Содержание страницы
1. Физические основы процесса электроискрового легирования (ЭИЛ)
Способ электроискровой обработки металлов, разработанный Б.Р. Лазаренко и Н.И. Лазаренко, основан на явлении электрической эрозии материалов при искровом разряде в газовой среде (преимущественно на воздухе) и полярного переноса продуктов эрозии на катод (деталь), на поверхности которого формируется слой измененной структуры и состава [12]. В результате электрического пробоя межэлектродного промежутка возникает искровой разряд, в котором поток электронов приводит к локальному разогреву электрода (анода). На поверхности катода под действием значительных тепловых нагрузок происходят микрометаллургические и сопутствующие им процессы (термомеханические, гидродинамические, диффузионные), осуществляющие перемешивание материала катода и анода, при взаимодействии с компонентами газовой среды, что способствует образованию высокой адгезии между основой и формируемым слоем. Поэтому электроискровое легирование следует считать методом создания новых композиционных материалов.
В первую очередь это относится к тугоплавким покрытиям, наиболее существенно и принципиально изменяющим свойства верхнего слоя материала. Величина этих изменений определяется составом, структурой, свойствами материалов электродов и технологическими параметрами процесса электроискрового легирования.
2. Общая схема процесса электроискрового легирования
На рис. 1 приведена общая схема процесса ЭИЛ с вибрирующим анодом в виде компактного электрода и изображение образующегося верхнего слоя.
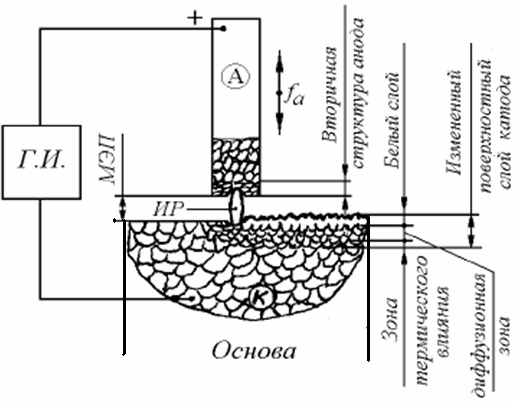
Рис. 1. Схема электроискрового легирования (ЭИЛ): Г.И. – генератор импульсного тока; МЭП – межэлектродный промежуток; ИР – искровой разряд; А – анод; К – катод
Процесс ЭИЛ начинается со сближения анода (электрода) с катодом (деталью). При расстоянии между ними, равном пробивному, начинается развитие искрового разряда длительностью 10–6…10–3с, который во многих случаях завершается при контакте электродов.
При небольших напряжениях между электродами (U < 100 B) возможно контактное начало разряда от накопительного конденсатора генератора импульсов. После пробоя межэлектродного промежутка (МЭП) за счет энергии, поступающей от генератора импульсов, на поверхностях электродов развиваются локальные очаги плавления, испарения, вызывающие электрическую эрозию материалов электродов (анода и катода).
Преимущественный перенос эродируемого материала анода на катод обеспечивает формирование на нем измененного поверхностного слоя. После окончания импульсного искрового разряда и отхода анода от катода завершается разрыв электрической цепи. Реализация непрерывного процесса ЭИЛ за счет периодической коммутации анода с катодом осуществляется с помощью специальных устройств, например вибратора с закрепленным на нем анодом. Конструктивно разработаны и другие устройства периодической коммутации, в том числе и для процессов формирования покрытий методом ЭИЛ порошковыми материалами.
3. Модель процесса электроискрового легирования
Модель процесса, разработанная Б.Р. Лазаренко и Н.И. Лазаренко, заключается в следующем: при сближении электродов напряженность электрического поля между ними увеличивается и, достигнув определенной величины, вызывает пробой промежутка между электродами. Через возникающий канал сквозной проводимости пучок электронов сфокусированно ударяется о твердую металлическую поверхность анода. Энергия движения остановленных электронов выделяется в поверхностных слоях анода. Энергия от специального источника питания импульсно подводится к разрядному промежутку, поэтому плотность тока в канале значительно превосходит критические значения. Вследствие этого металл анода локально разогревается, расплавляется и частично испаряется. Капля расплавленного металла отделяется от анода и, опережая его, движется к катоду. В процессе отделения от анода летящая капля успевает нагреться до высокой температуры, закипает и взрывается. Цепь тока прерывается, фокусирующее действие электромагнитного поля исчезает, и образовавшиеся частицы летят широким фронтом. Поскольку перегретая капля и частицы находятся в газовой среде, возможно образование химических соединений, вследствие чего отделившиеся от анода частицы могут отличаться от материала анода. Достигнув катода, расплавленные частицы анода свариваются с ним и частично внедряются в его поверхность. Движущийся за частицами электрод-анод механически ударяет о катод, перемешивая частицы анода. При этом протекают процессы диффузии и химических реакций. Механический удар по раскаленной массе металла проковывает полученное покрытие, увеличивая его однородность и плотность. Так как процесс носит локальный характер, имеет место и сверхскоростная закалка. После этого электрод-анод отходит от катода, а на поверхности последнего остается прочно соединенный с ним слой материала анода.
Эта модель процесса разработана для высоких напряжений между электродами. При ЭИЛ, где используют напряжения не выше 100…200 В, пробой межэлектродного промежутка происходит практически при контакте электродов (зазор 5…10 мкм) через частицы, находящиеся в воздухе или на поверхности электродов. При контактном начале пробоя на первом этапе происходит электрический взрыв контактного мостика, обеспечивающий предварительную очистку поверхности и последующее формирование межэлектродного пространства для развития плазменного разряда. На сблизившиеся жидкие объемы анода и катода действуют гидродинамическое давление факелов, газокинетическое давление со стороны канала проводимости, сила электрического поля, электродинамическая сила, реактивное давление. Механизм образования покрытия при ЭИЛ дополняется в работах Н.И. Лазаренко, согласно которому выброс металла происходит и с поверхности катода [16]. На поверхности последнего образуется лунка с краями, несколько приподнятыми над первоначальной поверхностью. Поэтому при электроискровом легировании поверхность обрабатываемой детали представляет собой совокупность гребней и впадин, геометрические размеры и частота следований которых определяет шероховатость, сплошность обработанной поверхности.
4. Установки для электроискрового наращивания и легирования
Универсальная механизированная высокочастотная установка ИМ-101 (рис. 2) предназначена для электроискрового упрочнения рабочих поверхностей всех видов режущего инструмента, штампового кузнечно-прессового, заготовительного и литейного производств, для восстановления изношенных поверхностей деталей в ремонтном производстве при работе в ручном и механизированном режимах при оснащении одноэлектродными и многоэлектродными головками.

Рис. 2. Универсальная механизированная высокочастотная установка для электроискрового легирования ИМ-101
Особенности: установка оснащена двумя генераторами электроискровых разрядов и позволяет использовать параллельно две одноэлектродные головки для повышения производительности механизированного ЭИЛ.
Технические характеристики установки:
- напряжение питающей сети, В (50 Гц) – 220±22;
- потребляемая мощность, кВА – 1,5;
- суммарная емкость разрядных конденсаторов, мкф – 340;
- производительность, см2/мин – до12,0;
- частота следования импульсов, Гц – 100…1200;
- толщина слоя покрытия, мм – до1,2;
- шероховатость покрытия, Rа мкм – 1,5;
- масса генератора, кг – 42;
- габаритные размеры, мм – 480x210x480;
- повышенная мощность;
- позволяет создавать покрытия толщиной до 0,1 мм за один проход.
Малогабаритная установка для ручного ЭИЛ типа ИМ-05 (рис. 3) предназначена для электроискрового упрочнения рабочих поверхностей всех видов режущего инструмента, штампового оснащения кузнечно-заготовительного и литейного производств.
Рис. 3. Малогабаритная установка для ручного ЭИЛ типа ИМ-05
Особенности: оригинальная схема генератора электроискровых разрядов, установка имеет 3 режима работы, максимальная емкость разрядных конденсаторов – 60 мкф.
Технические характеристики установки:
- напряжение питающей сети, В (50 Гц) – 220±22;
- потребляемая мощность, кВА – 0,3;
- производительность, см2/мин – 3,0;
- частота следования импульсов, Гц – 100;
- толщина слоя покрытия, мм – до 0,1;
- шероховатость покрытия, Rа мкм – 3,0;
- масса, кг – 6,4;
- габаритные размеры, мм – 245x110x220.
5. Примеры обработки поверхностей изделий с помощью ЭИЛ
1. Валы-бендиксы стартеров
Технология восстановления валов-бендиксов стартера двигателя не требует значительных капитальных затрат. Толщина восстановленного слоя с упрочняющим покрытием составляет от 0,025 до 0,5 мм на сторону (рис. 4, а).
2. Шатунные валы
Технология обеспечивает восстановление шпоночного соединения, конуса, шеек под подшипники шатунных валов для бензопил при затратах, не превышающих 15 % стоимости вала (рис. 4, б).
3. Валы турбонагнетателей транспортных средств
Толщина восстановленного слоя с упрочняющим покрытием составляет до 0,2 мм на сторону (рис. 4, в).

Рис. 4. Детали, восстановленные и упрочненные с помощью ЭИЛ
4. Обоймы-шестерни с внутренним зацеплением
Технологический процесс восстановления шлицев обоймышестерни обеспечивает восстановление изношенных поверхностей при отсутствии деформации эвольвенты зубчатого зацепления. Толщина восстановленного слоя с упрочняющим покрытием составляет 0,5 мм на сторону (рис. 5, а).

Рис. 5. Упрочненные поверхности деталей с помощью электроискрового легирования
5. Шлицевое соединение
Технология обеспечивает восстановление боковых поверхностей шлицев сопрягаемых деталей мотокультиватора при затратах, не превышающих 15 % стоимости вала. Толщина восстанавливаемого слоя до 0,6 мм (рис. 5, б).
6. Ножи мясорубки
Технология упрочнения рабочих поверхностей ножей механизированной мясорубки обеспечивает повышение долговечности в 2…3 раза при затратах, не превышающих 15 % стоимости новых ножей (рис. 5, в).
7. Дисковая пила для пилорамы
Стойкость инструмента после упрочнения превышает стойкость неупрочненных инструментов в 4…5 раз, что позволяет повысить производительность процесса на 25 % (рис. 5, г).
