Содержание страницы
Сварка, как технологический процесс получения неразъемных соединений, является краеугольным камнем современного машиностроения, строительства и множества других отраслей промышленности. Исторически, первые патенты на дуговую сварку были получены в конце XIX века Николаем Бенардосом и Станиславом Olszewski (сварка угольным электродом) и позднее Николаем Славяновым (сварка плавящимся металлическим электродом). С тех пор технология шагнула далеко вперед, но фундаментальные принципы, определяющие качество и надежность сварного соединения, остаются неизменными. В данном материале мы проведем детальный инженерный анализ основных понятий: от базовых типов соединений до сложных металлургических аспектов свариваемости и технологической прочности.
1. Базовая классификация типов сварных соединений
Сварным соединением именуется участок конструкции, в котором детали соединены между собой посредством сварки, образуя единое целое. Выбор конкретного типа соединения диктуется конструктивными требованиями, толщиной свариваемых элементов, направлением и величиной действующих нагрузок, а также технологическими и экономическими соображениями. В инженерной практике, согласно нормативной документации, такой как ГОСТ Р 58904-2020/ISO/TR 25901-1:2016 «Сварка и родственные процессы. Словарь. Часть 1. Общие термины», выделяют пять фундаментальных типов соединений.
- Стыковые (С)
- Нахлесточные (Н)
- Тавровые (Т)
- Угловые (У)
- Торцовые (Е)
Рассмотрим каждый из них более подробно с указанием их преимуществ, недостатков и областей применения.
Стыковое соединение — это соединение двух элементов, которые примыкают друг к другу своими торцевыми поверхностями и располагаются в одной плоскости или на одной поверхности. Этот тип является наиболее распространенным и эффективным, так как обеспечивает плавную передачу силового потока и минимальную концентрацию напряжений.
Преимущества: Высокая статическая и динамическая прочность, минимальный расход основного и присадочного материала по сравнению с другими типами.
Недостатки: Требует точной подгонки и подготовки кромок, особенно при сварке толстостенных деталей.
Нахлесточное соединение — сварное соединение, в котором соединяемые элементы размещены параллельно друг другу и их поверхности частично перекрываются.
Преимущества: Простота сборки, не требует высокой точности в подгонке деталей и подготовки кромок.
Недостатки: Неравномерное распределение напряжений из-за эксцентриситета приложения нагрузки, что снижает усталостную прочность. Склонность к щелевой коррозии в зазоре между деталями.
Тавровое соединение — сварное соединение, в котором торец одной детали примыкает под прямым или иным углом к боковой поверхности другой детали, образуя в сечении профиль, напоминающий букву «Т».
Преимущества: Широко используется для создания жестких конструктивных узлов, таких как балки, рамы, фермы.
Недостатки: Является зоной высокой концентрации напряжений, особенно в корне шва. Требует обеспечения полного провара для ответственных конструкций.
Угловое соединение — сварное соединение двух элементов, расположенных под углом (чаще всего прямым) друг к другу и сваренных по линии примыкания их кромок. Применяется при изготовлении резервуаров, коробов и других пространственных конструкций.
Преимущества: Позволяет формировать замкнутые контуры и пространственные конструкции.
Недостатки: Как и тавровое, является концентратором напряжений. Качество шва сильно зависит от доступа к месту сварки.
Торцовое соединение — сварное соединение, в котором боковые поверхности свариваемых элементов примыкают друг к другу. Обычно используется для соединения тонколистовых материалов или для герметизации, так как не обладает высокой несущей способностью.
2. Классификация и условное обозначение сварных швов
Сварной шов — это непосредственно тот участок соединения, который образовался после кристаллизации расплавленного металла (при сварке плавлением) или в результате интенсивной пластической деформации (при сварке давлением). Свойства шва определяют эксплуатационную надежность всего соединения.
По геометрии соединения швы делятся на две основные группы:
- Стыковой шов: формируется в стыковом соединении.
- Угловой шов: формируется в тавровом, нахлесточном или угловом соединении. Данное определение закреплено в ГОСТ Р 58904-2020.
Классификация швов является многогранной и учитывает множество факторов.
2.1. Положение в пространстве
Гравитационные силы оказывают существенное влияние на формирование сварочной ванны и перенос металла. Поэтому классификация по пространственному положению, регламентированная ГОСТ 11969-79 «Сварка плавлением. Основные положения и обозначения», является критически важной для выбора режима сварки и требуемой квалификации сварщика.
- Нижнее (Л) — наиболее удобное положение, «в лодочку». Обеспечивает наилучшее формирование шва и максимальную производительность.
- Горизонтальное (Г) — на вертикальной плоскости.
- Вертикальное (В) — шов располагается вертикально, сварка может вестись на подъем или на спуск.
- Потолочное (П) — наиболее сложное положение, требует высокого мастерства сварщика для удержания расплавленного металла в сварочной ванне.
- Полугоризонтальные (Пг), полувертикальные (Пв), полупотолочные (Пп) — промежуточные положения.
2.2. По другим признакам
- По протяженности: швы могут быть сплошными, обеспечивающими герметичность и максимальную прочность, и прерывистыми. Прерывистые, в свою очередь, делятся на цепные (швы на обеих сторонах расположены друг против друга) и шахматные (смещены относительно друг друга), что позволяет уменьшить сварочные деформации.
- По отношению к действующим усилиям: продольные (фланговые), поперечные (лобовые), комбинированные (сочетание продольных и поперечных) и косые (расположенные под углом к усилию). Лобовые швы лучше сопротивляются статическим нагрузкам, а фланговые — динамическим.
- По условиям работы: швы подразделяются на рабочие, которые непосредственно воспринимают и передают нагрузки, и соединительные (связующие). К рабочим швам предъявляются самые строгие требования по качеству и контролю. Связующие швы (иногда их называют нерабочими) служат в основном для фиксации элементов конструкции.
2.3. По форме наружной поверхности
Форма наружной поверхности шва оказывает прямое влияние на его прочностные характеристики.
- Нормальные (плоские) швы: обеспечивают плавный переход от основного металла к металлу шва, что является оптимальным для большинства применений.
- Выпуклые (усиленные) швы: увеличенное сечение шва повышает его статическую прочность. Однако чрезмерная выпуклость (усиление) приводит к резкому переходу, создавая концентрацию напряжений, что крайне нежелательно при динамических и знакопеременных нагрузках. Также это ведет к перерасходу сварочных материалов и увеличению остаточных напряжений.
- Вогнутые швы: обеспечивают наиболее плавный переход и минимизируют концентрацию напряжений, что делает их предпочтительными для конструкций, работающих в условиях вибрации и усталостных нагрузок.
При изготовлении особо ответственных изделий, например, в аэрокосмической отрасли или атомном машиностроении, выпуклость на рабочих швах часто снимают механически (шлифмашинками, специальными фрезами) или термически (оплавление пламенем аргонодуговой горелки) для снижения концентрации напряжений и повышения усталостной долговечности.
Основные типы, конструктивные элементы и размеры швов для наиболее распространенного метода — ручной дуговой сварки (РДС, MMA) углеродистых и низколегированных сталей — детально регламентированы в ГОСТ 5264-80.
3. Конструктивные элементы подготовки кромок и сварного шва
Для обеспечения качественного провара и формирования шва с заданными свойствами необходима правильная подготовка свариваемых кромок. Эта подготовка характеризуется тремя ключевыми параметрами.
- Угол скоса кромки (угол разделки): Форма разделки кромок (V-образная, X-образная, U-образная и др.) определяет объем полости, которую необходимо заполнить расплавленным металлом. Например, X-образная разделка по сравнению с V-образной при одинаковой толщине металла позволяет уменьшить объем наплавленного металла в 1,6—1,7 раза. Это не только экономит сварочные материалы и время, но и, что более важно, снижает величину сварочных деформаций и остаточных напряжений за счет более симметричного тепловложения.
- Притупление кромок: Это неразделанная часть торца кромки. Она необходима для предотвращения прожогов металла в корне шва во время сварки первого (корневого) прохода и для правильного формирования обратного валика.
- Зазор при сборке: Расстояние между свариваемыми кромками. Величина зазора зависит от толщины металла, способа сварки и типа соединения. Увеличение зазора способствует более глубокому проплавлению, но чрезмерный зазор может привести к прожогу. При сварке плавящимся электродом зазор обычно составляет от 0 до 5 мм. При аргонодуговой сварке неплавящимся электродом тонких алюминиевых сплавов зазор может быть нулевым.
Сам готовый шов также характеризуется набором конструктивных элементов, которые определяют его несущую способность. Основные параметры, согласно ГОСТ 2601-84, показаны на рисунке 1.
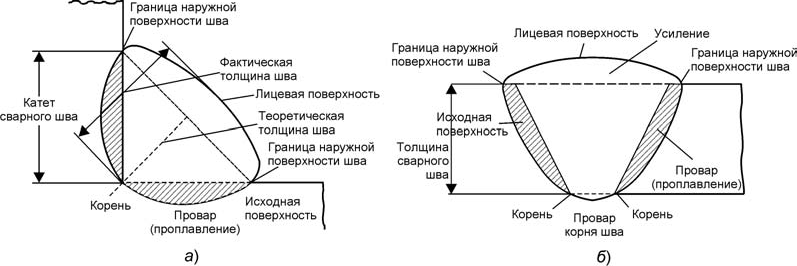
Рис. 1. Основные элементы сварного шва: а — угловой шов (здесь ‘k’ – катет шва); б — стыковой шов (здесь ‘e’ – ширина, ‘g’ – выпуклость, ‘h’ – глубина проплавления)
Ключевыми элементами являются:
- Ширина шва (e): расстояние между линиями сплавления на лицевой стороне шва.
- Выпуклость (усиление) шва (g): высота, на которую поверхность шва выступает над уровнем основного металла.
- Глубина проплавления (h): наибольшая глубина расплавления основного металла. Сумма глубины проплавления и выпуклости (для стыкового шва) составляет его толщину.
- Катет углового шва (k): кратчайшее расстояние от поверхности одной свариваемой детали до линии сплавления на поверхности другой детали. Является основным расчетным параметром для угловых швов.
4. Технологическая прочность и трещиностойкость
Термин «технологическая прочность» имеет критическое значение и описывает способность металла сварного шва и околошовной зоны сопротивляться образованию трещин в процессе сварки и последующего остывания. Это один из важнейших интегральных показателей свариваемости материала.
Потеря технологической прочности проявляется в виде образования двух основных типов трещин: горячих и холодных.
4.1. Горячие трещины (кристаллизационные)
Это хрупкие межкристаллические разрушения, которые возникают в процессе кристаллизации сварного шва или в твердом состоянии при температурах, близких к температуре солидус (окончания кристаллизации).
Две главные причины их образования:
- Наличие температурного интервала хрупкости (ТИХ): В процессе кристаллизации из-за ликвации (неоднородного распределения) примесей, таких как сера (S) и фосфор (P), по границам кристаллизующихся зерен образуются легкоплавкие эвтектики. Например, сульфид железа (FeS) образует эвтектику с температурой плавления около 988 °C (в чистой системе Fe-FeS 1189°C, но в стали ниже), а сульфид никеля (NiS) — около 645 °C. Эти жидкие прослойки нарушают металлическую сплошность шва, и когда на этой стадии действуют растягивающие деформации от усадки, происходит разрыв по этим ослабленным границам.
- Высокотемпературные деформации: Возникают из-за затрудненной термической усадки металла шва и нагретых участков основного металла в жестко закрепленной конструкции. Напряжения релаксируют, превращаясь в пластическую деформацию, которая концентрируется в еще не окрепших участках шва, приводя к их разрыву.
4.2. Холодные трещины (водородное охрупчивание)
Холодными называют трещины, которые образуются после полного остывания сварного соединения, как правило, при температурах ниже 150-200 °C, и могут появляться в течение нескольких часов или даже суток после сварки. Они имеют характерный блестящий кристаллический излом.
Для их возникновения необходимо одновременное наличие трех факторов:
- Образование хрупких закалочных структур: При быстрой скорости охлаждения, характерной для сварки, в сталях с достаточным содержанием углерода и легирующих элементов образуются мартенсит и бейнит. Эти структуры имеют низкую пластичность и способствуют возникновению высоких внутренних напряжений из-за объемного эффекта превращения.
- Наличие диффузионного водорода: Водород попадает в металл из влаги в покрытии электродов, флюсе, на поверхности металла или в защитном газе. В аустените водород хорошо растворим, но при охлаждении и превращении в феррит или мартенсит его растворимость резко падает. «Лишний» атомарный водород диффундирует к микродефектам, порам, границам зерен, где рекомбинирует в молекулярный H2. Это создает огромное внутреннее давление, которое вместе с другими напряжениями «разрывает» металл изнутри.
- Действие растягивающих напряжений: Суммарные остаточные сварочные напряжения и напряжения от внешних нагрузок.
Методы борьбы с холодными трещинами включают: прокалку сварочных материалов для удаления влаги, предварительный подогрев свариваемых деталей для замедления скорости охлаждения, а также последующую термическую обработку (отпуск) для снятия напряжений и удаления водорода.
| Параметр | Горячие трещины | Холодные трещины |
|---|---|---|
| Температура образования | Высокая (в интервале кристаллизации, >1000 °C) | Низкая (< 150-200 °C) |
| Время появления | В процессе сварки или сразу после | От нескольких минут до нескольких суток после сварки |
| Местоположение | Преимущественно в металле шва, по его оси | В зоне термического влияния (ЗТВ), под валиком усиления, в корне шва |
| Основная причина | Ликвация вредных примесей (S, P), образование легкоплавких эвтектик | Водород, закалочные структуры, растягивающие напряжения |
| Вид излома | Окисленный, темный, с дендритной структурой | Чистый, блестящий, кристаллический, часто с «рыбьими глазами» (флокенами) |
| Характерные материалы | Аустенитные стали, сплавы никеля, алюминиевые сплавы | Средне- и высокоуглеродистые, легированные стали, склонные к закалке |
5. Свариваемость металлов и сплавов
Свариваемость — это комплексное технологическое свойство, характеризующее способность металла или сочетания металлов образовывать при заданной технологии сварки надежное соединение, отвечающее всем эксплуатационным требованиям. Это сложное понятие, так как оно связывает воедино три компонента: свойства металла, технологию сварки и конструкцию изделия.
Важно понимать, что единого, универсального показателя свариваемости до сих пор не существует. Оценка всегда производится по группе критериев.
- Физическая свариваемость: Способность металлов образовывать прочные межатомные связи. Большинство однородных металлов и многие разнородные (например, сталь с никелем) хорошо свариваются. Однако некоторые пары, например, медь со свинцом или титан с углеродистой сталью, не образуют твердых растворов или прочных интерметаллидов, что делает их сварку плавлением практически невозможной.
- Технологическая свариваемость: Способность металла противостоять образованию дефектов (трещин, пор, непроваров) в процессе сварки. Это напрямую связано с технологической прочностью. Для углеродистых и низколегированных сталей ключевым показателем является их склонность к закалке, которую часто оценивают через углеродный эквивалент (Cэкв). Одна из распространенных формул (формула Международного института сварки, IIW):
Cэкв = %C + %Mn/6 + (%Cr + %Mo + %V)/5 + (%Ni + %Cu)/15
Чем выше Cэкв, тем выше склонность к образованию хрупких структур и холодных трещин, и тем сложнее технология сварки (требуется подогрев, специальная термообработка).
- Эксплуатационная свариваемость: Способность сварного соединения обеспечивать требуемый комплекс свойств (прочность, пластичность, коррозионную стойкость, жаропрочность и т.д.) на уровне не ниже, чем у основного металла. Например, для легированных сталей, используемых в химической аппаратуре, ключевым показателем свариваемости является сохранение высокой коррозионной стойкости в сварном шве и зоне термического влияния.
6. Интересные факты о сварке
- Сварка в космосе: Первые эксперименты по сварке в условиях невесомости и вакуума были проведены советскими космонавтами на корабле «Союз-6» в 1969 году. Сегодня сварка является неотъемлемой частью ремонтных работ на космических станциях.
- Подводная сварка: Существуют две основные технологии — «сухая» (в специальной камере) и «мокрая» (непосредственно в воде). Мокрая сварка является чрезвычайно сложным и опасным процессом из-за быстрого охлаждения шва водой и образования большого количества водорода.
- Сварка трением с перемешиванием (Friction Stir Welding): Революционная технология, изобретенная в 1991 году, позволяет сваривать металлы без их плавления. Вращающийся инструмент с высокой силой вводится в стык деталей, пластифицирует металл за счет трения и «перемешивает» его, создавая прочный монолитный шов. Этот метод идеален для алюминиевых сплавов, которые трудно сваривать плавлением.
7. FAQ: Часто задаваемые вопросы
- В чем разница между сварным соединением и сварным швом?
- Сварное соединение — это весь узел, включающий в себя сварной шов и прилегающие к нему участки основного металла, свойства которых изменились под действием тепла (зона термического влияния). Сварной шов — это только та часть соединения, которая была расплавлена и закристаллизовалась.
- Почему для сварки некоторых сталей нужен предварительный подогрев?
- Предварительный подогрев решает две основные задачи: 1) Снижает скорость охлаждения сварного соединения, что предотвращает образование хрупких закалочных структур (мартенсита). 2) Способствует удалению диффузионного водорода из металла шва и околошовной зоны, что является главной мерой профилактики холодных трещин.
- Что такое зона термического влияния (ЗТВ)?
- Это участок основного металла, прилегающий к шву, который не был расплавлен, но нагрелся до температур, вызвавших изменение его структуры и свойств. В ЗТВ могут происходить рост зерна, закалка или, наоборот, отпуск, что часто делает этот участок наиболее уязвимым местом сварного соединения.
- Какие дефекты, кроме трещин, являются наиболее опасными?
- Критически опасными дефектами являются непровар (отсутствие сплавления между свариваемыми кромками или между валиками шва) и несплавление. Эти дефекты действуют как острые трещины, резко снижая несущую способность соединения. Также опасны поры и шлаковые включения, особенно если они образуют цепочки.
Заключение
Качество и надежность сварной конструкции напрямую зависят от глубокого понимания физических и металлургических процессов, протекающих при сварке. Правильный выбор типа соединения, тщательная подготовка кромок, соблюдение технологии и режимов сварки, а также знание механизмов образования дефектов позволяют создавать изделия, способные выдерживать колоссальные нагрузки и работать в самых экстремальных условиях. Рассмотренные в данном материале основы являются фундаментом для любого инженера или специалиста, работающего в области сварочного производства.
Регулярно публикую материалы о передовых методах обработки и сварки материалов, а также освещаю новинки в сфере производства,материаловедения, строительства и др.