Содержание страницы
При механизированном изготовлении стержней применяют разные способы уплотнение стержневой смеси: уплотнение прессованием, пескометное уплотнение, уплотнение на встряхивающих формовочных машинах, пневматические способы (пескодувный, пескострельный) уплотнение, импульсное уплотнение.
Способы уплотнения выбираются в зависимости от размера стержней, состава стержневой смеси и серийности отливок.
1. Изготовление стержней на мундштучных машинах.
Формовочная смесь шнеком выталкивается через мундштук. Этим способом изготовляются стержни простых геометрических форм, представленных на рис. 28. При выдавливании стержней одновременно оформляется внутренняя полость – газоотводный канал.

Рис. 29. Стержни различной формы, изготовленные на мундштучных машинах
2. Пескометное уплотнение стержней.
Принцип работы пескомета был рассмотрен раньше. Пескометная набивка стержней является универсальной, так как применяется при изготовлении стержней как из смеси на органических крепителях, так и из песчано-глинистых смесей. Ящики могут применяться металлические и деревянные. Уплотнение стержней пескометом позволяет организовать поточную стержневую линию даже при изготовлении единичных крупных стержней. На рис. 30 представлена схема такой линии.
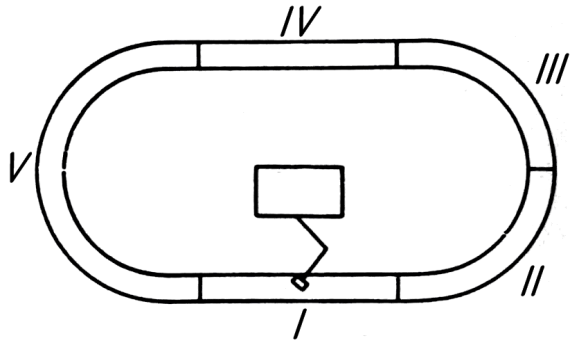
Рис. 30. Схема пескометной линии для изготовления стержней: I – набивка стержня; II – удаление стержня из ящика III – подготовка ящика; IV–установка каркасов; V – подготовка новых ящиков.
Кольцо из рольгангов расположено на некоторой высоте от пола литейной. На кольце по замкнутому циклу выполняются технологические операции, связанные с изготовлением стержней. В указанную цепь может включаться та или иная вспомогательная машина, машина, обеспечивающая удаление стержней из ящиков, приспособление, дозирующее формовочные смеси, приспособление по окраске стержней и т. п.
3. Уплотнение стержней на встряхивающих формовочных машинах
В этом случае уплотнение стержней ничем не отличается от уплотнения форм. Наиболее удобным для этого являются встряхивающие машины с перекидными столами, которые обеспечивают нужное уплотнение смеси и удаление стержней из ящиков. Производительность машин при изготовлении стержней на 20–30 % ниже, чем при изготовлении форм.
На этих машинах наиболее удобно пользоваться вытряхными стержневыми ящиками. Особенности конструкции вытряхных ящиков, применяемых при уплотнении на машинах: корпуса ящиков должны быть более прочными (углы скрепляются металлическими косынками); ящики снабжаются приспособлениями для крепления к столу машины и крепления к ним сушильных плит; при малых габаритах стержней в целях использования мощности машины рекомендуется выполнять многогнездные стержневые ящики. Уплотнение на формовочных машинах может производиться как в индивидуальном, так и в массовом производстве. Ящики могут быть деревянными, металлическими или пластмассовыми.
4. Уплотнение стержней прессованием
Уплотнение прессованием ограничено формой и размерами стержней. При уплотнении стержней прессованием полезно применить вибрацию, что расширяет границы применения этого способа. Метод изготовления прессованием имеет важнейшее преимущество – он бесшумный.
5. Пневматическое уплотнение стержней
Стержневые смеси могут уплотняться пескодувным и пескострельным способами.
Пескодувный способ уплотнения. Вдувание смеси в стержневой ящик – чрезвычайно производительный способ изготовления стержней. На рис. 31 представлена схема пескодувной стержневой установки.
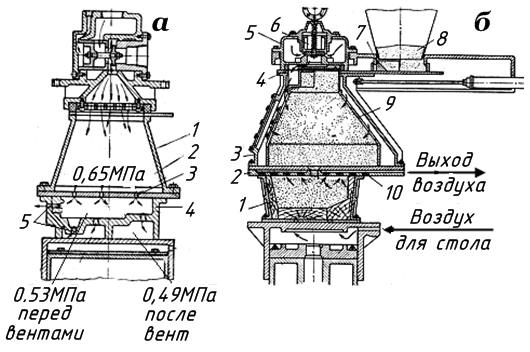
Рис. 31. Пескодувная машина 287: а – схема пескодувной стержневой установки; б – общий вид пескодувной машины: 1 – металлический ящик; 2 – вдувная плита; 3 – резервуар; 4 – вдувное кольцо; 5 – воздушная коробка; 6 – клапан; 7 – полукольцо; 8 – бункер; 9 – внутренний резервуар со щелевыми прорезами;10 – вента.
В периодически наполняемый смесью пескодувный резервуар 1 (рис. 31, а) вводится мощной струей воздух под давлением 0,6–0,65 МПа. Потоки воздуха захватывают смесь 2 и через отверстия 3 в дутьевой плите вносят ее в стержневой ящик 4. Для того чтобы смесь имела необходимую скорость при входе в стержневой ящик (чем выше скорость, тем лучше уплотнение стержня), в стержневом ящике делаются воздухоотводы 5, называемые вентами. Конструкция вент рассмотрена выше, раздел 3.1.3.
В целях обеспечения хорошего уплотнения и снижения потерь воздуха стержневой ящик снизу плотно прижимается к дутьевой плите (к дну резервуара).
На рис. 31, б показана схема пескодувной машины 287, в резервуаре 9 которой выполнены щелевые прорези для подачи воздуха в целях устранения зависание смеси в бункере.
Диаметр вдувных отверстий для текучих смесей равен 8–20 мм, а для более прочных смесей 20–30 мм. Расстояние между вдувными отверстиями 70–80 мм. Опыт показал, что чем больше суммарная площадь сечения вент (до 0,3–0,35 от площади сечения стержня), тем выше качество стержней. Дальнейшее увеличение площади сечения вент не приводит к повышению уплотнения.
Пескострельный способ уплотнения. На рис. 32 представлена схема другого способа уплотнения стержней, названного пескострельным.
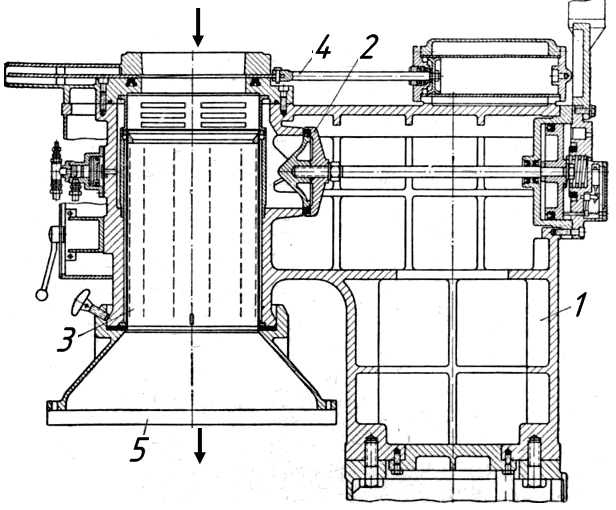
Рис. 32. Схема пескострельной стержневой машины
Пескострельная машина имеет резервуар 1 со сжатым воздухом, клапан 2, пескострельный резервуар с двойными стенками 3. Смесь подается из бункера в пескострельный резервуар и отсекается затвором 4 от бункера. К надувной плите 5 поджимается стержневой ящик, после чего открывается клапан 2 и из резервуара 1 почти мгновенно в пескострельный резервуар вводится сжатый воздух. Сжатым воздухом выталкивается (выстреливается) смесь в стержневой ящик. Таким образом, если пескодувные машины основаны до некоторой степени на принципе пескоструйных аппаратов (каждая песчинка окружена воздухом), то в этом случае воздух действует как поршень, выталкивающий объем смеси.
Пескострельный резервуар имеет двойные стенки – наружную сплошную и внутреннюю со щелями. Воздух вводится в пространство между указанными стенками и через щели внутреннего цилиндра вводится в пространство, заполненное смесью. Такой подвод воздуха снижает трение смеси о стенки цилиндра и ликвидирует зависание смеси.
Описанный способ уплотнения стержней имеет следующие преимущества: резко снижается расход воздуха; упрощается вентиляция стержневых ящиков, так как из ящика нужно вывести только атмосферный воздух; есть возможность применять смеси с низкой текучестью и даже песчано-глинистые смеси; могут применяться деревянные стержневые ящики, так как отсутствуют воздушно-песчаные струи, обладающие большой абразивной силой.
Герметизация пескодувных и пескострельных машин. Так как смесь в стержневой ящик вводится под воздушным давлением, то при работе наблюдаются:
1) выбросы порций смеси в имеющиеся зазоры и неплотности;
2) износ соответствующих устройств (стержневых ящиков, штырей и частей машины) выбрасываемыми наружу порциями смеси;
3) засорение рабочего места смесью;
4) загрязнение атмосферы песчаной пылью и воздухом, выходящим из вент, который загрязнен парами и частицами крепителей.
На рис. 33 показаны схемы стержневых ящиков и стержней, полученных на пескодувной машине. Как видим, в результате неплотного прилегания половинок ящика стержневая смесь через зазор выбивается из ящика в направлении 2. Выбросы стержневой смеси разрушают поверхности спаривания половинок, еще больше увеличивают несплошности спаривания и приводят к получению недоброкачественных стержней.
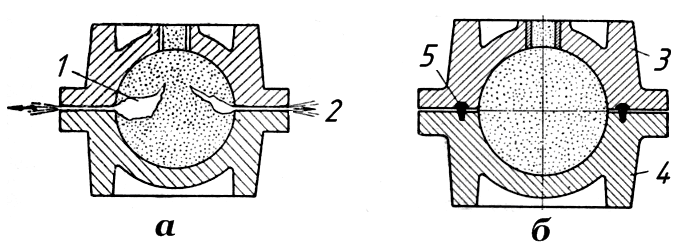
Рис. 33. Схемы стержневых ящиков: а – без уплотнений; б – с уплотнением
На стержнях образуются раковина или рыхлые участки 1, а также облои по месту спаривания. Дефектные места стержня надо исправлять, что связано с потерей рабочего времени и ухудшением качества отливок.
На рис. 33, б показан стержневой ящик (верхняя половина 3 и нижняя половина 4), который имеет уплотняющее устройство, герметически закрывающее зазоры по плоскости спаривания половинок.
Уплотняющим устройством является резиновая вставка 5, укрепленная на одной половинке ящика; при спаривании половинок резиновая вставка входит в углубление на другой половинке.
Уплотняющее устройство располагается так, чтобы изолировать спаривающие штыри и отверстия от разрушения песчаными потоками и тем самым сохранить высокую точность спаривания половинок ящика. То же самое уплотняющее устройство рекомендуется применять для устранения зазоров между бункером машины и надувной плитой, а также между надувной плитой и стержневым ящиком. Такое устройство на самой машине важно главным образом с точки зрения безопасного ее обслуживания.
При механизированном изготовлении стержней применяют пескодувные и пескострельные машины и стержневые ящики для них. Средние по массе стержни изготовляют на встряхивающих машинах с поворотно-вытяжными механизмами. Применение таких машин и механизмов обеспечивает стабильное извлечение стержней без поломок и нарушения геометрии. Изготовление стержней ведется в открытом стержневом ящике 2, закрепленном на столе встряхивающей машины (рис. 34).
После уплотнения на открытую поверхность ящика устанавливают сушильную плиту 1 и закрепляют на ящике. Далее стержневой ящик с плитой поворотным столом 4 устанавливается над столом 5 вытяжного механизма. Гидроцилиндры машины прижимают стол 5 к стержневому ящику, раскрепляется сушильная плита и ящик, включаются вибраторы, облегчающие съем ящика, и вначале медленно, а затем быстрее опускается приемный стол 5 с плитой и стержнем 3, выходящим из ящика под действием силы тяжести. Затем выполняется обратная кантовка поворотно-вытяжной машины, и ящик возвращается в исходное положение для подготовки его к повторному циклу на встряхивающей машине.
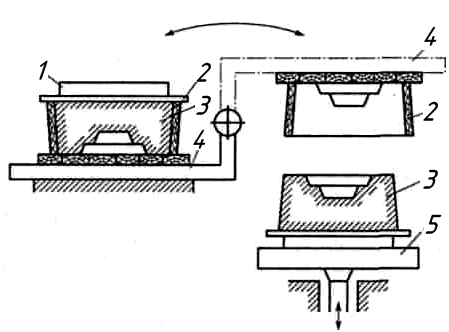
Рис. 34. Схема извлечения средних стержней с встряхивающих машинах с поворотно-вытяжными механизмами: 1 – сушильная плита; 2 – стержневой ящик; 3 – стержень; 4 – поворотный стол; 5 – приемный (вытяжной) стол
Общими недостатками, свойственными традиционным методам изготовления стержней с конвективной сушкой, являются:
– низкая геометрическая и размерная точность стержней;
– необходимость использования металлических каркасов;
– низкая производительность (на получение готового стержня требуется 1…2 ч, включая сушку).
В настоящее время данный процесс используют, как правило, в единичном производстве и только в редких случаях в массовом производстве. В основном же в массовом производстве применяется технология изготовления стержней по нагреваемой оснастке, которая в настоящее время постепенно вытесняется технологией изготовления стержней по холодной оснастке.