Содержание страницы
1. Классификация и выбор способа очистки отливок
Очистные операции отливок являются наиболее трудоемкими и составляют до 40 % от общих затрат труда на изготовление отливок, причем при очистке применяется наибольшее количество ручных операций и тяжелого физического труда. Условия труда на участках очистки тяжелые и вредные. Поэтому улучшение условий и увеличение производительности труда взаимосвязаны между собой и могут осуществляться только при повышении уровня механизации процессов очистки. Существующее мнение, что очистка отливок не является неотъемлемой частью литейного производства, так как за счет улучшения процессов формообразования можно добиться постепенного можно от очистки избавиться, но это является прогнозом на далекое будущее. Поэтому к работе над совершенствованием процессов очистки отливок необходимо относиться с большим вниманием.
Под очисткой отливок следует понимать весь цикл операций, которым подвергается отливка: от выбивки из опоки до передачи ее на обдирку и окраску, т. е. удаление стержней, очистка внешних и внутренних поверхностей от остатков формовочной смеси и пригара, удаление облоев, литников, остатков литников и различных поверхностных дефектов, заварка дефектов.
Качество литой поверхности, определяемое степенью шероховатости, наличием пригара и различными местными дефектами, в зависимости от величины неровностей характеризуется классами чистоты поверхности (ГОСТ 2789). С помощью существующих способов очистки неровности сглаживаются и частично удаляются.
Наиболее распространенным дефектом литой поверхности является пригар – слой формовочной смеси, прочно соединенный с поверхностью отливки. К местным дефектам поверхности отливок относятся засоры, ужимины, спаи, плены, поверхностные газовые и шлаковые раковины и заливы. Большинство дефектов определяется качеством формы, а такие, как плены, – составом металла и температурой заливки. Все местные дефекты подлежат устранению при очистке отливки.
Классификация наиболее распространенных способов очистки отливок приведена в табл. 5.
Таблица 5 Классификация способов очистки отливок
| Обрабатываемая поверхность | Способ обработки | Инструмент или метод обработки |
| Местная | Ручная | Щетки
Пневмозубила Абразивные круги |
| Струйная | Водо- и водопескоструйная
Гидроабразивная Дробеметная и дробеструйная Огневая |
|
| Трением | Абразивные и металлические круги
В галтовочных барабанах В виброочистных установках |
|
| Общая | Химическая | Электрохимическая
Химическая |
Под ручной очисткой, составляющей более 50 % от общего количества очистных работ в литейном производстве, подразумевается проведение любых очистных операций (удаление стержней, очистка поверхности, удаление литников и заливов, зачистка остатков литников) с помощью ручного, пневмо- и электроинструмента.
Ручная очистка еще длительное время, особенно для категории обрубных операций, сохранит свое значение. Для литейных цехов малой мощности и для мелкосерийного производства современное очистное оборудование (водоструйные и дробеструйные установки и т. д.) зачастую нерентабельно. Поэтому на конструкцию и производительность ручного очистного инструмента равно, как и на организацию рабочего места обрубщика, должно быть обращено серьезное внимание.
Рациональная организация рабочего места обрубщика позволяет повысить производительность труда с одновременным улучшением санитарно-гигиенических условий. Рабочее место должно быть вписано в поток с последовательной передачей отливки по рабочим местам для выполнения отдельных технологических операций.
На рабочем месте обрубщика должны находиться столы и стенды, защитные сетки, местные транспортные средства и набор необходимого инструмента и приспособлений. Кроме того, рабочее место обрубщика должно быть оборудовано системами для удаления отходов и пыли, а также иметь подводы сжатого воздуха, электроэнергии напряжением 12–36 в; для проведения газокислородной резки и газопламенной очистки и обрубки иметь посты кислорода и газа, а для проведения сварочных работ и работ по воздушно-дуговой резки иметь сварочный трансформатор.
Примерная схема организации рабочего места для обрубки отливок весом 20–100 кг показана на рис. 6. Размеры и конструкции столов, стендов, а также инструмента, различны для отливок различного веса. Обработку отливок весом до 20 кг целесообразно производить на столах, оборудованных пневматическими тисками, а для отливок весом 20–100 кг – поворотными кругами. Рекомендуемые размеры столов для отливок весом до 20 кг – 1500 x 750 мм; для отливок весом 20–100 – 3500 x 1000 мм.
Обработку отливок весом выше 100 кг следует производить на механизированных стендах, оснащенных кантователями или манипуляторами. Отливки подаются к рабочим местам обрубщиков подвесным конвейером 1 и снимаются пневмоподъемником 7, подвешенным на монорельсе 10. Обрубка производится пневмоинструментом, газокислородной или воздушно-дуговой резкой на столах 9, оборудованных вращающимися кругами 4 и стопорными устройствами для фиксации их в нужном положении. Для возможности удаления мелких отходов круги делают решетчатыми. После очистки отливки навешиваются на неприводные ветви 2 толкающего конвейера 3, передающего их на участок грунтовки. Рабочие места оборудованы также защитными сетками 8 и тумбочками для инструмента 6, и деревянными решетками 5.
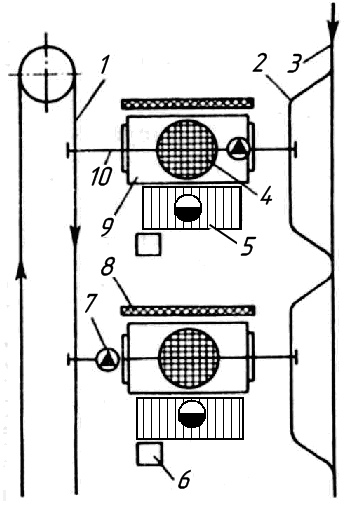
Рис. 6. Схема рабочего места для обрубки отливок весом 20–100 кг
При выборе инструмента необходимо уделять внимание набору зубил к пневматическим рубильным молоткам. Рациональный набор их должен состоять из 10–12 наименований как прямых, так и фасонных зубил с двух- и односторонней заточкой; при этом для отливок с большим весом следует применять зубила большей длины.
Наибольшее распространение получил пневмоинструмент, сконструированный на основе рубильных молотков (рис. 7).
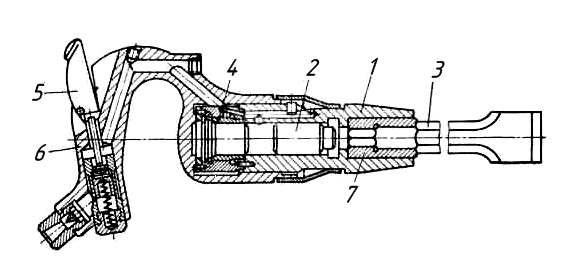
Рис. 7. Пневматический рубильный молоток для обрубки чугунных отливок: 1 – ствол; 2 – ударник; 3 – хвостовик зубила; 4 – золотник; 5 – курок; 6 – рукоятка; 7 – букса
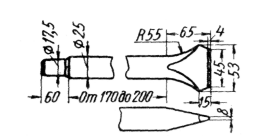
Для разного вида работ по очистке отливок применяются специальные формы зубил (табл. 6).
Зубила обычно изготовляют из стали марок У7 и У8. Значительно большей стойкостью обладают зубила, изготовленные из стали марок 4ХС, 6ХС и 7X3. Термообработанные зубила принимаются по твердости, которая после закалки и отпуска должна быть при изготовлении их из стали марки У8 в режущей части HRC 50–55, а в хвостовой части HRC 40–50, а при изготовлении из стали марок 4ХС, 6ХС, 7X3 соответственно HRC 58–61 и HRC 42–47.
Недостатком этого инструмента является вибрация, которая передается работающему и вызывает профессиональные заболевания. Пневмоинструментом производят удаление заливов, зачистку поверхности, удаление стержней.
Обрубка пневматическим зубилом является тяжелой работой, поэтому задача технологов литейщиков состоит в максимальном уменьшении этого вида работ. Современные средства механизации очистных работ позволяют в условиях массового производства создавать механизированные поточные линии очистки поверхности отливок без применения пневматических зубил.
Таблица 6 Зубила, применяемые для очистки и обрубки отливок
| Эскиз зубила | Назначение зубила | |
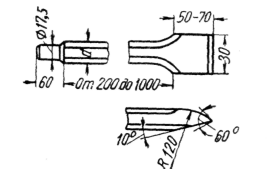 |
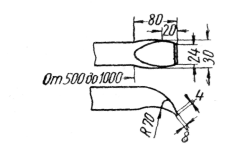
Для очистки отливок (длиной 500–1000 мм) и для обрубки заливов (длиной 200–300 мм) | |
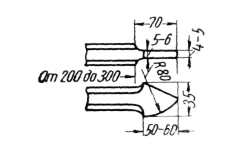 |
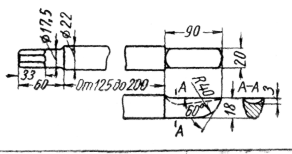
Для очистки отливок от пригоревшей формовочной смеси и для вырубки дефектов под заварку | |
 |
С уширенной рабочей частью применяют для обрубки стальных отливок после отжига | |
Окончание таблицы 6
| Эскиз зубила | Назначение зубила |
 |
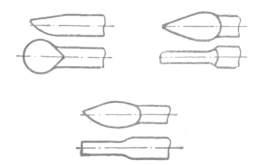
Зубила имеют специально загнутую рабочую часть; применяют для, очистки внутренних сферических поверхностей |
 |
Для очистки и вырубки дефектов отливок |
 |
Для очистки поверхности отливок от пригоревшей формовочной смеси |
 |
Для удаления шлака после огневой резки |
 |
Для разделки дефектов под заварку и зачистки галтелей |
| Примечание. Зубила длиной 400–1000 мм служат для обрубки и очистки глубоких мест в отливке и выбивки стержней из отливки, а длиной 300–800 мм для удаления пригара на стенках отверстий. | |
Операции, основанные на снятии того или иного слоя металла, производятся также ручными пневмо- и электроинструментами с абразивными кругами.
Обработка отливок абразивами производится в основном после предварительной очистки поверхности другими способами и имеет следующее назначение: зачистка местных неровностей, снятие заусенцев, разделка местных дефектов, подготовка поверхностей к проведению операций контроля на твердость, проверка на наличие трещин или других дефектов, придание отливкам товарного вида.
При обработке отливок шлифовальными кругами применяются стационарные, маятниковые и переносные обдирочные (шлифовальные) станки, в том числе с гибким валом.
Универсальные ручные пневматические машины и подвесной станок показаны на рис. 8, 9.
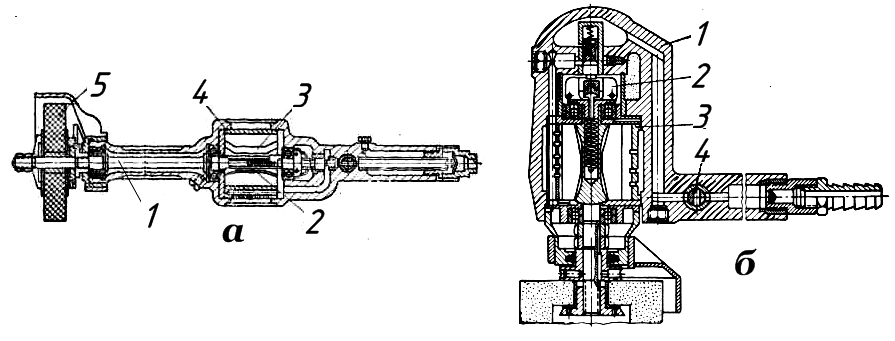
Рис. 8. Пневматические шлифовальные машины: а — типа ШРШ-2: 1 – шпиндель; 2 – ротор; 3 – лопатка текстолитовая; 5 – шлифовальный круг 150 мм; б – угловая типа 44, 1 – корпус машины; 2 – регулятор оборотов; 3 – пневматический роторный двигатель; 4 – пусковой кран.
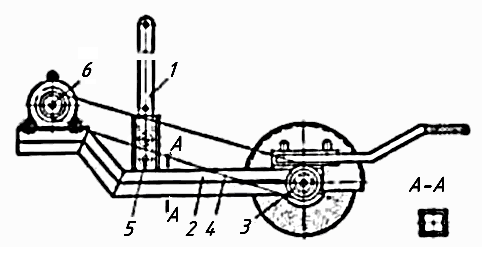
Рис. 9. Подвесной обдирочный станок: 1 – подвеска; 2 – рама; 3 – шкив; 4 – ремень; 5 – шарнир; 6 – электродвигатель
В массовом и крупносерийном производствах применяют агрегатные шлифовальные станки с набором точно расположенных шлифовальных кругов для обработки отливок многих деталей, в том числе таких массовых деталей, как гусеничные звенья, не прибегая к другим способам очистки поверхности.
Шлифовальные круги изготовляются из искусственных абразивных материалов, главным образом карборунда и корунда и связующего вещества. Искусственный карбокорунд – соединение кремния и углерода (удельный вес 3,1–3,2 г/см3) – по твердости уступает только алмазу и бору. Острые края карборунда легко врезаются в металл, но при обработке вязких металлов зерна сами расщепляются. Поэтому карборундовые круги преимущественно применяют при обработке чугунных отливок.
Искусственный корунд состоит из глинозема с примесями кремнекислоты и оксида железа (удельный вес 3,9–4,0 г/см3). По твердости он уступает карборунду, но более вязок и поэтому применяется при обработке вязких металлов – стали. Корунд разделяется на несколько сортов: алунд, абразит, электрит и др.
Согласно ГОСТ Р 52381–2005 установлены следующие номера зернистости: 200; 160; 125; 100; 80; 63; 50; 40; 32; 25; 20; 16; 12; 10; 8; 6; 5; 4; 3; М40; М28; М20; М14; М10; М7; М5. Номера зернистости до № 5 включительно определяются размерами сторон ячеек в контрольных ситах, применяемых для анализа. Для определения номера зернистости нужно умножить на 100 размер стороны ячейки (в мм), через которую не проходят зерна данной фракции. Так, например, зернистости № 50 соответствуют размеры зерен, которые полностью проходят через смежное сито с размерами сторон ячейки 0,63 мм в свету, но задерживаются на сите с ячейками в 0,50 мм. По ГОСТ Р 52381–2005 абразивные материалы подразделяются на шлифзерно, шлифпорошки и микропорошки. Этим же ГОСТом регламентируются пределы содержания зерен разных размеров в предельной, крупной, основной, комплексной и мелкой фракциях.
Область применения абразивных кругов (табл. 7) устанавливается в зависимости от зернистости и твердости исходного материала круга. ГОСТ Р 52381–2005 определяет зернистость и зерновой состав, а ГОСТ Р 52587–2006 твердость абразивного инструмента.
Под твердостью абразивного инструмента понимается сопротивляемость связки вырыванию абразивных зерен с поверхности инструмента под действием внешних сил.
Таблица 7 Области применения шлифовальных кругов
| Обрабатываемая сталь | Операция обработки | Характеристика круга | ||
| Материал | Зернистость материала круга | Пределы твердости | ||
| мягкая
закаленная марганцевая хромоникелевая |
Обдирка Шлифование
Обдирка Шлифование |
Алунд
Алунд 38 То же Алунд |
63—100 32— 40
80—160 40— 63 |
Т1–СТЗ
М2–М1 ВТ2–Т1 СТ2–С2 |
ГОСТ Р 52587–2006 устанавливает следующую шкалу твердости абразивного инструмента:
F, G – весьма мягкий ВM–l, ВM–2;
H, I, J – мягкий М–1, М–2, М–3;
K, L – среднемягкий CM–1, СМ–2;
M, N – средний C–1, C–2;
O, P, Q – среднетвердый СТ–1, СТ–2, СТ–3.;
R, S – твердый T–l, T–2;
T, U –– весьма твердый ВТ–1, ВТ–2;
V, W, X, Y, Z – чрезвычайно твердый ЧТ–1, ЧТ–2, ЧТ–3, ЧТ–4, ЧТ–5. цифры 1, 2 и 3 справа от буквенного обозначения характеризует твердость инструмента в порядке ее возрастания.
По шкале Мооса, по которой наибольшую твердость, в 10 единиц имеет алмаз, абразивные материалы обладают твердостью: искусственный карборунд 9,6; искусственный корунд 9–9,5 и естественный наждак 7–8.
Номенклатура и технические условия на шлифовальные круги установлены ГОСТом 2424–83 с указанием в нем определенных связок.
При обдирочных работах рекомендуется применять для шлифовальных кругов окружную скорость 25–30 м/сек, при меньшей скорости круг изнашивается быстрее.
Эластичные обдирочные круги на нейлоновой связке можно использовать при окружной скорости 60–70 м/сек. Они обеспечивают особые преимущества при зачистке неровных поверхностей, которые нельзя очистить обычными кругами.
Абразивные ремни, изготовляемые из прочного и эластичного синтетического материала, покрытого тонким слоем абразива, применяют при зачистке специальными машинками поверхности отливок малых и средних размеров; они обеспечивают высокое качество очистки и производительность.
2. Очистка отливок в галтовочных барабанах
Очистка отливок в галтовочных барабанах происходит за счет взаимного трения и соударения отливок между собой, а также со стенками барабана при его вращении. Одновременно с выбивкой стержней и очисткой отливок от формовочной смеси, окалины и пригара в галтовочных барабанах отбиваются литники, удаляются заусенцы и заливы по линии разъема, закатываются выступающие остатки литников.
Для усиления эффекта очистки в барабан вместе с отливками загружают звездочки размером 20…65 мм, отлитые из белого чугуна, которые своими острыми концами дополнительно скребут отливки, ускоряя их очистку. Наиболее эффективны звездочки для очистки труднодоступных частей отливок. Масса загружаемых звездочек составляет обычно 30…35 % массы загружаемых отливок.
Для очистки мелких отливок обычно применяют барабаны круглого сечения (рис. 10), которые загружают отливками на 70…80 %. Продолжительность очистки 0,5… 1,5 ч в зависимости от величины и прочности пригара.
Кроме круглых, встречаются барабаны квадратного сечения, которые применяют для очистки отливок, форма которых приближается к параллелепипеду.
В такие барабаны отливки загружают не навалом, а аккуратно укладывают, заполняя весь объем барабана. Перемещение отливок ограничено, и очистка происходит в основном благодаря циркуляции звездочек.
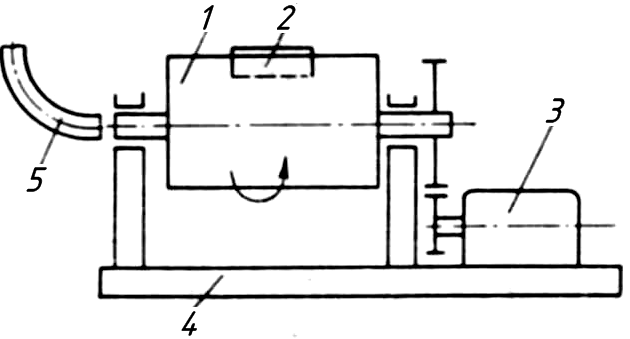
Рис. 10. Схема галтовочного барабана: 1– корпус; 2 – загрузочный люк; 3 – привод вращения барабана; 4 – основание; 5 – патрубок для отсоса пыли из барабана
Производительность барабана находится в прямой зависимости от частоты вращения, однако при слишком большой частоте вращения центробежные силы могут прижать отливки к стенкам барабана, и процесс очистки прекратится. Очистные барабаны, которые чаще называют «галтовочными», бывают двух видов – периодического и непрерывного действия. Барабан периодического действия состоит из собственно барабана, цапфы которого вращаются в подшипниках, установленных на стойках рамы. В обечайке барабана имеется загрузочный люк, закрываемый крышкой с замками. Привод барабана осуществляется от электродвигателя через редуктор, шестерня которого находится в зацеплении с зубчатым колесом, надетым на цапфу барабана. Обычно при работе барабана производят отсос пыли через патрубок, подсоединенный к полой цапфе. Для загрузки отливок барабан может быть оснащен подъемником.
Общий вид галтовочного барабана непрерывного действия представлен на рис. 11.
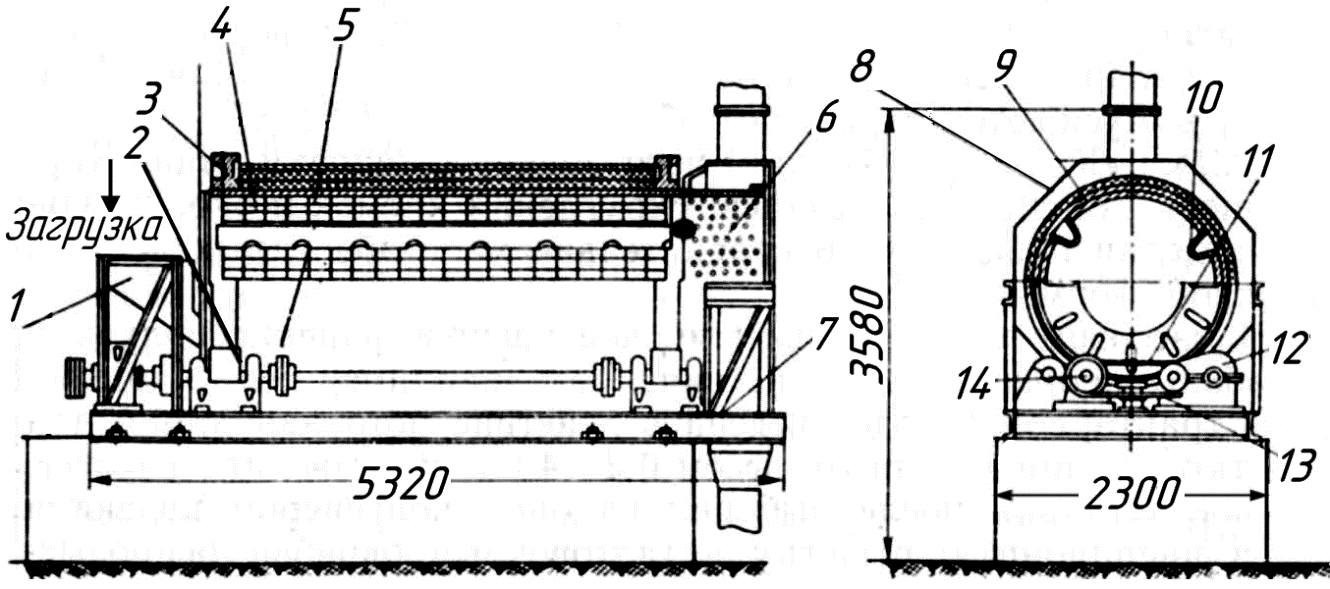
Рис. 11. Общий вид галтовочного барабана непрерывного действия конструкции ВПТИлитпрома
Галтовочный барабан представляет собой бочку 4, вращающуюся на опорных катках 2 и удерживающуюся от осевого смещения роликами Бочка барабана опирается на опорные катки 2 специальными стальными бандажами 3 и состоит из цельнолитого стального цилиндра с бронированием внутренней поверхности ребристыми стальными плитами 5. На внутренней части цилиндра в продольном направлении приварены три стальных волнистых порога 10.
Для направленного движения отливок из барабана со стороны загрузки к выходу рама 7 устанавливается в наклонном положении, угол наклона которого может регулироваться. Поэтому лоток 1 для загрузки отливок в бочку 4 жестко связан с барабаном. Выходная часть бочки барабана представляет собой перфорированный цилиндр 6, через который отходы просыпаются на уборочный конвейер. Перфорированный цилиндр расположен в пылеотсосной камере 8 с резиновым уплотнением. Окно в пылеотсосной камере выполнено в форме сегмента и постоянно закрыто резиновой занавеской. Это окно служит также для выхода отливок, литников и прибылей, которые по лотку направляются из барабана на приемное устройство.
Приводной механизм барабана состоит из электродвигателя 14, клиноременной передачи 11 и редуктора 12.
Отливки, непрерывно поступающие с одной стороны барабана, постепенно продвигаются вдоль барабана и за счет взаимного трения одной о другую очищаются. Для удаления из барабана песка и пригара служат отверстия, которые сделаны в его стенках. Под барабаном размещается ленточный конвейер для уборки песка, приводимый в действие электродвигателем. Сверху барабан закрыт кожухом, который патрубком соединен с цеховой вентиляцией.
Недостатком барабанов является высокий уровень шума и сильное пылевыделение. Барабаны периодического действия, кроме того, имеют малую производительность. Их главное преимущество – простота и надежность. В настоящее время барабаны периодического действия повсеместно заменяются другими устройствами.
Барабаны непрерывного действия не обеспечивают, как правило, хорошего качества очистки; они, в основном, применяются для предварительной очистки отливки от формовочной смеси; полную очистку отливки проходят затем в дробеметном барабане непрерывного действия.
Галтовочные барабаны применяются в большинстве случаев для очистки толстостенных отливок с толщиной стенки свыше 10 мм и весом до 40–50 кг. Они широко распространены в литейных цехах с крупносерийным, массовым и особенно с мелкосерийным и индивидуальным характером производства.
Одним из главных преимуществ галтовочных барабанов является простота конструкции, надежность в работе, возможность включения в поточную линию, компактность и достаточно высокий уровень механизации вспомогательных операций.
Очистка литья в галтовочных барабанах имеет следующие недостатки:
– искажение геометрических размеров за счет скругления острых граней и углов на отливках;
– неудовлетворительные санитарно-гигиенические условия работы операторов (шум, пыль);
– затруднение механизации съема, установки и крепления крышки люка при загрузке и выгрузке отливок в барабанах периодического действия;
– необходимость периодической очистки барабанов, что несовместимо с условиями поточно-массового непрерывного производства;
– малая производительность и большой расход электроэнергии на очистку 1 т отливок по сравнению с дробеметными барабанами.
Конструкции барабанов как в нашей стране, так и за рубежом весьма разнообразны. Наибольшее распространение получили барабаны круглого и квадратного сечения, опирающиеся на цапфы или опорные ролики.
Кроме очистки отливок, в галтовочных барабанах используют также вибрационную, дробеметную и дробеструйную очистку.
