Содержание страницы
1. Классификация строгальных, долбежных и протяжных станков
Строгальные и долбежные станки применяют для обработки резцами линейчатых обычно плоских поверхностей: направляющих, пазов — как горизонтальных, так и вертикальных, зубьев зубчатых колес в единичном и массовом производстве. Протяжные станки со строгальными и долбежными объединяет то, что у них имеется только прямолинейное рабочее движение.
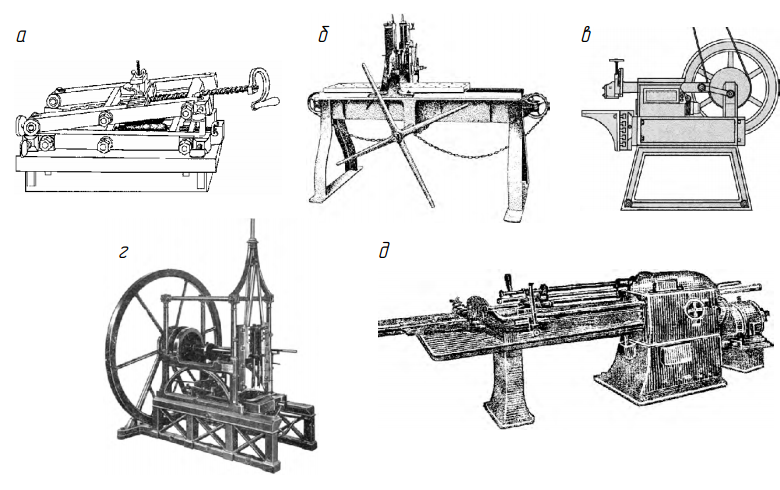
Рис. 1. История строгальных, долбежных и протяжных станков: а — первое строгальное приспособление XVII в. ; б — продольно-строгальный станок Р. Робертса (1817); в — поперечно-строгальный станок из Петербургского арсенала (1848); г — долбежный станок М. И. Брюнеля (1808); д — протяжной станок.
Первые строгальные станки были предназначены для строгания кости и металла. Историки сходятся на том, что прототипом, имеющим все черты современного строгального станка, был станок 1751 г. , созданный в Понт-а-Лане слесарем из Шарлеруа Николой Фоком. Но в книге Шарля Плюмье (Франция) описано строгальное приспособление (рис. 1, а), существовавшее минимум на 50 лет раньше — в конце XVII в. Строгальный станок современного вида был создан в Англии в период с 1814 по 1840 г.
Станки строгальной группы включают продольно-строгальные, поперечно-строгальные (шепинги) и долбежные. К специализированным станкам относятся кромкострогальные, копировальнострогальные, внутристрогальные, станки с ЧПУ. Выпускаются комбинированные строгальные станки (строгально-фрезерные, строгально-шлифовальные), позволяющие совместить несколько видов обработки.
На продольно-строгальных станках главное движение получает стол с заготовкой, а на поперечно-строгальных (шепингах) и долбежных — ползун или долбяк (штосель) с резцом По сравнению с фрезерными, станки строгальной группы имеют следующие достоинства: простота и дешевизна применяемого инструмента, высокая производительность при обработке узких и длинных поверхностей, точность обработки при чистовом строгании, возможность обработки сложных профилей, требующих при фрезеровании дорогих в изготовлении и заточке наборов фрез Среди недостатков строгания — потери времени на холостой ход и ограниченность скорости резания из-за больших инерционных сил. Строгание и долбление применяют в единичном и мелкосерийном производстве, а протягивание — от мелкосерийного до массового (протягивать экономически выгодно от 200 круглых или 50 фасонных отверстий в год).
Строгальные станки подразделяются на продольно-строгальные и поперечно-строгальные. Их применение, по сравнению с другими технологическими методами формообразования, экономически более выгодно вследствие простоты конструкции и малой стоимости режущего инструмента.
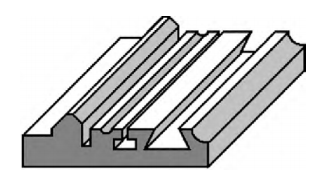
Рис. 2. Типовые поверхности, получаемые при строгании
Строганием образуют вертикальные, горизонтальные и наклонные поверхности, уступы, пазы, канавки и реже — криволинейные поверхности (рис. 2). Для обработки фасонных поверхностей используют фасонные резцы.
2. Поперечно-строгальные станки
Поперечно-строгальный станок модели 7307ТД (рис. 3) предназначен для обработки резцом с наибольшим ходом ползуна 720 мм поверхностей на мелких и средних деталях. Станок применяется в единичном и мелкосерийном производстве.
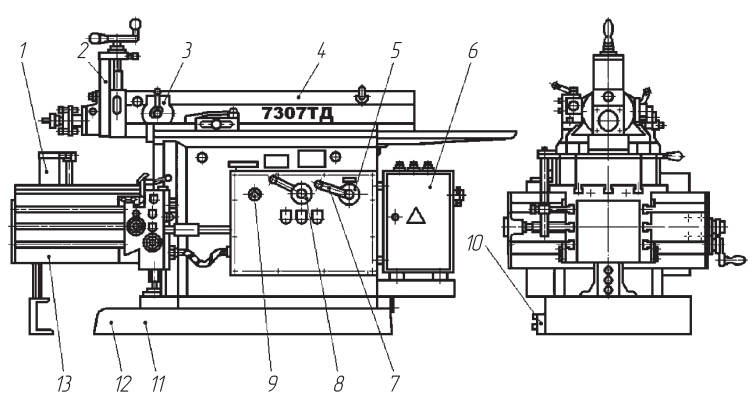
Рис. 3. Общий вид поперечно-строгального станка модели 7307ТД: 1 — стружкосборник; 2 — суппорт; 3 — механизм вертикальной подачи суппорта; 4 — ползун; 5 — коробка скоростей; 6 — электрошкаф; 7 — механизм переключения скоростей; 8 — коробка подач; 9 — кулисный механизм; 10 — смазка централизованная; 11 — станина; 12 — поперечина; 13 — стол
Компоновка поперечно-строгальных станков простая и компактная. Стол станка имеет горизонтальную рабочую поверхность размером 450 х 710 мм и может поворачиваться вокруг горизонтальной оси на угол ±90° . Суппорт также может поворачиваться на угол ±60°.
Станок имеет механический привод ползуна от кривошипношатунного механизма с восемью скоростями с числом двойных ходов от 10,6 до 118 в минуту и 25 горизонтальных подач стола от 0,2 до 5,0 мм за двойной ход Скорость резания металла, обеспечиваемая конструкцией станка, колеблется от 1 до 68,3 м/мин в зависимости от частоты двойных ходов и длины строгания. Уменьшение потерь времени, затрачиваемого на возвращение резца в исходное положение, достигается тем, что скорость холостого хода больше скорости рабочего.
Для получения таких поверхностей, как шпоночные пазы, шлицевые отверстия и т п , станок комплектуется долбежной головкой Наибольший допустимый ход при долблении 250 мм.
Основными частями станка являются станина, ползун, стол, суппорт, коробка скоростей, кулисный механизм и коробка подач.
Станина имеет коробчатую форму с расположенными сверху горизонтальными направляющими в форме «ласточкина хвоста», по которым прямолинейно возвратно-поступательно перемещаются ползун с прикрепленным к его переднему торцу суппортом. В резцедержателе суппорта закреплен резец. Станина укреплена на фундаментной плите, которая одновременно служит резервуаром для масла.
Внутри станины расположены коробки скоростей и подач, механизм переключения скоростей и кулисный механизм, преобразующий вращательное движение кулисного зубчатого колеса в поступательное движение ползуна и являющийся основой привода главного движения станка. Длину хода ползуна регулируют смещением кулисного камня по направляющим кулисы, изменяя радиус вращения кулисного пальца.
Для откидывания резца и предотвращения царапания обработанной поверхности детали задней поверхностью резца при обратном ходе ползуна есть специальный механизм автоматического откидывания резца. Электродвигатель главного привода сообщает вращательное движение коробке скоростей, а через нее — кулисному зубчатому колесу За каждый оборот кулисного зубчатого колеса ползун совершает один двойной ход, состоящий из рабочего хода, при котором срезается слой металла, и обратного холостого хода, при котором резец отводится в исходное положение В ходе работы, кроме установки ползуна на нужную длину хода и на число двойных ходов в минуту, надо установить вылет ползуна, обеспечивающий обработку в требуемом месте.
Суппорт (резцовая головка) поворотным кругом центрируется по ползуну и прикрепляется к нему хомутом Спереди поворотный круг имеет направляющие, по которым перемещаются салазки суппорта Суппорту можно сообщить как ручную, так и автоматическую подачу.
На переднем торце станины имеются плоские вертикальные направляющие, по которым перемещается поперечина Стол движется по горизонтальным направляющим поперечины Это обеспечивает возможность заготовке, укрепленной на столе, перемещаться в вертикальном и горизонтальном направлениях. Продольная и поперечная подачи автоматически осуществляются коробкой подач, вертикальная подача — механизмом автоматической подачи суппорта.
Коробка скоростей станка имеет три вала. От электродвигателя через клиновую передачу вращение сообщается приводному шкиву Передача крутящего момента от приводного шкива на валы коробки скоростей, а также включение и отключение механизма коробки скоростей осуществляются двумя электромагнитными муфтами. Механизм переключения скоростей — селективного действия.
Подачи стола и ускоренное перемещение в горизонтальном и вертикальном направлениях обеспечивает коробка подач. Механическая вертикальная подача суппорта является дополнительной опцией, и ее механизм расположен на боковой стороне ползуна. Она перемещает суппорт только в одном направлении — вниз. Делается это при обратном ходе ползуна с помощью кулачково-рычажного механизма с храповым колесом. Храповое колесо имеет регулируемую величину поворота Механизм вертикальной подачи суппорта работает только при ходе ползуна более 150 мм.
Стол служит для установки и закрепления обрабатываемых деталей. Детали крепятся к столу болтами, входящими в Т-образные пазы Мелкие детали закрепляются в тисках, устанавливаемых на столе Стол имеет горизонтальное и вместе с поперечиной вертикальное перемещение, задаваемое вручную, а также механическое прерывистое и непрерывное ускоренное перемещение При больших усилиях резания используется регулируемая по высоте подставка, поддерживающая передний край стола Для строгания наклонных поверхностей станок комплектуется поворотным столом.
Для защиты рабочего от отлетающей во время работы стружки и для ее сбора служит стружкосборник.
Кинематическая схема станка 7307ТД (рис. 4) соответствует схемам станков моделей 7305, 7305Т, 7305ТД, 7307Г, 7307ГТ, 7307ТД, с той лишь разницей, что у первых трех наибольший ход ползуна составляет 510 мм.
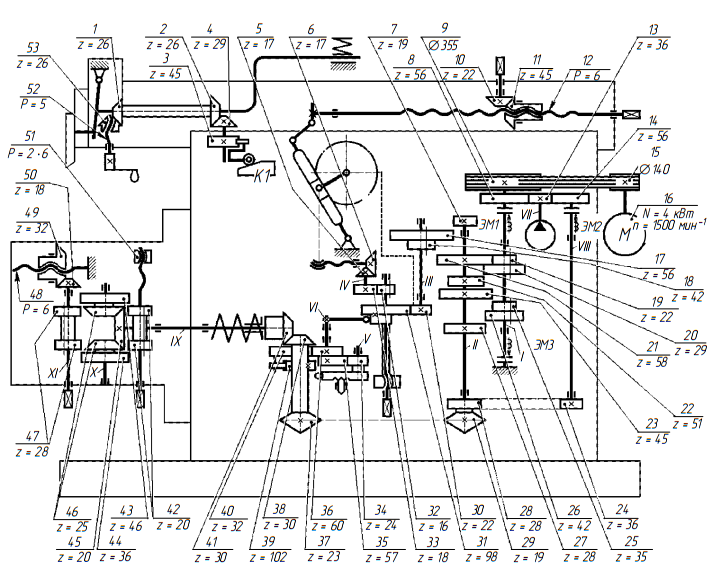
Рис. 4. Кинематическая схема поперечно-строгального станка модели 7307ТД
Привод главного движения начинается от электродвигателя 16, далее следует клиноременная передача 15-9. Передача крутящего момента от приводного шкива 9 на валы коробки скоростей и включение и выключение механизма коробки скоростей осуществляются двумя электромагнитными муфтами ЭМ1 и ЭМ3 (тормоз), установленными на валу I. Приводной вал I несет два подвижных блока зубчатых колес 19-20 и 25-26, а на валу II установлены пять неподвижных зубчатых колес 7, 21, 22, 23, 27. С первым валом он может соединяться четырьмя разными способами: 19-21, или 20-22, или 25-23, или 26-27. Полученные четыре частоты вращения вала II с помощью двойного блока 17-18, установленного на валу III, сообщают через цилиндрическое колесо 30, связанное с кулисным зубчатым колесом с z = 225, восемь скоростей кулисному зубчатому колесу.
Таким образом, уравнение кинематического баланса цепи главного движения в общем виде выглядит следующим образом:
nдв.ход = 1500 • 140/355 • 0,985 × 22/58 (29/51, 35/45, 42/28) • 19/56 (58/42) • 22/225.
Привод рабочей подачи начинается от расположенного под зубчатым колесом 31 кулачка, который проворачивает с помощью рычага вал VI с зубчатым колесом 36, поворачивающим зубчатый сектор 40 с осью и собачкой на ней. Собачка при повороте зубчатого сектора 40 в одну сторону своим зубом проворачивает храповое колесо 39, а при обратном повороте проскальзывает по зубьям храпового колеса Таким образом, получается, что подача выполняется только при обратном ходе ползуна. Далее движение передается с храпового колеса на коническую передачу 39-41, вал IX, конические колеса 45 и 46 Переключением двойного зубчатого блока 42 выполняется горизонтальное перемещение стола по поперечине, а блока 47 — вертикальное движение стола с поперечиной. Величина подачи регулируется закрыванием и открыванием некоторого числа зубьев храпового колеса, которые может захватить собачка.
Привод ускоренных подач стола и поперечины не включает коробку скоростей. Движение непосредственно от приводного шкива 9 передается колесу 8, потом колесу 13, установленному на валу VII с насосом циркуляционной смазки и колесу 14 на VIII валу Эти колеса вращаются постоянно при включенном двигателе 16. После включения муфты ЭМ2 начинают вращаться колеса 24-28 и цепная передача 29-37, дальше движение с конической пары 38-41 передается на механизм перемещения поперечины и стола, задавая их ускоренное движение.
Настройка станка для выполнения работы производится в следующем порядке:
- настроить нужное число двойных ходов ползуна в минуту;
- отрегулировать длину хода ползуна вращением кривошипной рукоятки;
- настроить величину горизонтальных и вертикальных подач стола;
- при наличии соответствующего устройства настроить автоматическую подачу суппорта;
- при строгании наклонных плоскостей повернуть суппорт на требуемый угол
Система смазки станка состоит из циркуляционной смазки коробки скоростей, коробки подач, механизма переключения скоростей, направляющих ползуна от масляного насоса на валу VII (см. рис. 4) и периодической смазки с помощью пресс-масленок, заполняемых шприцем и ручной лейкой через отверстия.
В качестве смазочного материала используется масло индустриальное И-30А ГОСТ 20799.
3. Продольно-строгальные станки
В то время как поперечнострогальные станки рассчитаны на обработку малых и средних деталей (стол небольшого числа поперечно-строгальных станков больше, чем 450 х 750 мм), продольно-строгальные станки позволяют обрабатывать детали массой до 200 т. Эти станки делят на одностоечные (с консольной поперечиной) и двухстоечные (рис. 5) . На одностоечных станках можно обрабатывать заготовки, у которых есть выступающие с одной стороны элементы, не требующие обработки.
Продольно-строгальные станки, как и поперечно-строгальные, предназначены для обработки горизонтальных, вертикальных и наклонных плоскостей, продольных пазов разного профиля у крупных деталей большой длины из стали, чугуна, цветных металлов и некоторых пластмасс и характеризуются ходом стола, наибольшей шириной строгания и высотой подъема траверсы с инструментом. Максимальные значения этих параметров равны 12 500 х 6000 х 4500 мм соответственно. На станке можно одновременно обрабатывать детали средних размеров, устанавливаемые рядами на столе Станки предназначены для использования в условиях индивидуального и мелкосерийного производства.
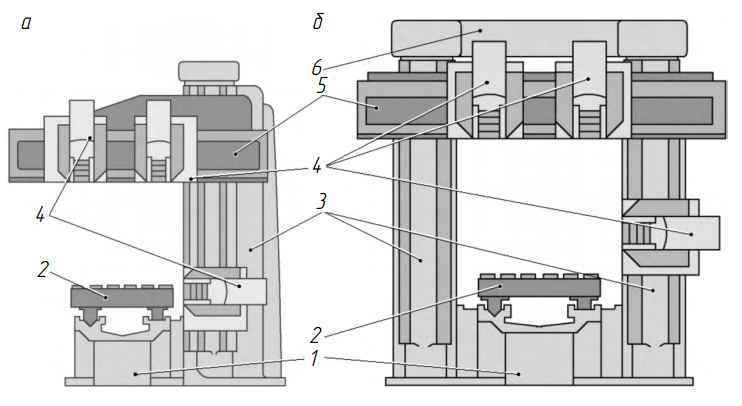
Рис. 5. Схемы продольно-строгальных станков: а — одностоечный; б — двухстоечный
На траверсе дополнительно к строгальным суппортам часто устанавливают фрезерные, расточные и шлифовальные головки, расширяющие технологические возможности станка.
Для строгания тяжелых деталей все чаще делают станки с неподвижным столом и движущимся порталом с инструментом.
Основными узлами продольно-строгального станка (рассмотрим одностоечные станки моделей 7А110, 7А112, 7А116 и двухстоечные 7А210, 7А212, 7А216) являются:
- станина 1 с плоской и V-образной направляющей;
- стол 2 с пластмассовыми или бронзовыми накладками на направляющих;
- стойки 3 с соединительной балкой 6 (у двухстоечных);
- поперечина или траверса 5, которая может перемещаться по направляющим стоек;
- суппорты (или суппорт) вертикальные и боковые 4;
- коробки подач суппортов;
- коробка скоростей стола;
- пульт управления;
- электрошкаф;
- вспомогательные механизмы.
Одностоечные станки отличаются открытой зоной обработки, поперечина с суппортами крепится к консоли, которая может перемещаться по направляющим стойки. Имеет некоторые особенности и кинематическая схема станков.
Вертикальные суппорты перемещаются по горизонтальным направляющим поперечины, а боковые — по вертикальным направляющим стоек. Для строгания наклонных поверхностей суппорты можно поворачивать с помощью рукоятки относительно горизонтальной оси на ±60° .
Главное движение у продольно-строгального станка — возвратно-поступательное движение стола от электродвигателя постоянного тока через двухдиапазонную коробку скоростей для силовой или скоростной работы. Регулирование скоростей бесступенчатое и можно получить любую скорость в диапазоне от 2 до 80 м/мин. Система управления обеспечивает плавный разгон и врезание резца, увеличение скорости и торможение при выходе резца. Чтобы стол не соскочил со станины, есть специальное тормозное устройство.
Рабочие подачи суппортов в любом из четырех направлений (вправо, влево, вверх, вниз) от отдельных двигателей с помощью однотипных механизмов подач имеют прерывистый характер. Коробка подач вертикальных суппортов поперечины крепится на ее правом торце. Подача сообщается суппортам в момент реверса перед рабочим ходом стола. У каждого из горизонтальных суппортов есть своя коробка подач, а вертикальные суппорты работают от одной коробки Подачи, регулируемые в двух диапазонах, у вертикальных суппортов изменяются от 0,25 до 25 мм за двойной ход, у горизонтальных — от 0,125 до 12,5 мм за двойной ход.
Вспомогательные движения:
- быстрое перемещение суппортов в направлении включенных подач (от 1,47 до 0,184 м/мин);
- перемещение суппортов вручную;
- подъем резцовых головок при обратном ходе стола;
- подъем или опускание поперечины (v = 0,21. . .0,434 мм/мин), зажим поперечины
Механизм зажима поперечины приводится в действие отдельным электродвигателем, работает автоматически Передвижение поперечины у двухстоечных станков выполняется двумя винтами от электродвигателя через червячные редукторы У одностоечных станков — один винт и один редуктор.
Установка длины хода стола, скоростей рабочего и обратного ходов, величин подач осуществляется с подвесного пульта.
Общая кинематическая схема станка представлена на рис. 6. Для удобства рассмотрим схемы основных узлов по отдельности.
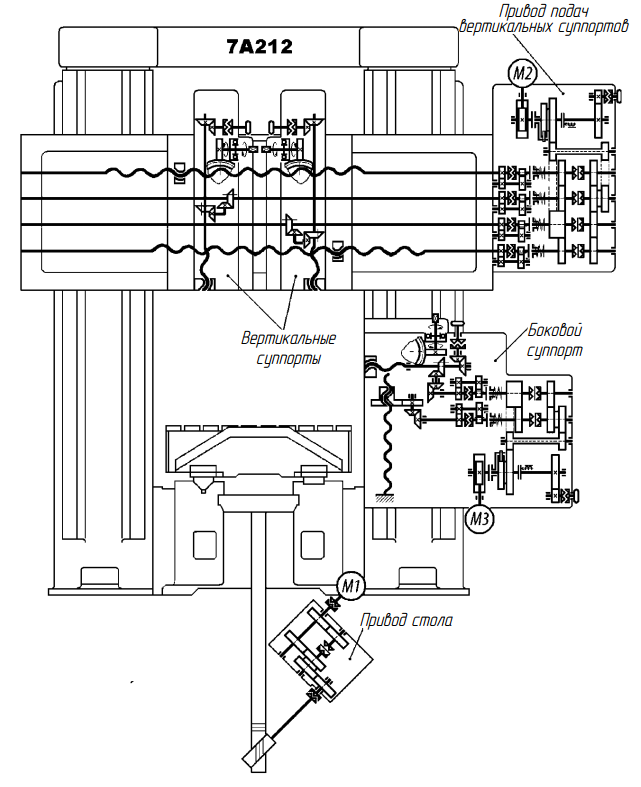
Рис. 6. Кинематическая схема продольно-строгального станка модели 7А212
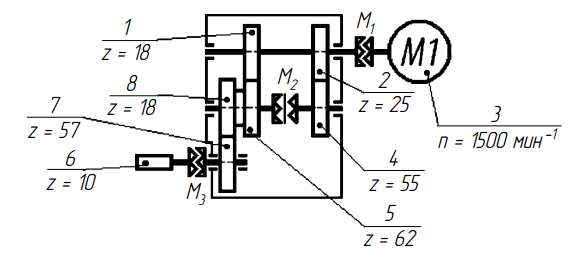
Рис. 7. Кинематическая схема привода стола станка 7А212
Кинематическая схема привода стола изображена на рис. 7. Двигатель 3 и реечное зубчатое колесо 6 соединены с коробкой скоростей через зубчатые муфты М1 и М3. Коробка простая и выдает два режима. При включении муфты М2 влево работает силовой режим со скоростями резания от 2 до 50 м/мин и движение передается по цепи 1-5, 8-7, а если муфту включить вправо (2-4, 8-7), то режим скоростной со скоростью перемещения стола от 3,2 до 80 м/мин. Поскольку двигатель 3 постоянного тока, то скорости регулируются бесступенчато. Контроль реверса стола осуществляется с помощью сельсинового датчика, не показанного на схеме.
Кинематические схемы вертикальных и горизонтального суппортов одинаковые. На рис. 8 показана кинематическая схема вертикального суппорта Продольное вертикальное перемещение суппорта от ходового вала начинается с помощью конических зубчатых колес 12, передающих движение на коническую пару 13 и винтовую передачу 14. Коническая пара 17 — 9 нужна для точного ручного перемещения суппорта с помощью маховика 10 при включении муфты М4. Зубчатая пара 16-15 позволяет в ручном режиме, вращая рукояткой колесо 16, поворачивать суппорт вокруг горизонтальной оси.
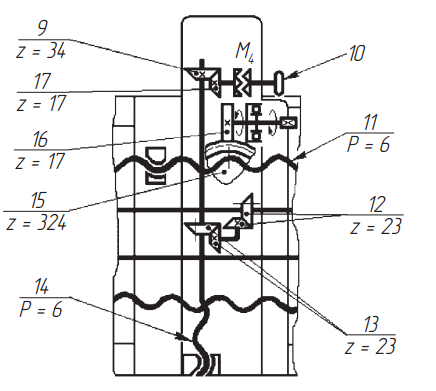
Рис. 8. Кинематическая схема привода суппорта
Коробка подач суппортов поперечины, предназначенная для привода вертикальных суппортов, крепится на правом торце поперечины. Привод осуществляется от фланцевого двигателя 18 (рис. 9), вращение от которого передается через червячную передачу 37-38 на первый вал коробки подач. С этого вала с помощью муфты М5 движение передается собачкой на храповое колесо 39, жестко связанное с колесом 40. От колеса 40 вращается сдвоенное зубчатое колесо 22-23, находящееся в зацеплении с колесами 26 и 29, установленными на разных валах. С колеса 26 вращение передается на колеса 22, 27, 28 и 30, свободно вращающиеся на своих валах. От колеса 29 вращаются зубчатые колеса 25, 32 и 31, но в противоположных направлениях по отношению к колесам, вращающимся от колеса 26. С помощью муфт М8-М11, включающихся вправо или влево, валы соединяются с соответствующими зубчатыми колесами и начинают вращаться в ту или иную сторону.
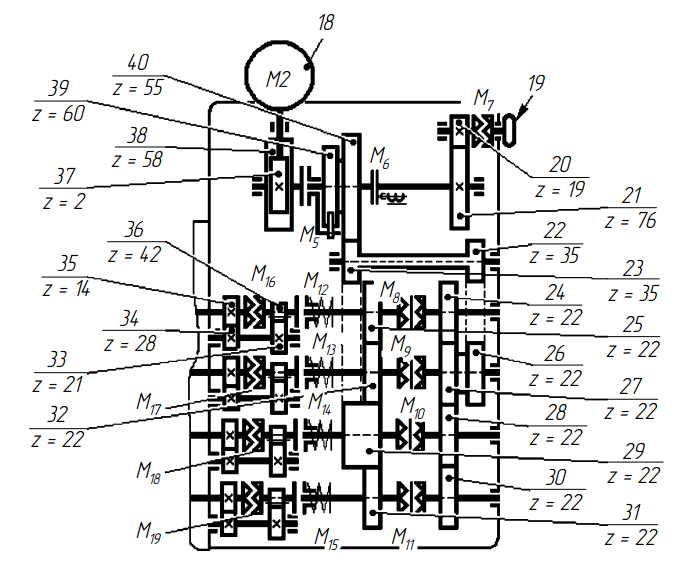
Рис. 9. Кинематическая схема привода подач вертикальных суппортов станка 7А212
Далее на валах стоят зубчатые предохранительные муфты М12-М15, защищающие коробку подач от перегрузок, возникающих при перемещении суппортов. За предохранительными муфтами на всех четырех валах установлены переборы 36-33-34-35, удваивающие количество подач. При включении муфт М16-М19 движение подачи с коробки подач передается на валы поперечины напрямую, а при выключенных — в четыре раза медленнее.
Величина подач регулируется вручную маховичком 19, который с помощью зубчатой передачи 20-21 изменяет величину охватываемого собачкой сектора на храповом колесе 39 (см. рис. 2.35 и пояснения к нему, здесь на схеме этот механизм не показан). Поскольку храповой механизм работает только в одну сторону, то для выполнения поворота храпового колеса 39 в следующем цикле в начале обратного хода вал электродвигателя включается в обратную сторону и собачка возвращается в исходное положение, готовая к рабочей подаче. Этот цикл повторяется при каждом двойном ходе стола.
Ускоренные перемещения суппортов осуществляются при включении муфты М6, соединяющей зубчатое колесо 40 с червячным колесом 38 напрямую. Ускоренные перемещения выполняются только в направлении подачи. Реверсируется подача — изменится и направление ускоренного перемещения.
Привод подач бокового суппорта устроен аналогичным образом.
4. Долбежные станки
Долбежные станки в основном используются для обработки долблением плоских и фасонных внутренних поверхностей, изготовления шпоночных пазов и канавок в цилиндрических и конических поверхностях (возможна обработка поверхностей, наклоненных под углом до 10° к вертикали) в единичном и мелкосерийном производстве.
Конструкция станков позволяет производить долбление в упор с перебегом резца не более 5 мм. Наибольший ход долбяка от 100 до 1600 мм, диаметр стола от 240 до 1600 мм. Наиболее часто встречающиеся модели долбежных станков имеют наибольший ход долбяка от 100 до 500 мм, стол диаметром от 240 до 800 мм, скорость резания от 3 до 38 м/мин при мощности главного двигателя 1 11 кВт. Долбежные станки с ходом долбяка 100, 200 и 320 мм имеют механический привод, 320 и 500 мм — гидравлический, а более 1000 мм — от электродвигателя постоянного тока для бесступенчатого регулирования скорости.
Основными узлами долбежного станка (рис. 10) являются станина 11 коробчатой формы, состоящая из основания и стойки, установленной на нем. По вертикальным направляющим стойки от коробки скоростей 7 перемещается долбяк 6, в нижней части которого закреплен резцедержатель. Обрабатываемое изделие крепится на столе 5. Стол получает круговое, продольное и поперечное движения от привода подач 3.
Движение резания — это прямолинейное возвратно-поступательное движение долбяка с резцом в вертикальном направлении Движения подач — прерывистое перемещение стола в продольном и поперечном направлениях, а также периодический поворот стола относительно своей вертикальной оси. Вспомогательными движениями являются ручные установочные и быстрые механизированные перемещения стола, установка длины хода и места хода долбяка.
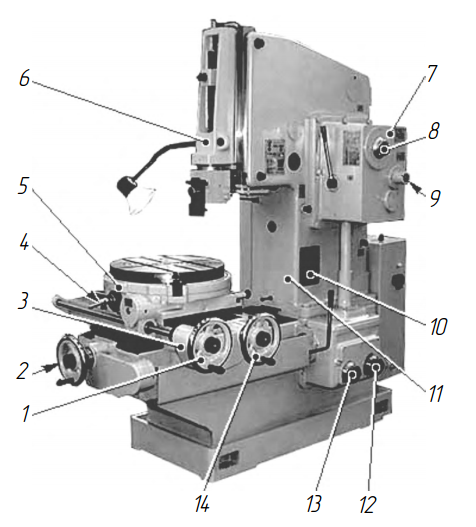
Рис. 10. Долбежный станок ГД-200: 1 — маховик круговой подачи стола; 2 — маховик продольной подачи стола; 3 — коробка подач; 4 — фиксатор стола; 5 — стол; 6 — долбяк (штосель); 7 — коробка скоростей; 8 — квадрат установки длины хода долбяка; 9 — квадрат ручного перемещения долбяка; 10 — пульт управления; 11 — станина; 12 — барабан отключения подачи стола; 13 — барабан переключения подачи стола; 14 — маховик поперечной подачи стола.
Работа во многих случаях ведется по методу копирования, а в некоторых — следа, поэтому чаще всего резцу придают форму обрабатываемой поверхности и закрепляют в резцедержателе долбяка. Обрабатываемую деталь устанавливают на столе станка. Движение долбяка вниз является рабочим ходом, в течение которого происходит снятие стружки с обрабатываемой детали Движение долбяка вверх — холостой ход, в конце которого происходит продольная или поперечная подача стола с деталью или поворот стола вокруг вертикальной оси (круговая подача). Механизм ручного поворота стола снабжен специальным делительным устройством, позволяющим делить заготовку на любое нужное количество равных частей или поворачивать стол с заготовкой на заданный угол, как это делается с помощью универсальных делительных головок на фрезерных станках.
Долбежные станки выпускают многие заводы. В частности УП «МЗОР», РУП «Гомельский станкостроительный завод им. С. М. Кирова», а также иностранные производители: JET, MAKITA, GLOBAL EDGE, UMT, BALZAT, TURI, Metabo, Dewalt и др.
Подробно рассмотрим устройство долбежного станка модели 7А420, применяемого на многих заводах в течение ряда лет. Сейчас этот станок модернизирован, повышена его мощность, внесены некоторые изменения в конструкцию. Он выпускается РУП «Гомельский станкостроительный завод им С М Кирова» под обозначением ГД-200 (см. рис. 10). Есть и его модификации. Кинематическая схема станка показана на рис. 11.
Главное движение от электродвигателя 25 через клиноременную передачу 26-47, муфту М1 передается на вал III. Муфта М1 сблокирована с тормозом Т, который выключается при включении вращения вала III. На этом валу установлены блок зубчатых колес 12-13 и два колеса, 10 и 11. С их помощью движение передается на вал II или через двойной блок 8-9, или через колеса 6 и 7, сообщая валу четыре скорости (40, 64, 102 и 163 двойных хода долбяка в минуту) С вала II через колесо 5 вращается кулисное колесо 4, установленное на валу I. У колеса 4 есть кривошип, на котором в корпусе закреплены конические колеса 49-50 и винт 1, сообщающие качательное движение кулисе. Вращая с помощью рукоятки вал I и колеса 3-2-50-49, можно изменить положение кулисного камня и тем самым величину хода долбяка. Вращая рукояткой колеса 52-51, можно с помощью винта настроить место долбления.
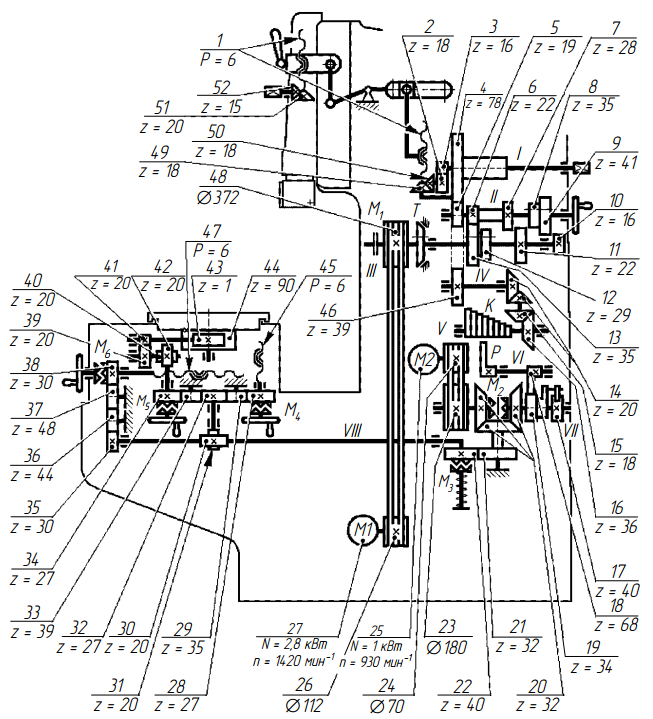
Рис. 11. Кинематическая схема станка модели 7А420
Движение подачи начинается с зубчатого колеса 46, сопряженного с кулисным зубчатым колесом 4. Далее с вала IV через две конические передачи 14 и 15-16 вращается вал V, несущий набор кулачков К. Кулачки воздействуют через рычаг Р на вал VI, сообщая ему качательное движение, которое зубчатый сектор 18 передает колесу 19 на валу VII. Колесо 19 глухо соединено с поводком собачки, периодически поворачивающей зубчатое колесо 17 и вал VII. В наборе 12 кулачков. Значит, коробка подач обеспечивает по 12 поперечных, продольных и круговых подач.
С вала VII через конический реверс 20, включаемый муфтой М2, пару 21-22 и предохранительную муфту М3 движение передается на вал подач VIII. С этого вала с помощью колес 30-31 движение через 32-29-28-45 сообщается продольным салазкам стола. Через звенья 32-33-34-42-40-39-41-43-44 стол получает круговую подачу Поперечные салазки стола получают движение по цепи: вал VIII, колеса 35-36-37-38, винтовая пара 47.
Поперечная и продольная подачи регулируются в диапазоне от 0,1 до 1,2 мм за двойной ход, круговая подача на периферии стола в 2,88 раза больше.
Ускоренное перемещение осуществляется от отдельного электродвигателя 25 через шкив 24, имеющий обгонную муфту, и шкив 23 Реверсирование выполняется муфтой М2, а защита от перегрузок — М3. Муфты М4, М5 и М6 служат для переключения рабочей и ручной подач.
Стол станка смонтирован на нижней части станины и состоит из нижних поперечных и верхних продольных салазок Столу можно задать 12 фиксированных положений, для чего червяк 43 отсоединяется от червячного колеса 44
Можно отклонить долбяк от вертикальной оси на угол до 5° и обрабатывать конические поверхности Кулисный механизм имеет регулировку величины хода долбяка, устанавливаемую вращением винта с помощью колес 52-51 при настройке станка.
Смазка станка осуществляется от плунжерного насоса, установленного на корпусе коробки скоростей. Кулисный механизм смазывается отдельно. Есть места, которые смазываются из масленки вручную.
5. Горизонтально-протяжные станки
Применяются в массовом производстве (реже в мелкосерийном и единичном) для обработки с высокой точностью внутренних и наружных поверхностей металлических (редко неметаллических) деталей. В протяжных станках рабочим движением является прямолинейное движение каретки, несущей протяжку, либо движение заготовки при неподвижной протяжке.
Протяжные станки делятся на основные типы по следующим признакам:
- назначению — для внутреннего и наружного протягивания;
- степени универсальности — на станки общего назначения и специальные;
- направлению и характеру рабочего движения — на горизонтальные, вертикальные, непрерывного действия с прямолинейным конвейерным движением, с круговым движением протяжки или заготовки, с комбинацией различных одновременных движений заготовки и протяжки;
- роду автоматизации — на обычные, полуавтоматы, автоматы, встраиваемые в автоматические линии общего типа, автоматические линии протяжных станков для выполнения нескольких операций протягивания на одном изделии;
- количеству кареток или позиций — с одной, двумя или несколькими каретками; однопозиционные (обычные) и многопозиционные (с поворотными столами);
- виду привода станков. Как правило, он гидравлический, однако существуют станки с механическим приводом, а для высокоскоростных протяжных станков применяется усовершенствованный электромеханический привод.
Область применения протягивания в современном машиностроении расширяется Протягивают, например, шлицевые отверстия 320 х 295 х 30 мм в деталях массой до 2 т, но в отдельных случаях масса деталей, подвергаемых протягиванию, достигает 35 т, хотя можно протягивать круглые отверстия диаметром 3 мм и прямоугольные 2 х 3 мм.
Основные параметры протяжных станков — это тяговая сила, развиваемая кареткой и достигающая 1 МН (100 тс), и длина хода каретки (до 6 м). Скорости протягивания в станках общего назначения — 15. . . 40 м/мин, в специальных станках — до 90 м/мин, в станках непрерывного действия — 1,5. . .15 м/мин. Станки обеспечивают высокую точность (6. . . 7-й квалитет) и малую шероховатость обработанных поверхностей (до Ra = 0,40. . . 0,10 мкм).
Тенденции развития протяжных станков:
- автоматизация операций установки заготовки и снятия готовой детали со станка;
- автоматизация движений подвода инструмента к заготовке, крепления его в зажимном патроне, возвращения в исходное положение;
- разработка компоновок станков, при которой тяговая сила соосна силе протягивания, что обеспечивает существенное снижение сил трения в направляющих каретки и повышение точности обработки
Созданы три типа автоматов:
- с непрерывно перемещающимися изделиями;
- с непрерывно перемещающимся инструментом;
- с многопозиционными поворотными столами.
Горизонтально-протяжные станки, являясь самыми высокопроизводительными (кроме штампов), по своей конструкции одни из простейших. Общий вид такого станка модели 7А545 минского УП «Станкостроительный завод им. С. М. Кирова» представлен на рис. 12.
Движение резания — поступательное движение штока гидроцилиндра с протяжкой. Движение подачи в станке отсутствует. Оно реализовано в конструкции режущего инструмента. Вспомогательное движение — быстрое перемещение штока с рабочими салазками и механизмом захвата в исходное положение.
Работает станок в полуавтоматическом режиме. В исходном положении рабочие салазки с патроном находятся в крайнем правом положении, как показано на рис 3 185, с раскрытым рабочим патроном. Протяжка 6 своим задним хвостовиком заведена во вспомогательный патрон 8, а передний поддерживается вспомогательным люнетом 7. Заготовка или надевается на протяжку, или устанавливается в приспособлении, закрепленном на планшайбе 4.
После включения цикла протяжка вместе со вспомогательными люнетом и патроном и вспомогательными салазками с помощью вспомогательного гидроцилиндра, не показанного на рисунке, подводится влево, проходит через отверстие в планшайбе до вхождения хвостовика в рабочий патрон. В работу вступает рабочий гидроцилиндр, перемещая влево рабочие салазки В начале их движения протяжка неподвижна, а перемещаются только рабочие салазки и патрон. При этом патрон сходит с упора и пружина поворачивает в патроне кулачки, которые захватывают хвостовик протяжки.
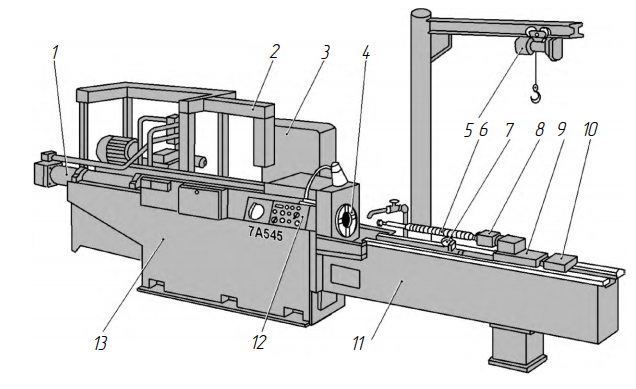
Рис. 12. Горизонтально-протяжной станок модели 7А545: 1 — рабочий гидроцилиндр; 2 — короба электропроводки; 3 — электрошкаф; 4 — планшайба; 5 — электротельфер; 6 — протяжка; 7 — вспомогательный люнет; 8 — вспомогательный патрон; 9 — вспомогательные салазки; 10 — механизм фиксации и расфиксирования; 11 — приставная станина; 12 — пульт управления; 13 — станина
В это время ролик вспомогательного люнета утапливается, вспомогательный патрон, дойдя до упора влево, открывается, освобождая инструмент, а рабочий люнет с помощью копира и реечной передачи подводится под протяжку и поддерживает ее после выхода из заготовки после окончания протягивания.
Когда рабочий ход заканчивается, срабатывают конечные выключатели командоаппарата и движения совершаются в обратном порядке до исходного положения. В зависимости от выполняемых действий скорость перемещений меняется. Для резания рекомендуется скорость 1. . . 7 м/мин, а для обратного хода — до 25 м/мин.
Станина 13, представляющая сварную конструкцию, служит для монтажа узлов станка В задней части станины закреплен рабочий цилиндр 1. Внутри станины закреплены направляющие 7 и 9 (рис. 13). На передней стенке станины закреплен механизм настройки хода, зубчатое колесо 6 которого находится в зацеплении с рейкой 4, жестко соединенной с помощью кронштейна с рабочими салазками 2, перемещающимися по направляющим 7 и 9. Закрепленный на салазках механизм захвата 8 соединен с рабочим люнетом 3, связанным с салазками и перемещающимся по направляющим станины.
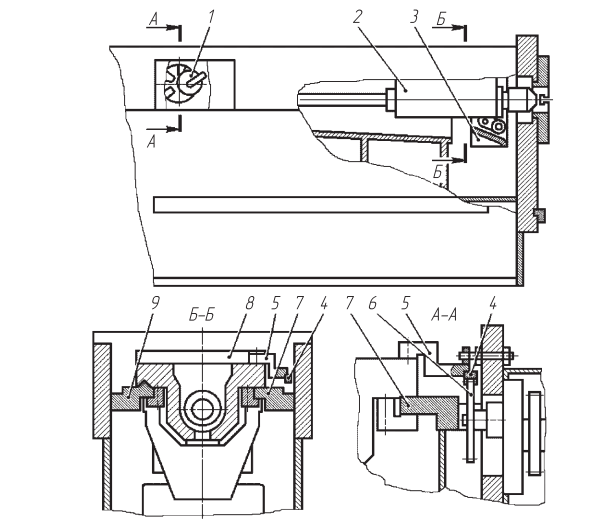
Рис. 13. Станина основная горизонтально-протяжного станка модели 7А545: 1 — командоаппарат; 2 — рабочие салазки; 3 — рабочий люнет; 4 — рейка передачи на командоаппарат; 5 — кронштейн рейки; 6 — зубчатое колесо привода командоаппарата; 7, 9 — направляющие рабочих салазок; 8 — механизм захвата
Салазки (рис. 14) служат для перемещения рабочего патрона 7 на длину до 2170 мм. Корпус салазок чугунный, а направляющие планки 8 — бронзовые. Тяговое усилие через них не передается — они только поддерживают передний конец штока рабочего цилиндра 1. Внутри корпуса рабочих салазок установлена разрезная втулка 2, соединяющая шток рабочего цилиндра 1 с гайкой 3, в которую ввернут хвостовик рабочего патрона 7.
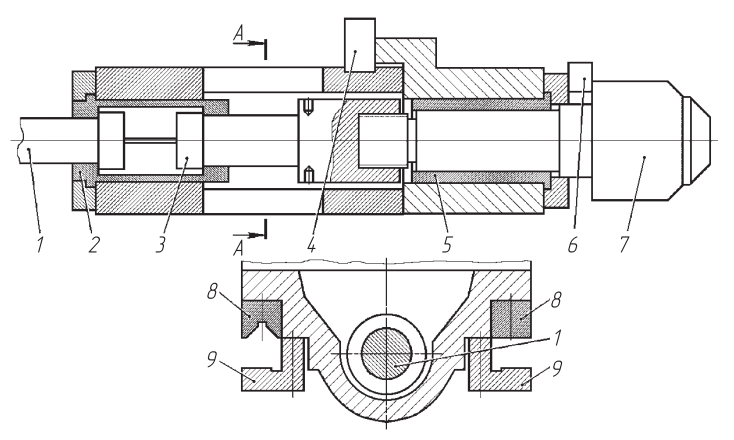
Рис. 14. Рабочие салазки горизонтально-протяжного станка модели 7А545: 1 — шток гидроцилиндра; 2 — разрезная втулка; 3 — гайка; 4 — механизм захвата; 5 — втулка; 6 — клин; 7 — рабочий патрон; 8 — направляющие планки; 9 — прижимы
Поскольку направляющие бронзовые планки привернуты к корпусу салазок, то с помощью подкладок можно компенсировать их износ.
Основной люнет выполнен подвижным и служит для поддержки протяжки в тот момент, когда задний хвостовик выходит из вспомогательного патрона. Люнет перемещается от рабочих салазок с помощью механизма захвата. Вес протяжки воспринимается поддерживающим роликом, положение которого можно отрегулировать в зависимости от толщины протяжки (от 50 до 200 мм).
Рабочий патрон (рис. 15) захватывает протяжку 4 за передний хвостовик и передает ей усилие от рабочего гидроцилиндра Состоит из корпуса 1 и двух несущих валиков 3, которые в рабочем положении обеспечивают передачу тягового усилия, а в раскрытом положении освобождают хвостовик инструмента. Раскрытие патрона происходит от регулируемого упора, установленного на лобовой плите станины.
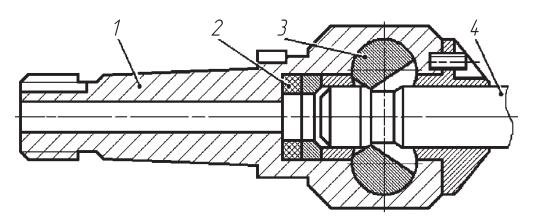
Рис. 15. Рабочий патрон горизонтально-протяжного станка 7А545
Поворот кулачков 3 в рабочее положение происходит от пружины сжатия, установленной в корпусе патрона. Предотвращение ударов переднего хвостовика протяжки 4 при ее подводе обеспечивается упругим буфером 2.
В случае обработки шпоночных пазов рабочий патрон заменяется специальным шпоночным патроном.
Рабочий гидроцилиндр (рис. 16) работает по тянущей схеме и развивает усилие до 630 кН. Масло под давлением 11. . .12 МПа подается регулируемым аксиально-поршневым насосом объемом до 400 л/мин. Мощность главного электродвигателя 45 кВт. В цилиндре предусмотрено гидравлическое торможение для исключения ударов поршня 3 в крышки 1 и 8 цилиндра в крайних положениях.
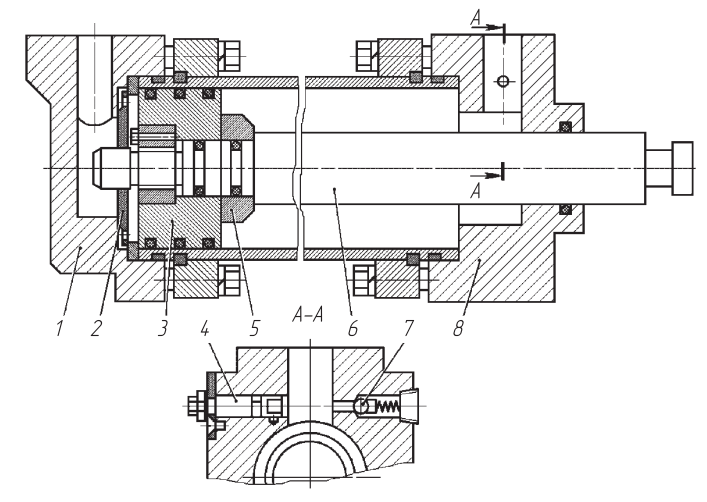
Рис. 16. Рабочий цилиндр горизонтально-протяжного станка модели 7А545: 1 — крышка левая; 2 — кольцо; 3 — поршень; 4 — регулируемый дроссель; 5 — буферная втулка; 6 — шток; 7 — обратный клапан; 8 — крышка правая
При подходе поршня 3 к крышке 1 часть масла запирается между крышкой и поршнем концом штока, а при подходе поршня к крышке 8 — буферной втулкой 5. В левом крайнем положении масло из-под поршня вытекает в бак через постепенно уменьшающийся кольцевой зазор, образованный фаской на штоке 6 и кольцом 2, а при подходе поршня вправо к передней крышке 8 — через регулируемый дроссель 4.
Для исключения гидроудара при движении поршня от крышки 8 цилиндра, когда буферная втулка 5 еще не вышла из крышки, масло поступает через обратный клапан 7, встроенный в крышку 8. С той же целью в задней крышке 1 встроено плавающее кольцо 2, которое отходит от крышки, создавая щель для поступления масла Механизм настройки хода (см. рис. 13, позиция 1) станка предназначен для задания длины хода рабочих салазок, включения замедленного и рабочего хода салазок, а также остановок в крайних положениях С помощью рейки 4, закрепленной на салазках, поворачивается зубчатое колесо 6, приводящее в движение лепестки бесконтактных выключателей командоаппарата В механизме имеется фотоэлектрический датчик, определяющий скорость поступления импульсов при повороте колеса 6 при прохождении салазками 700 мм. Сравнивая ее с эталонными данными, определяют скорость резания, чтобы поддерживать ее в заданных пределах.
Станок оснащен пультом диагностики для оперативного поиска неисправностей в системе управления. Система диагностики включает средства отображения состояния станка и причин отказа, сигнализирует о включении конечных выключателей, электромагнитов, электроконтактного манометра настройки аксиально-поршневого насоса.
Устройство вспомогательных салазок, люнета, патрона и цилиндра, установленных на приставной станине, подобно устройству рабочих механизмов, но из-за того, что они несут меньшие нагрузки, они имеют более простую конструкцию.
6. Вертикально-протяжные станки
Как и горизонтально-протяжные, могут обрабатывать как внутренние, так и наружные поверхности простой и сложной формы. Основное отличие — вертикальное расположение станины станка, что позволяет экономить производственные площади: горизонтальный станок 7А545 занимает примерно 34 м2, а вертикальный МП7А734 — 8,2 м2, имея при этом сопоставимые технические параметры (рис. 17) .
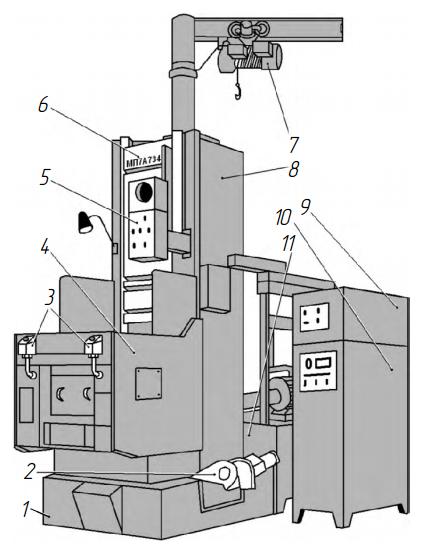
Рис. 17. Вертикальнопротяжной станок модели МП7А734: 1 — станина; 2 — стружкоуборочный конвейер; 3 — кнопки «Пуск»; 4 — тумба; 5 — пульт управления; 6 — рабочие салазки; 7 — тельфер; 8 — станина; 9 — устройство диагностики станка; 10 — электрошкаф; 11 — насосная установка
Еще одно существенное отличие — это наличие у вертикальнопротяжного станка подводнуго стола (рис. 18). На этом столе устанавливается зажимное рабочее приспособление для закрепления заготовки. Перед выполнением рабочего хода каретки стол кривошипным механизмом выводится вперед, в рабочую зону. Остановка кривошипа в мертвой точке обеспечивает надежную фиксацию стола. После выполнения протягивания он отводится назад, инструмент свободно перемещается вверх.
Данная схема перемещения и фиксации подводного стола не единственная из применяемых. Широко используется рычажная система.
Кроме рассмотренного станка с одним столом, имеются станки с двумя подводными столами и двумя каретками, которые выполнены конструктивно так же, как каретки одинарных станков. Работа кареток станка согласована: если с одной стороны выполняется рабочий ход, то с другой — обратный, который заканчивается с незначительным опережением рабочего хода. На стороне обратного хода можно снять обработанную деталь и установить заготовку во время рабочего хода другой стороны. Это обеспечивает высокую производительность. Подобные станки удобны также для выполнения двух операций на одной детали.
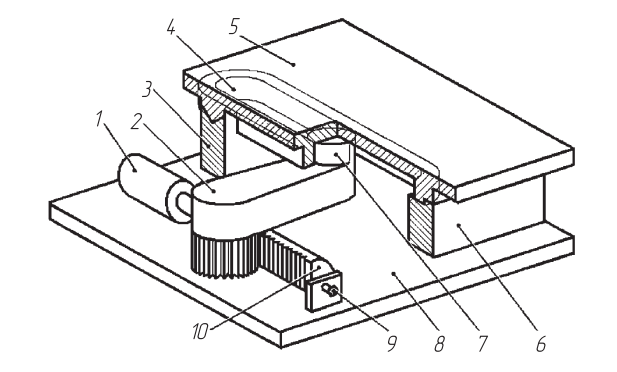
Рис. 18. Схема подводного стола вертикально-протяжного станка модели МП7А734: 1 — гидроцилиндр; 2 — кривошип; 3, 6 — направляющие стола; 4 — паз кривошипного механизма; 5 — подводной стол; 7 — палец кривошипа; 8 — основание стола; 9 — регулировочный болт; 10 — рейка.
Рабочие каретки и столы приводятся в движение от отдельных гидравлических цилиндров, куда через золотниковую систему поступает масло под высоким давлением от одного поршневого регулируемого насоса. Обрабатываемые детали закрепляются в приспособлениях, устанавливаемых на столах. Режущий инструмент (протяжки) при помощи инструментальных плит закрепляется на каретках. Большинство узлов и деталей станка такие же, как и у одинарного.
Станина сварная, коробчатой формы, с внутренними ребрами жесткости, полостями для крепления рабочих цилиндров и стальными калеными направляющими для рабочих кареток На станине монтируются рабочие каретки, рабочие цилиндры и тумба Предусмотрена ниша для монтажа электрооборудования. Внутренняя полость используется для размещения гидроаппаратуры.
Каретка представляет собой чугунную отливку коробчатой формы с направляющими, имеющими форму «ласточкина хвоста». К передней плоскости каретки крепится инструментальная плита. Сбоку к кареткам привернуты планки для крепления кулачков, регулирующих длину хода рабочих кареток.
Тумба сварная, коробчатой формы, с внутренними ребрами жесткости, плоскостью для размещения накладных столов и лапами для крепления тумбы к основанию и станине.
К основным узлам гидропривода относятся гидронасос, рабочие цилиндры и цилиндры столов, золотниковая коробка с золотниками, обратные клапаны, гидравлические сопротивления, кран и система трубопровода.
Работу станка можно настроить на непрерывный цикл, полный цикл и простой цикл.
Конструкция вертикально-протяжного (рис. 19) станка для внутреннего протягивания аналогична конструкции горизонтально-протяжного. Некоторые вертикально-протяжные станки имеют возможность установки сразу нескольких протяжек (3-4) для внутреннего протягивания.
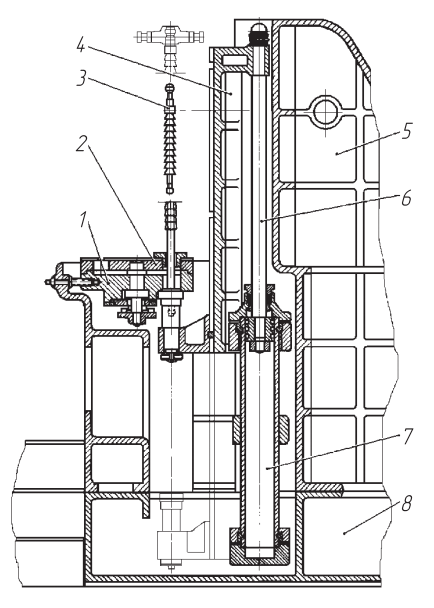
Рис. 19. Схема станка модели 7751У для внутреннего протягивания: 1 — стол; 2 — планшайба; 3 — инструмент; 4 — рабочая каретка; 5 — станина; 6 — шток рабочего цилиндра; 7 — рабочий цилиндр; 8 — основание
7. Станки для непрерывного протягивания
Кроме работающих циклически, существуют протяжные станки непрерывного протягивания. Непрерывно-протяжные станки можно разделить на две группы: с непрерывным перемещением изделий и непрерывным перемещением инструмента. Каждая из этих групп делится на две подгруппы: станки с прямолинейным движением в зоне резания и ротационные.
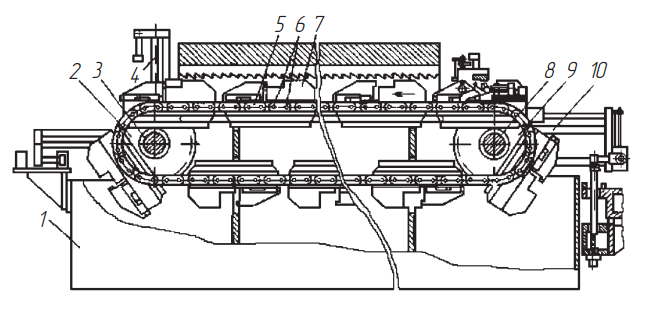
Рис. 20. Схема станка непрерывного протягивания
Непрерывно-протяжной станок, у которого перемещаются не инструмент, а заготовки, непрерывно устанавливаемые на цепной конвейер и проходящие под протяжкой, показан на рис. 20. Есть протяжные станки, у которых протяжка имеет форму диска (как дисковая пила, но с отсутствующими в одном секторе зубьями), — на них нарезают зубья конических зубчатых колес.
Конструкция одного из таких протяжных станков состоит из станины 1, ведущего 3 и ведомого 8 валов, звездочек 2 и 9, тяговой цепи 5, зажимных приспособлений 7, смонтированных на пальцах 6 тяговой цепи. Соосно с ведомым валом расположен манипулятор для загрузки 10, а соосно с ведущим валом — манипулятор для выгрузки 4. Компоновочное исполнение этих станков может быть вертикальным, горизонтальным и наклонным.
Ротационные протяжные станки просты по конструкции, но непригодны для обработки прямолинейных поверхностей и пазов, кроме того, у этих станков довольно сложные конструкции протяжек.
Наибольшее распространение получили станки с непрерывным прямолинейным перемещением заготовок.
8. Шпоночно-протяжные станки
Протягивание круглых отверстий, шпоночных, шлицевых и других канавок является наиболее распространенным видом протяжных работ. В то же время это наиболее простые работы, выполнение которых не требует сложных и больших протяжных станков и часто не требует даже протяжек, а только резцов.
В последние годы получили развитие шпоночно-протяжные станки вертикального исполнения. На этих станках при помощи адаптера можно обрабатывать протяжкой фасонные отверстия, шпоночные и шлицевые канавки в цилиндрических и конических отверстиях, круглые отверстия, наружные плоские или фасонные поверхности. Применяют станки для обработки пазов различного профиля в отверстиях крупногабаритных деталей для тяжелого машиностроения, турбостроения и производства крупных электрических машин и генераторов. Для этого используют резцы, соответствующие профилю обрабатываемого паза.
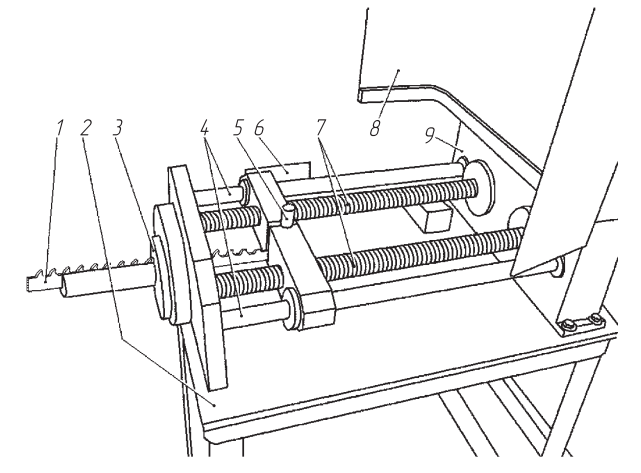
Рис. 21. Шпоночно-протяжной станок: 1 — протяжка; 2 — основание; 3 — опорная пластина; 4 — направляющие; 5 — чека; 6 — кулачок; 7 — ходовые винты; 8 — защитный кожух; 9 — редуктор подачи
Шпоночно-протяжные станки могут работать с переналадкой как резцами, так и протяжками. Для обработки шлицевого отверстия шпоночной протяжкой станки снабжаются поворотно-делительными столами.
На рис. 21 представлен общий вид одной из моделей шпоночно-протяжных станков. Добавив делительное приспособление для непосредственного деления, на этом станке можно протягивать шпоночной протяжкой шлицевые отверстия при мелкосерийном производстве.
