Разработан новый способ холодного железнения периодическим током с независимым регулированием амплитуд прямого (катодного) и обратного (анодного) импульсов, которое позволяет в несколько раз повысить производительность процесса и улучшить свойства покрытий . Сущность способа заключается в следующем. Питание ванны периодическим током осуществляется от понижающего трансформатора ТР (рис. 26).
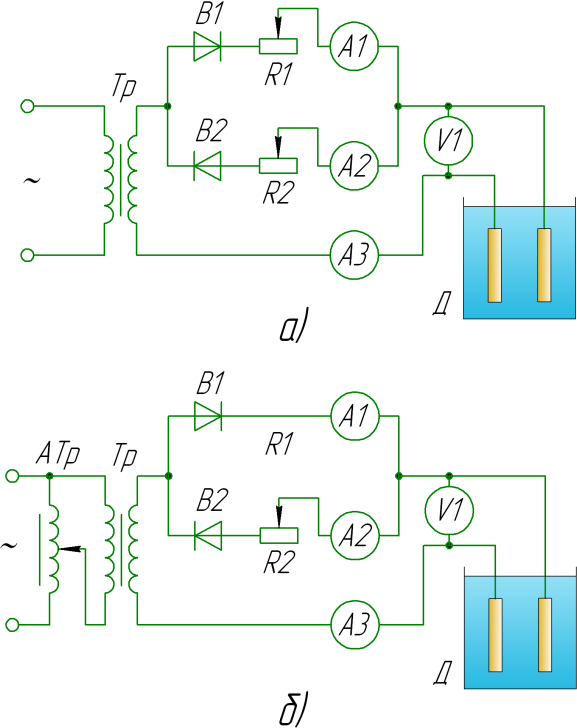
Рис. 26. Принципиальная схема электролиза периодическим током с независимым регулированием амплитуд прямого и обратного импульсов: регулирование прямого и обратного импульсов тока реостатами (а) и регулирование прямого импульса тока автотрансформатором (б); Тр – понижающий трансформатор; АТр – автотрансформатор; B1 и В2 – полупроводниковые диоды; R1 и R2 – регулировочные реостаты; A1 и A2 – магнитоэлектрические амперметры; А3 и V1 – электромагнитные соответственно амперметр и вольтметр; Д – ванна
Встречно-параллельное включение вентилей B1 и В2 позволяет с помощью реостатов R1 и R2 разделить и независимо друг от друга регулировать прямой (отрицательный) и обратный (положительный) импульсы переменного тока, задавая им различные амплитуды Ikm Iаm (рис. 27). Осаждение металла происходит в период прохождения прямого импульса. В период прохождения обратного импульса происходит растворение осажденного металла. Вследствие того, что амплитуда прямого импульса Ikm в несколько раз больше амплитуды обратного импульса Iаm , осаждение металла значительно превышает его растворение. В итоге на деталях постепенно наращивается слой покрытия. Периодическое (с частотой 50 Гц) изменение заряда деталей и частичное растворение осажденного металла создает условия, позволяющие в несколько раз повысить допустимую плотность тока.
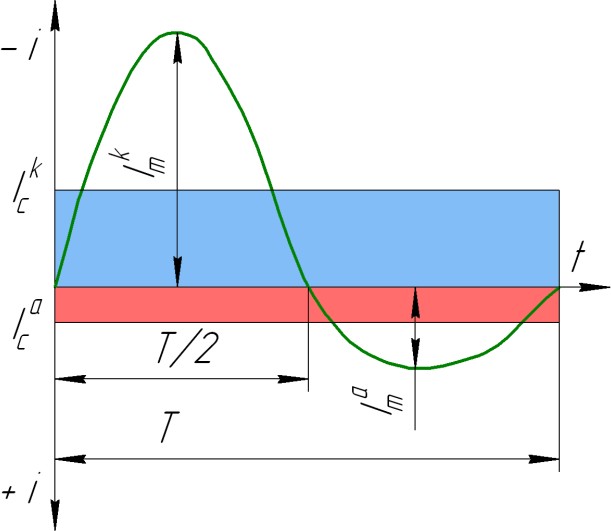
Рис. 27. График периодического тока с независимым регулированием амплитуд прямого и обратного импульсов: Ikm Iаm – амплитуды прямого и обратного импульсов; Ikс Iас – среднее значение прямого и обратного импульсов за период T
В результате производительность холодного железнения повышается до уровня производительности горячего железнения постоянным током. Чтобы сократить потери электроэнергии и облегчить управление процессом электролиза перед понижающим трансформатором устанавливают автотрансформатор АТр (рис. 26, б).
При осаждении металлов периодическим током режим электролиза характеризуется не одним, а двумя электрическими параметрами: катодной плотностью тока Дk и катодно-анодным показателем β , определяемым по формулам
Дк = Ikс / Sk;
β = Ikс / Iас
где Ikс Iас – средние значения за период соответственно прямого (катодного) и обратного (анодного) импульсов тока, А;
Sk – площадь катода, дм2.
Оптимальные значения этих параметров при холодном железнении составляют Дk = 20…30 А/дм2, β = 6…10. Кислотность электролита – 0,5…0,9 рН.