Содержание страницы
- Краткий исторический экскурс в системы пробирного надзора
- Что такое проба? Метрическая, каратная и золотниковая системы
- Пересчет проб и практическое применение
- Ремедиум — допустимое отклонение
- Государственные пробирные клейма России: от Империи до наших дней
- Стандарты проб и маркировка сплавов в современной России
- Международное клеймение: Венская конвенция
- Практические методы определения пробы
- Ювелирные припои: состав и требования
- Интересные факты о драгоценных металлах и клеймении
- FAQ: Часто задаваемые вопросы
- Заключение
Драгоценные металлы, такие как золото, серебро, платина и палладий, являются не только основой ювелирного искусства, но и важнейшими стратегическими активами, играющими ключевую роль в экономике, промышленности и инвестиционной сфере. Их уникальные физико-химические свойства — коррозионная стойкость, высокая плотность, электропроводность и эстетическая привлекательность — обуславливают их ценность и широкое применение. Ввиду высокой стоимости и для защиты прав потребителей, производителей и государства, был разработан сложный многоуровневый механизм контроля. Этот контроль охватывает весь жизненный цикл драгоценных металлов: от добычи руды и процессов аффинажа (получения металлов высокой чистоты) до производства готовых изделий, их обращения на рынке и утилизации в виде отходов производства и вторичного сырья (лома).
Центральным элементом этой системы является проба — стандартизированный показатель, который количественно определяет содержание чистого драгоценного металла в ювелирном или ином сплаве. Именно проба гарантирует потребителю, что изделие соответствует заявленным характеристикам. В Российской Федерации функции по государственному контролю и надзору в этой сфере возложены на Федеральную пробирную палату. Это уполномоченный орган, который осуществляет опробование, анализ и клеймение изделий из драгоценных металлов. Инспекции пробирного надзора, являющиеся территориальными органами Палаты, проверяют каждое изделие на соответствие заявленной пробе и, в случае подтверждения, ставят на него государственное пробирное клеймо.

Государственное пробирное клеймо — это уникальный знак, который служит неоспоримым свидетельством качества. Он несет в себе зашифрованную информацию о содержании драгоценного металла, инспекции, проводившей клеймение, и годе выпуска. Наличие такого клейма на изделии является обязательным для его законной реализации на территории России и выступает главной гарантией для покупателя.

«Именник» — личная подпись мастера
Помимо государственного пробирного клейма, на каждом ювелирном изделии, произведенном в России, обязательно ставится именник — уникальный оттиск производителя. Это своего рода «подпись» завода или мастера, зарегистрированная в Государственной инспекции пробирного надзора.

Именник представляет собой шифр из четырех букв:
- Первая буква: Шифр года изготовления (меняется ежегодно, например, в 2025 году это буква «Г»).
- Вторая буква: Шифр инспекции пробирного надзора, в которой зарегистрирован производитель (например, «М» для Москвы).
- Две последние буквы: Уникальный код самого производителя.
Таким образом, именник несет информацию о годе выпуска, регионе и конкретном изготовителе. Наличие на изделии двух клейм — государственного пробирного клейма (гарантия пробы от государства) и именника (ответственность производителя) — обеспечивает двойную гарантию подлинности и качества для покупателя.
Краткий исторический экскурс в системы пробирного надзора
Практика контроля за качеством сплавов драгоценных металлов имеет глубокие исторические корни. Первые свидетельства о системах пробирного надзора относятся к IV веку, когда в Византийской империи начали применять методы для подтверждения чистоты золота и серебра в монетах и украшениях. С развитием торговли и ремесел эта практика распространилась по всей Европе. В XI-XIII веках во Франции, Англии и германских государствах были созданы гильдии ювелиров, которые ввели собственные системы клеймения для борьбы с подделками и защиты репутации мастеров. Именно от лондонского зала гильдии ювелиров (Goldsmiths’ Hall), где проводилось опробование изделий, и происходит английский термин «hallmark».
В России государственная система пробирного контроля была учреждена указом Петра I от 13 февраля 1700 года. Этот указ вводил обязательное клеймение золотых и серебряных изделий четырьмя клеймами: именником мастера, годом изготовления, гербом города и пробой. Эта реформа стала отправной точкой для формирования централизованной и строгой системы, которая развивалась и совершенствовалась на протяжении последующих столетий, адаптируясь к экономическим и политическим изменениям в стране.
Что такое проба? Метрическая, каратная и золотниковая системы
Проба представляет собой числовое выражение массовой доли чистого драгоценного металла в сплаве. В чистом виде (условно 100% или 1000 проба) драгоценные металлы, особенно золото и серебро, слишком мягкие и непрактичные для создания долговечных изделий. Для придания им необходимых механических свойств (твердости, износостойкости, упругости) и изменения цвета в их состав вводят другие металлы, называемые лигатурой. В качестве лигатурных компонентов чаще всего используют медь, серебро, палладий, никель, цинк.
Поскольку в разные исторические периоды и в разных странах использовались различные системы весовых измерений, возникло несколько систем проб. Рассмотрим ключевые из них.
Метрическая система
Сегодня метрическая система является наиболее распространенной и точной в мире, она принята в России и большинстве европейских стран. Она указывает на количество частей чистого драгоценного металла в 1000 частей (по массе) сплава. Таким образом, проба выражается трехзначным числом. Например, сплав золота 585-й пробы означает, что в 1000 граммах этого сплава содержится 585 граммов чистого золота и 415 граммов лигатурных металлов.
Важно понимать, что проба 1000 является теоретическим идеалом. На практике достичь абсолютной чистоты металла невозможно из-за наличия неустранимых примесей. Современные технологии аффинажа позволяют получать металлы сверхвысокой чистоты, например, 999,99 (пять девяток), но стопроцентное значение остается недостижимым.
Золотниковая система
Эта система использовалась в Российской Империи и до 1927 года в СССР. Она была основана на русском фунте, который равнялся 96 золотникам. Проба указывала, сколько золотников чистого драгоценного металла содержится в 1 фунте (96 золотниках) сплава. Например, 56-я проба золота означала, что в фунте сплава содержится 56 золотников чистого золота и 40 золотников лигатуры.
- 1 фунт = 96 золотников ≈ 409,512 г
- 1 золотник = 96 долей ≈ 4,266 г
- 1 доля ≈ 0,044 г
Для золота в золотниковой системе были установлены пробы: 56, 72, 92, 94. Для серебра применялся более широкий диапазон: 72, 74, 82, 84, 87, 88, 90, 91, 94.
Каратная система
Исторически связанная с весом семян рожкового дерева (ceratonia), каратная система сегодня используется преимущественно в США, Великобритании и некоторых других странах для обозначения пробы золотых сплавов. За основу берется 24 условные единицы (карата). Чистое золото соответствует 24 каратам. Таким образом, 18-каратное золото означает, что в 24 частях сплава содержится 18 частей чистого золота и 6 частей лигатуры.
Важно не путать карат как меру чистоты золота с метрическим каратом (ct), который является единицей массы (0,2 грамма) и используется для взвешивания драгоценных камней.
Лотовая система
Эта старинная система, применявшаяся в средневековой Европе для серебра, основывалась на кельнской марке (около 233,8 г), которая делилась на 16 лотов. Проба указывала количество лотов чистого серебра в 16 лотах сплава. Так, серебро XVI лотов считалось чистым.
Пересчет проб и практическое применение
Зная массу изделия (лигатурную массу) и его пробу, всегда можно рассчитать массу чистого драгоценного металла в нем. Этот расчет является основой учета и отчетности на всех предприятиях, работающих с драгоценными металлами.
Пример: Золотое кольцо 585-й пробы имеет лигатурную массу 8 граммов.
Содержание чистого золота («масса в чистоте») рассчитывается так:
Масса в чистоте = Лигатурная масса × (Проба / 1000)
8 г × (585 / 1000) = 4,68 г.
Таким образом, в 8-граммовом кольце содержится всего 4,68 грамма химически чистого золота.
Для перевода значений из одной системы в другую используются специальные формулы и коэффициенты:

M = (З × 1000) / 96 = З × 10.417
M = (К × 1000) / 24 = К × 41.667
З = (M × 96) / 1000 = M × 0.096
К = (M × 24) / 1000 = M × 0.024
где М – метрическая проба, З – золотниковая проба, К – каратная проба.
Сравнительная таблица основных проб драгоценных металлов
| Металл | Метрическая система | Каратная система (для золота) | Золотниковая система | Характеристика и применение |
|---|---|---|---|---|
| Золото | 375 | 9 | 36 | Сплав с низким содержанием золота, имеет красноватый оттенок, быстро тускнеет. Используется для бюджетных изделий. |
| Золото | 500 | 12 | 48 | Редко используется в ювелирном деле. |
| Золото | 585 (ранее 583) | 14 | 56 | Самый популярный сплав в России. Обладает высокой прочностью, износостойкостью и разнообразием цветов. |
| Золото | 750 | 18 | 72 | «Ювелирное золото». Сплав ярко-желтого цвета, легко полируется, но более подвержен деформации. Используется для изделий премиум-класса. |
| Золото | 958 | 23 | 92 | Очень мягкий сплав насыщенного желтого цвета. Используется для художественных изделий, не предназначенных для повседневной носки. |
| Серебро | 800, 830, 875 | — | 76, 80, 84 | Используются для изготовления столовых приборов и предметов сервировки. Имеют желтоватый оттенок и быстро окисляются. |
| Серебро | 925 | — | 88 | «Стерлинговое серебро». Стандарт для ювелирных украшений. Прочный, красивый сплав, хорошо поддается обработке. |
| Серебро | 960 | — | 92 | Мягкий сплав, близкий к чистому серебру. Используется для создания филигранных и художественных изделий. |
| Платина | 950 | — | 91 | Стандарт для платиновых ювелирных изделий. Очень прочный, тугоплавкий и гипоаллергенный металл. |
Ремедиум — допустимое отклонение
В процессе легирования (создания сплава) чрезвычайно сложно добиться идеально точного и равномерного распределения компонентов. Поэтому для каждой пробы устанавливается ремедиум — предельно допустимое отклонение от номинального содержания драгоценного металла. Это отклонение строго регламентируется государственными стандартами.
- В золото-серебряно-медных сплавах (например, 585 проба) ремедиум обычно составляет 3 единицы. Это означает, что фактическое содержание золота в сплаве 585 пробы должно находиться в пределах 582–588 частей на тысячу.
- В золотых сплавах с никелем (некоторые виды «белого золота») ремедиум может быть равен 5 единицам.
- Для современных сплавов 585-й пробы часто устанавливается только плюсовой ремедиум (например, +5 единиц), что исключает минусовое отклонение и гарантирует содержание золота не ниже 58,5%.
- В серебряных сплавах 800-й пробы и выше ремедиум составляет 3 единицы, а в сплавах ниже 800-й пробы — 5 единиц.
Наличие строгого ремедиума заставляет производителей тщательно контролировать технологические процессы и выпускать сплавы с высокой точностью состава.
Государственные пробирные клейма России: от Империи до наших дней
Внешний вид государственного клейма менялся вместе с историей страны. Каждая эпоха имела свой уникальный знак, который сегодня помогает экспертам датировать и атрибутировать антикварные изделия.
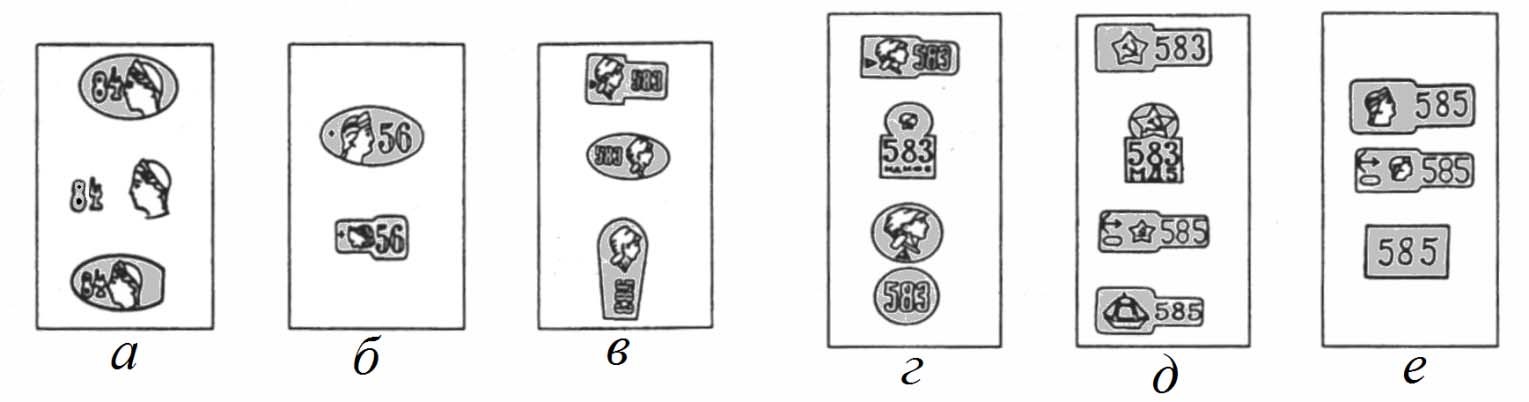
а, б – клейма, действующие на территории Российской Империи в 1899–1926 гг.; в, г, д – клейма на территории СССР в 1927–1991 гг.; е – клеймо на территории Российской Федерации с 1994 г. по настоящее время.
Рисунок 1 – Оттиски государственных пробирных клейм для изделий из золота.
- Российская Империя (до 1917 г.): Клеймо имело сложную форму и включало в себя пробу в золотниковой системе, герб города, инициалы пробирного мастера и год. С 1899 года было введено единое клеймо в виде женской головы в кокошнике, обращенной влево, которое сопровождалось инициалами управляющего пробирным округом и пробой.
- СССР (1927–1991 гг.): После перехода на метрическую систему в 1927 году основным знаком клейма стало изображение головы рабочего с молотом. В 1958 году его заменил более известный символ — пятиконечная звезда с серпом и молотом внутри. Рядом со звездой ставилась метрическая проба и шифр инспекции пробирного надзора.
- Российская Федерация (с 1994 г.): Современное российское клеймо вернулось к историческому символу — профилю женщины в кокошнике, но теперь обращенному вправо. Рядом с профилем ставится шифр инспекции (буква) и цифровая проба в прямоугольной рамке (для золота), овальной (для серебра) или многогранной (для платины).
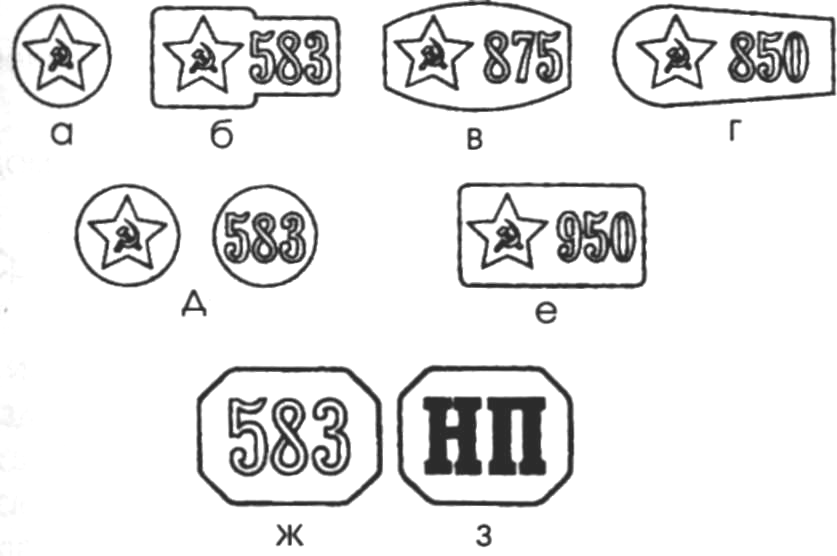
Рисунок 2 – Клейма инспекции пробирного надзора СССР
Основные клейма: а – знак удостоверения; б – для изделий из золота и платины; в – для изделий из серебра; г – для изделий из палладия; Д – клеймо литера В ставится на пломбах (устаревшее); Е – клеймо литера Г (для сусального золота).
Дополнительные клейма: Ж – для разъемных и легко отделяемых частей (литера А); З – для изделий, не соответствующих заявленной пробе (браковочное клеймо НП).
Стандарты проб и маркировка сплавов в современной России
В соответствии с действующим законодательством, в частности Постановлением Правительства РФ 06.05.2016 №394 (ред. от 17.10.2024) «Об опробовании, анализе и клеймении ювелирных и других изделий из драгоценных металлов», для ювелирных и других изделий из драгоценных металлов в России установлены следующие метрические пробы:
- Платина: 950, 900, 850
- Золото: 999, 958, 750, 585, 500, 375
- Серебро: 999, 960, 925, 875, 830, 800
- Палладий: 850, 500
При этом допускается реализация изделий, изготовленных и клейменных ранее, в том числе золотых 583-й пробы и серебряных 916-й и 750-й проб.
Цифровой контроль: ГИИС ДМДК и QR-код на каждом изделии
Важнейшим шагом в современной системе контроля стал полный переход на цифровую прослеживаемость. В России внедрена и действует Государственная интегрированная информационная система в сфере контроля за оборотом драгоценных металлов, драгоценных камней и изделий из них (ГИИС ДМДК).
Эта система присваивает каждому ювелирному изделию уникальный идентификационный номер (УИН) и формирует QR-код, который в обязательном порядке наносится на бирку или этикетку.

Что это дает потребителю?
Отсканировав QR-код с помощью камеры смартфона, покупатель получает мгновенный доступ к «цифровому паспорту» изделия прямо на сайте Пробирной палаты. Этот паспорт содержит исчерпывающую информацию:
- Подтверждение подлинности: Гарантия того, что изделие легально произведено и прошло государственный контроль.
- Полные характеристики: Точный вес, металл, проба, наличие и характеристики вставок (драгоценных камней).
- Информация о производителе: Наименование и адрес изготовителя.
- История обращения: Весь путь изделия от завода до прилавка.
Эта технология делает рынок абсолютно прозрачным и предоставляет покупателю мощный инструмент для защиты от подделок и контрафакта, выводя государственный контроль на принципиально новый уровень.
Маркировка сплавов, используемых в производстве, строится по определенным правилам, регламентированным ГОСТ 30649-99. В марке указываются химические элементы и их содержание. Для драгоценных сплавов содержание основного компонента указывается пробой, а лигатурных — в процентах или частях на тысячу.
- Пример 1: СрМ875. Сплав на основе серебра (Ср) 875-й пробы с основным лигатурным компонентом медью (М). Содержание меди не указывается, так как оно определяется остатком до 1000.
- Пример 2: ЗлСр750-250. Сплав на основе золота (Зл) 750-й пробы, содержащий серебро (Ср) в количестве 250 частей (25%).
- Пример 3: ЗлСрМ585-80. Сплав золота (Зл) 585-й пробы, содержащий 80 частей серебра (Ср, 8%) и медь (М) в качестве остального компонента.
Международное клеймение: Венская конвенция
В 1972 году в Вене была подписана Конвенция по контролю и клеймению изделий из драгоценных металлов. Ее целью было упрощение международной торговли ювелирными изделиями путем введения единого, взаимно признаваемого клейма — Common Control Mark (CCM). Страны-участницы Конвенции (преимущественно европейские) обязаны проводить контроль в соответствии с едиными стандартами. Изделие, прошедшее проверку в одной из стран-участниц, получает клеймо CCM и может свободно обращаться на рынках других стран Конвенции без дополнительного опробования.
Клеймо CCM представляет собой изображение весов, внутри которых указана метрическая проба. Форма внешнего контура клейма указывает на металл:
 |
 |
 |
|
| а) | б) | в) | г) |
а) – золото; б) – серебро; в) – платина; г) – палладий
Рисунок 3 – Форма поля пробирных клейм для различных драгоценных металлов, согласно Протоколу Конвенции
Помимо CCM, на изделии обязательно должны присутствовать: именник производителя, знак пробирной палаты, проводившей клеймение, и проба в цифровом выражении.
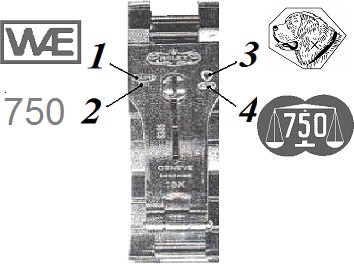
1 – именник производителя; 2 – метрическая проба (750); 3 – знак пробирной службы (в данном случае, Швейцарии); 4 – клеймо ССМ для золота.
Рисунок 4 – Образец клеймения изделия согласно Протоколу Конвенции
Российская Федерация не является участницей Венской конвенции, поэтому все ювелирные изделия, импортируемые в РФ для продажи, должны проходить обязательный контроль и клеймение в Федеральной пробирной палате, даже при наличии клейма CCM.
Практические методы определения пробы
Для определения пробы сплава используются как классические, так и современные высокотехнологичные методы.
Метод пробирного камня
Это старейший, экспресс-метод качественного и полуколичественного анализа. В качестве инструмента используется пробирный камень (лидийский камень) — мелкозернистый кремнистый сланец черного матового цвета. Процедура состоит из нескольких этапов:
- На подготовленную (обезжиренную) поверхность камня испытуемым изделием наносят четкую черту (натир) длиной 15–20 мм.
- Рядом наносят аналогичные черты эталонными пробирными иглами — набором пластин из сплавов точно известной пробы.
- На все натиры наносится капля специального кислотного реактива.
- По скорости реакции и изменению цвета натиров пробирер сравнивает реакцию на испытуемом образце с реакцией на эталонах и с высокой точностью определяет пробу.
Этот метод требует большого опыта, но он быстр и практически не повреждает изделие.
Современные методы анализа
- Рентгенофлуоресцентный анализ (XRF): Это основной неразрушающий метод, используемый в ломбардах, ювелирных магазинах и инспекциях. Прибор (XRF-анализатор) облучает поверхность изделия рентгеновскими лучами и анализирует ответное флуоресцентное излучение, которое уникально для каждого химического элемента. Метод позволяет за несколько секунд определить точный процентный состав сплава.
- Пробирный анализ (Купелирование): Классический, эталонный, но разрушающий метод. Небольшую навеску сплава сплавляют со свинцом и подвергают окислительному плавлению в специальной пористой чашечке (капели). Неблагородные металлы и свинец окисляются и впитываются в капель, а на поверхности остается «королек» из чистого золота и серебра. Его взвешивают и определяют точную пробу. Этот метод является арбитражным при возникновении споров.
Сравнение методов определения пробы
| Критерий | Пробирный камень | XRF-анализ | Купелирование (Пробирный анализ) |
|---|---|---|---|
| Точность | Средняя (до 1-2%), зависит от опыта пробирера | Высокая (до 0.1-0.5%) | Эталонная (до 0.01%) |
| Разрушение образца | Минимальное (легкий натир) | Нет (неразрушающий) | Да (разрушающий) |
| Скорость | Быстро (1-2 минуты) | Очень быстро (5-30 секунд) | Долго (несколько часов) |
| Сложность | Требует высокой квалификации | Требует обученного оператора | Требует лабораторных условий и высокой квалификации |
| Применение | Экспресс-оценка, мастерские, ломбарды | Торговля, пробирный надзор, производство | Арбитражный анализ, аффинажные заводы, научные исследования |
Ювелирные припои: состав и требования
В производстве сложных ювелирных изделий отдельные элементы соединяются методом пайки. Припой — это специальный сплав, который, расплавляясь, заполняет зазор между деталями и после застывания образует прочное неразъемное соединение.
К ювелирным припоям предъявляются строгие требования:
- Проба припоя не должна быть ниже пробы основного сплава изделия.
- Температура плавления припоя должна быть на 50–100 °C ниже температуры плавления соединяемых деталей, чтобы избежать их деформации.
- Цвет припоя после пайки и обработки должен полностью совпадать с цветом основного металла.
- Хорошая текучесть и смачиваемость для заполнения мельчайших зазоров.
- Высокая прочность и коррозионная стойкость паяного шва.
Для снижения температуры плавления в состав припоев вводят легкоплавкие металлы, такие как цинк и кадмий. Однако из-за токсичности кадмия современные производители стараются использовать бескадмиевые припои. Ниже приведены составы некоторых распространенных припоев.
Таблица 1 – Золотые припои 375 пробы
| № | Химический состав, % | Температура плавления, °С | |||
| Au | Ag | Cu | Zn | ||
| 1 | 37,5 | 37,5 | 25,0 | – | 840…860 |
| 2 | 37,5 | 28,5 | 30,0 | 4,0 | 800…820 |
| 3 | 37,5 | 11,0 | 43,0 | 8,5 | 820…840 |
Таблица 2 – Золотые припои 500 пробы
| № | Химический состав, % | Температура плавления, °С | ||||
| Au | Ag | Cu | Cd | Zn | ||
| 1 | 50,0 | 30,0 | 20,0 | – | – | 840…860 |
| 2 | 50,0 | 25,0 | 18,7 | – | 6,3 | 800…820 |
| 3 | 50,0 | 20,0 | 20,0 | 10,0 | – | 760…780 |
| 4 | 50,0 | 25,0 | 16,0 | 7,4 | 1,6 | 720…740 |
Таблица 3 – Золотые припои 585 пробы (ранее 583)
| № | Химический состав, % | Температура плавления, °С | ||||
| Au | Ag | Cu | Cd | Zn | ||
| 1 | 58,5 | 18,0 | 15,0 | 8,5 | – | 800…820 |
| 2 | 58,5 | 16,5 | 20,4 | – | 4,6 | 820… 840 |
| 3 | 58,5 | 13,0 | 18,5 | 10,0 | – | 780… 800 |
| 4 | 58,5 | 12,5 | 20,4 | – | 8,6 | 800… 820 |
| 5 | 58,5 | 10,0 | 22,5 | 9,0 | – | 780… 800 |
| 6 | 58,5 | 13,0 | 12,5 | 10,0 | 6,0 | 740… 760 |
Таблица 4 – Серебряные припои различных проб
| Марка припоя | Химический состав, % | Температура плавления, °С | ||
| Ag | Cu | Zn | ||
| ПСр 70 | 70,0 | 26,0 | 4,0 | 765 |
| ПСр 65 | 65,0 | 20,0 | 15,0 | 720 |
| ПСр 50 | 50,0 | 34,0 | 16,0 | 770 |
| ПСр 45 | 45,0 | 30,0 | 25,0 | 720 |
Интересные факты о драгоценных металлах и клеймении
- Происхождение «пробы»: Само слово «проба» происходит от латинского «probo», что означает «испытываю, доказываю».
- Самое чистое золото: Рекорд чистоты аффинированного золота принадлежит Пертскому монетному двору (Австралия) и составляет 999,999 промилле («шесть девяток»). Это означает, что на миллион частей приходится только одна часть примесей.
- Легенда об Архимеде: Знаменитый закон Архимеда был открыт при решении задачи определения чистоты золотой короны царя Гиерона. Это был, по сути, первый в истории неразрушающий метод пробирного анализа.
- Электрум: В древности монеты чеканили из электрума — природного сплава золота и серебра. Его переменчивый состав и стал одной из причин введения контроля за содержанием драгоценных металлов.
- Лазерное клеймение: Наряду с традиционным механическим (ударным) методом, сегодня все шире применяется лазерное клеймение. Оно позволяет наносить четкое и детализированное клеймо на хрупкие и пустотелые изделия без риска их деформации.
- Разница между 583 и 585 пробой: В СССР использовалась 583 проба, которая при пересчете из каратной системы (14 карат) давала нецелое число (583,333…). В мире же стандартом была 585 проба. В 1994 году Россия перешла на мировой стандарт 585, чтобы соответствовать международным требованиям и упростить экспорт. Разница в содержании золота между ними минимальна (0,2%), но 585 проба имеет более высокий «порог» вхождения.
FAQ: Часто задаваемые вопросы
- В чем разница между лигатурной массой и массой в чистоте?
- Лигатурная масса — это общий вес изделия со всеми компонентами сплава. Масса в чистоте — это вес только чистого драгоценного металла в этом изделии.
- Почему на старинном изделии может стоять несколько клейм?
- Это нормальная практика для дореволюционной России и Европы. На изделии могли ставить клеймо города, именник мастера, пробу, годовое клеймо и иногда клеймо владельца или торгового дома.
- Что означает буква рядом с «кокошником» на современном российском клейме?
- Это шифр Государственной инспекции пробирного надзора, которая проводила опробование и клеймение. Каждая из инспекций в России имеет свой уникальный буквенный код.
- Законна ли продажа ювелирных изделий без клейма в России?
- Нет. Все ювелирные изделия из золота, платины, палладия и серебра, произведенные в России или ввезенные для продажи, подлежат обязательному опробованию и клеймению в государственных инспекциях. Исключение могут составлять изделия, имеющие историческую или художественную ценность.
- Как проверить подлинность клейма?
- Визуально подлинное клеймо должно быть четким, все его элементы — хорошо читаемыми. Контуры знака и цифр должны быть ровными. Для точного определения подлинности лучше обратиться к геммологу или в ломбард, где с помощью специального оборудования смогут проверить и клеймо, и состав металла.
Заключение
Система проб и клеймения драгоценных металлов — это сложный и исторически сложившийся механизм, являющийся краеугольным камнем цивилизованного рынка ювелирных изделий. Она выполняет сразу несколько важнейших функций: защищает потребителей от мошенничества, поддерживает высокие стандарты качества у производителей, обеспечивает государственный учет и контроль за оборотом стратегических активов. От старинной золотниковой системы Российской Империи до современной высокоточной системы Федеральной пробирной палаты, государственное пробирное клеймо было и остается неоспоримым знаком качества и подлинности, в котором отражена как история металла, так и история самой страны.
Нормативная база
- Федеральный закон от 26.03.1998 № 41-ФЗ «О драгоценных металлах и драгоценных камнях».
- Постановление Правительства РФ от 06.05.2016 №394 (ред. от 17.10.2024) «Об опробовании, анализе и клеймении ювелирных и других изделий из драгоценных металлов».
- ГОСТ 30649-99 «Сплавы на основе золота ювелирные. Марки».
- ГОСТ 6835-2002 «Сплавы на основе серебра ювелирные. Марки».
Рекомендуемая литература
- Марченков В.И. «Ювелирное дело: Практическое пособие». — М.: Высшая школа, 1992.
- Бреполь Э. «Теория и практика ювелирного дела». — Л.: Машиностроение, 1982.
- Флеров А.В., «Материаловедение и технология художественной обработки металлов». — М.: Высшая школа, 1981.
- Постникова-Лосева М.М., Платонова Н.Г., Ульянова Б.Л. «Золотое и серебряное дело XV-XX вв.». — М.: Наука, 1983.
Регулярно публикую материалы о передовых методах обработки и сварки материалов, а также освещаю новинки в сфере производства,материаловедения, строительства и др.