Содержание страницы
4. Ручные специализированные машины
Для обработки металла наряду со сверлильными и шлифовальными машинами, которые относятся к машинам общего применения, используют ножницы различного типа, ручные резьбонарезные и развальцовочные машины, кромко7 и труборезы, дисковые пилы по металлу, угловые щетки, зачистные и пневморубильные молотки, шаберы и напильники.
Ножницы предназначены для прямолинейной и фасонной резки листовой стали. Основные производители этого вида ручных машин — КЗМИ, Томский электромеханический завод, ЭМЗ «Лепсе», ФГУП «Ижевский механический завод», «Ритм», Makita (Япония), Metabo (Германия) и другие предприятия. По конструктивному исполнению режущего инструмента различают ножевые и вырубные ножницы. У ножевых ножниц один из ножей закреплен неподвижно, а другой совершает возвратно-поступательное движение. Вырубные ножницы разрезают материал, вырубая стружку пуансоном через неподвижную матрицу, причем рез получается ровным, без деформации обрабатываемой детали. Ножницы выпускают с электрическим и пневматическим приводами (табл. 14 и 15). До начала работы ножевыми ножницами необходимо проверить заточку и правильность установки ножей.
Зазор между режущими кромками ножей в зависимости от толщины разрезаемого листа
| Толщина листа, мм | Зазор, мм |
| 0,5…0,8 | 0,1…0,2 |
| 1…1,3 | 0,3…0,4 |
| 1,5…2 | 0,5…0,6 |
| 2…2,5 | 0,7…0,8 |
От правильно выбранного зазора и точности его установки зависят производительность резания и качество обрезанной кромки.
Вырубные ножницы более маневренны, чем ножевые, вследствие сравнительно небольшого размера пуансона в поперечном сечении и возможности поворота вокруг него. Поэтому ими можно раскраивать лист по криволинейному контуру, вырезать фигурные отверстия внутри листа. Для захода режущего инструмента необходимо предварительно высверлить отверстие диаметром 20…25 мм. Силы, возникающие на рабочем органе ножниц, не передаются на руки работающего. Зазор между пуансоном и матрицей регламентируется в паспорте машины.
14. Технические характеристики ручных электрических ножниц
| Параметр | ИЭ-5502 | ИЭ-5404 | ИЭ-5410 | ИЭ-5407 | ||
| Толщина разрезаемого металла, мм | 1,0 | 1,6 | 2,0 | 3,5 | ||
| Производительность, м/мин | 2,0 | 2,5 | 1,8 | |||
| Потребляемая мощность, Вт | 230 | 420 | 550 | |||
| Напряжение, В | 220 | |||||
| Частота тока, Гц | 50 | |||||
| Габаритные размеры, мм:
длина |
245 | 270 | ||||
| 250 | ||||||
| ширина | 80 | 69 | 84 | |||
| высота | 200 | 230 | 235 | 270 | ||
| Масса, кг | 2,9 | 3,0 | 2,5 | 4,4 | ||
| Параметр | РЭН-500 | ВЭРН-0,5272,5 | НРЭН-520 | |||
| Толщина разрезаемого металла, мм | 2,5 | 1,8 | 2,5 | |||
| Производительность, м/мин | 2,0 | 1,4 | ||||
| Потребляемая мощность, Вт | 500 | 520 | ||||
| Напряжение, В | 220 | |||||
| Частота тока, Гц | 50 | |||||
| Габаритные размеры, мм:
длина |
– | 271 | 272 | |||
| ширина | 67 | 160 | ||||
| высота | 160 | 96 | ||||
| Масса, кг | 2,5 | 2,2 | 2,8 | |||
Таблица 15. Технические характеристики ручных пневматических ножниц
| Параметр | ИП-5401 | ИП-5504 | ИП-5405 |
| Толщина разрезаемого металла, мм | 2,2 | 1,6 | 1,2 |
| Расход воздуха, м3/мин | 0,5 | ||
| Давление, МПа | 0,63 | ||
| Масса, кг | 2,0 | ||
Ручные машины для нарезания резьбы подразделяют на электрические и пневматические (табл. 16). Ведущие производители этих машин — ОАО «Московский завод пневмоинструмента», МЗ ПСМ; «Калибр», Rothenberger (Германия), Rems (Германия) и др.
Внутреннюю резьбу нарезают в заранее подготовленных отверстиях метчиками соответствующих номеров. Для нарезания резьбы метчик, зажатый в патроне, устанавливают в отверстие и прилагают к машине осевую силу.
Для ограничения хода метчика при нарезании резьбы в глухих отверстиях предусмотрен регулируемый упор, который можно устанавливать на заданную глубину внутренней резьбы.
На задней крышке машины имеется рым-болт для подвешивания машины с целью облегчения нарезания резьбы.
При осевой нагрузке на машину шпиндель с патроном и метчиком, вращаясь по часовой стрелке, нарезает резьбу. При снятии осевой нагрузки с помощью реверсивного механизма направление вращения шпинделя меняется на противоположное и метчик ускоренно вывертывается из нарезаемой резьбы.
При монтаже и ремонте технологического оборудования достаточно широко применяются операции по развальцовке труб. Развальцовка является наиболее распространенным способом получения прочных и герметичных соединений труб с трубными решетками
Таблица 16. Технические характеристики ручных резьбонарезных машин
| Параметр | ЭИ-3401 | РМ-22 | ИП-3403Б | ИП-3405 |
| Диаметр нарезаемой резьбы, мм | 12 | 8 | 12 | |
| Габаритные размеры, мм:
длина |
470 | 300 | 260 | 280 |
| ширина | 100 | 55 | 60 | 55 |
| высота | 595 | 152 | 180 | 180 |
| Масса, кг | 6,5 | 1,5 | 1,9 | 1,8 |
| Вид привода | Электрический | Пневматический | ||
(коллекторами) теплообменных аппаратов и котлов. Для развальцовки концов труб до образования плотнонапряженного контакта между стенками трубы и трубного отверстия коллектора применяют пневматические и электрические ручные машины и приспособления. Ниже даны технические характеристики пневматических машин отечественного производства (Санкт7Петербургский государственный морской технический университет. Научно-исследовательская технологическая лаборатория (г. СанктПетербург)).
Технические характеристики пневматических машин для развальцовки труб
Пневматические реверсивные вальцовочные машины ВМ-200, ВМ-500, ВМ-700, ВМ-1250 применяются для развальцовки труб из цветных сплавов и стальных труб, имеют автоматический контроль крутящего момента, расход воздуха 1,6 м3/мин.
| Характеристика | ВМ-200 | ВМ-500 | ВМ-700 | ВМ-1250 |
| Частота вращения шпинделя на холостом ходу мин71 | 200 | 500 | 700 | 1250 |
| Крутящий момент, Н ⋅ м | 15…60 | 5…36 | – | |
| Применяются для развальцовки труб диаметром, мм | Из стали
20 × 2…32 × 3,5 |
Из цветного
сплава 19 × 1…30 × 1; из стали 16 × 1…25 × 3 |
Из цветного
сплава 16 × 1…30 × 1; из стали 12 × 1…25 × 3 |
Из цветного
сплава 14 × 1…25 × 1; из стали 10 × 1…19 × 3 |
| Габаритные размеры, мм | 400 × 245 × 72 | 400 × 270 × 72 | – | |
| Масса, кг, не более | 4,6 | 4,5 | ||
Пневматические реверсивные вальцовочные машины ПВЛ-к-38, ПВЛ-к-51, ПВЛ-к-57 используются для развальцовки стальных труб, имеют автоматический контроль крутящего момента, расход воздуха 1,6 м3/мин.
| Характеристика | ПВЛ-к-38 | ПВЛ-к-51 | ПВЛ-к-57 |
| Частота вращения шпинделя на холостом ходу, мин71 | 220 | 145 | 100 |
| Крутящий момент, Н ⋅ м:
максимальный |
100 | 170 | 250 |
| минимальный | 35 | 50 | 80 |
| Наличие автоматического контроля крутящего момента | Да | ||
| Габаритные размеры, мм | 480 × 115 × 80 | 480 × 115 × 82 | |
| Масса, кг | 5,5 | 6 | 6,3 |
Пневматическая реверсивная вальцовочная машина ВК-83 применяется для развальцовки стальных труб диаметром 63 4…108 4,5 мм, имеет автоматический контроль крутящего момента, расход воздуха 1,6 м3/мин.
Частота вращения шпинделя на холостом ходу, мин–1 . . . . . . . . 38
Крутящий момент, Н ⋅ м:
максимальный . . . . . . . . . . . . . . . . . . . . . . . . . . 500
минимальный . . . . . . . . . . . . . . . . . . . . . . . . . . 170
Наличие автоматического контроля крутящего момента . . . . . . . . Да
Габаритные размеры, мм . . . . . . . . . . . . . . . . . . . . . . 600 × 210 × 90
Масса, кг. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
Пневматическая реверсивная вальцовочная машина РВК-152 применяется для развальцовки стальных труб диаметром 89 6…152 11 мм в отверстиях печных двойников (ретурбендов), не имеет автоматического контроля крутящего момента, расход воздуха 1,6 м3/мин.
Частота вращения шпинделя на холостом ходу, мин–1 . . . . . . . 11
Максимальный крутящий момент, Н ⋅ м . . . . . . . . . . . . . . 2000
Наличие автоматического контроля крутящего момента . . . . . . Нет
Габаритные размеры, мм . . . . . . . . . . . . . . . . . . . . . 1150 × 305 × 148
Масса, кг . . . . . . . . . . . . . . . . . . . . . . . . . . . . 126
Электрическая вальцовочная машина РЭМ71 (ГМТУ НИТЛ, г. Санкт7Петербург) предназначена для развальцовки труб из цветных сплавов диаметром 8 × 1…25 × 2 мм и стальных труб 8 × 1…20 × 2 мм. Машина оснащена системой автоматического контроля крутящего момента, имеет три режима: ручной, автоматический и «торцовку».
Технические характеристики электрической машины РЭМ-1
Мощность двигателя, Вт. . . . . . . . . . . . . . . . . . . . . . . . 1000
Потребляемый ток напряжением, В (частота вращения 50 Гц) . . . . . . 380 (3 фазы)
Скорость вращения вала, мин–1 . . . . . . . . . . . . . . . . . . . . 650 и 430
Максимальный крутящий момент, Н ⋅ м:
при скорости вращения 650 мин–1 . . . . . . . . . . . . . . . . . . 15,5
при скорости вращения 430 мин–1 . . . . . . . . . . . . . . . . . . 24,5
Регулирование времени, с:
реверса после развальцовки . . . . . . . . . . . . . . . . . . . . . 0,1…10
паузы между циклами вальцевания. . . . . . . . . . . . . . . . . . 0,1…30
Масса установки, кг. . . . . . . . . . . . . . . . . . . . . . . . . . 40
Кромкорезы предназначены для образования кромок под сварку на листах, трубах и деталях из металла и пластических материалов.
Основными техническими параметрами для кромкорезов являются номинальная толщина обрабатываемого изделия и наибольший размер образуемой фаски. Основные российские производители кромкорезов — ООО «Магнит плюс (г. Санкт-Петербург)», Завод спецоснастки (г. Москва) и др. Среди зарубежных компаний наиболее распространены ручные кромкорезы Германской фирмы Trumpf (табл. 17).
Труборезы рассчитаны на резку труб из углеродистых и легированных сталей и труб из пластических материалов, а также на снятие фасок на трубах. Основные производители труборезов — «Констар», ООО «Магнит плюс»,
Завод спецоснастки и др. Ручные кромкорезы выпускает фирма Trumpf.
Главные параметры для труборезов — номинальный диаметр обрабатываемой трубы и наибольшая толщина стенки трубы.
Переносные труборезы различаются по виду рабочего инструмента. Трубы можно обрабатывать токарными резцами, фрезами, абразивными кругами, режущими роликами.
Переносные труборезы ПТМ (рис. 6) предназначены для резки и снятия фасок на трубах из углеродистых и коррозионно-стойких сталей диаметром 14…114 мм. Труборез устанавливается на трубе в любом пространственном положении и фиксируется роликами. Вращением винта труборез ПТМ закрепляется с помощью кулачков на внешней поверхности трубы в любом пространственном положении. Труборезы ПТМ имеют два резцедержателя с автоматической подачей, расположенных диаметрально противоположно. Для простой отрезки трубы нужно применить два отрезных резца, для отрезки трубы с одновременным снятием фаски необходимо использовать один отрезной резец, а другой фасочный. Труборезы ПТМ имеют электрический привод 220 В / 1200 Вт, пневмопривод или электрический привод на 36 В. Выпускается три типа труборезов: ПТМ 14760, ПТМ 577 108, ПТМ 577114 (табл. 18).
Труборезы 2Т (рис. 7) предназначены для резки и снятия фасок на трубах диаметром 89…1020 мм из сталей аустенитного класса, а также из обычных перлитных сталей в монтажных условиях (табл. 19). Толщина стенок обрабатываемых труб от 13…65 мм. Труборез удобен в работе, компактен и обслуживается одним человеком. Безопасность работы достигается применением ограждающих устройств. Отличительной особенностью труборезов данного типа является беспрецедентная жесткость конструкции в отличие от разъемных труборезов.

Рис. 6. Переносной труборез типа ПТМ
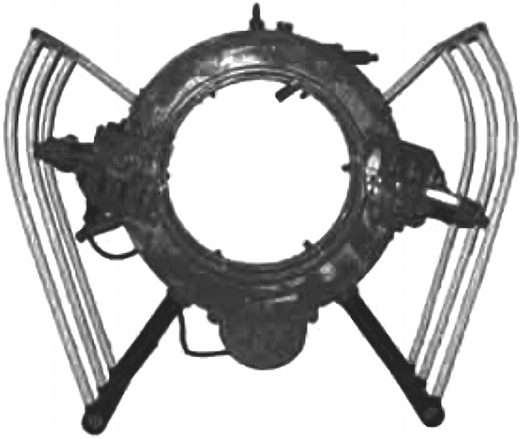
Рис. 7. Труборез 2Т
Таблица 17. Технические характеристики кромкорезов фирмы Trumpf
| Рисунок | Тип | Толщина обрабатываемого материала, мм | Максимальный размер фаски/ длина скоса | Рабочая скорость, м/мин |
 |
TKF 70072
(30°) |
1…20 | 6/7 | 1,25 |
 |
TKF 70072
(37,5°) |
5,5/7 | ||
 |
TKF 70072
(45°) |
5/7 | ||
 |
TKF 10470
(30°) |
3…25 | 9,5/11 | 2,5 |
 |
TKF 10470
(37,5°) |
8,7/11 | ||
 |
TKF 10470
(45°) |
7,8/11 | ||
 |
TKF 150070 (20…45°/55°) | 4…160 | 15 | 2 |
 |
TKF 150070 Plus (20…45°/55°) | 4…160 | 15 | 1,25/2 (первая скорость/вторая скорость) |
 |
TKA 30070 | Минимальная толщина 0,5 мм | 2,2/3 | 4…6 |
 |
TKA 50070 | 3,5/5 |
Таблица 18. Технические характеристики труборезов ПТМ
| Характеристика | ПТМ 14-60 | ПТМ 57-108 | ПТМ 57-114 |
| Диаметр обрабатываемых труб, мм | 14…60 | 57…108 | 57…114 |
| Толщина стенки трубы, мм | До 10 | ||
| Скорость резания, м/мин | 6,45…12,0 | ||
| Длина, мм | 580 | 710 | |
| Ширина, мм | 170 | 220 | |
| Высота, мм | 180 | ||
| Масса, кг | 15,4 | 18,0 | 17,0 |
На рис. 8 даны примеры разделки трубы труборезом 2Т.
Труборезы разъемные (рис. 9) для обработки труб диаметром 14…1420 мм с толщиной стенок до 70 мм (производитель — «Констар»). Предназначены для отрезки, обработки наружной фаски и
расточки внутреннего диаметра труб под cварку; позволяют вести отрезку в любом месте трубопровода; состоят из взаимозаменяемых модулей (табл. 20); имеют пневматический или электрический приводы; вписываются в минимальное пространство вокруг трубы и обеспечивают необходимую точность механической обработки резцами; дают возможность проводить отрезку и обработку труб, не имеющих доступа с торца.
Таблица 19. Модельный ряд труборезов 2Т
| Труборез | Диаметр обрабатываемой трубы, мм | Габаритные размеры, мм | Масса, кг |
| 2Т7194 | 133…194 | 837 × 920 × 920 | 230 |
| 2Т7299 | 219…299 | 837 × 1030 × 1030 | 251 |
| 2Т7377 | 325…377 | 837 × 1108 × 1108 | 272 |
| 2Т7426 | 426…480 | 830 × 1220 × 966 | 312 |
| 2Т7570 | 550…570 | 830 × 1340 × 1165 | 419 |
| 2Т7630 | 630 | 830 × 1400 × 1150 | 490 |
| 2Т7820 | 820…828 | 850 × 1600 × 1363 | 550 |
| 2Т71020 | 910…1020 | 850 × 1545 × 1716 | 585 |

Рис. 8. Примеры разделки трубы труборезом 2Т
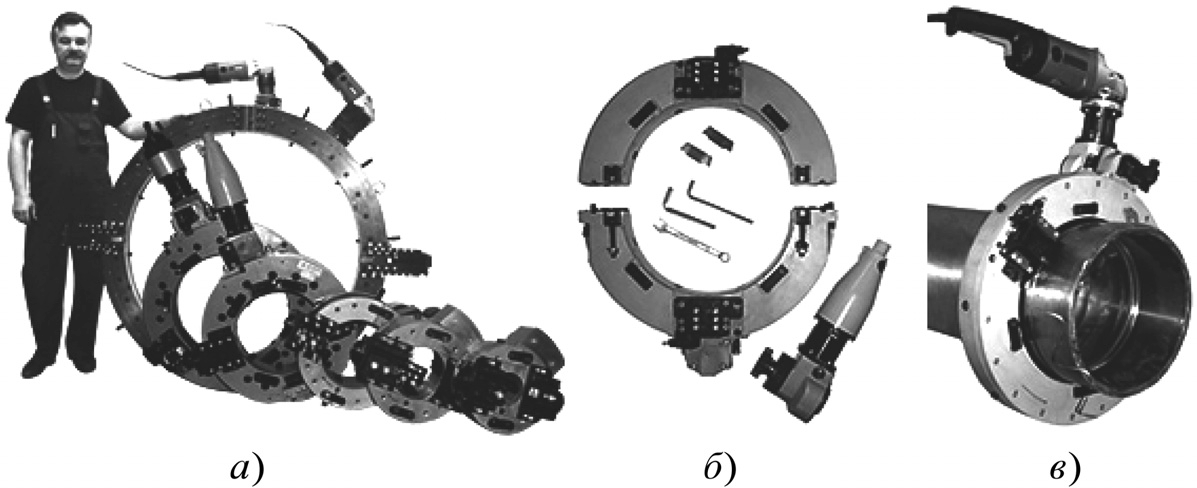
Рис. 9. Разъемные труборезы: а — варианты исполнения для различных диаметров труб; б — разъемный корпус трубореза; в — исполнение трубореза с диаметром условного прохода, имеющего электропривод
Переносные труборезы с фрезами. Обработка труб с помощью трубореза с фрезой выполняется в определенной последовательности. Труборез устанавливают на поверхность трубы и закрепляют цепью.
Таблица 20. Модельный ряд разъемных труборезов
| Обозначение | Р 5950 | Р 5936 | Р 5937 | Р 5957 | Р 5958 | Р 5924 | Р 5925 |
| Диапазон обработки, мм | 14…38 | 28…60 | 57…108 | 89…168 | 102…219 | 219…325 | 273…426 |
| Масса, кг | 8 | 9 | 12 | 16 | 20 | 29 | 33 |
| Обозначение | Р 5969 | Р 5992 | Р 5970 | Р 5971 | Р 5917 | Р 5972 | Р 5964 |
| Диапазон обработки, мм | 325…530 | 426…630 | 530…720 | 720…940 | 820…1020 | 940…1220 | 1220…1420 |
| Масса, кг | 52 | 60 | 71 | 86 | 92 | 97 | 120 |
Посредством талрепа стяжки цепь натягивается. После этого включается двигатель трубореза и с помощью привода осуществляется подача режущего инструмента до тех пор, пока не будет прорезана стенка трубы. Затем включается механизм подачи. Труборез начинает обкатываться вокруг продольной оси трубы и разрезает последнюю.
Техническая характеристика фрезерного трубореза ТРФ-1400
Диапазон диаметров
разрезаемых труб, мм. . . . . . . . . . . 200…1400
Наибольшая толщина стенки разрезаемых труб, мм . . . 38
Подача при обкатке, мм/мин . . . .30
Режущий инструмент . . . . . . . . . . . Отрезная или фигурная фреза
Мощность привода, кВт. . . . . . . . . 2,2
Габаритные размеры, мм:
длина 720
ширина 510
высота 330
Масса (без цепи), кг 105
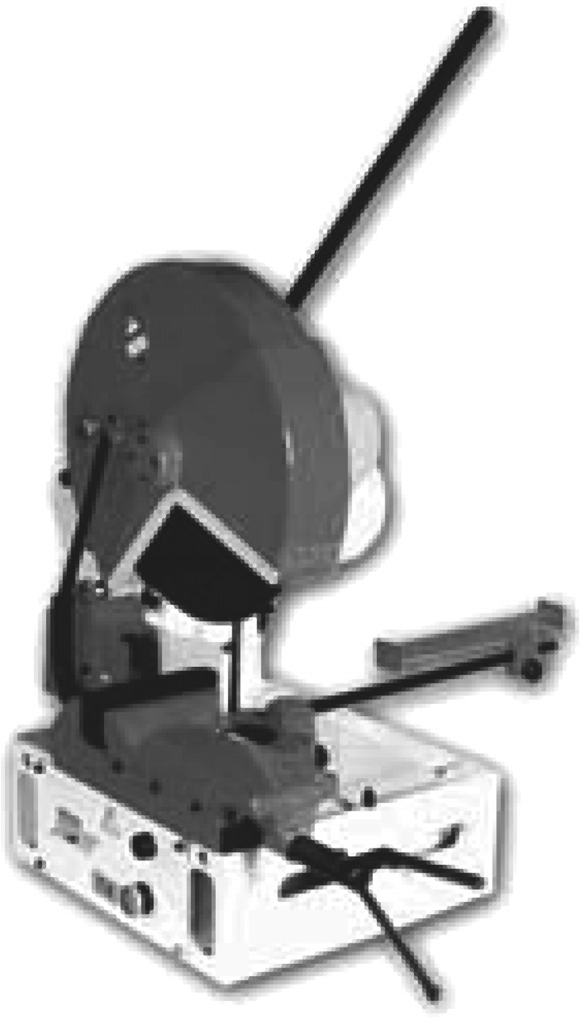
Переносные устройства для резки труб и профильного металла. Наиболее универсальны переносные абразивноотрезные устройства — маятниковые пилы с абразивными армированными кругами (табл. 21). Маятниковые пилы просты в эксплуатации. Разрезаемое изделие закрепляют в тисках, после включения электродвигателя оператор с помощью рукоятки опускает маятник и разрезает металл.
Основные производители маятниковых пил — Московский завод навесного оборудования, станкоинструментальный завод «Красный борец» (г. Орша, Беларусь), Липецкий завод профилегибочного оборудования, Bosch (Германия), Ryobi (Япония), DeWALT (США) и другие отечественные и зарубежные машиностроительные компании.
Ручные пневматические щетки предназначены для выполнения различных работ по очистке металла от коррозии, старой краски, механических загрязнений, а также по зачистке сварных швов (табл. 22).
Главные изготовители этого вида ручных машин — МЗ ПСМ, ОАО «Пневмостроймашина» (г. Екатеринбург), ОАО «Конаковский завод механизированного инструмента», «Ритм», «Интерскол», Makita (Япония), Metabo (Германия), Bosch (Германия), DeWALT (США) и другие предприятия.
Механизированные напильники и шаберы. Пневматический напильник предназначен для механизации опиливания при выполнении различных слесарных и монтажных работ. Он состоит из пневматического двигателя, пускового устройства и кривошипного механизма.
Таблица 21. Технические характеристики абразивно(отрезных устройств маятниковых пил
Абразивно-отрезной СОМ-400/СОМ-400Б Абразивно-отрезной станок ООС Абразивно-отрезной станок ПМ 005 |
|||||||
| Модель | Наибольшие размеры*, мм | Размеры абразивного круга: наружный диаметр × высота × посадочный диаметр, мм | Угол поворота тисков, ° | Частота вращения шпинделя, мин–1 | Мощность двигателя, кВт | Габаритные размеры, мм | Масса станка, кг |
| Абразивно-отрезные | |||||||
| СОМ-400 | 75/100/40 | 400 × (3…4) × 32 | 0…45 | 2860 | 2,2 | 1400 × 500 × 900 | 52 |
| СОМ-400Б | 120/120/60 | 4,0 | 1400 × 500 × 1000 | 100 | |||
| ООС | 80/80/50 | 400 × 3,2 × 32 | –25…+45 | 2100 | 2,2 | 1280 × 1410 × 1130 | 200 |
| ПМ 005 | 14/120/80 | 400 × 4 × 32 | 0…45 | 2880 | 5,5 | 1300 × 580 × 1272 | 110 |
| 82АС400 | 2850 | 1160 × 700 × 1300 | 155 | ||||
* № швеллера, уголка / Диаметр трубы / Диаметр прутка.
Таблица 22. Технические характеристики ручных пневматических щеток
| Параметр | ИП2104 | УПРЩ-1 | ПРЩ-4 |
| Тип машины | Угловая | Торцовая | |
| Диаметр проволочной щетки, мм | 110 | 100…110 | 90 |
| Частота вращения шпинделя, с–1:
на холостом ходу |
100 | 66 | 75 |
| под нагрузкой | 50 | 60 | – |
| Номинальная мощность, Вт | 500 | 550 | 760 |
| Расход воздуха, м3/мин | 0,9 | 0,8 | |
| Давление, МПа | 0,6 | 0,5 | 0,6 |
| Габаритные размеры, мм:
длина |
438 | 370 | 210 |
| ширина | 120 | 74 | 170 |
| высота | 164 | 119 | 180 |
| Масса, кг | 4 | 3,4 | 3,3 |
Механизированные ручные шаберы применяют для точной обработки поверхностей и пригонки различных деталей. Большая часть механизированных ручных шаберов предназначена для работы от гибкого вала. Используют шаберы с рычажно-шатунным механизмом, с конической передачей и кривошипным механизмом, с эксцентриком и кулисой, с волновой канавкой и кулисой.
5. Ручные резьбозавертывающие машины
Для завертывания, затяжки и отвертывания крепежных деталей резьбовых соединений, выполняемых при сборочных, ремонтных и других видах работ, применяют гайко7, шурупо7, шпилько7 и муфтоверты. Эти машины различаются по конструктивному исполнению — прямые и угловые и принципу действия — безударные (статического действия) и ударные (ударно-вращательного действия). Основными параметрами для гайковертов являются максимальный диаметр резьбы и момент затяжки.
Главные производители этого вида ручных машин — МЗ ПСМ, ОАО «Пневмостроймашина» (г. Екатеринбург), ОАО «Конаковский завод механизированного инструмента», «Ритм», «Интерскол», Makita (Япония), Metabo (Германия), Bosch (Германия), DeWALT (США) и другие предприятия.
Гайковерт статического действия состоит из двигателя и редуктора. Крутящий момент гайковерта определяется произведением момента вращения двигателя на передаточное число редуктора. Существенным недостатком таких гайковертов является передача реактивного момента на руки работающего, что ограничивает их применение до резьб диаметром 12 мм. Преимущество этих гайковертов — постоянство крутящего момента. Эти гайковерты чаще всего применяют в конвейерном способе монтажа, так как из-за большой массы они требуют специальной подвески.
Гайковерты ударно(вращательного дей( ствия наиболее распространены, поскольку отличаются значительно меньшей массой и не передают реактивный момент на руки работающего. Гайковерты ударного действия состоят из двигателя, редуктора и ударно-импульсного механизма (в некоторых типах редуктор отсутствует).
Ударно-импульсный механизм преобразует непрерывное вращение привода в серию периодически повторяющихся ударов. Импульсное приложение энергии к резьбовому соединению обеспечивает значительное повышение выходной мощности на шпинделе, что позволяет завинчивать гайки с резьбой диаметром 80 мм.
Недостатком таких гайковертов является зависимость момента затяжки от крутильной жесткости резьбовых и соединяемых деталей, времени затяжки.
Для ограничения момента затяжки резьбовых соединений в конструкции ударно-вращательных гайковертов применяют торсионы, муфты предельного момента или учитывают время работы ударного механизма.
Электрические гайковерты изготовляют II класса защиты (табл. 23) с двойной изоляцией (220 В, 50 Гц).
Большинство электрогайковертов выпускается с нереверсивными электродвигателями, позволяющими осуществлять только завертывание и затяжку гаек и болтов.
Таблица 23. Технические характеристики ручных электрических гайковертов
| Параметр | ИЭ-3114А | ИЭ-3115 | ИЭ-3118А | ИЭ-3120А | ГЭА-35 |
| Диаметр резьбы, мм | 16 | 12…30 | 16…42 | 10…20 | |
| Энергия удара, Дж | – | 25 | 63 | – | |
| Момент затяжки, Н ⋅ м | 125 | 700 | – | 350 | |
| Номинальная мощность, Вт | 340 | 420 | 365 | 580 | 120 |
| Габаритные размеры, мм:
длина |
370 | 470 | 370 | 475 | – |
| ширина | 70 | 79 | 80 | 135 | |
| высота | 237 | 130 | 210 | 325 | |
| Масса, кг | 3,6 | 5,1 | 5,2 | 9,5 | 2,3 |
Пневматические гайковерты по конструктивному исполнению подразделяют на прямые и угловые, по направлению вращения — на правое, левое и реверсивное. Все пневматические гайковерты изготовляются реверсивными и ударновращательного действия (табл. 24).
Резьбовые соединения диаметром более М48 рекомендуется собирать поэтапным методом, так как гайковерты, выпускаемые промышленностью под эти резьбы, имеют большую массу, неудобны в работе и практически мало способствуют сокращению трудоемкости работ.
Поэтапную сборку выполняют следующим образом: вначале гайковертами с соответствующими головками завинчивают резьбовые соединения до упора головки болта или гайки в деталь; окончательную затяжку резьбового соединения до проектной силы выполняют с помощью ключей типа УКМ, КМ или тарированными ключами.
Применение поэтапного способа позволяет сократить трудоемкость сборки в 1,5–2 раза, так как на втором этапе гайки завинчивают в зависимости от диаметра резьбового соединения на 20…60°.
При затяжке соединений с резьбой М20 и более для контролирования степени затяжки рекомендуется использовать торсионы — упругие термически обработанные стержни из специальной стали, которые помещают между наконечником шпинделя гайковерта и ключом, завинчивающим гайку или болт. В момент достижения резьбовым соединением заданной степени затяжки они поглощают действие ударно-импульсного механизма вследствие упругих колебаний, предотвращая перезатягивание болтов, а при использовании мощных гайковертов — разрыв болтов или повреждения резьбы. Торсионы имеют клеймо с указанием диаметра болта, для затяжки которого они предназначены.
Ручные шуруповерты выпускают с электрическим приводом; они служат для завертывания и отвертывания шурупов, винтов, болтов и гаек с диаметром резьбы до 6 мм (табл. 25). Шуруповерты с нереверсивными электродвигателями позволяют завертывать только шурупы, винты, болты и гайка.
Крепление рабочего инструмента на шпинделе обеспечивается шариковым замком. Для удобства работы при завинчивании шурупов и винтов отвертки снабжены ловителем.
На заданный крутящий момент шуруповерт тарируется силой поджатия пружины с помощью гайки.
Ручные шпильковерты служат для ввертывания резьбовых шпилек в различные детали и конструкции.
Техническая характеристика шпильковерта ИП-201
Диаметр резьбы, мм . . . . . . . . . . 12,14
Крутящий момент, Н ⋅ м 48
Частота вращения шпинделя, с–1:
при левом вращении 17
при правом вращении 8
Пневмодвигатель:
номинальная мощность, Вт 550
расход воздуха, м3/мин . . . . . . . 1,2
давление сжатого воздух, МПа . . . . 0,5
6. Ручные машины ударного и ударно(вращательного действия
Ручные отбойные молотки предназначены: для разрушения твердых пород, разрыхления твердого и промерзшего грунта, пробивки проемов и отверстий в кирпичных стенах, разборки бетонной кладки, пробивки борозд и ниш, разработки котлованов колодцев и траншей.
Таблица 24. Технические характеристики ручных пневматических гайковертов
| Марка | Набор головок
в комплекте с кейсом |
Аналог | Сила, Н ⋅ м | Резьба, мм | Масса, кг | Расход воздуха | Квадрат, мм |
| ИП-3114/BG14 | — | ИП-3112 | 150 | 10…14 | 2,4 | 16 л/с | 12,5 |
| ИП-3116/BQ16 | ИП-3127 | 196 | 12…16 | 3 | 18 л/с | ||
| ИП-3116/89002К | 8; 10; 12; 13; 14; 17; 19; 22;
24; 27 |
— | 312 | 6…18 | 2,6 | 16 л/с | |
| ИП-3116/89003К | 576 | 2,5 | |||||
| ИП-3116/89005К | 2,1 | ||||||
| ИП-3126 | S30 | 405 | max 20 | 3,4 | 0,77 м3/мин | 16 | |
| ИП-3127 | S24 | 160 | max 16 | 1,9 | 0,6 м3/мин | 13 | |
| ИП-3131 | S27 | 250 | max 18 | 2,1 | |||
| ИП-3120/В20 | — | ИП-3126 | 490 | 18…22 | 6,1 | 30 л/с | 20 |
| ИП-3125/89034К | 17; 19; 22; 24; 27; 30; 32; 36 | — | 678 | 10…24 | 4,3 | 16 л/с | |
| ИП-3130/ВЕ30 | — | 880 | 22…30 | 7,5 | 40 л/с | 25 | |
| ИП-3132/89500В | 36: 41 | ИП-3128 | 1700 | 42 | 10 | — | |
| ИП-3142/89700 | 1650…2200 | 14 | |||||
| ИП-3142/ВЕ42 | — | 2000 | 30…42 | 12 | 37 л/с | 30 | |
| ИП-3156/ВЕ56 | ИП-3115 | 5000 | 42…56 | 17 | 42 л/с | ||
| ИП-3172/ВЕ72 | — | 15 000 | 72 | 30 | 75 л/с | 45 | |
| ИП31100/ВЕ100 | 30 000 | 100 | Нет данных | 100 л/с | 63,5 |
Таблица 25. Технические характеристики ручных электрических шуруповертов
| Параметр | ИЭ-3604 АЭ | Ш-700 ЭР | ДША-14,4 | ДША-18 |
| Диаметр резьбы, мм | 6 | 10 | 13 | |
| Номинальная мощность, Вт | 270 | 701 | – | |
| Частота вращения, мин-1 | 0…1230 | 0…4000 | 0…1250 | 0….1300 |
| Напряжение, В | 220 | 14,4 | 18 | |
| Масса, кг | 1,85 | 1,95 | 2,1 | 2,4 |
Основными параметрами отбойных молотков являются энергия и частота ударов. По принципу преобразования энергии электрические молотки подразделяются на фугальные и компрессионно-вакуумные.
Фугальными называют электромагнитные молотки, в которых энергия питания передается на рабочий орган (боек) под воздействием переменного магнитного поля без использования промежуточного механизма.
Компрессионно-вакуумными называют молотки, в которых энергия питания передается на рабочий орган посредством бойка, пневматически связанного с последовательной работой пружины и воздушной подушки.
Пневматические молотки (табл. 26) проще по конструкции, но требуют наличия передвижного или стационарного источника воздуха.
Основной производитель пневматических молотков — Томский электромеханический завод им. В.В. Вахрушева.
Ручные клепальные молотки предназначены для установки заклепок и могут быть использованы для обрубочных работ. Клепальные молотки выпускают только пневматические (табл. 27).
Ручные перфораторы (табл. 28.) служат для бурения отверстий в кирпичной кладке, бетоне, известняке и грунтах средней твердости. Перфораторы производятся с электрическим приводом.
Основные производители электрических перфораторов — отечественные предприятия (табл. 28) «Интерскол»,
«Калибо», ФГУП «Ижевский механический завод», «Ритм», а также зарубежные компании Makita, Metabo, Bosch, DeWALT и др.