Содержание страницы
Современные технологии неразрушающего контроля играют ключевую роль в обеспечении надежности и долговечности сварных соединений в различных отраслях промышленности — от строительства и судостроения до авиации и атомной энергетики. Среди множества методов особое место занимает радиационный контроль, включающий радиографию, радиоскопию и радиометрию. Эти методы позволяют выявлять внутренние дефекты, такие как поры, трещины, непровары и включения, без разрушения или повреждения изделия.
Радиационный контроль основан на способности ионизирующего излучения — рентгеновского и гамма-излучения — проникать через материал и изменять свою интенсивность в зависимости от его плотности и толщины. Благодаря этому можно получить визуальное или числовое изображение внутренней структуры сварного шва и точно определить наличие и расположение дефектов.
История радиационного контроля начинается с открытия рентгеновских лучей в 1895 году немецким физиком Вильгельмом Конрадом Рентгеном. Уже в 1896 году появилась первая идея использования рентгеновского излучения для контроля сварных и литых соединений. В начале XX века рентгенография начала активно применяться в промышленности, особенно в авиации, где высокие требования к качеству сварки делали такой контроль незаменимым.
Появление гамма-дефектоскопии связано с открытием искусственных радиоактивных изотопов, таких как кобальт-60 и иридий-192, в середине XX века. Это позволило расширить возможности контроля за счет использования компактных и автономных источников излучения, не требующих подключения к электричеству.
С развитием технологий появились цифровые радиоскопические системы и чувствительные радиометрические приборы, обеспечивающие высокую точность измерений и автоматизацию процессов.
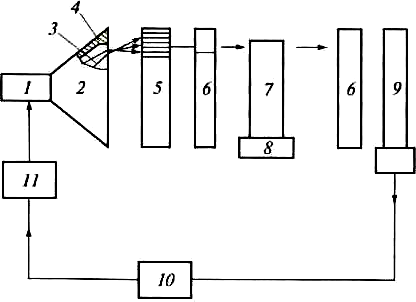
Радиационный контроль представляет собой один из наиболее эффективных способов оценки качества сварных соединений, различных изделий и материалов с использованием ионизирующего излучения. Стандартная система радиационного контроля (см. рис. 1) включает три ключевых компонента: источник ионизирующего излучения 1, сам объект контроля 2, а также чувствительное регистрирующее устройство — детектор 3.
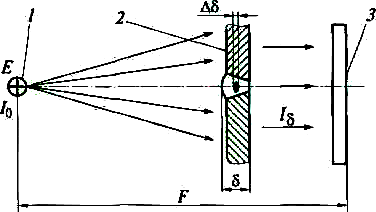
1 — источник излучения; 2 — объект контроля (сварное соединение); 3 — детектор излучения; Е — энергия излучения; 8 — толщина материала; I0, Iδ — интенсивность падающего и прошедшего излучений соответственно; ∆δ — характеристический размер дефекта; F — фокусное расстояние
Рисунок 1 — Структурные элементы радиационного контроля
Ионизирующее излучение представляет собой поток энергии, взаимодействие которого с веществом вызывает образование ионов противоположных знаков. Оно может быть как электромагнитной (фотонной) природы, так и корпускулярной — в последнем случае речь идет о частицах с ненулевой массой: электронах, нейтронах, протонах и других.
Важнейшей характеристикой ионизирующего излучения считается его способность проникать через материал. Эта проникающая способность прямо связана с энергией Е излучения. При прохождении сквозь вещество поток частично ослабляется — за счёт процессов рассеяния и поглощения. Интенсивность I и степень ослабления определяются рядом факторов: плотностью ρ, толщиной δ объекта, а также начальными характеристиками самого излучения.
Интенсивность излучения I, измеряемая в Вт/м2, отражает величину энергии, проходящей через единицу площади за единицу времени. Принцип обратно пропорционального убывания интенсивности по квадрату расстояния от источника служит основой расчётов в методах радиационного контроля.
Если в контролируемом изделии имеются внутренние дефекты сварных соединений (несплошности) с размером ∆δ, они вызывают заметное искажение параметров излучения: энергии Е и интенсивности I0. Эти отклонения фиксируются детекторами, что позволяет точно определять наличие отклонений в структуре материала.
Под чувствительностью радиационного контроля понимают минимальный размер дефекта, который возможно выявить в процессе анализа: Wа6c = ∆δmin. Часто чувствительность выражают в относительных величинах, как отношение минимально выявляемого дефекта к толщине материала: Wотн = ∆δmin / δ. Этот показатель выражают в процентах и используют для количественной оценки эффективности контроля.
Методики радиационного контроля классифицируются по используемым типам детекторов, фиксирующих излучение Iδ после прохождения сквозь объект. Наиболее распространённые методы радиационного контроля включают:
- радиографию,
- радиоскопию,
- радиометрию.
В методе радиографии используется фиксация изображения объекта на фоточувствительных рентгеновских плёнках. Основным параметром, характеризующим работу детектора, является плотность почернения плёнки. Радиографический подход позволяет получить «статическое» изображение внутренних структур и применяется в самых различных условиях: от стапельных до полевых. Метод обеспечивает высокую чувствительность — до 2 %, и используется для анализа как мелких, так и крупногабаритных изделий.
В технологии радиоскопии используют видеоконтрольные экраны для отображения изображения в режиме реального времени. Яркость свечения экрана служит количественным показателем качества изображения. Этот метод позволяет получать «динамическую» визуализацию внутренней структуры объектов. Радиоскопия особенно эффективна при контроле изделий из сталей толщиной до 20 мм и сплавов лёгких металлов толщиной до 50 мм, демонстрируя чувствительность в диапазоне 2…4 %. Метод позволяет исследовать объект под разными углами в процессе контроля.
Метод радиометрии основывается на регистрации и дальнейшей обработке сигналов от объекта контроля в электрическом виде. Количественными параметрами в данном случае служат амплитуда, длительность и количество сигналов. Радиометрический подход обеспечивает высокий уровень автоматизации, позволяя интегрировать контроль в технологический процесс с функцией обратной связи. Чувствительность метода примерно сопоставима с радиографией.
Ионизирующие излучения — так названы по способности ионизировать газы — по своей физической природе относятся к электромагнитным волнам. Их проникающая способность определяется энергией Е, которая, в свою очередь, обратно пропорциональна длине волны λ. Таким образом, чем меньше длина волны, тем выше энергия излучения и его способность проникать в материал.
Для различных типов электромагнитных волн характерны следующие значения длины волны X, м:
- видимый свет — (4… 7) · 10-7;
- ультрафиолетовое излучение — от 6 · 10-9 до 4 · 10-7;
- рентгеновские лучи — от 6 · 10-9 до 10-13;
- гамма-излучение (γ-лучи) — от 10-16 до 10-11;
- космические лучи — менее 10-16.
Частота колебаний v и длина волны λ являются основными физическими характеристиками, определяющими свойства любого электромагнитного излучения. Эти волны распространяются со скоростью света с и подчиняются уравнению: λ = c / v.
Источники рентгеновских и гамма-лучей, применяемых в радиационном контроле, различны по принципу действия и конструктивному исполнению, однако все они обеспечивают генерацию излучения с необходимой для контроля проникающей способностью.
Радиография
Источники рентгеновского излучения
Наиболее распространённым источником рентгеновского излучения в технических и медицинских приборах являются рентгеновские трубки (рис. 2). Такая трубка представляет собой вакуумный электронный прибор, оснащённый двумя электродами — катодом 1 и анодом 5, расположенными внутри герметичного стеклянного баллона.
Основной принцип работы трубки заключается в формировании сфокусированного потока электронов 4, создаваемого фокусирующим элементом 2 и направленного на мишень анода 6. Когда электроны тормозятся в материале мишени, происходит выделение рентгеновского излучения R. Катод формирует электронный поток за счёт термоэлектронной эмиссии — накал вольфрамовой нити 3 вызывает испарение электронов. Для предотвращения перегрева трубка оснащается системой охлаждения анода 7. Сам анод, как правило, выполнен из меди или её сплавов, а мишень анода — из тугоплавких металлов, таких как вольфрам.
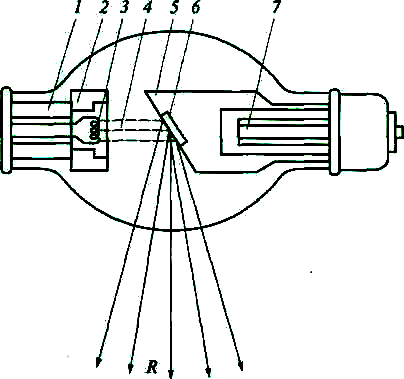
1 — катод; 2 — фокусирующее устройство; 3 — нить накала; 4 — электроны; 5 — анод; 6 — мишень; 7 — система охлаждения; R — рентгеновское излучение
Рисунок 2 — Схема устройства рентгеновской трубки
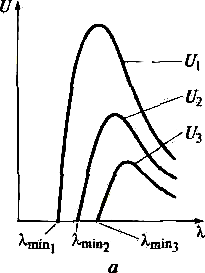
Поскольку распределение скоростей электронов подчиняется закону Максвелла, мишень анода подвергается облучению как «медленными», так и «быстрыми» электронами с различной кинетической энергией. Это обусловливает формирование двух типов рентгеновского излучения — тормозного и характеристического. Спектральный состав этих излучений, полученных от молибденового анода, представлен на рис. 3.
Тормозное излучение (I) формируется при постепенном торможении электронов в материале мишени. Его спектр является непрерывным — излучаются фотоны разных энергий, обусловленных потерей энергии электронов при взаимодействии с внешними оболочками атомов.
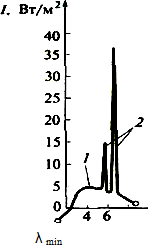
1 — тормозное излучение; 2 — характеристическое излучение; λ min — минимальная длина волны рентгеновского излучения
Рисунок 3 — Спектр рентгеновского излучения для молибденового анода
Второй тип излучения — характеристическое (2) — появляется лишь при наличии высокоэнергетических электронов, способных выбивать электроны с внутренних оболочек атомов мишени. Освободившиеся вакансии заполняются электронами с внешних орбит, в процессе чего и возникает линейчатый спектр — характерная особенность данного типа излучения.
Эффективность рентгеновской трубки в значительной степени определяется ускоряющим напряжением. Однако её коэффициент полезного действия составляет всего около 1…2%. Основной объём энергии электронного пучка трансформируется в теплоту, что требует применения анодов из медных сплавов и организации принудительного охлаждения — чаще всего водяного или масляного.
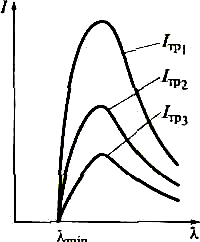
б
Рисунок 4 — Зависимость интенсивности рентгеновского излучения от анодного напряжения (а) и тока (б) в рентгеновской трубке
Ключевыми характеристиками трубки являются размеры фокусного пятна и угол излучения. Фокусное пятно (Ф) — это участок поверхности мишени, в котором генерируется излучение. Его эффективная площадь — это проекция реального фокусного пятна в направлении выхода излучения (рис. 5).
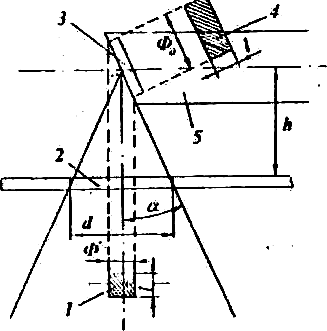
1 – эффективное фокусное пятно; 2 – окно; 3 – зеркало анода; 4 – действительное фокусное пятно; 5 — анод
Рисунок 5 — Оптические характеристики рентгеновской трубки
Форма фокусного пятна может быть круглой (эллиптической) или прямоугольной, с соотношением сторон не более 1,25. По размерам Ф трубки делят на:
- стандартные (Ф > 0,4 мм);
- минифокусные (Ф = 0,1…0,4 мм);
- микрофокусные (Ф < 0,1 мм).
Чем меньше фокусное пятно, тем выше резкость изображения дефектов на просвечиваемом объекте.
Существует несколько видов рентгеновских трубок:
- двухэлектродные — одно- и биполярные;
- импульсные, высоковольтные;
- с вращающимся либо выносным анодом.
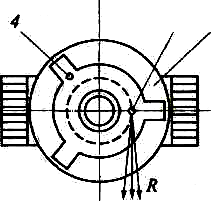
Для работы в полевых условиях применяют портативные импульсные трубки (рис. 6). В них катод выполнен в виде сетки, а анод — игольчатый, из вольфрама. Такая конструкция обеспечивает компактность и быструю генерацию излучения.
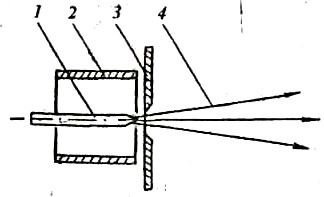
1 – анод; 2 – управляющий электрод; 3 – катод; 4 – рентгеновское излучение
Рисунок 6 – Конструкция электродов импульсной рентгеновской трубки
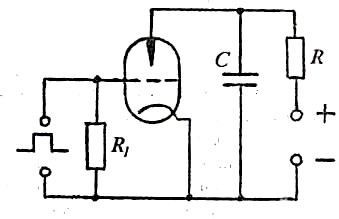
Рисунок 7 – Схема питания импульсной рентгеновской трубки
Рентгеновские аппараты классифицируют по различным признакам:
- по режиму работы — постоянного действия и импульсные;
- по конструкции — моноблоки и кабельные;
- по мобильности — стационарные, передвижные и переносные;
- по направлению пучка — с направленным и панорамным излучением.
Моноблочные аппараты включают в себе трубку и трансформатор в одном корпусе. Их используют для как фронтального, так и панорамного просвечивания.
Кабельные аппараты состоят из нескольких блоков — генератора, трубки и пульта управления. Энергия подаётся через многослойные высоковольтные кабели.
Аппараты постоянного действия классифицируются по уровню напряжения:
- низковольтные (до 100 кВ);
- высоковольтные (от 100 до 300 кВ).
Основные технические параметры рентгеновских установок:
- номинальное напряжение на трубке;
- средний ток при этом напряжении;
- возможности регулировки напряжения и экспозиции;
- мощность экспозиционной дозы;
- размеры фокусного пятна;
- габариты и масса трубки;
- потребляемая мощность;
- длительность непрерывной работы.
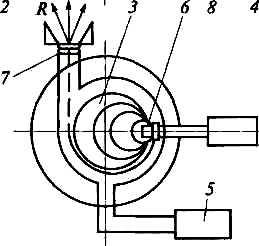
В импульсных рентгеновских установках (рис. 8) используются трубки с холодным катодом — двухдисковой конструкции с отверстиями и конусным анодом. Эти аппараты позволяют проводить контроль при сложных монтажных условиях, сварных соединений и в динамических процессах. Время разряда — несколько наносекунд, при этом амплитуда тока достигает сотен и даже тысяч ампер.
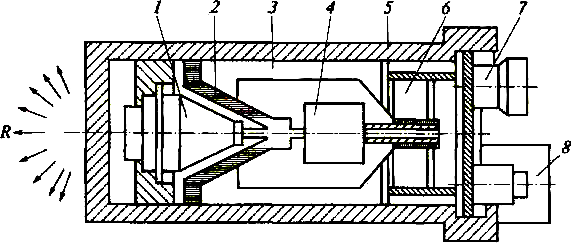
1- рентгеновская трубка; 2- индуктивность; 3- стакан; 4- разрядник; корпус; 6- импульсный трансформатор; 7 — высоковольтный разъём; 8 — маслорасширитель; R — рентгеновское излучение
Рисунок 8 — Схема устройства импульсного рентгеновского аппарата
Для генерации тормозного рентгеновского излучения, обладающего непрерывным спектром высоких энергий в диапазоне от 1 до 100 МэВ, применяют специализированные ускорители электронов. Такие устройства незаменимы при проведении неразрушающего контроля изделий, обладающих значительной толщиной, зачастую достигающей нескольких сотен миллиметров.
По форме траектории движения электронов ускорители классифицируются на два основных типа: линейные и циклические. В линейных ускорителях ускорение электронов происходит вдоль прямолинейной оси, тогда как в циклических траектория частиц имеет замкнутый круговой характер. Кроме того, классификация может базироваться на принципе ускорения, то есть на характере создаваемого ускоряющего электрического поля. Согласно этому признаку ускорители делятся на три категории: высоковольтные, индукционные и резонансные.
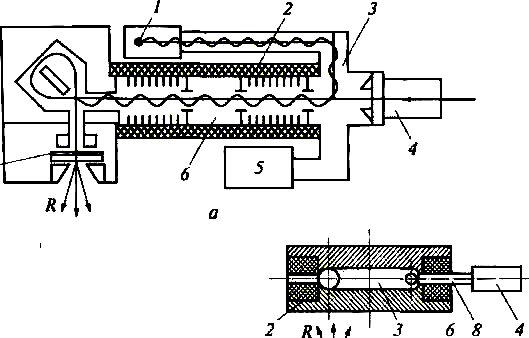
Линейный ускоритель, изображённый на рисунке 9,а, выполнен в форме цилиндрической вакуумной ускорительной камеры 3, охваченной фокусирующим электромагнитом 2. Для обеспечения требуемого уровня вакуума используется насос 5. Электромагнитная волна, генерируемая устройством 1, распространяется в волноводе 6, создавая вдоль его оси электрическое поле. Электроны, выпускаемые электронной пушкой 4, попадают в это поле и постепенно разгоняются. За каждые 30 см пройденного пути частицы получают прирост энергии в 1 МэВ. На выходе ускоренные электроны направляются на мишень 7, где происходит формирование тормозного рентгеновского излучения.
Бетатрон (рис. 9, б) представляет собой циклический ускоритель индукционного типа. Он состоит из вакуумной тороидальной ускорительной камеры, расположенной в магнитном поле между полюсами электромагнита. Электроны, выпускаемые пушкой, вводятся в эту камеру, где их разгон обеспечивает переменное магнитное поле, создающее вихревое электрическое поле. Электроны двигаются по круговым траекториям и на каждом обороте по орбите длиной около 1 метра приобретают энергию от 15 до 20 эВ. Завершив цикл ускорения, электроны попадают на мишень, в которой генерируется тормозное рентгеновское излучение.
Циклический резонансный ускоритель, известный как микротрон (рис. 9, в), представляет собой вакуумную цилиндрическую ускорительную камеру, оснащённую фокусирующим электромагнитом. Высокочастотный генератор инжектирует электроны в волновод, через который они поступают в резонатор 8. Под действием магнитного поля частицы начинают движение по замкнутым круговым орбитам, попадая в область ускоряющего электрического поля при каждом витке. Это приводит к тому, что электроны постепенно увеличивают свою скорость и, соответственно, радиус орбиты. После завершения цикла ускорения электроны направляются на мишень, в которой формируется тормозное рентгеновское излучение высокой энергии.
 б
б
а — линейный; б — бетатрон; в — микротрон; 1 — генератор; 2 — электромагнит; 3 — камера; 4 — электронная пушка; 5 — вакуумный насос; 6 — волновод; 7 — мишень; 8 — резонатор; R — рентгеновское излучение
Рисунок 9 — Схемы ускорителей электронов
Источники гамма-излучения
Гамма-излучение представляет собой электромагнитное излучение высокой энергии, возникающее в процессе радиоактивного распада различных радионуклидов. Его генерация сопровождается также испусканием заряженных альфа- и бета-частиц, обладающих различной проникающей способностью.
Альфа-частицы, по своей физической сути, — это ядра атомов гелия 2Не, обладающие положительным зарядом. Из-за их значительной массы и заряда, они обладают крайне малой длиной пробега в веществе: даже алюминиевая пластина толщиной всего 1 мм полностью блокирует их прохождение.
Бета-частицы, в отличие от альфа-частиц, представляют собой электроны с отрицательным зарядом. Они значительно легче и могут проникать глубже в материал. Например, чтобы полностью остановить бета-излучение, требуется слой стали толщиной порядка 1…2 мм или алюминия 3…5 мм.
С практической точки зрения важным моментом является знание энергетических характеристик гамма-излучения и периодов полураспада применяемых радионуклидов. Эти параметры сведены в таблицу 1.
Таблица 1 — Энергии излучения и периоды полураспада промышленных радионуклидов
| Радионуклид | Ei, МэВ | EсР, МэВ | T 1/2 |
| Тулий 170Тm | 0,084 (3)* | 0,084 | 129 сут |
| Селен 75Se | 0,136(61) | 0,226 | 127 сут |
| 0,265(71) | |||
| 0,400 (16) | |||
| Иридий 1921г | 0,296 (26,6) | 0,38 | 75 сут |
| 0,316(81,8) | |||
| 0,468 (56,5) | |||
| 0,604(11) | |||
| Цезий 137Cs | 0,661 (82,5) | 0,661 | 30 лет |
| Кобальт 60Со | 1,17(99,9) | 1,25 | 5,3 года |
| 1,33(100) |
Примечание. В скобках указаны доли, % основных энергий в спектре излучения. 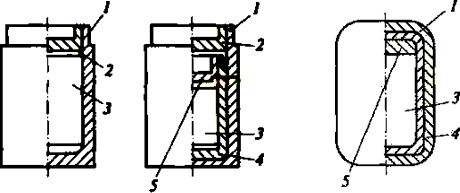
а, б — заваренные; в — завальцованные; 1 — наружная ампула; 2 — крышка; 3 — активная часть; 4 — внутренняя ампула; 5 — внутренняя крышка
Рисунок 10 — Конструкции источников гамма-излучения
С целью безопасной эксплуатации источников гамма-излучения, радиоактивные вещества помещают в специальные герметично запаянные ампулы. В некоторых случаях применяют двойные ампулы: это особенно важно для источников с высокой радиоактивностью либо тех, чья активная часть выполнена в виде порошкообразной или сыпучей массы. Варианты конструктивного исполнения таких ампул представлены на рисунке 10.
Помимо характеристик самих излучателей, необходимо учитывать и стандартизированные единицы измерения параметров ионизирующего излучения. Эти показатели систематизированы в таблице 2 и включают как СИ, так и единицы, применяемые в практической деятельности.
Таблица 2 — Единицы измерения показателей ионизирующих излучений
| Показатель | Обозначение | Единицы | измерения | Соотношение между единицами измерения | |
| СИ | Практическая система | ||||
| Энергия | Е
Q X Р I |
Дж | эрг, эВ | 1 эрг=10-7 Дж 1 эВ=1,6*10-19 Дж |
|
| Активность радионуклида | Бк | Ки | 1 Ки = 3,7*1010 Дж | ||
| Экспозиционная доза | Кл/кг | Р (рентген) | 1 Р = 2,58* 10-4 Кл/кг | ||
| МЭД | А/кг | Р/с | 1 Р/с = 2,58*104 А/кг | ||
| Интенсивность излучения | Вт/м2 | Эрг/(см2 * с) | 1 эрг/(см2 * с) = 10-3 Вт/м2 | ||
Гамма-дефектоскопы
Источник излучения является основным элементом гамма-дефектоскопа. Гамма-дефектоскоп состоит из радиационной головки с защитным блоком и системы управления, а также систем сигнализации об излучении и наведении пучка лучей на объект контроля.
Таблица 3 — Энергии излучения и периоды полураспада перспективных промышленных радионуклидов
| Радионуклид | Е, МэВ | Т 1/2 |
| Америций 241Аm | 0,02… 0,07 | 470 лет |
| Самарий 145Sm | 0,06 | 340 сут |
| Иттербий l69Yb | 0,06…0,31 | 32 сут |
| Гадолиний 153Gd | 0,07…0,10 | 242 сут |
| Европий 152154Еu | 0,12… 1,4 | 12,7 года |
| Марганец 54Мn | 0,8 | 291 сут |
Детектором излучения, применяемым при промышленной радиографии, является рентгеновская пленка. Структура рентгеновской пленки представлена на рисунке 11. На подложку 1 из триацетата целлюлозы с обеих сторон наносят желатиновый подслой 2, а на него — эмульсионный слой 3 с кристаллами галогенида серебра, чувствительный к ионизирующему излучению. Сверху накладывается тонкий защитный слой 4.
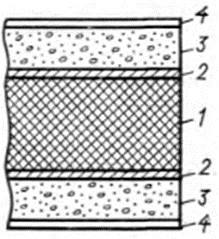
1 – подложка; 2 – желатиновый подслой; 3 – эмульсионный слой; 4 – защитный слой
Рисунок 11 – Структура рентгеновской пленки.
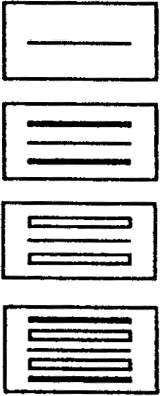
Таблица 4 — Способы зарядки кассет
| Способ зарядки | Наличие пленок в кассете | |
| одна | две | |
| Без экранов
С усиливающими металлическими экранами
С усиливающими флуоресцирующими экранами
С усиливающими металлическими и флуоресцирующими экранами |
 |

|
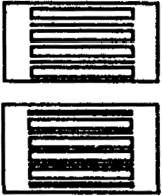
![]() — радиографическая пленка;
— радиографическая пленка;
![]() — усиливающий металлический экран;
— усиливающий металлический экран;
![]() — усиливающий флуоресцирующий экран.
— усиливающий флуоресцирующий экран.
Выбор источника излучения
Области применения источников ионизирующих излучений приведены в таблице 5.
Таблица 5 — Области применения источников ионизирующих излучений
| Толщина, мм | для материалов | Источники излучений | ||||
| Fe | Ti | А1 | Mg | Радионуклид | Рентгеновские аппараты U, кВ | Ускорители Е, МэВ |
| До 4 | До 8 | До 50 | До 80 | — | 10…80 | — |
| 1…20 | 2…40 | 3…70 | 10… 200 | Тm | 60… 140 | — |
| 3…50 | 6…80 | 20… 150 | 40…350 | Se | 90… 180 | — |
| 5…80 | 10… 120 | 40…250 | 70…450 | Ir | 140…400 | — |
| 10… 120 | 20… 150 | 50…300 | 100… 500 | Cs | 180… 1000 | 3…6 |
| 30…200 | 60…300 | 200…500 | 300… 700 | Со | 250… 1000 | 6… 15 |
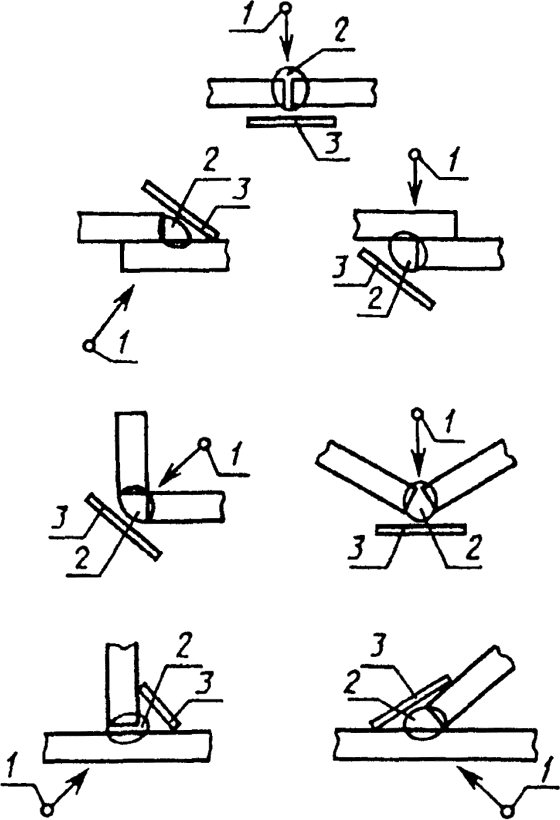
1 — источник излучения; 2 — контролируемый участок; 3 — кассета
Рисунок 12 — Схемы контроля сварных соединений
Радиоскопия
Радиоскопия (радиационная интроскопия) основана:
- на просвечивании изделий ионизирующим (рентгеновским) излучением;
- преобразовании скрытого радиационного изображения объекта в светотеневое или электронное изображение;
- усилении и передаче этих изображений непосредственно оператору или на расстояние с помощью оптических или телевизионных систем для последующего визуального анализа на экранах (рис. 14).
Детекторами ионизирующих излучений являются флюороскопические экраны (ФЭ), сцинтилляционные кристаллы (СК), радиационные (рентгеновские) электронно-оптические преобразователи (РЭОП), электронно-оптические усилители яркости (ЭОУ) и рентгеновидиконы (РВ). Флюороскопический экран. Принцип действия ФЭ основан на мгновенной люминесценции люминофоров на базе (Zn, Cd)S(Ag), CaWO4 под действием ионизирующих излучений.
Рентгеновидикон (рис. 15) представляет собой передающую телевизионную трубку, в торце которой смонтирован электронный прожектор, состоящий из катода, управляющего электрода и первого анода.
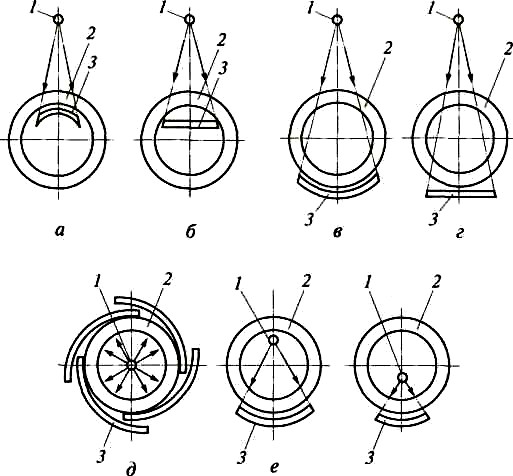
а, б — через одну стенку; в, г — через две стенки; д — при панорамном просвечивании; е, ж — при размещении источника внутри объекта; 1 — источник излучения; 2 — контролируемый участок; 3 — кассета с пленкой
Рисунок 13 — Схемы радиографии полых тел вращения и труб
Флюороскопический экран. Принцип действия ФЭ основан на мгновенной люминесценции люминофоров на базе (Zn, Cd)S(Ag), CaWO4 под действием ионизирующих излучений.
Рентгеновидикон (рис. 15) представляет собой передающую телевизионную трубку, в торце которой смонтирован электронный прожектор, состоящий из катода, управляющего электрода и первого анода.
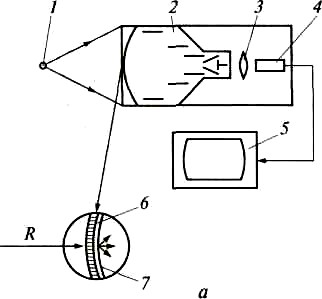
1 — источник излучения; 2 — радиационный электронно-оптический преобразователь; 3 — объективы; 4 —телевизионная трубка; 5 — видеоконтрольное устройство; 6 — люминофор; 7 — фотокатод; R — рентгеновское излучение
Рисунок 14 — Структурная схема усилителя яркости изображения с радиационным электронно-оптическим преобразователем
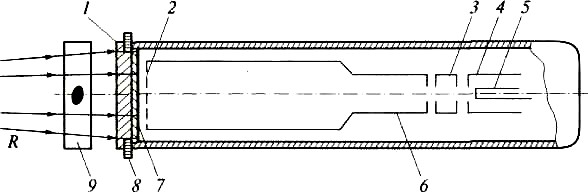
1 — планшайба; 2 — мелкоструктурная сетка; 3 — первый анод; 4 — управляющий электрод; 5 — катод; 6 — второй анод; 7 — мишень; 8 — сигнальная пластина; 9 — контролируемый объект; R — рентгеновское излучение
Рисунок 15 — Устройство рентгеновидикона
Применение в радиоскопии телевизионных систем позволяет усиливать яркость и контраст изображения, изменять его масштаб и обеспечивать радиационную безопасность обслуживающего персонала.
Рассмотренные ранее радиоскопические преобразователи (СК, РЭОП, РВ) входят в состав рентгенотелевизионных дефектоскопов (интроскопов).
1 — фокусирующая система; 2 — рентгеновская трубка; 3 — пучок электронов; 4— анод; 5— коллиматор; 6— щелевые диафрагмы; 7— изделие; 8— транспортное устройство; 9 — детектор; 10 — блок обработки сигналов; 11— блок управления
Рисунок 16 — Функциональная схема интроскопа
Интроскоп (рис. 16) состоит из рентгеновской трубки с фокусирующей системой. Трубка обеспечивает построчное сканирование объекта контроля и однострочную развертку электронного пучка вдоль анода. При перемещении изделия перед трубкой с помощью конвейера осуществляется контроль объекта узким пучком излучения, формируемым многощелевым коллиматором и щелевой диафрагмой. Изображение объекта формируется на детекторе РЭОП, после чего преобразуется в электронном блоке обработки сигналов.
Радиометрия
Радиометрический контроль изделий (радиометрия) основан на просвечивании изделий ионизирующими излучениями с последующим преобразованием плотности потока энергии или спектрального состава прошедшего излучения в пропорциональный им электрический сигнал.
При радиометрической дефектоскопии (рис. 17) пучок коллимированного ионизирующего излучения сканирует по поверхности контролируемого объекта в различных направлениях. Излучение, зарегистрированное детектором и преобразованное в электрический сигнал, через усилитель поступает на регистрирующее устройство (миллиамперметр, счетчик импульсов, осциллограф, самопишущий потенциометр и др.). При наличии дефектов регистрирующее устройство отмечает возрастание интенсивности излучения.
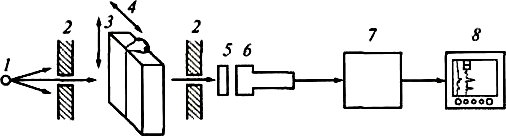
1 – источник излучения; 2 — коллиматоры; 3 — контролируемый объект; 4 -направление перемещения; 5 — детектор; 6 — фотоэлектронный умножитель; 7 — усилитель; 8 — регистрирующий прибор
Рисунок 17 — Схема радиометрической дефектоскопии
Радиометрическими преобразователями (детекторами) являются газоразрядные детекторы: ионизационные камеры (ИК), газоразрядные счетчики (рис. 18) и сцинтилляционные счетчики (СС).
Радиометрия характеризуется высокой чувствительностью, возможностью бесконтактного контроля движущихся объектов, высоким быстродействием электронной аппаратуры и позволяет получать количественную информацию об изделии.
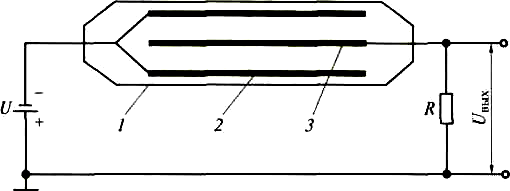
1 — измерительная камера; 2, 3 — электроды; R — резистор; UВЫХ — напряжение выходного сигнала; R (γ) — рентгеновское (гамма)-излучение
Рисунок 18 — Схема устройства газоразрядного счетчика
Преимущества радиационного контроля сварных соединений
Радиационный (рентгенографический и гаммаграфический) контроль сварных соединений является одним из наиболее точных и информативных методов неразрушающей диагностики. Он основан на способности ионизирующего излучения проникать через металл и создавать изображение внутренних структур на фотоплёнке или цифровом приёмнике. Ниже приведены ключевые достоинства этого метода.
- Визуализация дефектов. Одним из главных преимуществ радиационного контроля является возможность получения наглядного изображения сварного шва и дефектов в нём. Это обеспечивает визуальную интерпретацию результатов и позволяет не только зафиксировать наличие дефекта, но и оценить его форму, размеры, ориентацию и расположение.
- Высокая точность. Метод позволяет выявлять тонкие и протяжённые дефекты, такие как трещины, поры, включения шлака, непровары, при этом точность определения их размеров достигает долей миллиметра. Особенно эффективен радиационный контроль при оценке качества корневого слоя сварного шва.
- Контроль по всей толщине. Излучение проходит через всю толщу материала, что позволяет зафиксировать как поверхностные, так и глубоко залегающие дефекты. Особенно это важно при контроле толстостенных деталей, сосудов, трубопроводов, литья и сварных соединений большой толщины.
- Независимость от ориентации дефекта. Радиационное излучение одинаково эффективно выявляет дефекты любого направления: продольные, поперечные и наклонные. Это даёт преимущество перед ультразвуковым методом, чувствительность которого может зависеть от ориентации дефекта относительно направления УЗ-волны.
- Документированность результатов. Результаты контроля представляют собой плёночные или цифровые снимки, которые могут быть сохранены, переданы, архивированы и повторно интерпретированы. Это особенно важно в условиях сертифицированного производства, проведения экспертиз или судебных разбирательств.
- Высокая достоверность. Рентген и гамма-контроль обеспечивают высокую степень достоверности, особенно при наличии качественного оборудования и опыта оператора. Метод практически не зависит от человеческого фактора при интерпретации, особенно при использовании цифровых систем и программного анализа.
- Возможность автоматизации. Современные цифровые рентгеновские установки могут быть интегрированы в автоматические линии контроля. Это повышает производительность, снижает вероятность ошибок и обеспечивает постоянное качество диагностики.
- Контроль сложных сварных соединений. Радиационный контроль может быть применён к стыковым, тавровым, угловым и нахлесточным соединениям различной формы, включая изделия сложной геометрии. Его применяют как на этапе производства, так и при технической диагностике в процессе эксплуатации.
- Отсутствие требований к акустическому контакту. В отличие от ультразвукового метода, радиационный контроль не требует использования контактных сред и не зависит от шероховатости поверхности, что особенно актуально при контроле изделий сложной формы, после термической обработки или с покрытием.
- Подходит для неметаллических материалов. Метод эффективен не только для металлов, но и для контроля неметаллических материалов: пластика, керамики, композитов. Это делает его универсальным в машиностроении, авиастроении и электронике.
Интересные факты:
- Первое промышленное применение рентгенографии произошло при контроле сварных соединений котлов высокого давления.
- Гамма-дефектоскопы активно применялись при строительстве трубопроводов в труднодоступных районах, где невозможно использовать габаритное оборудование.
- Современные цифровые радиографические установки позволяют в режиме реального времени получать изображение сварного шва с высокой степенью детализации, заменяя традиционные пленочные методы.
- В авиационной и космической промышленности радиационный контроль дополняется томографией, позволяющей получать 3D-модель сварного соединения.
- В некоторых странах дефектоскописты, работающие с радиоактивными источниками, обязаны носить специальные дозиметры и проходить регулярную аттестацию радиационной безопасности.
Заключение
Радиационный контроль сварных соединений представляет собой важнейший элемент системы качества в производстве металлоконструкций и оборудования. Использование рентгеновского и гамма-излучения позволяет обеспечить высокую точность выявления внутренних дефектов, не прибегая к разрушению материала. Благодаря постоянному совершенствованию оборудования и методов радиационного контроля обеспечивается безопасность, надежность и долговечность критически важных объектов инфраструктуры. Это делает радиационный контроль незаменимым инструментом современного инженера-дефектоскописта.
Регулярно публикую материалы о передовых методах обработки и сварки материалов, а также освещаю новинки в сфере производства,материаловедения, строительства и др.