Средства измерений — основа точности в машиностроении, строительстве и других отраслях техники, где даже малейшее отклонение может привести к сбоям, браку или снижению ресурса изделия. Среди этих средств особое место занимают меры длины и угла, применяемые в монтажных и контрольных операциях. Их точность, долговечность и универсальность сделали их неотъемлемым инструментом технических специалистов.
Концевые меры длины, штриховые и штрихконцевые меры, угловые эталоны — все эти приборы выполняют не просто функцию измерения, но и задают стандарты точности, воспроизводя эталонные значения размеров. Понимание особенностей их конструкции, классов точности и области применения необходимо инженеру-монтажнику, метрологу и производственнику для обеспечения стабильности и соответствия технологических процессов нормативам.
История мер длины уходит корнями в глубокую древность. Еще в Древнем Египте использовались мерные линейки, изготовленные из дерева, а в Древнем Риме применяли бронзовые штанги — предшественники современных штриховых мер. Однако настоящий прорыв в точности произошел с развитием промышленной революции.
Первая точная система концевых мер была разработана в конце XIX века шведским инженером Карлом Юханом Юханссоном. Именно он изобрел набор прецизионных стальных брусков, которые можно было соединять между собой методом «притирки» — без зазоров. Эти меры длины стали известны как «блоки Йоханссона» и легли в основу современных концевых мер, применяемых до сих пор во всём мире.
В СССР развитие измерительной техники получило мощный импульс в послевоенные годы. Были разработаны государственные стандарты (ГОСТы), а ведущие заводы, такие как Кировский завод «Красный инструментальщик», начали выпуск высокоточных эталонных мер, ставших основой отечественной метрологической базы.
Различают угловые меры и меры длины. К мерам длины относятся концевые, штриховые и штрихконцевые меры.
Плоскопараллельные концевые меры длины изготовляют в виде брусков прямоугольного сечения с двумя параллельными измерительными поверхностями, обладающими свойством притираться к измерительным поверхностям других концевых мер или плоских вспомогательных пластин (рис. 2). Ведущий отечественный производитель — ЗАО «Кировский завод «Красный инструментальщик» (КРИН).
Концевые меры при монтаже применяют: для хранения и воспроизведения единицы длины; проверки и градуировки штриховых мер и измерительных приборов; установки прибора на ноль при измерении по методу сравнения с мерой; установке регулируемых калибров на размер, а также для особо точных измерительных, разметочных работ и наладки.
Каждая мера воспроизводит только один размер. Под размером меры длины понимается длина перпендикуляра, опущенного из середины одной из измерительных поверхностей меры на противоположную измерительную поверхность. Этот размер меры носит название рабочего размера.
Длина меры в данной точке определяется длиной перпендикуляра, опущенного из данной точки на противоположную измерительную поверхность.
Притираемость концевых мер — их свойство прочно сцепляться между собой или с плоскими кварцевыми и стеклянными пластинами при надвигании одной меры на другую или меры на пластину. Притираемость мер определяется силой сдвига (для класса 0 сила сдвига 40 Н).
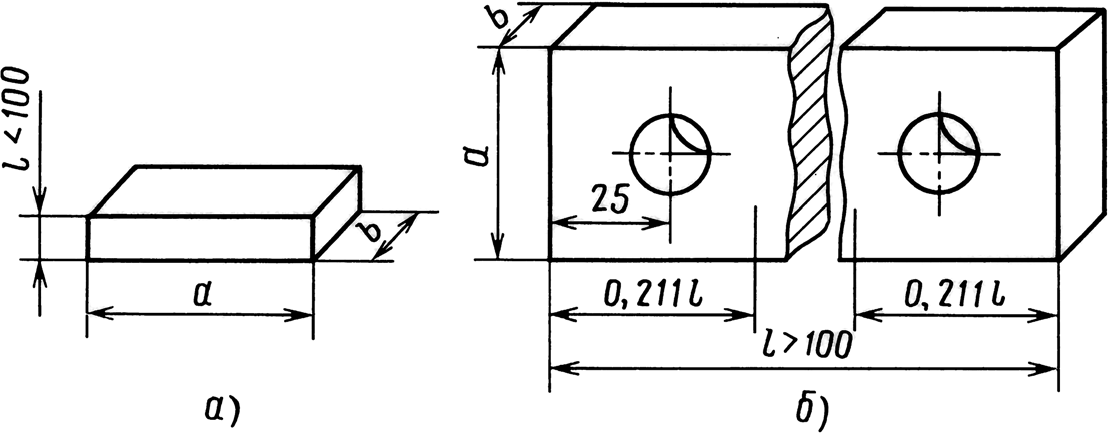
Рис. 2. Плоскопараллельные концевые меры длины: а — длиной l < 100 мм; б — длиной l > 100 мм
По точности изготовления плоскопараллельные концевые меры длины выпускают по классам. Классификация по классам точности проводится исходя из отклонений длины мер от номинального размера, отклонений от параллельности и качества притираемости рабочих поверхностей.
Размеры поперечного сечения а × b концевых мер по ГОСТ 9038–90 при номинальном значении длины l = 0,1…0,20; 0,20…0,29; 0,29…0,6; 0,6…10,1; 10,1…1000 мм соответственно составляют 15 × 5, 30 × 9, 20 × 9, 30 × 9, 35 × 9 мм. Допускаемые отклонения для концевых мер, выпускаемых по ГОСТ 9038–90, приведены в табл. 1.
На рабочих поверхностях концевых мер длиной более 100 мм на расстоянии 0,211 мм от концевых нанесены штрихи.
Таблица 1. Допускаемые отклонения (мкм) длины концевых мер от номинальной при температуре 20 С
| Номинальные значения длины концевых мер, мм | Класс точности | |||||
| 00 | 01 | 0 | 1 | 2 | 3 | |
| До 0,29 | — | — | — | 0,20 | 0,40 | 0,80 |
| Св. 0,29 до 0,9 | — | — | 0,12 | 0,20 | 0,40 | 0,80 |
| » 0,9 » 10 | 0,06 | 0,20 | 0,12 | 0,20 | 0,40 | 0,80 |
| » 10 » 25 | 0,07 | 0,30 | 0,14 | 0,30 | 0,60 | 1,20 |
| » 25 » 50 | 0,10 | 0,40 | 0,20 | 0,40 | 0,80 | 1,60 |
| » 50 » 75 | 0,12 | 0,50 | 0,25 | 0,50 | 1,00 | 2,00 |
| » 75 » 100 | 0,14 | 0,60 | 0,30 | 0,60 | 1,20 | 2,50 |
| » 100 » 150 | 0,20 | 0,80 | 0,40 | 0,80 | 1,60 | 3,00 |
| » 150 » 200 | 0,25 | 1,00 | 0,50 | 1,00 | 2,00 | 4,00 |
| 250 | 0,30 | 1,20 | 0,60 | 1,20 | 2,40 | 5,00 |
| 300 | 0,35 | 1,40 | 0,70 | 1,40 | 2,80 | 6,00 |
| 400 | 0,45 | 1,80 | 0,90 | 3,80 | 3,60 | 7,00 |
| 500 | 0,50 | 2,00 | 1,00 | 2,00 | 4,00 | 8,00 |
| 600 | 0,60 | 2,50 | 1,30 | 2,50 | 5,00 | 10,0 |
| 700 | 0,70 | 3,00 | 1,50 | 3,00 | 6,00 | 11,0 |
| 800 | 0,80 | 3,20 | 1,60 | 3,20 | 6,50 | 13,0 |
| 900 | 0,90 | 3,60 | 1,80 | 3,60 | 7,00 | 14,0 |
| 1000 | 1,00 | 4,00 | 2,00 | 4,00 | 8,00 | 16,0 |
Примечания.
1. Концевые меры изготовляют следующих классов точности: 0; 1; 2; 3 — из стали; 0; 1; 2 и 3 — из твердого сплава.
2. Концевые меры из стали классов точности 00 и 01 и из твердого сплава класса точности 00 выпускают по согласованию между потребителем и изготовителем.
Концевые меры в случае использования их в качестве образцовых кроме классов точности имеют пять разрядов (1, 2, 3, 4, 5). Разряд концевых мер определяется точностью их аттестации по МИ 1604, т.е. погрешностью действительного значения длины мер.
При учете в процессе измерения класса точности мер их размер принимается равным номинальному. При учете мер по разряду принимаются их действительные размеры, записанные в аттестате, что повышает точность измерения, но усложняет подсчеты.
Меры комплектуются в наборы. В зависимости от вида работ используется различное число мер, что и определяет выбор набора. Примеры наборов и комплекта наборов приведены в табл. 2.
С помощью концевых мер можно составлять блоки мер различной длины, для чего несколько мер притирают друг к другу. Допускается применять блоки из двух, трех, но не более четырех мер. Блок притертых мер не рассыпается, так как их поверхности сцепляются между собой. Силы сцепления двух мер достигают большой величины, и разъединить их можно, только сдвигая одну меру по другой.
Для расширения области применения концевые меры часто используют со специальными принадлежностями: боковиками, державками, основанием, лекальной линейкой. Принадлежности предназначены для закрепления концевых мер, набранных в блоки, и поставляются в специальных футлярах наборами: измерительный малый (две державки для крепления концевых мер и блоков длиной 0…80 и 60…160 мм и три пары радиусных боковиков высотой 2,5 и 10 мм), измерительный полный (дополнительно включены: державка для блоков 160…320 мм, два радиусных боковика высотой 15 мм, два плоскопараллельных боковика и трехгранная линейка длиной 200 мм), разметочный (основание, центровой и чертильный боковики), специальный (для мер с отверстиями и состоящий из пяти стяжек и двух сухарей).
Наборы принадлежностей (рис. 3) к плоскопараллельным концевым мерам выпускают по ГОСТ 4119–76 со следующими принадлежностями: державками № 1 и 2, основанием со вкладышем, стяжками, отвертками с нормированной силой, зажимными сухарями, боковиками и трехгранной линейкой.
Таблица 2. Специальные наборы плоскопараллельных мер длины
| Номинальные значения длины концевых мер, мм | Классы точности наборов | Разряды наборов | |
| из стали | из твердого сплава | ||
| Набор № 20 (23 меры)
0,12; 0,14; 0,17; 0,2; 0,23; 0,26; 0,29; 0,34; 0,4; 0,43; 0,46; 0,57; 0,7; 0,9; 1,0; 1,16; 1,3; 1,44; 1,6; 1,7; 1,9; 2; 3,5 |
1 и 2 | – | 1; 2; 3; 4 |
| Набор № 21 (20 мер)
5,12; 10,24; 15,36; 21,5; 25; 30,12; 35,24; 40,36; 46,5; 50; 55,12; 60,24; 65,36; 71,5; 75; 80,12; 85,24; 90,36; 96,5; 100 |
1 и 2 | ||
Номер набора . . . . . . . . . . . . 3; 10; 11; 16; 17; 20; 21
Разряд. . . . . . . . . . . . . . . . 1; 2; 3; 4
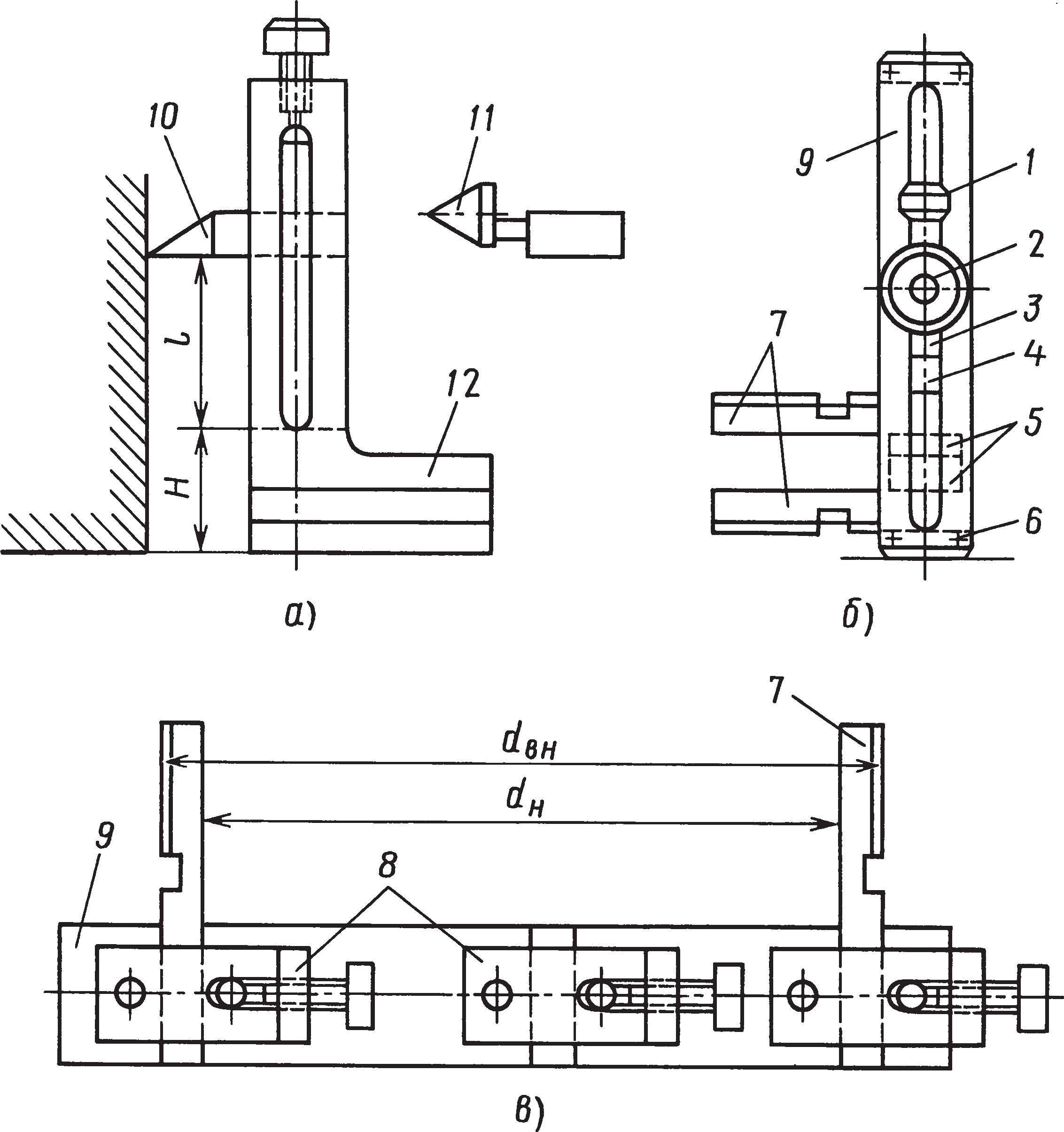
Рис. 3. Принадлежности к плоскопараллельным концевым мерам: а — комплект для разметочных работ; б — державка для мер длиной l < 100 мм; в — державка для мер длиной l > 100 мм
Притертый блок 5 концевых мер с боковиками 7 вставляется в державку 9. Между блоком 5 и планкой 3 устанавливают стабилизатор 4. Зажимный узел гайкой 2 подводят к боковикам 7 и фиксируют его, затем зажимают винтом 1. При этом в нижний боковик 7 должен упираться вкладыш 6 державки 9, а сила зажима должна составлять не менее 350 Н.
В комплект принадлежностей для разметочных работ входит основание 12, на котором крепятся державка 9 и чертильные боковики 10 и 11. Для крепления блоков, включающих в себя концевые меры размером более 100 мм, при проверке и
разметке размеров 320…1500 мм применяют наборы принадлежностей со специальной державкой 9 мод. 168, в которые входят специальные стяжки и зажимные сухари 8.
Для создания образцов просвета с применением блоков используют стеклянные пластины (табл. 3).
Угловые призматические меры (рис. 4) изготовляют по ГОСТ 2875–88 для поверки и настройки угломерных приборов, а также для непосредственного контроля углов точно изготовленных изделий. Угловые меры так же, как и плоскопараллельные концевые, можно собирать в блоки, поэтому их поставляют наборами (число мер в наборе): 1 (93); 2 (33); 3 (8); 4 (8); 5 (24).
Таблица 3. Технические характеристики плоских опорных стеклянных пластин
| Тип | Габаритные
размеры, мм |
Допускаемые отклонения
от плоскостности, мкм, не более |
Шероховатость
поверхностей, мкм |
Масса, кг | |||||
| Высота | Диаметр | всей рабочей
поверхности |
местных рабочих
поверхностей |
Rz
торцовых |
Ra
боковых |
||||
| для пластин класса точности | |||||||||
| 1 | 2 | 1 | 2 | ||||||
| ПИ60 | 20±2 | 60±2 | 0,03 | 0,09 | 0,15 | 0,03 | 0,05 | 2,5 | 0,143 |
| ПИ80 | 25±2 | 80±2 | 0,253 | ||||||
| ПИ100 | 25±2 | 100±2 | 0,06 | 0,12 | 0,395 | ||||
| ПИ120 | 30±2 | 120±2 | 0,569 | ||||||
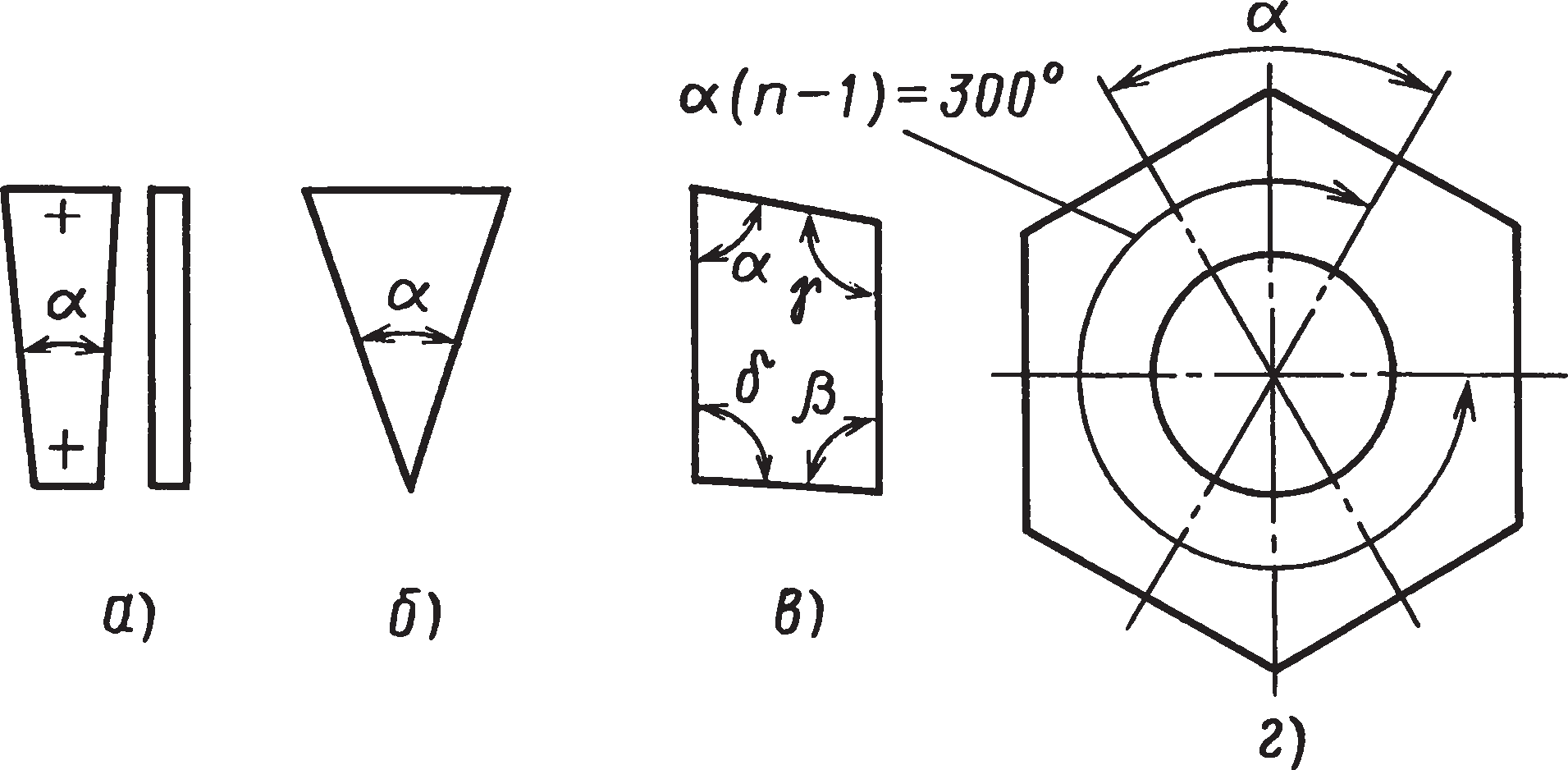
Рис. 4. Угловые призматические меры: а — тип 1, с одним рабочим углом α со срезанной вершиной; б — тип 2, с одним рабочим углом α остроугольные; в — тип 3, с четырьмя рабочими углами α, β, γ, δ; г — тип 4, многогранные с равномерным угловым шагом
Штриховые меры. К измерительным средствам этого типа относят брусковые одно0 и многозначные штриховые меры, а также получившие более широкое распространение при монтаже измерительные линейки, рулетки, мерные ленты, металлические и деревянные складные метры.
Основными производителями указанных средств измерений являются отечественные предприятия ООО «Инструментальная компания «Энкор» (г. Воронеж), ЗАО «Эталон» (г. Москва), ОАО «Ставропольский инструментальный завод» (СтИЗ) и др.
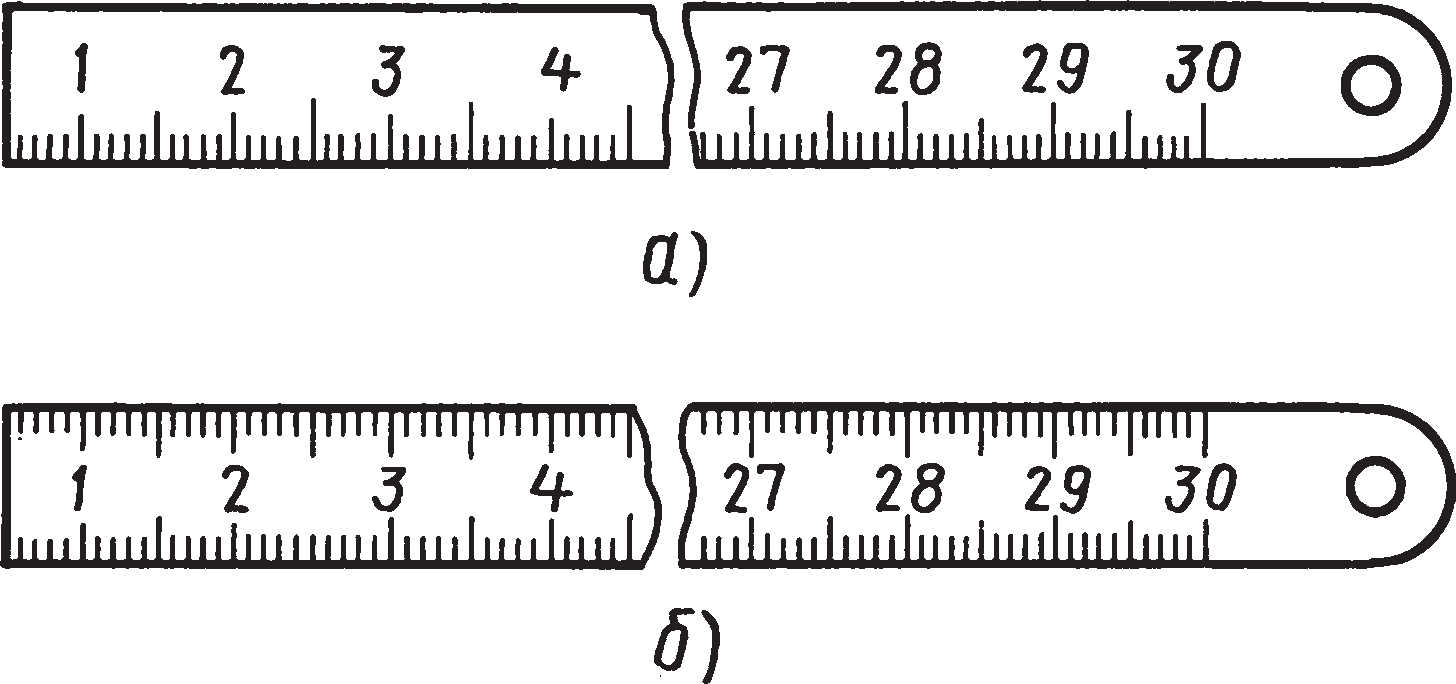
Штриховые брусковые меры длины по ГОСТ 12069–90 изготовляют четырех типов двух исполнений (одно0 и многозначные, рис. 5). Однозначные имеют два штриха, нанесенных по концам меры; многозначные — ряд штрихов, нанесенных через определенные интервалы (дециметровые, сантиметровые и миллиметровые) по всей длине меры или на отдельных ее участках.
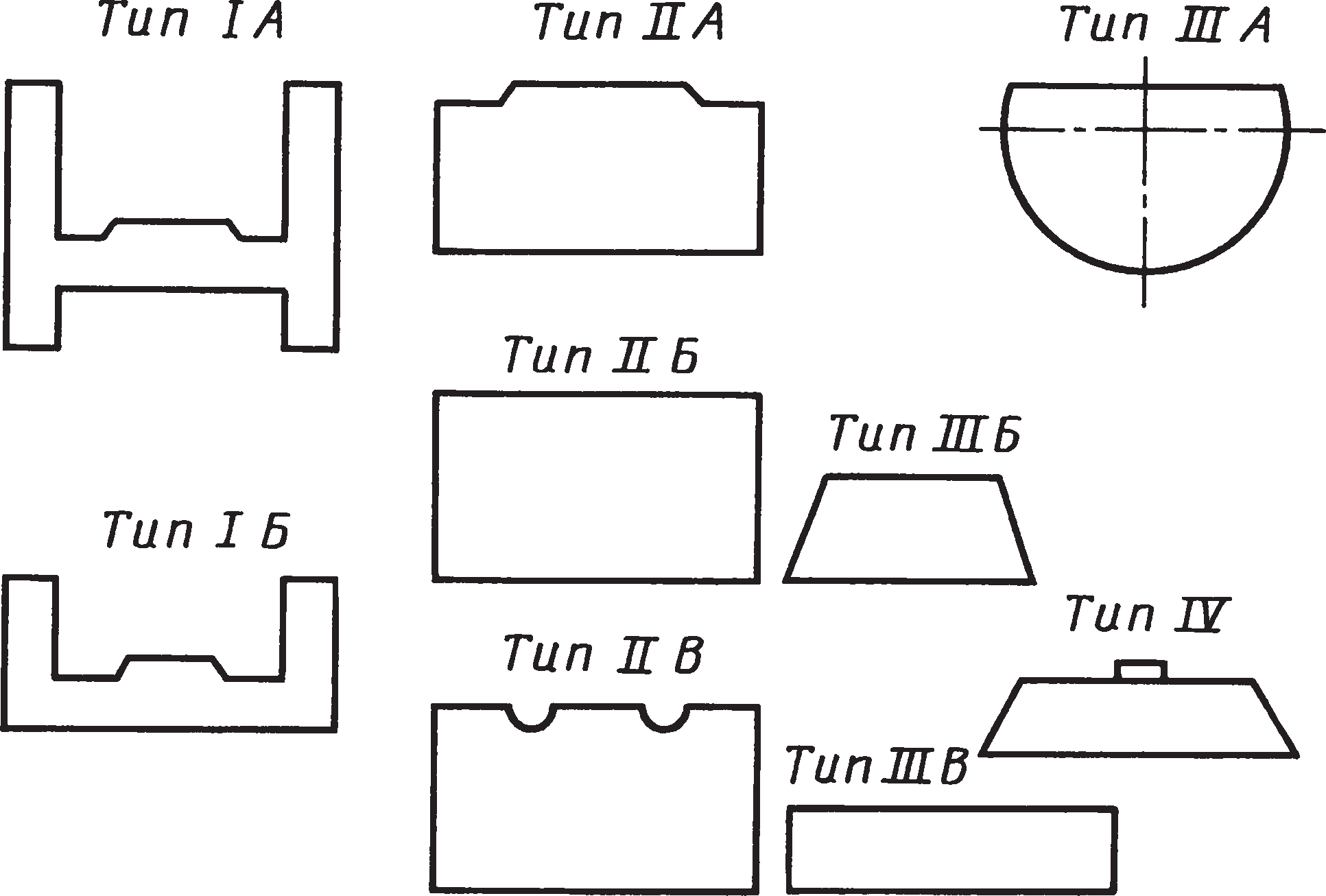
Рис. 5. Брусковые штриховые меры длины
Штриховые меры предназначены для непосредственного измерения линейных размеров, а также для использования в качестве шкал приборов образцовых мер. Штриховые меры длины изготовляют различной длины (60…2000 м) из инвара, стали и оптического стекла. Точность брусковых мер характеризуется допускаемыми отклонениями их номинальной длины (расстояний между центрами штрихов) и регламентирована для шести классов точности, приведенных ниже, в зависимости от длины L.
| Класс точности штриховых мер | 0 | 1 | 2 | 3 | 4 | 5 |
| Допускаемые отклонения длины мер, мкм, не более | 0,5+0,5L | 1+1L | 2+2L | 5+5L | 10+15L | 20+30L |
При предварительных грубых измерениях на монтаже широкое распространение получили складные металлические и деревянные метры (табл. 4), а при выполнении слесарных работ и разметке — измерительные металлические линейки (табл. 5).
Рулетки — предназначены для контроля заготовок больших размеров с невысокой точностью. В процессе монтажа их применяют для измерения заготовок металлопроката и труб, размеров фундаментов и несущих строительных конструкций при их приемке, для контроля расположения осей фундаментов, фундаментных болтов, элементов оборудования при его установке в проектное положение.
Металлические рулетки второго и третьего классов точности изготовляют по ГОСТ 7502–98 со шкалами номинальной длины 1; 2; 3; 5; 10; 20; 30; 50; 100 м, шириной ленты 7…25 и толщиной 0,12…0,3 мм. Срок службы рулеток, изготовленных из коррозионно0стойкой стали, установлен не менее двух лет, а для рулеток из углеродистой стали — один год.
Варианты исполнения рулеток и их условные обозначения приведены в табл. 6, а допускаемые отклонения действительной длины рулеток с плоскими лентами — в табл. 7.
Таблица 4. Технические характеристики складных метров
| Параметр | Складные метры | |
| металлические | деревянные | |
| Шкала: | ||
| длина, мм | 1000 | |
| допускаемые отклонения, мм: | ||
| дециметровая | ±0,5 | ±0,8 |
| сантиметровая | ±0,3 | ±0,5 |
| миллиметровая | ±0,2 | ±0,2 |
| от любого штриха до конца метра | ±1,0 | ±1,5 |
| Габаритные размеры пластин, мм | ||
| ширина | 10…12 | 16 |
| толщина | 0,4…0,6 | 2,5 |
| длина | 150…250 | 208 ± 1,0 |
| Масса, кг, не более | 0,6 | 0,5 |
Для повышения точности измерений рулетки компарируют, т.е. с более высокой точностью, чем нанесены штрихи, определяют длину отдельных интервалов, а с помощью специальных динамометров контролируют натяжение ленты.
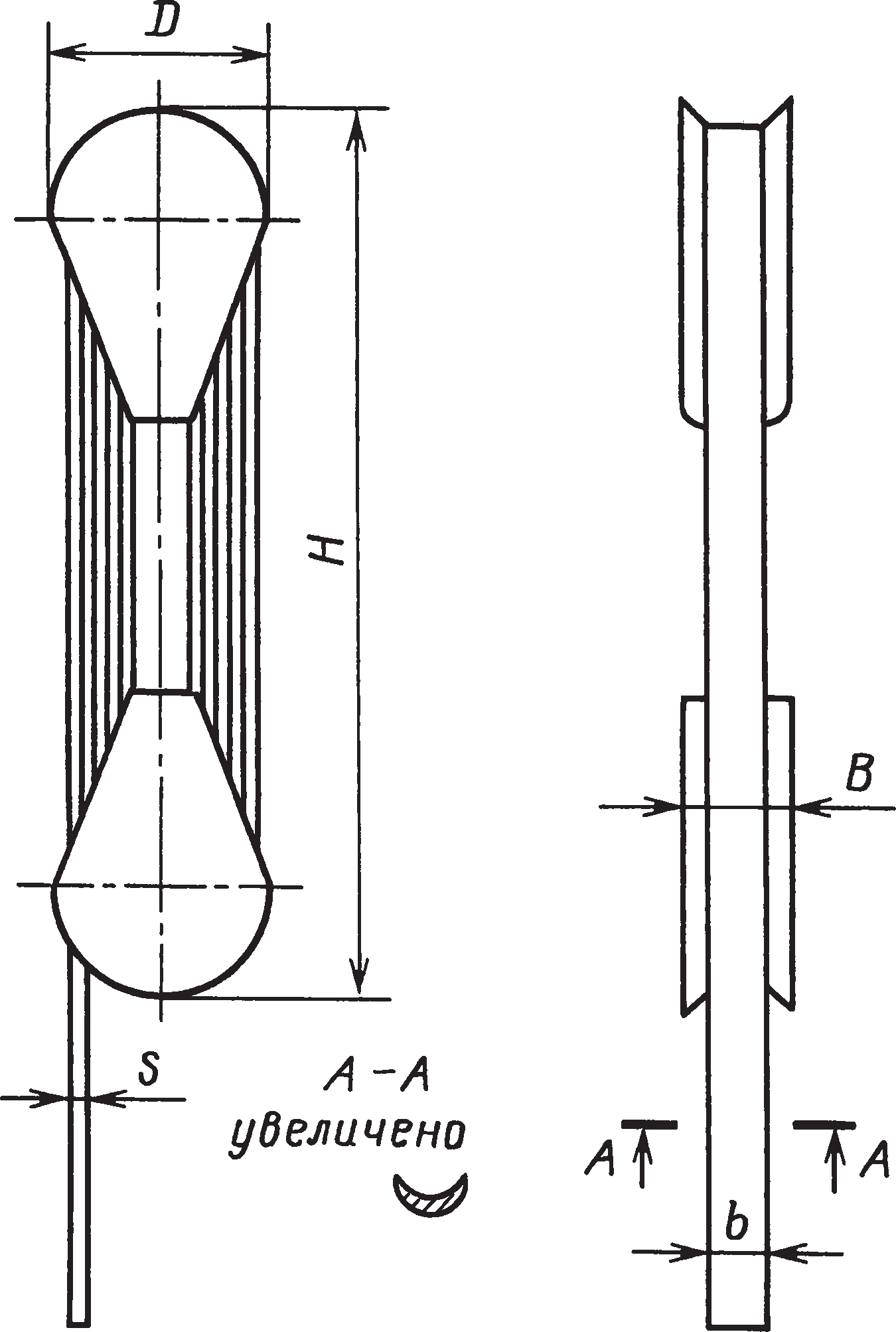
К штрихконцевым мерам длины относят мерные проволоки, которые используют для измерений больших расстояний во время приемки строительной части промышленных объектов перед началом монтажа и геодезической основы, проверки точности разметки монтажных осей и конструкций.
Инварные и стальные мерные проволоки имеют длину 24 м и более и шкалы длиной 80…100 мм по концам. Проволоку натягивают посредством грузов и блочных станков. Подвеску грузов осуществляют с одной или двух сторон. Средняя квадратическая погрешность измерений с использованием мерных проволок на длине 24 м составляет 40 мкм. Для повышения точности отсчета применяют телескопические лупы ЛПШ0474, монокулярные лупы ЛМ, а также бинокулярный микроскоп типа БМ2.
Для измерений с помощью мерных проволок промышленность выпускает базисный прибор БП-2М, в комплект которого входят четыре проволоки длиной по 24 м с гладкой полированной поверхностью и инварная рулетка. К концам проволок прикреплены инварные шкалы с миллиметровыми делениями. Прибор укомплектован блоками, грузами, блочными станками и двумя лотоаппаратами, служащими для вынесения точек начала и конца базиса в плоскость измерения.
С применением мерных проволок для измерений длин и расстояний созданы специальные приборы.
Таблица 5. Технические характеристики линеек и рулеток
| Эскиз | Параметр и значение | ||||
|
Измерительные металлические линейки |
|||||
 |
Шкала:
длина, мм |
||||
| 150 | 300 | 500 | 1000 | ||
| допускаемые отклонения, мм | 0,1 | 0,15 | 0,2 | ||
| цена деления, мм | 1 | ||||
| число | Одна или две | Одна | |||
| Масса линейки, кг | 0,015 | 0,03 | 0,05 | 0,3 | |
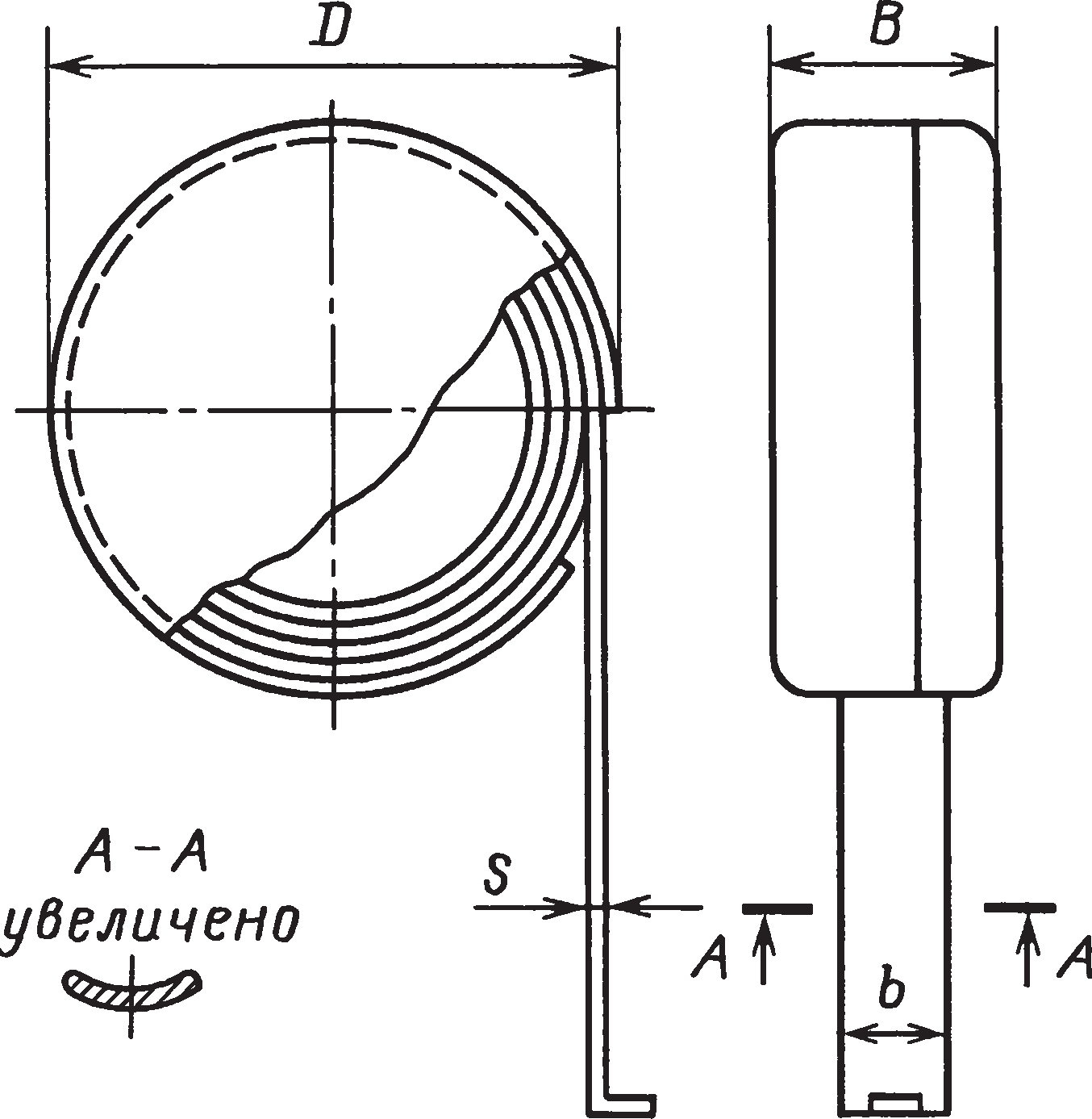
| Рулетка в закрытом корпусе с выпуклой измерительной лентой (желобчатые) | |||||
 |
Шкала:
длина, м |
||||
| 1 | 2 | ||||
| цена деления, мм:
на первом дециметре |
1 | ||||
| на остальной части шкалы | 1 | ||||
| Размеры рулетки, мм:
диаметр D |
|||||
| 45 | 60 | ||||
| толщина В | 20 | ||||
| Размеры ленты, мм:
ширина b |
(14…16) ± 0,3 | ||||
| толщина s | (0,14…0,20) ± 10 % | ||||
| Класс точности | 3 | ||||
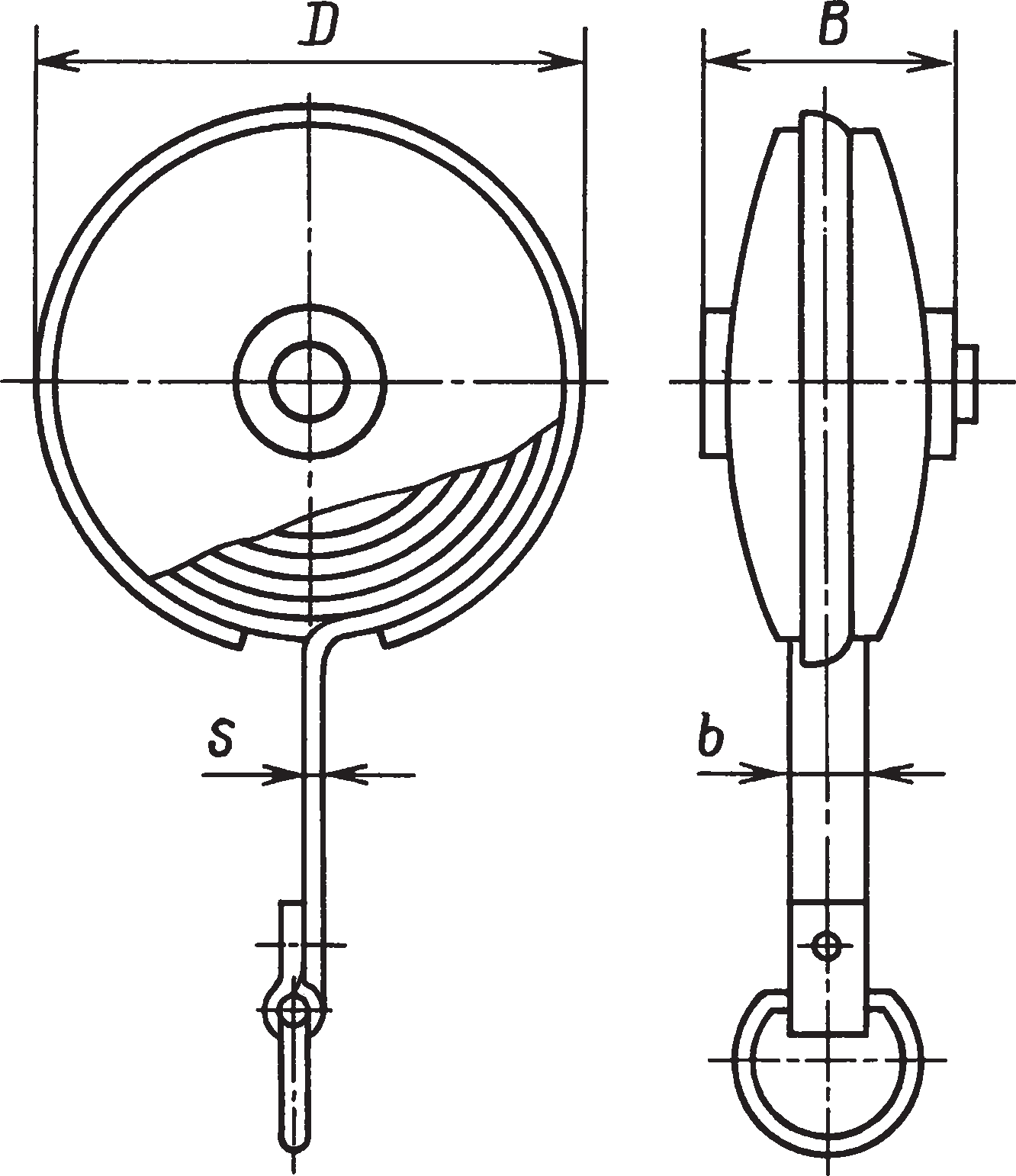
| Самосвертывающаяся рулетка в закрытом корпусе | |||||
 |
Шкала:
длина, м |
||||
| 1 | 2 | ||||
| цена деления, мм:
на первом дециметре |
1 | ||||
| на остальные части | 1 | ||||
| Размеры рулетки, мм:
диаметр D |
|||||
| 45 | 60 | ||||
| ширина В | 16 | 20 | |||
| Размеры ленты, мм
ширина b |
(7…10) ± 3 | ||||
| толщина s | (0,14…0,20) ± 10 % | ||||
| Класс точности | 3 | ||||
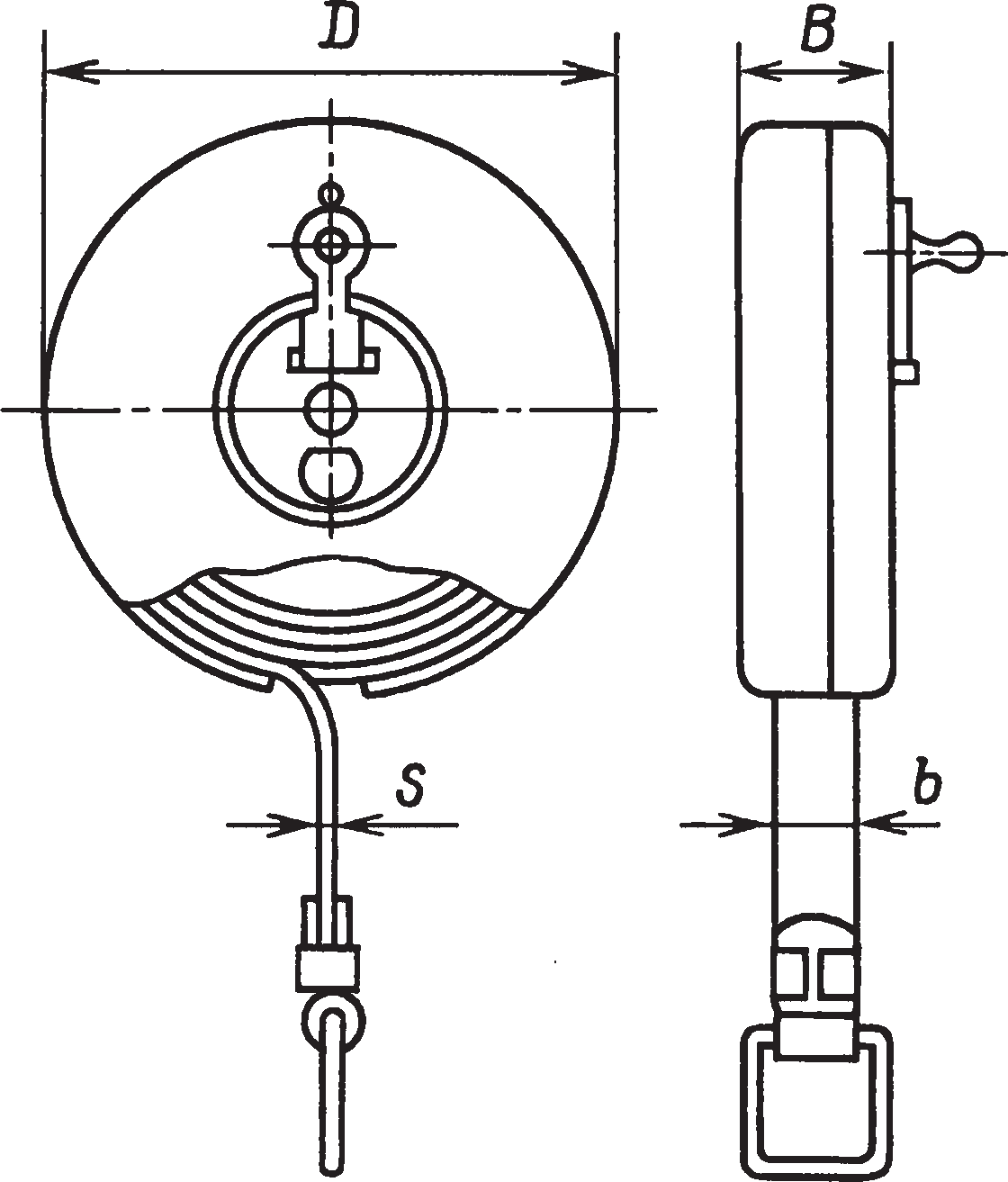
| Рулетка в закрытом корпусе с плоской измерительной лентой | |||||
 |
Шкала:
длина, м |
||||
| 2 | 5 | 10 | 20 | ||
| цена деления, мм:
на первом дециметре |
1 | ||||
| на остальной части | 1 или 10 | ||||
| Размеры рулетки, мм:
диаметр D |
|||||
| 60 | 65 | 75 | 100 | ||
| толщина В | 18 | 18 | 20 | 20 | |
| Размеры ленты, мм:
ширина, b |
(10…12) ± 0,3 | ||||
| толщина s | (0,16…0,22) ± 10 % | ||||
| Класс точности | 2 или 3 | ||||
| Рулетка в открытом корпусе на крестовине | |||||
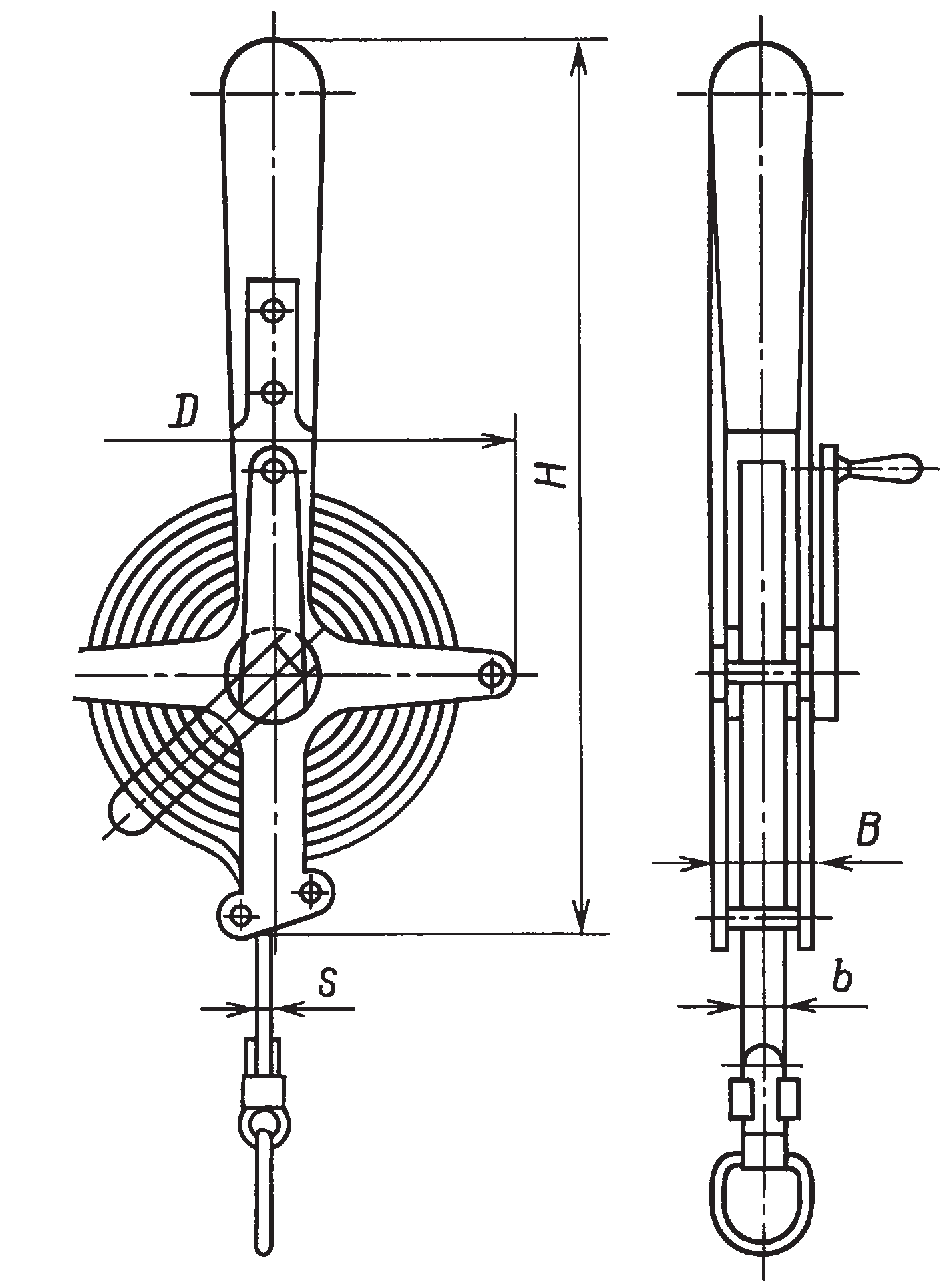 |
Шкала:
длина, м |
||||
| 50 | 75 | 100 | |||
| цена деления, мм:
на первом дециметре |
1 | ||||
| на остальной части | 1 или 10 | ||||
| Размеры рулетки, мм:
диаметр D |
|||||
| 175 | 210 | 240 | |||
| ширина В | 25 | ||||
| высота Н | 300 | 330 | 350 | ||
| Размеры ленты, мм:
ширина b |
(10…12) ± 0,3 | ||||
| толщина s | (0,20…0,26) ± 10 % | ||||
| Класс точности | 2 или 3 | ||||
| Рулетка в открытом корпусе на вилке | |||||
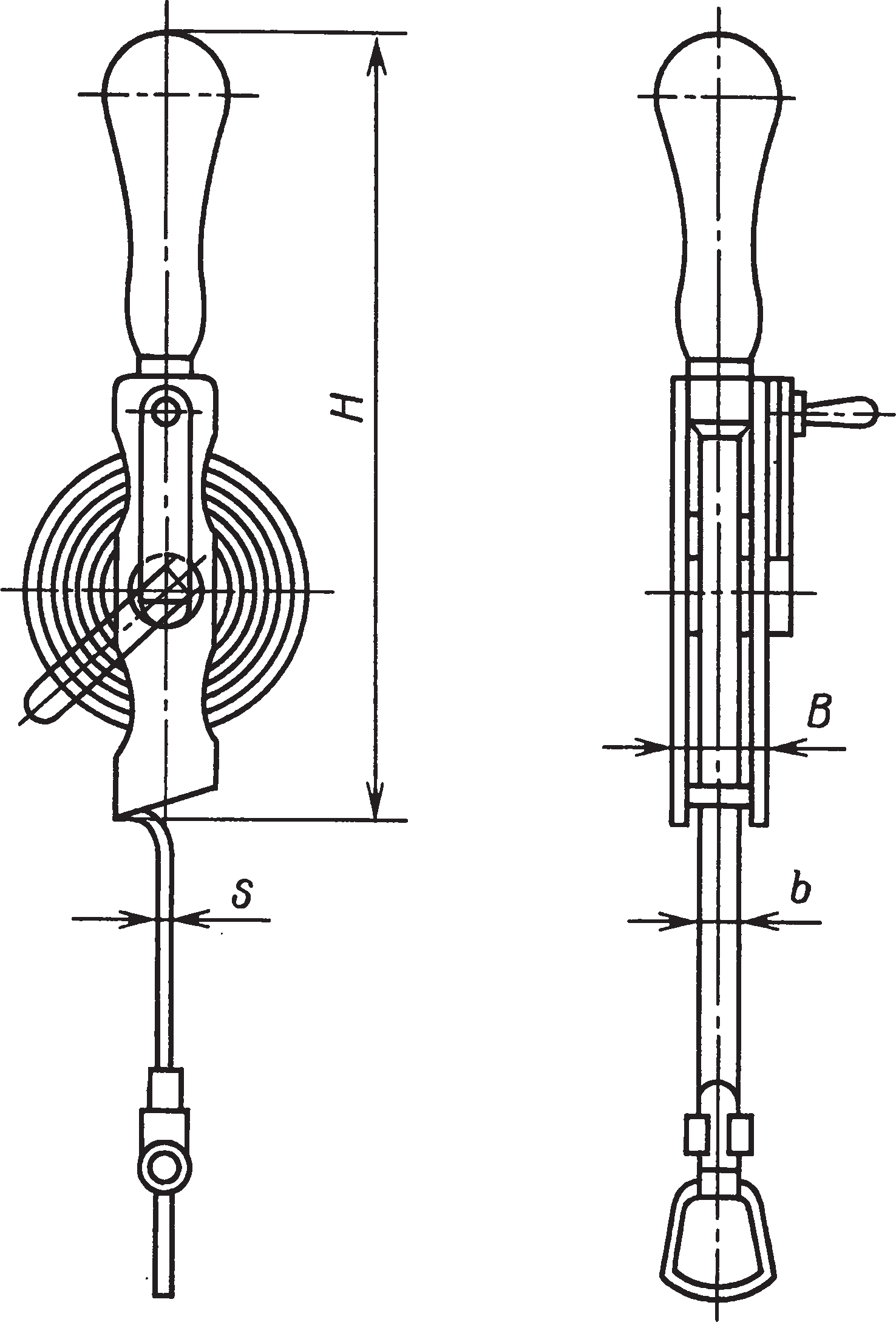 |
Шкала:
длина, м |
||||
| 20 | 30 | 50 | |||
| цена деления, мм:
на первом дециметре |
1 | ||||
| на остальной части | 1 или 10 | ||||
| Размеры рулетки, мм:
ширина В |
25 | ||||
| высота Н | 260 | 280 | 300 | ||
| Размеры ленты, мм:
ширина b |
(10…12) ± 0,3 | ||||
| толщина s | (0,20…0,26) ± 10 % | ||||
| Класс точности | 2 или 3 | ||||
| Рулетка в открытом корпусе с грузом | |||||
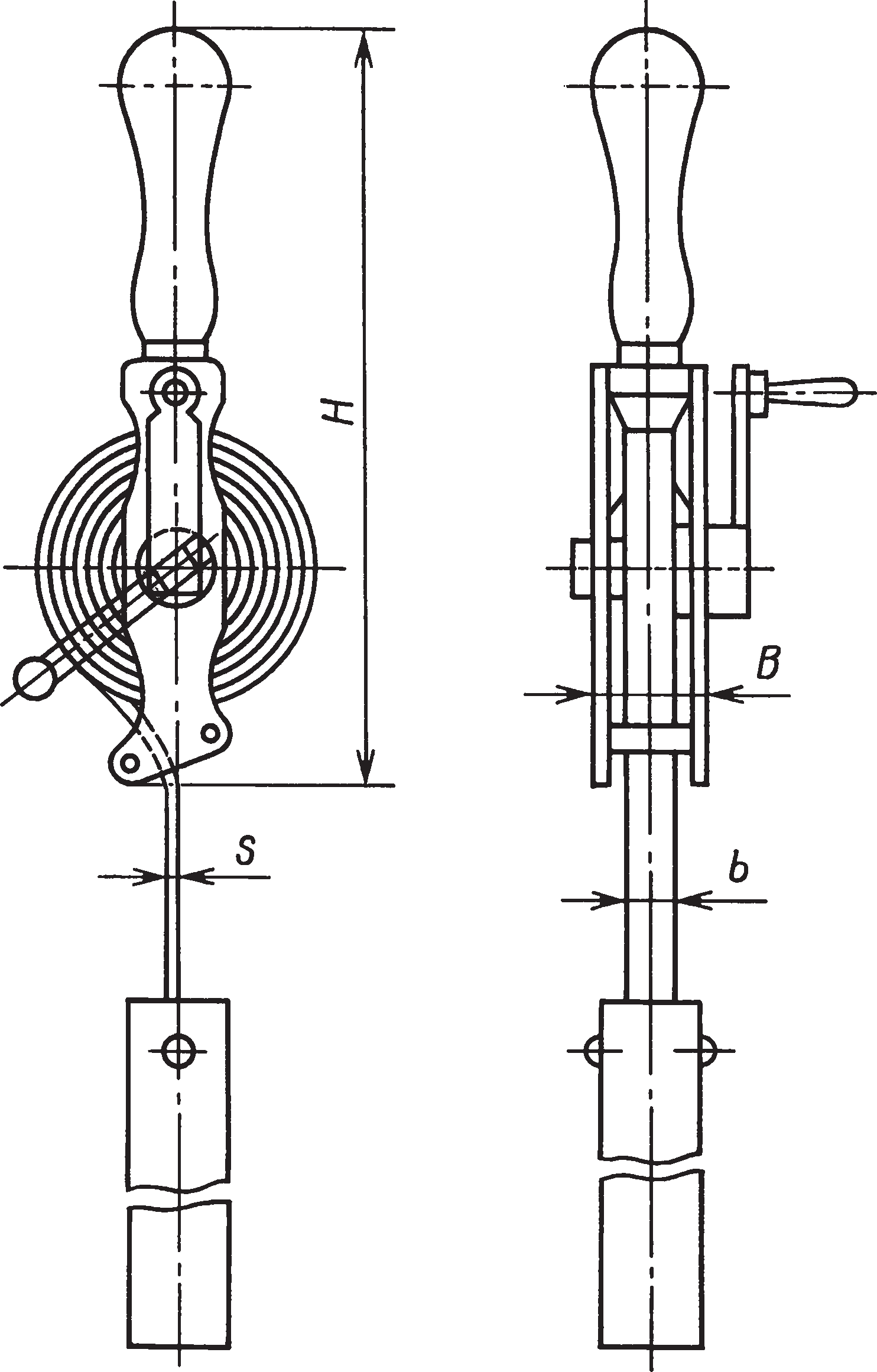 |
Шкала:
длина, м |
||||
| 10 | 20 | 30 | 50 | ||
| цена деления, мм:
на первом дециметре |
1 | ||||
| на остальной части | 1 | ||||
| Размеры рулетки, мм:
высота Н |
|||||
| 225 | 260 | 280 | 300 | ||
| ширина В | 25 | ||||
| Размеры ленты, мм:
ширина b |
(10…12) ± 0,3 | ||||
| толщина s | (0,20…0,26) ± 10 % | ||||
| Класс точности | 3 | ||||
| Масса груза, кг | 2,0 ± 0,2 | ||||
| Горная желобчатая рулетка | |||||
 |
Шкала:
длина, м |
||||
| 20 | 30 | 40 | |||
| цена деления, мм | 100 | ||||
| Размеры рулетки, мм:
диаметр D |
80 | ||||
| ширина В | 500 | ||||
| высота Н | 300 | ||||
| Размеры ленты, мм:
ширина b |
20 ± 0,3 | ||||
| толщина s | (0,25…0,30) ± 10 % | ||||
| Класс точности | 3 | ||||
Таблица 6. Варианты исполнения металлических рулеток и их условное обозначение
| Параметр | Вариант исполнения | Обозначение
варианта исполнения |
Порядок
расположения индекса в условном обозначении рулетки |
| Тип рулетки | В открытом корпусе | О | 1 |
| В закрытом корпусе | З | ||
| Профиль поперечного сечения ленты | Плоский | П | 2 |
| Выпуклый (желобчатый) | В | ||
| Тип вытяжного конца ленты | С кольцом | К | 3 |
| С держателем | Д | ||
| С грузом | Г | ||
| С прямоугольным торцом | С | ||
| Класс точности нанесения шкалы | 2 | 4 | |
| 3 | |||
| Длина ленты, м | 1 | 5 | |
| 2 | |||
| 3 | |||
| 5 | |||
| 10 | |||
| 20 | |||
| 30 | |||
| 50 | |||
| 75 | |||
| 100 | |||
| Положение начала шкалы относительно измерительной ленты | Удалено от торца | А | 6 |
| Совпадает с торцом | Б | ||
| Материал ленты | Коррозионностойкая сталь | Н | 7 |
| Углеродистая сталь с защитным покрытием | У | ||
| Штрихи шкал | Травление | Т | 8 |
| Печатные | П | ||
| Интервал шкал | Миллиметровые | 1 | 9 |
| Сантиметровые | 10 | ||
Таблица 7. Допускаемые отклонения ( , мм) действительной длины рулеток с плоскими лентами
| Шкала | Класс | точности | |
| 2 | 3 | ||
| Шкала: | |||
| миллиметровая | 0,15 | 0,20 | |
| сантиметровая | 0,20 | 0,30 | |
| дециметровая и метровая | 0,30 | 0,40 | |
| Отрезок длиной более 1 м | 0,30 + 0,15 (n – 1) | 0,40 + 0,20 (n – 1) | |
| При длине рулетки, м: | |||
| 1 | 0,30 | 0,4 | |
| 2 | 0,45 | 0,6 | |
| 3 | 0,60 | 0,8 | |
| 5 | 0,90 | 2,0 | |
| 10 | 1,65 | 2,2 | |
| 20 | 3,15 | 4,2 | |
| 30 | 4,65 | 6,2 | |
| 50 | 7,65 | 10,2 | |
| 75 | 11,4 | 15,2 | |
| 100 | 15,15 | 20,2 | |
Примечания. 1. n — число полных и неполных метров в отрезке.
2. Допускаемые отклонения даны для рулеток, натянутых на горизонтальном столе при температуре (20 ± 0,5) °С и натяжении лент: 9,8 Н — для рулеток длиной 1, 2, 3и5 м; 49Н— для рулеток длиной 10 и 20 м; 98 Н — для рулеток длиной 30 м и более.
Длиномер АД1М имеет следующую техническую характеристику:
Оптимальные пределы измерений расстояний, м. . . . . . 50…500
Предельная относительная погрешность измерения при натяжении проволоки:
гирей . . . . . . . . . . . 1 : 10 000
динамометром. . . . . . . 1 : 5 000
Диаметр проволоки, мм . . . 0,8
Вместимость бобины, м . . . 500
Масса комплекта, кг. . . . . 28
Дистанционный проволочный длиномер ДПД-2 применяют для измерения крупногабаритных деталей и расстояний до 30 м. Измерения проводят путем сравнения расстояния между контрольными штрихами (рисками) на измеряемых деталях с длиной штриховой меры (инварной проволоки или ленты). При этом две зрительные трубы, например нивелира, последовательно наводят на штрихи шкалы и контрольные риски. Проволоку или ленту натягивают грузами.
Интересные факты:
- Притирка концевых мер — уникальное физическое явление. При точной шлифовке и полировке их рабочих поверхностей до уровня молекулярной гладкости, между ними возникает сила сцепления, достаточная, чтобы временно скреплять их без клея или магнитов. Вакуумный эффект и межмолекулярные силы создают столь плотный контакт, что разъединить их можно только сдвигом.
- Концевые меры класса точности 00 имеют допуски всего десятки нанометров, что сравнимо с размером вируса.
- Инвар, материал, из которого изготавливаются высокоточные линейки и проволоки, практически не расширяется при нагревании, что делает его идеальным для измерений в нестабильных температурных условиях. Его коэффициент теплового расширения в 10 раз меньше, чем у обычной стали.
- Многие наборы концевых мер содержат 23 или 83 элемента, что позволяет составить с высокой точностью любой размер с шагом 0,01 мм от 1 до 100 мм.
- В прецизионной механике используют специальные стеклянные опорные пластины, на которые устанавливаются меры длины. Они имеют шероховатость до 0,03 мкм, что позволяет использовать их как эталоны плоскости.
Заключение
Современное производство невозможно представить без точных средств измерений. Концевые, штриховые и угловые меры не просто являются инструментами контроля — они воплощают собой достижения метрологической науки, инженерной мысли и технологического совершенства. Их применение обеспечивает высокую точность сборки, надёжность техники и соответствие международным стандартам.
Понимание принципов работы мер, умение их правильно применять и обслуживать — это не только признак высокой квалификации специалиста, но и залог качества конечного продукта. Измерения начинаются с меры — и только точная мера делает технику точной.
Регулярно публикую материалы о передовых методах обработки и сварки материалов, а также освещаю новинки в сфере производства,материаловедения, строительства и др.