Содержание страницы
1. Назначение, классификация и общие сведения о зубообрабатывающих станках
Станки, предназначенные для изготовления зубчатых колес, реек, звездочек, шевронных колес, называют зубообрабатывающими. По принятой классификации (см. табл. 1.5) их относят к пятой группе. По конструктивному исполнению и видам выполняемых работ различают: зубофрезерные, зубодолбежные, зуборезные, зубошевинговальные, зубохонинговальные, зубопритирочные и зубошлифовальные станки.
Наиболее универсальными и широко внедренными в производство являются зубофрезерование и обкаточное зубодолбление.
Зубофрезерование представляет собой непрерывный процесс, что обусловливает его повышенную производительность (табл. 1— 3). Примером высокопроизводительного зубофрезерного станка может служить универсальный вертикальный полуавтомат мод. 53А50ЕФ2 (рис. 1). Станок предназначен для нарезания червячных цилиндрических зубчатых колес различных модификаций. Он имеет трехкоординатную систему ЧПУ.
Технические характеристики станка мод. 53А50ЕФ2
| Наибольший диаметр обрабатываемых зубчатых колес, мм | 500 |
| Наибольшая длина вертикального перемещения фрезерного суппорта, мм | 400 |
| Наибольший модуль обрабатываемых зубчатых колес, мм | 10 |
| Наибольший угол наклона зубьев обрабатываемых колес, град | 45 |
При зубообрабатывании часто используют разнообразные червячные фрезы.
Фрезы червячные:
- стандартные и специальные, однои многозаходные, под шевингование, шлифование с различными модификациями по ТУ, ГОСТ 9324—80, DIN 3968 (Германия), ANSI (США), JIS (Япония), BS (Великобритания), в диапазоне модулей 0,8…14 мм или питчей 2…25 DP, классов точности АА, А, В, С, применяемых для нарезания цилиндрических зубчатых колес 6…10 степеней точности;
- стандартные с нешлифованным профилем класса точности D для нарезания зубьев звездочек к приводным цепям по техническим условиям ГОСТ 15127—83 с шагом 8,0…63,5 мм;
- фрезы специальные для нарезания зубьев шкивов к зубчато-ременным передачам (классов точности А, В, С);
- стандартные и специальные для нарезания шлицевых валов с прямобочным и эвольвентным профилем зубьев по техническим условиям ГОСТ 8027—86, ГОСТ 6637—80, DIN, ANSI, классов точности А, В, С;
- насадные и хвостовые однои многозаходные для нарезания червячных колес в диапазоне модулей 1…12 мм (2,5…25 DP) по техническим условиям ОСТ, DIN, ANSI и другим, классов точности АА, А, В, С.
Таблица 1. Зубофрезерные полуавтоматы для цилиндрических колес
| Параметры | Модели станков | |||||||||||
| 5303ПТ | 5303П;
5303В |
5304В | 5К301П | 5К310 | 53А20 | 3А30П | 5В312 | 5К324А | 53А50 | 5К328А | 5343 | |
| Наибольший диаметр обрабатываемой заготовки, мм | 20 | 50 | 80 | 125 | 200 | 200 | 320 | 320 | 500 | 500 | 1250 | 3200 |
| Наибольшие размеры нарезаемых колес, мм:
модуль |
1 | 1 | 1,5 | 2,5 | 4 | 6 | 6 | 6 | 8 | 8 | 12 | 35 |
| длина зуба прямозубых колес | 50 | 50 | 100 | 100 | 200 | 180 | 220 | 180 | 300 | 350 | 560 | 1350 |
| Угол наклона зубьев, град | — | — | 60 | 45 | 60 | 60 | 60 | 45 | 60 | 60 | 60 | 45 |
| Наибольший диаметр устанавливаемых червячных фрез, мм | 32 | 40 | 80 | 100 | 125 | 125 | 160 | 160 | 180 | 200 | 225 | 360 |
| Расстояние, мм:
от торца стола до оси фрезы (или между торцами шпинделя заготовки и пиноли) |
75…125 | 120 | 45…170 | 100…250 | 145…365 | 160…410 | 160…410 | 120…300 | 210…570 | 195…595 | 230…880 | 700…
2100 |
| от оси инструмента до оси шпинделя заготовки | 5…45 | 5…45 | 10…88 | 20…135 | 45…180 | 25…200 | 30…250 | 55…245 | 60…350 | 60…350 | 115…820 | 300…
2150 |
| Наибольшее осевое перемещение фрезы | — | — | 50 | 50 | 50 | 170 | 75 | 75 | 80 | 180 | 240 | — |
| Частота вращения шпинделя инструмента, об/мин | 400…
4000 |
400…
4000 |
200…
1600 |
100…500 | 63…480 | 75…500 | 50…400 | 100…500 | 50…310 | 40…405 | 32…200 | 10…60 |
| Подача, мм/об, заготовки: | ||||||||||||
| вертикальная или продольная | 0,063…
1,0 |
0,063…
1,0 |
0,1…
1,6 |
0,35…
45* |
0,63…4 | 0,45…
120* |
0,63…7 | 2,5…
100* |
0,8…5,0 | 0,75…
7,5 |
0,5…5,6 | 0,3…15 |
| радиальная | 1,5…
45* |
1,5…
45* |
0,05…
0,8 |
0,4…
60* |
0,135…2 | 0,1…1,6 | 0,3…2 | — | 0,14…
0,84 |
0,22…
2,25 |
0,22…
2,6 |
0,15…
7,5 |
| Мощность электродвигателя привода главного движения, кВт | 1,1 | 1,1 | 1,5 | 2,2 | 4 | 7,5; 8,5 | 3,2; 4,2 | 7,5 | 7,5 | 8; 10; 12,5 | 10 | 42 |
| Габаритные размеры | 810x
750x 1340 |
810x
750x 1335 |
1215x
1195x 1620 |
1320x
812x 1820 |
2000x
1300x 2040 |
3150x
1815x 2300 |
2300x
1500x 1950 |
1790x
1000x 2450 |
2500x
1440x 2000 |
2670x
1810x 2250 |
3580x
1790x 2590 |
9570x
3780x 5170 |
| Масса, кг | 680 | 680 | 2100 | 1720 | 4000 | 6800 | 6800 | 5250 | 6400 | 9850 | 14 000 | 75 800 |
* Подача в мм/мин.
Примечание. Полуавтоматы 5303ПТ, 5303П и 5303В горизонтальные, остальные — вертикальные.
Таблица 2. Зубообрабатывающие полуавтоматы для прямозубых конических колес (размеры в мм)
| Параметры | Модели станков | ||||
| 5236П | 5Т23В | 5С268 | 5С277П | 5С286П | |
| Наибольший:
диаметр обрабатываемого колеса при передаточном отношении пары 10 : 1 |
125 | 125 | 320 | 500 | 800 |
| модуль обрабатываемых колес | 1,5 | 1,5 | 8 | 12 | 16 |
| ширина зубчатого венца | 20 | 16 | — | 80 | 125 |
| Число зубьев нарезаемых колес | 12…200 | 12…200 | 8…50 | 10…150 | 10…150 |
| Длина образующей делительного конуса нарезаемых колес | 7…63 | 5…63 | 165 (наиб.) | 250 (наиб.) | 400 (наиб.) |
| Расстояние от торца шпинделя бабки заготовки до центра стола | 30…140 | 30…140 | — | 115…415 | 135…600 |
| Наибольший угол, град:
качания люльки от центрального положения вверх и вниз |
35 | 35 | — | 60 | 60 |
| установки суппорта (или фрезерного суппорта) | 8 | 2,5 | — | 10 | 11 |
| Наибольший ход резца | 28 | 20 | — | — | 180 |
| Число двойных ходов резцов в минуту | 160…800 | 210…820 | — | — | 34…167 |
| Частота вращения дисковых фрез (или инструментального шпинделя), об/мин | — | — | 10,5…20 | 20…80 | — |
| Время рабочего хода при нарезании одного зуба (или впадины), с | 5…53 | 5…53 | 3…5,7 | 10…120 | 12…240 |
| Мощность электродвигателя привода главного движения, кВт | 1,1 | 1,1 | 10 | 5,5 | 7,5 |
| Габаритные размеры | 1620
1050 1415 |
1620
1050 1415 |
2700
2375 2075 |
3075
1975 2200 |
3235
2180 2470 |
| Масса, кг | 3000 | 3000 | 9000 | 15 000 | 15 000 |
Примечания: 1. Полуавтомат 5С277П зубофрезерный, 5С268 зубопротяжный, остальные полуавтоматы зубострогальные.
2. Угол установки инструментальной бабки для станка 5С268 равен 15…75 .
Таблица 3. Зуборезные полуавтоматы для конических колес с круговыми зубьями (размеры в мм)
| Параметры | Модели станков | |||
| 5С263 | 527В | 5С27П | 5С280П | |
| Наибольший:
диаметр обрабатываемого колеса при передаточном отношении пары 10 : 1 |
320 | 500 | 500 | 800 |
| модуль обрабатываемых колес | 8 | 12 | 12 | 12 |
| длина образующей начального конуса нарезаемых колес (при угле накло
на зуба 30 ) |
150 | 265 | 220 | 400 |
| Угол делительного конуса конического колеса | 5…85 | 5 42 …84 18 | — | 5 4 …84 18 |
| Число зубьев нарезаемых колес | 5…75 | 5…150 | 5…150 | 5…150 |
| Наибольшее радиальное смещение инструментального шпинделя | 140 | 240 | 240 | 340 |
| Поворот бабки на угол внутреннего конуса, град:
наименьший |
–12 | –12 | –12 | +5 |
| наибольший | +90 | +90 | +90 | +90 |
| Диаметр зуборезных головок | 60, 80, 100,
125, 160, 200, 250 |
160, 200, 250,
315, 400 |
160, 200,
250, 315, 400 |
160, 200,
250, 320, 400, 500 |
| Частота вращения зуборезной головки, об/мин | — | 20…155 | 20…155 | 20…125 |
| Время обработки одного зуба, с | 9…80 | 10…120 | 10…120 | 12…200 |
| Вертикальная установка бабки заготовки для нарезания гипоидных колес | 80 | 125 | 125 | 125 |
| Мощность электродвигателя привода главного движения, кВт | 3 | 4 | 4 | 7,5 |
| Габаритные размеры | 2607x
1925x 1870 |
3140x
1975x 2200 |
3235x
2180x 2200 |
3235x
2180x 2200 |
| Масса, кг | 8800 | 13 500 | 13 500 | 15 500 |
Примечание. Угол качания люльки для приведенных моделей станков равен 60 .
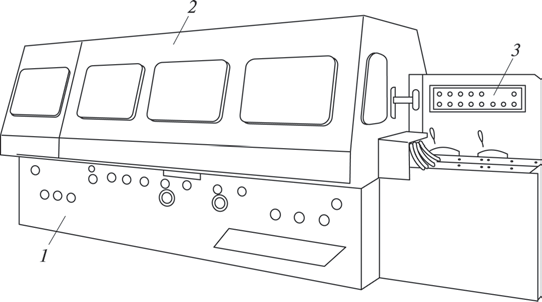
Рис. 1. Станок модели 53А50ЕФ2: 1 — панель управления; 2 — защитный кожух; 3 — панель контроля
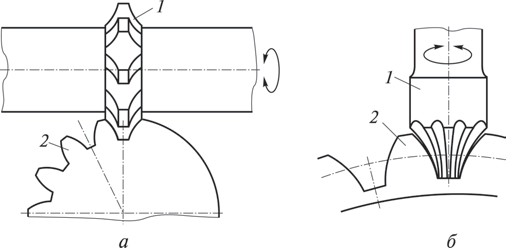
Рис. 2. Схема нарезания зубчатых колес фрезой методом копирования: а — дисковой; б — пальцевой; 1 — фреза; 2 — заготовка
Зуборезные станки полностью закрыты защитным кожухом, что обеспечивает их высокую экологическую и техническую безопасность.
Существуют два метода нарезания цилиндрических зубчатых колес: копирования и обката. При методе копирования используют инструмент, режущая кромка которого совпадает по форме с профилем впадины зубчатого венца. Модульная фреза 1 (дисковая — рис. 2, а или пальцевая — рис. 2, б), перемещаясь вдоль впадины цилиндрического колеса 2, в каждый момент времени оставляет отпечаток своей формы. Закончив обработку одной впадины, заготовку поворачивают на окружной шаг и обрабатывают следующую впадину.
Специальные зубодолбежные станки обеспечивают высокую производительность. Их применяют в массовом производстве.
Зубофрезерный автомат мод. 5М32 предназначен для фрезерования зубьев цилиндрических, прямозубых и косозубых колес, а также червячных колес в условиях единичного и серийного производства. Червячные колеса нарезают методом радиальной или тангенциальной подач.
Технические характеристики станка мод. 5М32
Наибольшие размеры нарезаемых цилиндрических колес, мм:
диаметр. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 800
нарезаемый модуль . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .10
Пределы частот вращения фрезы, с–1 . . . . . . . . . . . . . . 0,83…5,25
Пределы подачи, мм/об:
вертикальной. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 0,8…5,0
радиальной . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 0,15…1
тангенциальной . . . . . . . . . . . . . . . . . . . . . . . . . . . . 0,17…3,1
2. Нарезание зубчатых колес зубодолблением
При нарезании блочных колес и колес с буртами, внутренними зубьями, зубчатых секторов обработка зубодолблением является единственно возможным методом обработки. Во всех других случаях выбор метода обработки подтверждается технико-экономическим расчетом.
Более низкая стоимость долбяка по сравнению с фрезой также положительно характеризует зубодолбление. При повышении требований к степени точности и уменьшению параметра шероховатости поверхности зубьев обрабатываемых колес время, необходимое на зубофрезерование, растет быстрее, чем время на зубодолбление.
При нарезании зубчатых колес без радиальной подачи применяют специальный долбяк, у которого число зубьев в два раза больше, чем у нарезаемого колеса (рис. 3, а).
Долбяк имеет выемку для съема готовой детали со станка и установки заготовки. Одна половина долбяка предназначена для черновой обработки зубьев, вторая — для чистовой. Толщина черновых зубьев меньше толщины чистовых на величину удвоенного припуска на чистовое долбление. Нарезание колеса осуществляется за два его оборота. В течение первого оборота черновые зубья долбяка прорезают впадины, оставляя по их боковым сторонам припуск, срезаемый чистовыми зубьями долбяка при втором обороте заготовки.
Долбяк с двумя выемками и числом зубьев в четыре раза больше, чем число зубьев нарезаемого колеса, обеспечивает обработку зубьев одной заготовки за половину оборота долбяка (рис. 3, б).
Одновременная обработка нескольких заготовок одним комбинированным долбяком повышает производительность процесса (рис. 3, в). Заготовки устанавливают в шпиндели станка, вращающиеся вокруг своей оси и вместе со столом — относительно оси.
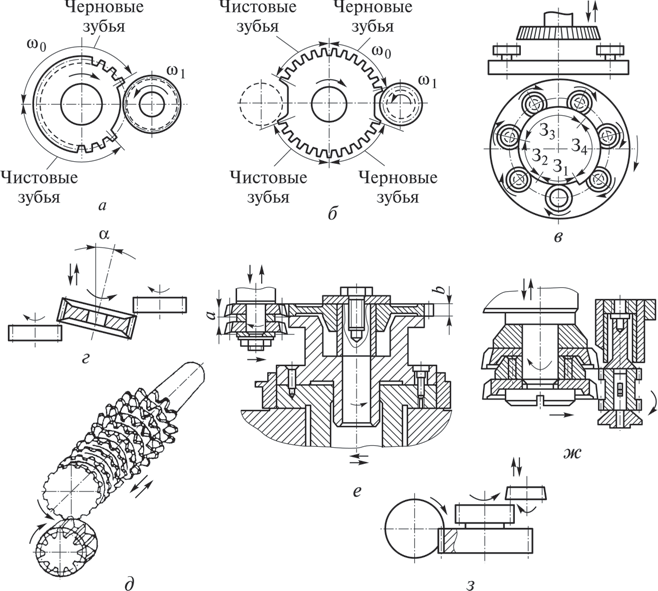
Рис. 3. Кинематические схемы долбления по методу обката: а — специальным долбяком с одной выемкой; б — специальным долбяком с двумя выемками; в — специальным комбинированным долбяком (З1 — зона без зубьев; З2 — заходная зона; З3 — зона черновых зубьев; З4 — зона чистовых зубьев); г — двух колес одним долбяком; д — долбяком-прошивкой; е — комплектными долбяками; ж — двух венцов двумя долбяками; 3 — двух венцов долбяком и червячной фрезой
Характеристики отечественных зубодолбежных станков приведены в табл. 4.
Таблица 4. Технические характеристики зубодолбежных станков
| Модель станка | Наибольшие размеры нарезаемых колес, мм | Число двойных ходов штосселя в минуту | Мощность главного привода, кВт | Диаметр долбяка, мм | Круговая подача, мм/дв. ход | Группа станков | |
| диаметр | модуль | ||||||
| 5В12 | 200 | 4,0 | 200…600 | 2,2 | 80,0 | 0,1…0,46 | I |
| 5121 | 200 | 4,5 | 125…700 | 2,3/2,9 | 80 | 0,1…0,5 | |
| 5122 | 200 | 5,0 | 200…850 | 2,1/3,0 | 100 | 0,16…0,6 | |
| 5М14 | 500 | 6,0 | 125…400 | 2,8 | 100 | 0,17…0,51 | II |
| 5140 | 500 | 8,0 | 65…450 | 3,0 | 125 | 0,14…0,75 | |
| 5А140 | 500 | 8,0 | 55…560 | 5,0/6,3/10 | 125 | 0,01…1,0 | |
| 5В150 | 800 | 12 | 33…188 | 4,8/5,7/7,5 | 200 | 0,2…1,5 | III |
| 5В150П | 800 | 12 | 33…188 | 4,8/5,7/7,5 | 200 | 0,2…1,5 | |
| 5М150 | 800 | 12 | 33…188 | 4,8/5,7/7,5 | 200 | 0,2…1,5 | |
| 5М150П | 800 | 12 | 33…188 | 4,8/5,7/7,5 | 200 | 0,2…1,5 | |
| 5В161 | 1250 | 12 | 33…188 | 4,8/5,7/7,5 | 200 | 0,2…1,5 | |
| 5В161П | 1250 | 12 | 33…188 | 4,8/5,7/7,5 | 200 | 0,2…1,5 | |
3. Зубострогальные станки
Зубострогальный станок мод. 5А250 работает по методу обката и предназначен для чернового и чистового нарезания прямозубых и конических колес в условиях серийного и массового производства. Применяя специальную накладную головку, можно нарезать и винтовые зубья.
Технические характеристики станка мод. 5А250
| Наибольший диаметр нарезаемых зубчатых колес, мм | 500 |
| Число зубьев нарезаемых колес | 10…100 |
| Число двойных ходов ползунов-резцов | 73…470 |
| Продолжительность нарезания одного зуба, с | 8…123 |
Долбяки зуборезные прямозубые классов точности А, В:
- дисковые в диапазоне модулей (М 1…8 мм), чашечные (М 1…6,5 мм) и хвостовые (М 1…5 мм) по ГОСТ 9323—79 и ГОСТ 6762—79 и специальные;
- мелкомодульные дисковые и хвостовые в диапазоне модулей М 0,3…0,9 мм по ГОСТ 10059 и специальные;
- резцы для напильников.
Шеверы дисковые:
стандартные и специальные в диапазоне модулей 0,3…8 мм (85…3 DP) с делительными диаметрами 85, 180, 250 и 280 мм классов точности А, В по техническим условиям ГОСТ 10222—81, ГОСТ 8570—80 для обработки цилиндрических зубчатых колес с эвольвентным профилем 5—8 степеней точности.
Эталонные измерительные колеса:
стандартные и специальные по ГОСТ 6512—74 и чертежам заказчика в диапазоне модулей 0,3…8 мм, 4…5 степеней точности.
ЗАО «Тяжелые зуборезные станки» — единственное в России и странах СНГ предприятие, производящее полный комплект оборудования (зуборезные, зубопротяжные, зубошлифовальные, зубопритирочные, контрольно-обкатные, закалочные станки) для изготовления конических и гипоидных зубчатых колес с круговым зубом и конических прямозубых колес методами фрезерования, строгания и протягивания. Завод производит более 30 современных моделей. Станки являются глубоко модернизированным технологическим оборудованием на базе моделей, хорошо зарекомендовавших себя ранее. Наиболее востребованные модели (527ВФ3, 5С280ВФ3, 5А26ВФ3, 5А270ВФ3, 5А872ВФ3, 5А284ФЗ и др.) поставляются с системами ЧПУ «Siemens» (рис. 4).
В настоящее время завод производит уникальные станки 5А284 и 5Е283 для изготовления зубчатых колес диаметром 1600 мм и модулем 30 мм (рис. 5, 6).
Заводом освоено новое направление — производство станков с ЧПУ для изготовления цилиндрических зубчатых колес диаметром до 2000 мм, модуль 25 мм. В настоящее время поставляются зубодолбежные станки 5С140Ф3, 5С150Ф3 (рис. 7), 5С161Ф3 и зубофрезерные станки моделей 53С42Ф4, 53С11Ф4, 53С80Ф4, 53С50Ф4 с ЧПУ «Siemens».
Поставка каждой единицы зубообрабатывающего оборудования сопровождается передачей технологии для обработки деталей. Под технические требования заказчиков прорабатываются и предлагаются оптимальные варианты поставок следующих зубообрабатывающих комплексов:
- специализированных с технологией для массового производства типовых зубчатых колес;
- универсальных с технологией для производства зубчатых колес различной номенклатуры.
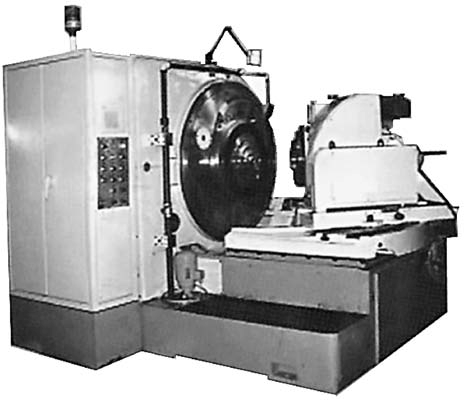
Рис. 4. Общий вид станка модели 527ВФ3
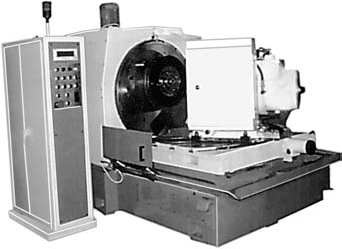
Рис. 5. Общий вид станка модели 5А284
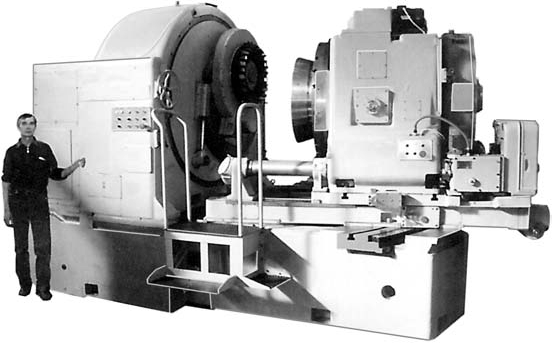
Рис. 6. Общий вид станка модели 5АЕ283
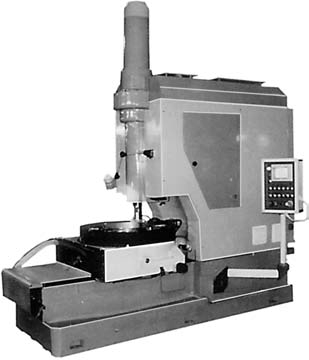
Рис. 7. Общий вид станка модели 5С150Ф3
В составе зубообрабатывающих комплексов поставляются универсальные 6-осевые координатно-измерительные машины для контроля зубчатых колес и зуборезного инструмента, основными преимуществами которых являются:
- 6 степеней свободы перемещения щупа;
- встроенная система самокалибровки;
- двухступенчатая система виброзащиты.
4. Зубошлифовальные станки
Зубошлифовальные станки применяют для шлифования зуборезных долбяков, шеверов и эталонных зубчатых колес. Такие специальные прецизионные станки работают по методу обката (огибания) с помощью эвольвентного копира. Очень важной и сложной операцией является шлифование профиля зубьев.
У долбяков эвольвентный профиль зубьев шлифуют на специальных полуавтоматах, работающих по методу обката с периодическим делением. За каждый цикл обрабатывается лишь одна сторона зуба. Движение обката выполняется заготовкой.
Технические характеристики зубошлифовальных станков приведены в табл. 5, зубошевинговальных и зубохонинговальных — в табл. 6, зубопритирочных и контрольно-обкаточных — в табл. 7.
Таблица 5. Зубошлифовальные станки и полуавтоматы для цилиндрических колес (размеры в мм)
| Параметры | Модели станков | ||||||||
| 5В832 | 5В833 | 5В835 | 5А841 | 5843 | 5851 | 5853 | 5891С | 5А893С | |
| Диаметр обрабатываемого зубчатого колеса | 20…200 | 40…320 | 50…500 | 30…320 | 80…800 | 35…320 | 150…800 | 10…125 | 40…320 |
| Модуль обрабатываемого зубчатого колеса | 0,3…3 | 0,5…4 | 1,5…5 | 1,5…8 | 2…12 | 2…10 | 2…12 | 1…6 | 2…12 |
| Наибольшая длина шлифуемого зуба прямозубого колеса | 100 | 150 | 200 | 150 | 220 | 220 | 280 | 28 | 56 |
| Наибольший угол наклона шлифуемого зубчатого колеса, град | 45 | 45 | 30 | 45 | 45 | 45 | 45 | 30 | 35 |
| Число зубьев обрабатываемого зубчатого колеса | 12…200 | 12…200 | 16…250 | 10…200 | 14…250 | 10…120 | 12…210 | 7…100 | 10…180 |
| Шлифовальный круг | Червячный | Конический | Тарельчатый (два) | Конический | |||||
| Наибольшие размеры шлифовального круга (Д Ш) | 400
63 |
400
80 |
400
100 |
350
32 |
400
32 |
225 | 275
20 |
250
25 |
500
32 |
| Частота вращения шлифовального круга, об/мин | 1500 | 1500 | 1500
1920 |
1670 | 1900; 2660 | 1900; 2660 | 2000; 2500 | 1150 | |
| Вертикальная подача суппорта заготовки (подача обката), мм/мин | 3,78…165 | 3,78…165 | 2…165 | (6…800) | (6…800) | — | — | — | — |
| Радиальная подача шпиндельной бабки за один ход суппорта | 0,02…0,08 | 0,02…0,08 | 0,02…0,08 | 0,01…2,49 | 0,01…2,49 | — | — | 0,002…
0,01 (на врезание) |
0,002…
0,01 (на врезание) |
| Продольная подача:
cтола (бесступенчатое регулирование), мм/мин |
— | — | — | — | — | 100…
1800 |
100…
1500 |
— | — |
| за один обкат | — | — | — | — | — | 0,35…7 | 0,5…50 | — | — |
| Мощность электродвигателя привода главного движения, кВт | 3 | 4 | 5,5 | 1,5 | 1,5 | 0,75 2 | 0,75 2 | 0,75 | 1,1 |
| Габаритные размеры | 2110
2450 1985 |
2400
2500 2070 |
2830
2210 2345 |
2850
2325 2085 |
3280
2780 2525 |
3170
1820 20202 |
3340
2165 2340 |
1590
1500 1820 |
2545
1770 2190 |
| Масса, кг | 7180 | 7000 | 8500 | 8000 | 11 200 | 5600 | 7500 | 2800 | 3500 |
Примечание. Станки 5891С и 5А893С особо точные, предназначены для окончательной обработки эвольвентного профиля долбяков, шеверов и измерительных колес.
Таблица 6. Зубошевинговальные и зубохонинговальные полуавтоматы для цилиндрических колес (размеры в мм)
| Параметры | 5701 | 5702В | 5Б703 | ВС-Б03В | 5А913 |
| Наибольшие размеры обрабатываемого колеса:
диаметр |
125 | 320 | 500 | 550 | 320 |
| длина зуба | 40 | 100 | 150 | 140 | 120 |
| модуль колес | 0,3…1,5 | 1,5…6 | 2…10 | 1,5…8 | 8 (наиб.) |
| Наибольший угол поворота шеверной (или хонинговальной) головки в обе стороны от горизонтального (или вертикального) положения, град | 30 | 35 | 30 | 20 | 25 |
| Частота вращения шпинделя инструмента (или заготовки), об/мин | 100…630 | 63…500 | 50…400 | 50…400 | 160…1000 |
| Осевая (продольная) подача инструмента (или заготовки), мм/мин | 32…310 | 18…300 | 16…200 | 16…200 | 50…400 |
| Радиальная подача, мм/ход стола | 0,01; 0,02; 0,03 | 0,02…0,06 | 0,025 | — | — |
| Мощность электродвигателя привода главного движения, кВт | 0,9 | 3 | 3,2 | 3,2 | 3 |
| Габаритные размеры | 1450
870 1695 |
1820
1500 2120 |
2260
1265 1930 |
2260
1265 1930 |
1650
1460 1620 |
| Масса, кг | 1560 | 5300 | 4000 | 4000 | 3400 |
Примечания: 1. Полуавтоматы 5А913 — зубохонинговальные горизонтальные, остальные полуавтоматы зубошевинговальные;
2. Полуавтомат 5702В горизонтальный, остальные зубошевинговальные полуавтоматы вертикальные.
Таблица 7. Зубопритирочные и контрольно-обкатные станки для конических колес (размеры в мм)
| Параметры | 5П722 | 5725Е | 5Б720 | 5В722 | 5Д725 | 5Б725 | 5Б726 |
| Наибольшие размеры обрабатываемого (или контролируемого) конического колеса: | 320 | 500 | 125 | 200 | 500 | 500 | 800 |
| модуль | 2…6 | 2,5…10 | 0,3…2,5 | 1,5…8 | 2,5…10 | 2,5…10 | 5…16 |
| длина образующей делительного конуса ведомого конического и гипоидного зубчатых колес | — | 250 | 60 | 100 | 250 | 250 | — |
| Частота вращения ведущего шпинделя, об/мин | 1450 | 1450 | 600…1000 | 1200; 800 | 300…3000
(бесступенчатая) |
625; 1250 | 220; 450; 625;
1250 |
| Мощность электродвигателя привода главного движения, кВт | 5,5 | 5,5 | 0,9 | 1,8; 2,1 | 6,5 | 2,2; 3,6 | 6,0; 9,0 |
| Габаритные размеры | 1540x
1480x 1810 |
1540x
1480x 1810 |
1000x
850x 1380 |
1540x
1100x 1550 |
2330x
1725x 1900 |
2000x
1550x 1750 |
2990x
2640x 1905 |
| Масса, кг | 4600 | 4800 | 990 | 1700 | 6290 | 3070 | 6550 |
Примечания: 1. Станки 5П722 и 572Е зубопритирочные, остальные — контрольно-обкатные универсальные.
2. Для станков 5П722 и 572Е число двойных осциллирующих ходов за один цикл 2—30.
