Содержание страницы
Протягивание – вид обработки металлов резанием, при котором используется специальный режущий инструмент – протяжки. Применяется для обработки внутренних либо наружных поверхностей, металлических и неметаллических материалов. Протягивание применяется в крупносерийном и массовом производстве металлоизделий. Протяжки различных конструкций – наружные, внутренние и дорны, являются одними из наиболее дорогих инструментов для выполнения металлообработки, каждая протяжка при своем изготовлении требует наивысшей точности и правильного расчета. Главное движение, прямолинейное возвратно-поступательное, придается режущему инструменту (протяжке или прошивке), движение подачи заложено в конструкции режущего инструмента в виде подъема на зуб.
Подъем на зуб – превышение по высоте или ширине размера режущей части зуба по отношению к предыдущему зубу.
По характеру движения режущего инструмента различают: протяжки – инструмент вытягивается из отверстия; прошивки – инструмент проталкивается в отверстие.
Протягивание – высокопроизводительный процесс обработки наружных и внутренних поверхностей, обеспечивающий высокую точность формы и размеров обработанной поверхности. При протягивании профиль обработанной поверхности копируется профилем режущих зубьев, поэтому протяжки – узкоспециальный инструмент, применяемый для обработки поверхностей со строго заданными формой и размерами.
По характеру обработанной поверхности различают внутренние и наружные протяжки.
Внутренние протяжки предназначены для обработки круглых, квадратных, многогранных и шлицевых отверстий, а также шпоночных и других фигурных пазов.
Наружные протяжки предназначены для обработки наружных поверхностей, пазов, уступов, являются специальным видом инструмента, поэтому не стандартизованы. При наружном протягивании, которое применяется вместо строгания, фрезерования, шлифования, за одну операцию обрабатывают как можно больше сопряженных поверхностей, для этого протяжки соединяют в блоки.
1. Элементы и геометрия режущей части протяжек
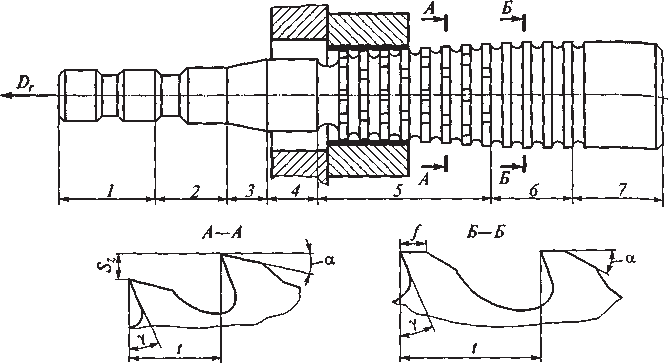
Круглая протяжка (рис. 1) состоит из следующих элементов. Замковая часть 1 (хвостовик) служит для закрепления протяжки в патроне тягового устройства станка; шейка 2 – соединительная поверхность. Направляющий конус 3 и передняя направляющая часть 4 служат для центрирования заготовки в начале резания. Режущая часть 5 состоит из режущих зубьев, высота или ширина которых увеличиваются на высоту срезаемого слоя, и служит для срезания основной доли припуска. Для облегчения образования стружки на режущих зубьях в шахматном порядке выполняются стружколомные канавки.
Калибрующая часть 6 предназначена для придания обработанной поверхности окончательной формы, необходимой точности и шероховатости. Она состоит из калибрующих зубьев, форма и размеры которых соответствуют форме и размерам обработанной поверхности. Задняя направляющая часть 7 необходима для поддержания протяжки при выходе ее из обработанного отверстия. Черновые и чистовые зубья протяжек имеют различную геометрию.
Черновые зубья (рис. 1, а, сечение А–А) выполняются острозаточенными. Задний угол для внутренних протяжек равен 3°, для наружных – 3–8º. Передний угол выбирается в зависимости от свойств обрабатываемого материала в пределах 10–20°. Шаг между зубьями выбирается из требования одновременности работы не менее трех зубьев. Подъем на зуб – 0,06–0,3 мм/зуб.
а

б в
Рис. 1. Протяжки: а, б – круглые; 1 – замковая часть; 2 – шейка; 3 – направляющий конус; 4, 7 – передняя и задняя направляющие части соответственно; 5 – режущая часть (режущие зубья); 6 – калибрующая часть (калибрующие или чистовые зубья); f – ленточка; Sz – подъем на зуб; t – шаг между зубьями; α, γ – главные задний и передний углы соответственно; в – протяжка для выполнения внутреннего шпоночного паза
Чистовые зубья (рис. 1, а, сечение Б–Б) выполняются с ленточкой, равной 0,02–0,3 мм. Передний угол выбирается в зависимости от свойств обрабатываемого материала в пределах 0–15°. Нулевой передний угол обычно назначается для профильных протяжек, что позволяет не потерять геометрическую точность зубьев при переточках. Шаг между зубьями t выбирается из требования участия в работе только одного зуба. Подъем на зуб – 0,015–0,03 мм/зуб.
2. Особенности процесса протягивания
Каждый зуб протяжки работает как строгальный резец. Малая высота зубьев и высокая жесткость протяжки в диаметральной плоскости позволяют назначать достаточно высокие режимы резания. За один рабочий ход генерируется весь профиль обработанной поверхности, поэтому протягивание является высокопроизводительным процессом, однако имеет особенности, которые необходимо учитывать при выборе протяжки и схемы обработки.
При резании стружка, снимаемая каждым зубом, должна разместиться во впадине между зубьями. Если объем срезаемой стружки с учетом ее усадки будет больше объема впадины между зубьями, протяжку заклинит и произойдет поломка инструмента.
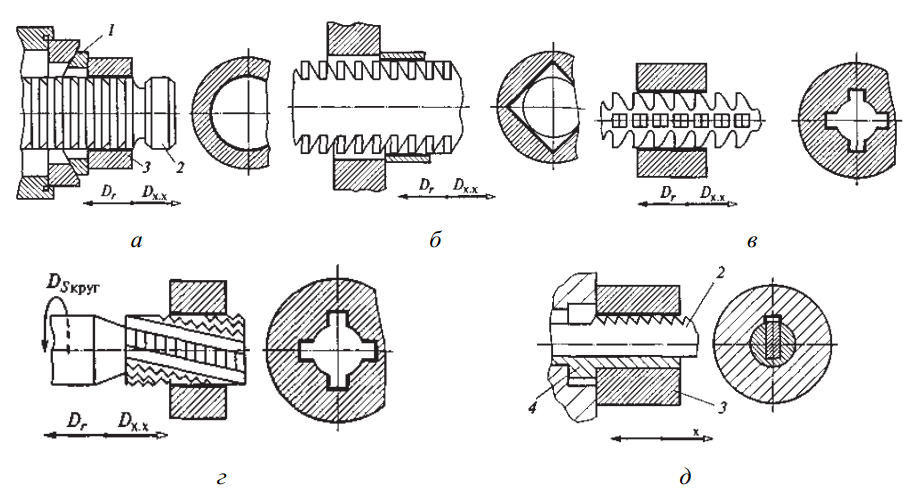
Рис. 2. Схемы протягивания отверстий: а – на сферической опоре; б – многогранных; в – прямых шлицевых; г – винтовых шлицевых; д – шпоночных пазов; 1 – сферическая опора; 2 – протяжка; 3 – заготовка; 4 – направляющая втулка
Протягивание с прямолинейным движением резания – процесс прерывистый. Необходимо возвратно-поступательное движение исполнительного механизма главного движения. Прямой ход – рабочее движение, обратный – холостой ход. Инерция масс исполнительного механизма главного движения не позволяет работать на высоких скоростях резания, обычно принимают 8–15 м/мин.
Протяжками, или прошивками, обрабатывают цилиндрические отверстия после сверления, растачивания, зенкерования, а также отверстия, полученные на стадии заготовительных операций. При обработке заготовки цилиндрической протяжкой 2 (рис. 2, а) заготовку 3 устанавливают на сферическую опору 1 или на плоскую опору.
При установке на сферическую опору заготовка самоустанавливается по оси протяжки, но торец может получиться не перпендикулярным оси отверстия, поэтому такую установку применяют, если торец заготовки обрабатывается после протягивания. При установке на плоскую опору торец перпендикулярен оси отверстия, но возможна поломка протяжки из-за разницы припусков в диаметральной плоскости протяжки.
Многогранные отверстия протягивают многогранными протяжками (рис. 2, б). В заготовке сверлят круглое отверстие. В зависимости от величины припуска на обработку применяют ту или иную схему срезания припуска. Шлицевые отверстия получают шлицевыми протяжками. Нарезание прямых шлицов ведут при прямолинейном главном движении (рис. 2, в), при нарезании винтовых шлицов (рис. 2, г) протяжке придают дополнительное движение для получения винтового движения резания. Шпоночные или иные пазы протягивают шпоночными протяжками (рис. 2, д). Профиль поперечного сечения зуба должен соответствовать профилю поперечного сечения паза. Заготовку устанавливают на плоскую опору, для направления протяжки 2 применяют направляющую втулку 4.
3. Протяжные станки
Станки для протягивания отличаются простой конструкцией и большой жесткостью; это объясняется тем, что в станках отсутствует цепь движения подачи. Основными характеристиками протяжного станка являются тяговое усилие на штоке и ход штока рабочего цилиндра.
Горизонтально-протяжной станок (рис. 3, а) – станок для протягивания внутренних поверхностей. На станине 1 расположены гидроцилиндр 3 и насосная станция 2. На переднем конце штока 4 установлен захват 5 с кареткой 7, которая может перемещаться по направляющим станины. Протяжка устанавливается в захвате 5 и протаскивается сквозь отверстие в заготовке, опирающейся торцом на опорную поверхность кронштейна 6. Поступательное движение протяжке сообщается до тех пор, пока она не выйдет из отверстия в заготовке. Заготовка падает в поддон 8. Протяжка возвращается в исходное положение, и процесс повторяется.
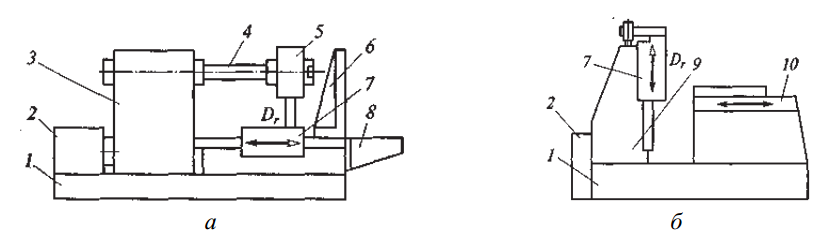
Рис. 3. Протяжные станки: а – горизонтально-протяжной; б – вертикальнопротяжной; 1 – станина; 2 – насосная станция; 3 – гидроцилиндр; 4 – шток; 5 – захват; 6 – кронштейн; 7 – каретка; 8 – поддон; 9 – вертикальная колонна; 10 – стол
Вертикально-протяжной станок (рис. 3, б) – станок для обработки наружных поверхностей. На станине 1 установлена вертикальная колонна 9 с рабочим гидроцилиндром, насосной станцией 2 и кареткой 7. На левом конце станины расположен стол 10, в рабочем приспособлении которого устанавливают заготовку. Протяжку закрепляют в каретке. Гидроцилиндр перемещает протяжку сверху вниз (рабочий ход).
