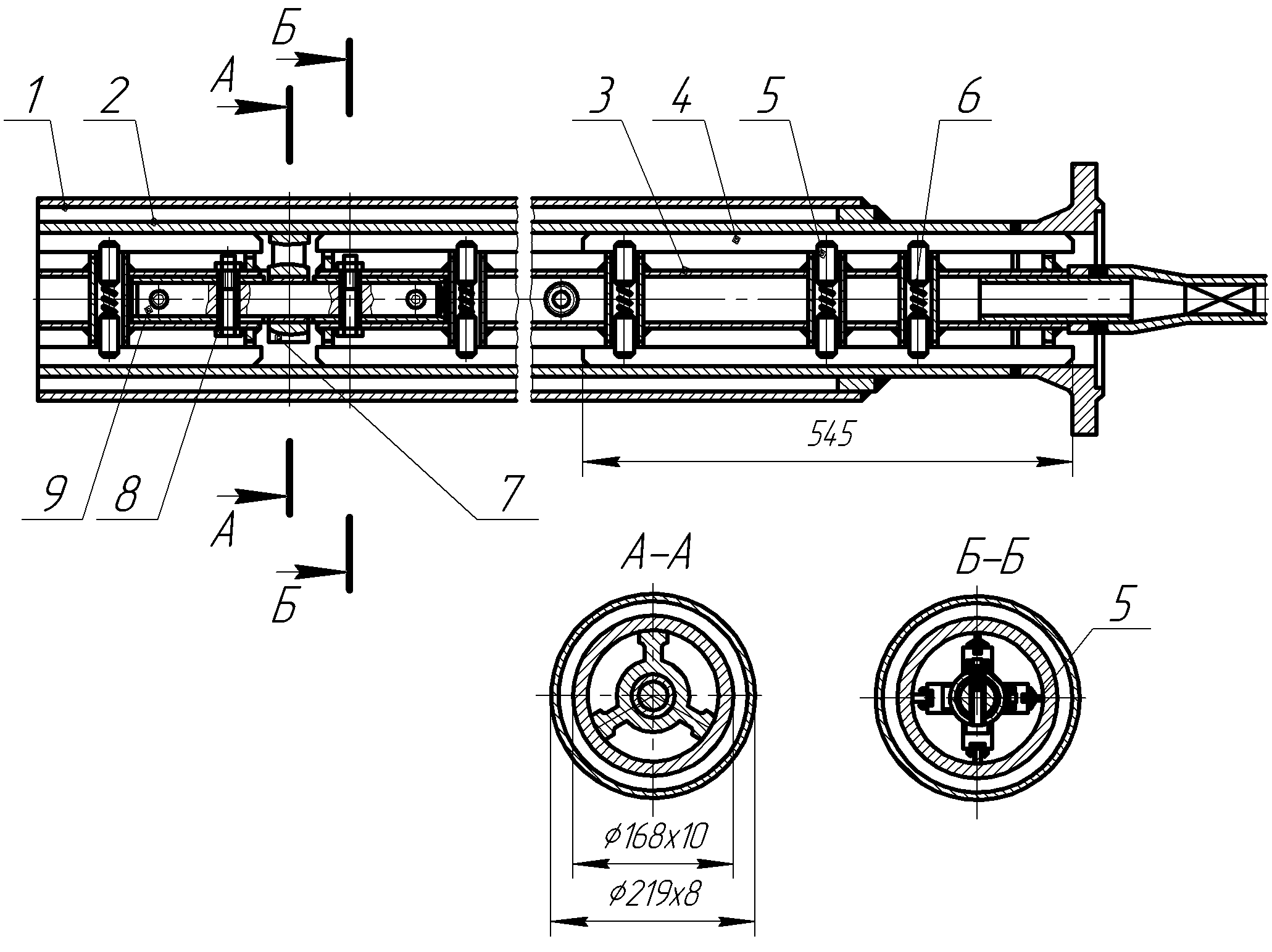
Рис. 76. Элемент секции кристаллизатора: 1 – труба наружная, 2 – корпус внутренней трубы, 3 – вал, 4 – скребок, 5 – «палец», 6 – пружина, 7 – подшипник скольжения, 8 – болт, 9 – стержень
Во внутренней трубе для удаления оседающего на стенке парафина устанавливают полый вал 3 со скребками 4. Из-за значительной длины трубы вал выполняют из отдельных частей длиной по 2,7 м. Отдельное звено вала представляет собой трубу 3 с вваренными в нее цилиндрическими втулками для установки скребков 4. Звенья вала соединяют вставным стержнем 9 и болтами 8.
Скребки вставлены в пазы «пальцев» 5 и могут быть приварены к ним. «Пальцы» свободно входят в цилиндрические втулки вала и распираются пружинами 6. Это создает возможность перемещения скребка в радиальном направлении. Длина скребка от 545 до 600 мм. Скребки на валу располагаются попарно под углом 90º относительно друг друга. Каждый скребок имеет три подпружиненных опоры, а каждое скребковое устройство 24 пары скребков.
Вал устанавливают внутри трубы в подшипниках скольжения 7. Передние концы валов, выходящие через двойники, уплотняются сальниковыми устройствами. Разность тепловых расширений внутренних и наружных труб воспринимается волнистыми (линзовыми) компенсаторами. Привод валов осуществляется от мотор-редуктора через ведущую звездочку. Ведомые звездочки крепятся на приводных валах скребковых устройств. Для передачи крутящего момента используются двухрядная цепь. Передача крутящего момента от ведомой звездочки к скребковому устройству каждой секции осуществляется через два болта М12, соединенных со ступицей вала. Общая длина 13125 мм, частота вращения 25 – 32 об/мин.
Наружные трубы также соединены при помощи штампованных переходников в общий змеевик. Материал труб 09Г2С. Масса кристаллизаторов составляет 18,1÷24,6 т.
Вне корпуса аппарата в каком-либо звене привода (шестерне, муфте) предусматривают предохранительный штифт, который срезается при чрезмерных усилиях, возникающих при заедании или других неполадках в скребковом устройстве. В результате отключается скребковое устройство одной трубы, а остальные продолжают работать.
Кожухотрубчатый кристаллизатор с поверхностью охлаждения 90 м2 (рис.77) состоит из двух рядов горизонтальных кожухотрубчатых секций, над которым расположен аккумулятор испаряющегося хладагента (аммиака или пропана) 2.
В каждом ряду размещены одна над другой две секции 2, соединенные переточными устройствами. В каждой секции установлено семь труб диаметром 168 х 8 мм со встроенными скребковыми устройствами. Шесть труб размещены по окружности диаметром 580 мм и одна в центре кожуха диаметром 800 мм. Все трубы закрепляются в трубных решетках. Трубы соединены между собой передними и задними переходниками на фланцевых соединениях, образуя непрерывный змеевик. Материал кожуха и труб 09Г2С. Масса аппаратов достигает 21,2 – 21,7 т .
Каждая секция имеет автономный привод от мотор-редуктора (рис. 78).
Скребковое устройство получает вращение через шестеренчатую передачу, уплотнение валов осуществляется с помощью сальниковых уплотнений.
 |
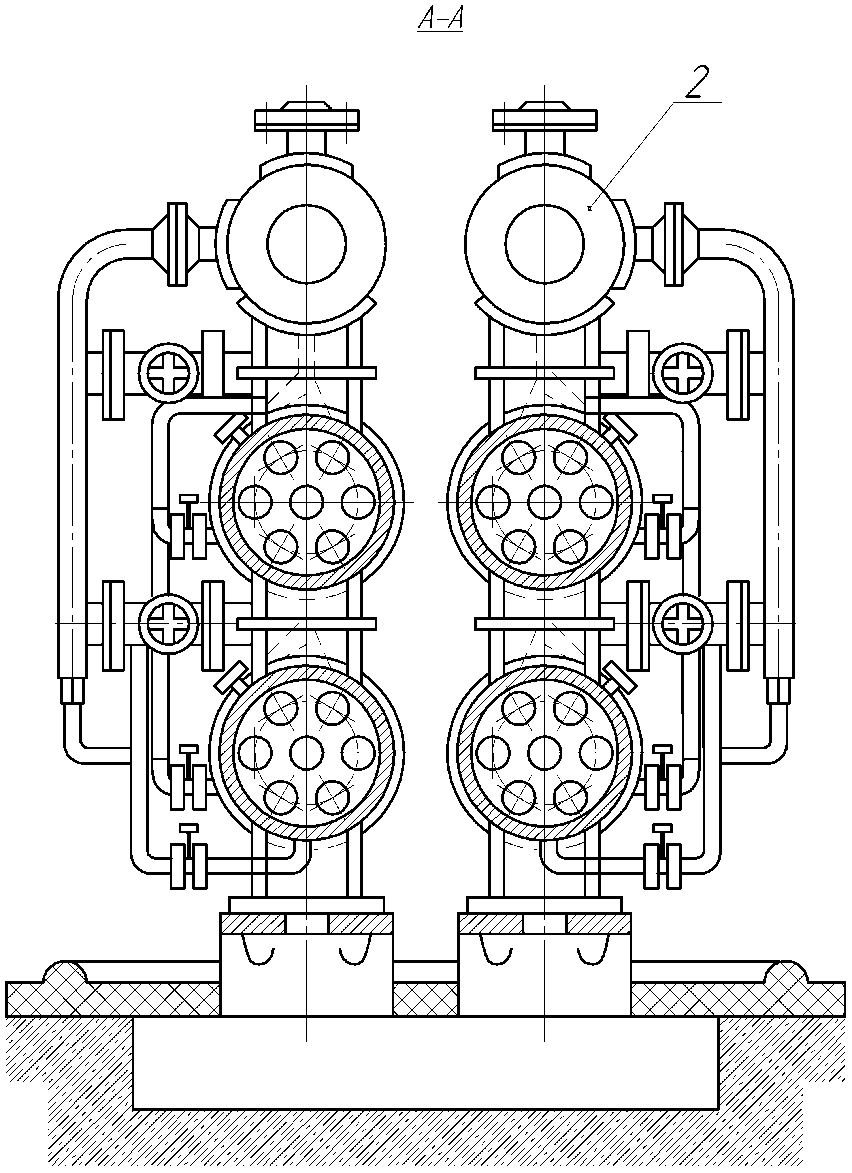 |
Рис. 77. Кристаллизатор кожухотрубчатый: 1 – секция кристаллизатора, 2 – емкость испаряющегося хладагента, 3 – мотор-редуктор
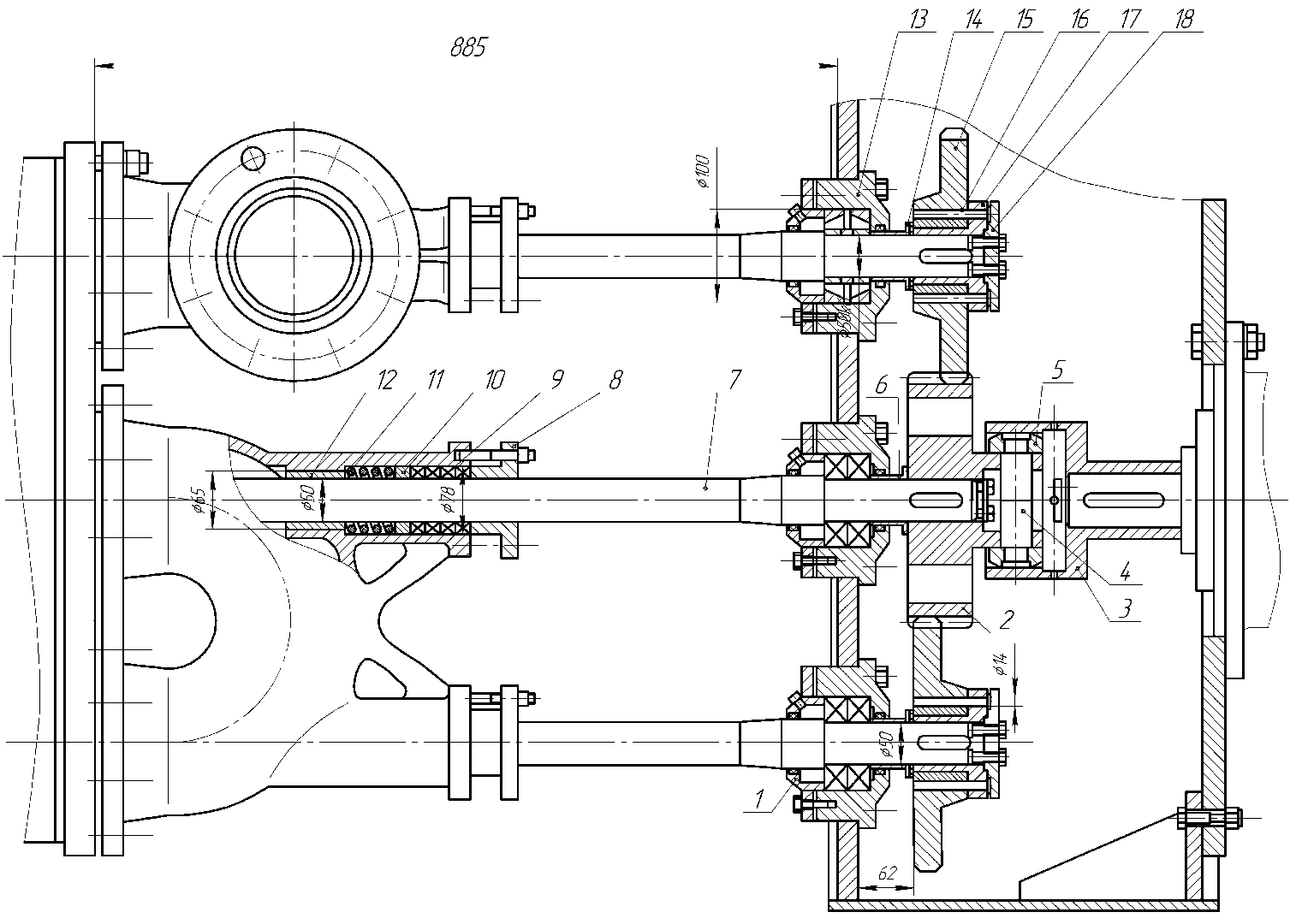
Рис. 78. Узел привода кожухотрубчатого кристаллизатора:
1 – крышка, 2 – шестерня, 3 – муфта привода, 4 – палец, 5 – сухарь, 6 – втулка распорная, 7 – вал, 8 – крышка сальника, 9 – кольцо сальника, 10 – кольцо, 11 – пружина, 12 – втулка, 13 – корпус подшипника, 14 – шайба, 15 – колесо зубчатое, 16 – штифт, 17 – ступица, 18 – планка стопорная
Барабанные вакуум-фильтры. В эксплуатации находятся фильтры различной конструкции с поверхностью фильтрования 50 – 80 м2, диаметром барабана 3000 – 3450 мм, длиной барабана 5300 – 10100 мм и регулируемой частотой вращения (0,3 – 1,3 об/мин). Схема одного из таких барабанных вакуум-фильтров приведена на рис. 79.
Фильтрующая поверхность размещена на горизонтальном барабане 3, который медленно вращается на двух цапфах от привода 1. На боковой поверхности барабана крепится металлическая сетка и фильтровальная ткань 4, обмотанная проволокой в направлении по спирали.
Изнутри по образующим фильтрующая поверхность разделена продольными перегородками на отдельные секции в количестве от 12 до 32 штук. Каждая из секций соединена отводными трубками 5 с вращающимся диском 7, укрепленным на цапфе. Число отверстий в диске равно числу секций барабана. К диску прижата пружинами неподвижная распределительная головка со сменным диском 8.
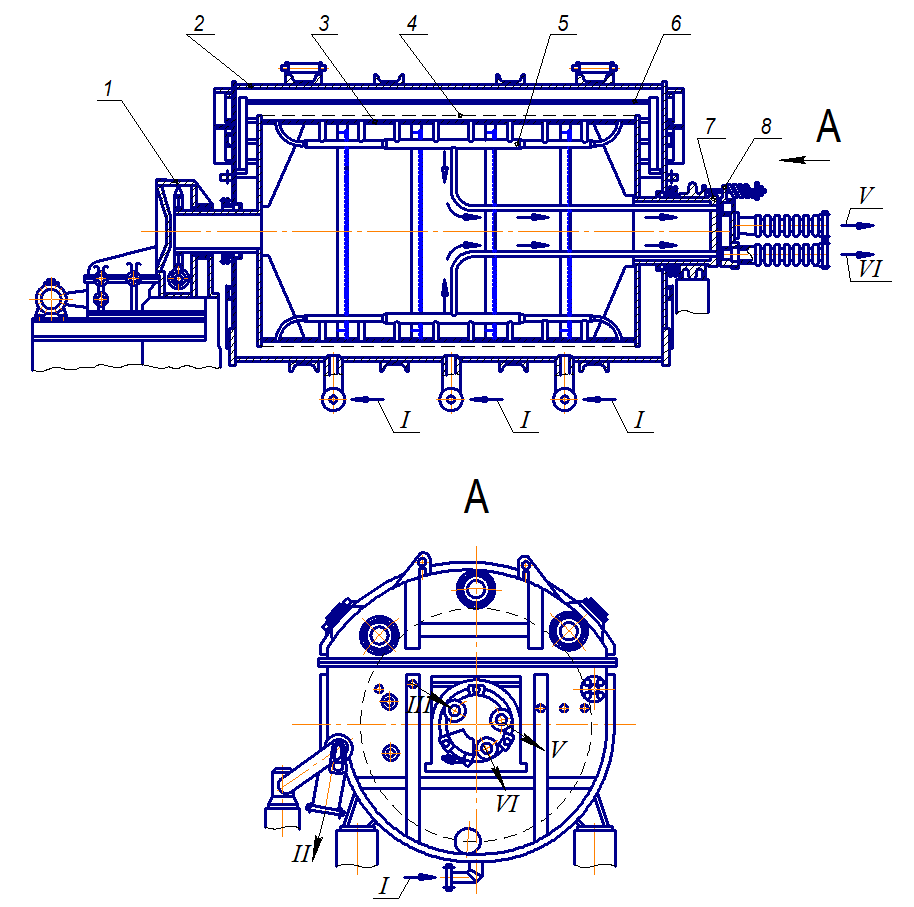
Рис. 79. Барабанный вакуум-фильтр с наружной фильтрующей поверхностью:
1 – привод, 2 – корпус, 3 – барабан, 4 – фильтровальная ткань, 5 – отводные трубки, 6 – коллектор для подачи промывной жидкости, 7 – вращающийся диск, 8 – сменный диск распределительной головки.
I – суспензия, II – осадок, III – газ для отдувки осадка, IV – инертный газ, V – промывной фильтрат, VI – фильтрат
Распределительная головка разделена на три камеры, соответствующие основным стадиям процесса: фильтрованию, промывке и продувке. Каждая камера имеет штуцер и через щель в сменном диске 8 распределительной головки сообщается с соответствующим участком фильтрующей поверхности. Нижняя часть барабана погружена в суспензию, которая постоянно подается в корыто фильтра.
Над барабаном установлен коллектор 6 для подачи промывной жидкости. Сбоку размещен нож для срезания осадка с поверхности фильтра и шнек для удаления осадка из фильтра.
Отличительной особенностью барабанных вакуум-фильтров, используемых для депарафинизации, является полная герметизация кожуха, а также отсутствие в корыте качающейся мешалки для перемешивания суспензии. Внутри кожуха для исключения возможности проникновения воздуха поддерживается небольшое избыточное давление, создаваемое инертным газом (азотом). Выгрузка осадка из фильтра осуществляется при помощи специального шнека.
На рис. 80 представлен сборочный чертеж барабана.
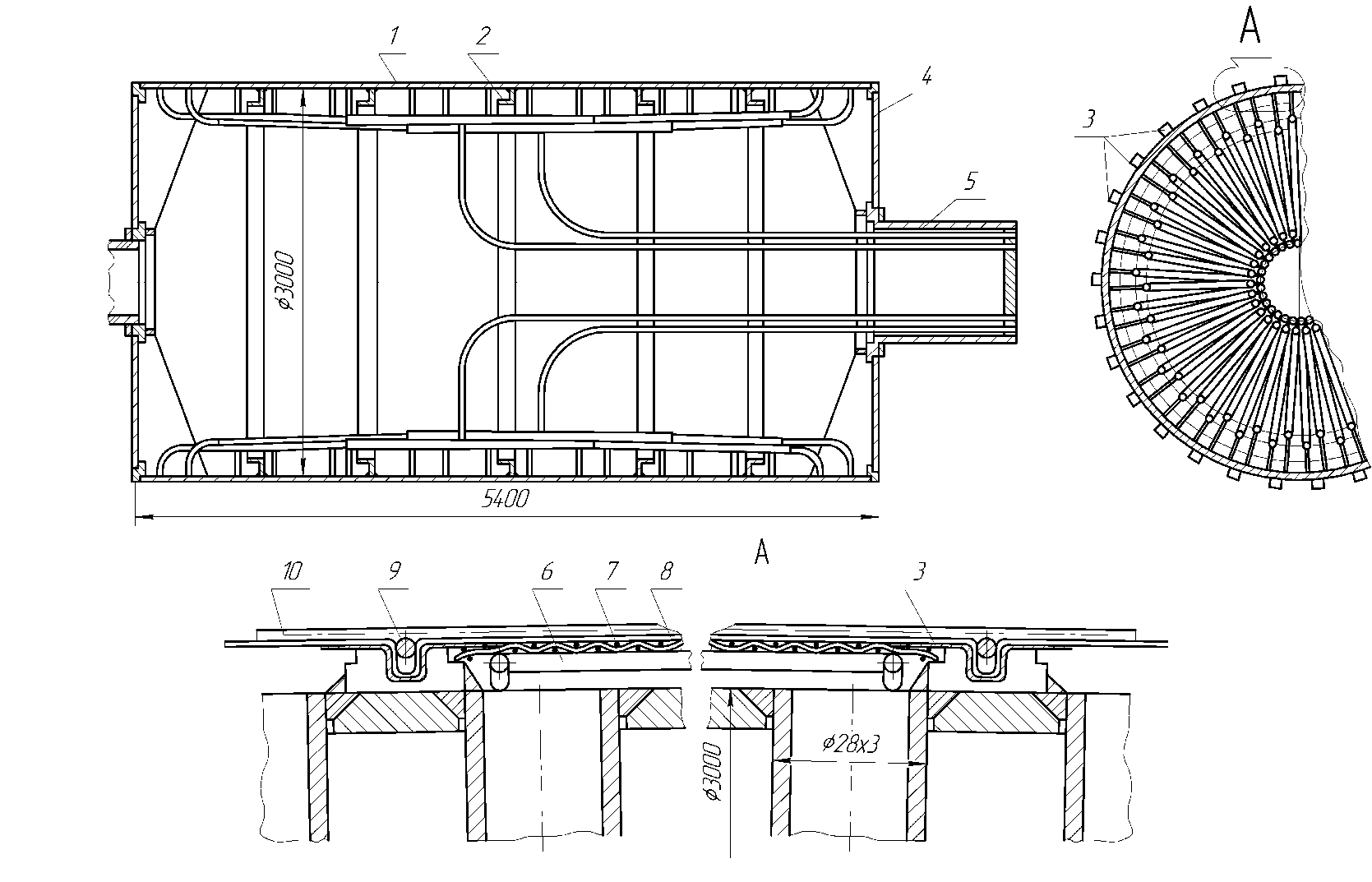
Рис. 80. Барабан вакуум-фильтра:
1 – обечайка, 2 – кольца жесткости, 3 – ребра, 4 – стенки боковые, 5 – цапфы, 6 – сетка крупная, 7 – сетка мелкая, 8 – ткань фильтровальная, 9 – прутки, 10 – проволока
Он представляет собой горизонтальную цилиндрическую обечайку 1 наружным диаметром 3000 мм. Внутри обе чайка укреплена кольцами жесткости 2, снаружи по образующей по всей длине барабана приварены ребра 3 с пазами в виде ласточкина хвоста, которые служат для закрепления фильтрующей ткани. С торцов барабан закрыт стенками 4, к которым приварены удлиненные цапфы 5. Стенки укреплены радиальными ребрами жесткости.
На поверхности барабана уложена сетка 6 из легированной стальной проволоки диаметром 4 мм; размер ячеек 80Х80 мм. Сетка образует полости для сбора фильтрата. Поверх сетки 6 размещена мелкая сетка 7 из фосфористо-бронзовой проволоки диаметром 0,9 мм с мелкой ячейкой, служащая для поддержания фильтровальной ткани. На эту сетку уложена фильтровальная ткань 8, заклиненная в пазах ребер прутками 9. Сверху ткань прижата спирально навиваемой на барабан проволокой 10 диаметром 2 мм. Для навивки проволоки служит специальное приспособление, состоящее из ходового винта, установленного вдоль барабана и перемещающейся по нему каретки.
Внутри барабана расположена система распределительных труб, связывающих поверхность обечайки барабана с вращающимся диском, который приварен к торцу правой цапфы. Барабан опирается двумя цапфами на подшипники скольжения, установленные вне корпуса фильтра.
В местах выхода цапф из корпуса предусмотрены сальниковые уплотнения. Левая цапфа оканчивается червячным колесом привода барабана. На правой цапфе установлена распределительная головка барабана (рис. 81). В верхней части корпуса над барабаном расположен ряд труб, по которым подается растворитель для промывки осадка. По образующей барабана установлен нож для съема осадка, который затем попадает в шнек и выводится через штуцер.
Часть нижней поверхности барабана погружена в суспензию. При помощи распределительной головки фильтра с поверхности барабана отводят фильтрат и растворитель (промывочную жидкость) и подводят инертный газ для отдувки осадка.
Распределительная головка представляет собой неподвижную коробку, прижатую своей торцовой поверхностью к вращающемуся диску правой цапфы 2, от которой отходят распределительные трубы 1. Для герметичности между головкой и вращающейся цапфой установлен сальник 4. Прижатие головки регулируют тремя пружинами 3.
Рабочая полость головки, выполненная в виде кольца, разделена мостиками 5 на четыре части, соответствующие рабочим зонам барабана. От распределительной головки из соответствующих частей выводятся: фильтрат через штуцер 6 в зоне фильтрования; растворитель (промывочный) с остатками фильтрата через штуцер 10 в зоне промывки, инертный газ с остатками растворителя через штуцер 8 в зоне просушки. По трубам 9 и 7 подается инертный газ для продувки фильтровальной ткани и отдувки осадка при его съеме.
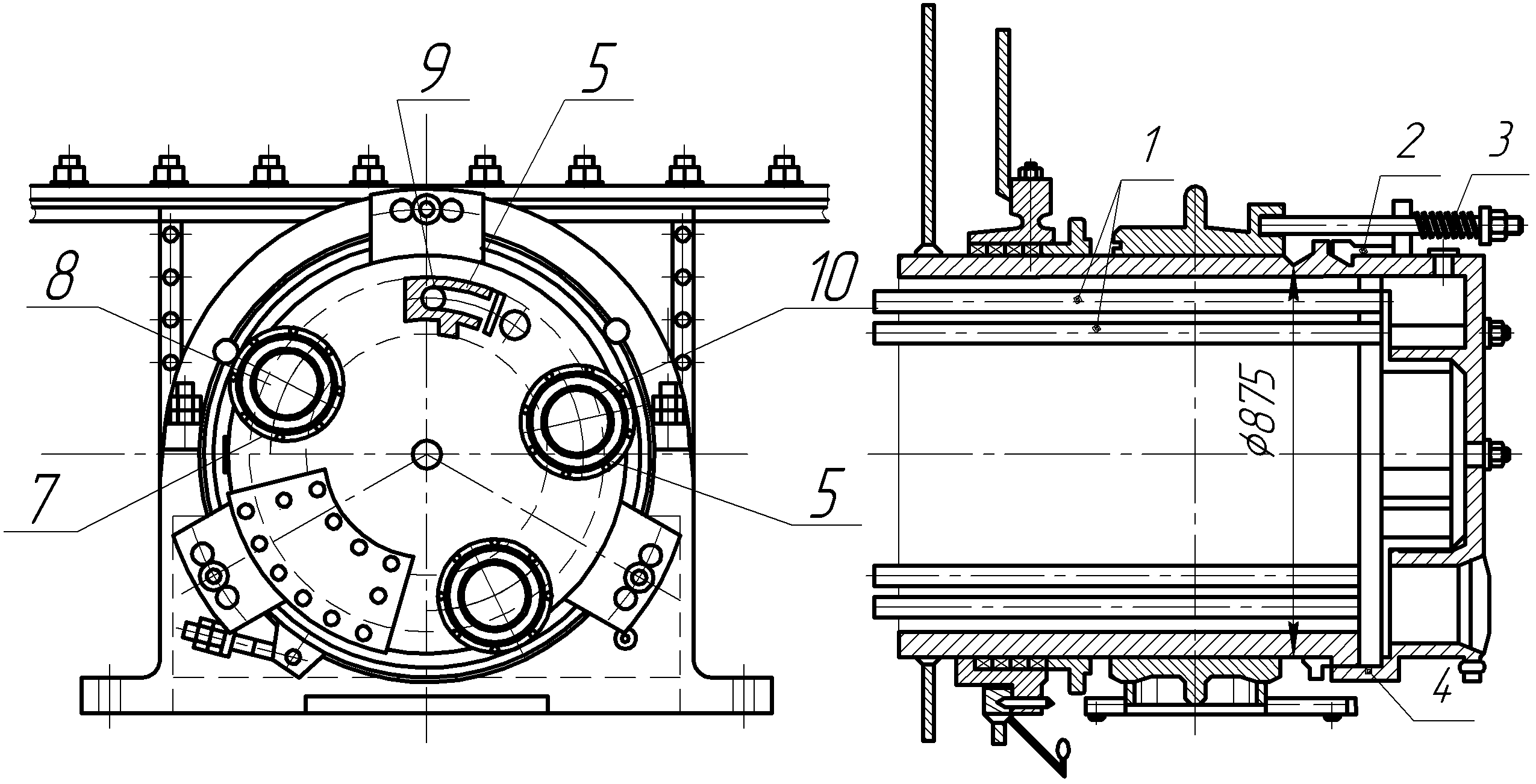
Рис. 81. Распределительная головка вакуум-фильтра:
1 – трубы распределительные, 2 – диск вращающийся, 3 – пружины прижимные, 4 – сальник, 5 – мостик, 6 – штуцер для вывода фильтрата, 7 и 9– трубки подачи инертного газа, 8 – штуцер для вывода инертного газа, 10 – штуцер для вывода растворителя с остатками фильтрата
Корпус фильтра работает с небольшим избыточным внутренним давлением инертного газа (около 0,01 МПа), что предотвращает возможность попадания в него воздуха с образованием взрывоопасной среды. Нож и проволока, прижимающая ткань, изготовлены из специального металла, не вызывающего искрообразования.
Барабан фильтра приводится во вращение при помощи электродвигателя во взрывобезопасном исполнении через бесступенчатый вариатор.
Шнек, удаляющий парафин, имеет отдельный привод от электродвигателя через зубчатые передачи.
