Содержание страницы
- 1. История появления многошпиндельного вертикального токарного полуавтомата
- 2. Классификация многошпиндельных токарных автоматов и полуавтоматов
- 3. Устройство вертикального многошпиндельного полуавтомата последовательного действия
- 4. Кинематическая схема вертикального многошпиндельного полуавтомата последовательного действия
- 5. Полуавтоматы параллельного действия
- 6. Многошпиндельные токарные горизонтальные автоматы и полуавтоматы
- 7. Классификация многошпиндельных токарных горизонтальных автоматов и полуавтоматов
- 8. Устройство горизонтального многошпиндельного токарного автомата
- 9. Кинематическая схема горизонтального многошпиндельного токарного автомата
1. История появления многошпиндельного вертикального токарного полуавтомата
Появлению многошпиндельных вертикальных токарных полуавтоматов предшествовала довольно длинная история. Гражданская война в США (1861-1865), породившая нехватку рабочей силы, требовала автоматизации производства Тогда и появился первый станок-автомат. К. Випиль еще в 1842 г. создал автоматический станок для обработки древесины, а в 1876 г. Хр. Спенсер автоматизировал токарный станок. Его однофамилец английский инженер С. Спенсер еще в 1860 г. построил свой автоматический токарный станок. Многошпиндельный станок (на котором изделие автоматически проходит через ряд позиций и на каждой из них подвергается одной или нескольким операциям обработки) появился в 1895 г. Накануне Первой мировой войны появились автоматизированные токарные станки, на которых заготовка проходит последовательно через шесть — восемь позиций, причем на каждой из них заготовка подвергается разным токарным операциям. Этот станок известен как «Мультоматик» Булларда (рис. 1) .
Рис. 1. «Мультоматик» Булларда
2. Классификация многошпиндельных токарных автоматов и полуавтоматов
Многошпиндельные токарные автоматы и полуавтоматы широко применяют в серийном и массовом производстве. Их подразделяют:
- по виду заготовки — на прутковые и патронные;
- принципу работы — на станки параллельного и последовательного действия;
- расположению шпинделя — на горизонтальные и вертикальные
Токарные автоматы и полуавтоматы используются для обработки заготовок сложной формы в условиях крупносерийного и массового производства.
Конструктивным признаком автомата является наличие полного комплекта механизмов для выполнения рабочих и вспомогательных ходов, автоматизирующих цикл, а также системы управления, координирующей их работу.
Полуавтомат от автомата отличается тем, что в комплекте автоматизированных целевых механизмов отсутствует загрузочноразгрузочное устройство и эту операцию выполняют вручную или с помощью дополнительных средств механизации. Таким образом, для повторения цикла требуется вмешательство человека (для загрузки заготовок, съема изделий, ориентирования, зажима заготовок, включения цикла)
Наибольшее распространение получили многошпиндельные автоматы и полуавтоматы последовательного действия На таких станках заготовки с загрузочной позиции периодическим поворотом стола (вертикальная компоновка) или шпиндельного блока (горизонтальная компоновка) последовательно подводятся к рабочим позициям и одновременно обрабатываются на них инструментальными группами в соответствии с технологическим процессом. Многошпиндельные вертикальные токарные полуавтоматы (МВТП) применяют для токарной обработки литых и штампованных средних и крупных заготовок. Шпиндели станка разгружены от изгибающих нагрузок, вызываемых массой заготовки, станок занимает мало места. Современные полуавтоматы этого типа имеют 4-16 рабочих шпинделей. Первая позиция — загрузочная, на остальных позициях расположены рабочие механизмы, и каждую из этих позиций можно рассматривать как станок, связанный с другими общими приводом и управлением и единством базовых деталей.
Особенность МВТП (рис. 2) заключается в том, что работа шпинделей и суппортов в отдельных позициях независима в своей кинематической настройке По сравнению с горизонтальными полуавтоматами они имеют следующие преимущества:
- удобней, легче и безопасней устанавливать тяжелые заготовки на горизонтальную плоскость патронов;
- занимают меньшую производственную площадь;
- все позиции, в которых находится деталь во время обработки, расположены в местах легкодоступных и удобных для настройки и наблюдения за процессом обработки;
- поскольку частота вращения шпинделя и подача суппорта в каждой позиции настраиваются независимо от других позиций, обработку с оптимальными режимами резания можно производить во всех позициях;
- для каждой позиции можно устанавливать любой из имеющихся суппортов, что расширяет технологические возможности станка.
Рис. 2. Современный вертикальный восьмишпиндельный токарный полуавтомат
3. Устройство вертикального многошпиндельного полуавтомата последовательного действия
Принципиальная схема шестишпиндельного полуавтомата последовательного действия (рис. 3) включает основание 1 с установленной неподвижной шестигранной колонной 5, вокруг которой периодически поворачивается стол 2 с шестью шпинделями 3. Пять суппортов 4 обслуживают одновременно пять шпинделей. Заготовка устанавливается в загрузочной позиции, не имеющей суппорта. После поворота стола на 60° шпиндель начинает вращаться и деталь обрабатывается в позиции I. По окончании первой операции стол снова поворачивается, перемещая заготовку в позицию II, и т. д. Таким образом, в каждой позиции осуществляется определенная операция и по окончании обработки в загрузочную позицию приходит готовая деталь Привод станка состоит из электродвигателя 7 и редуктора 6. В целом станок компонуется из трех блоков: верхнего, среднего и нижнего. В верхнем блоке расположены электродвигатель 7 с редуктором 6 и пять коробок скоростей 8 и подач, командоаппараты 9 и др.
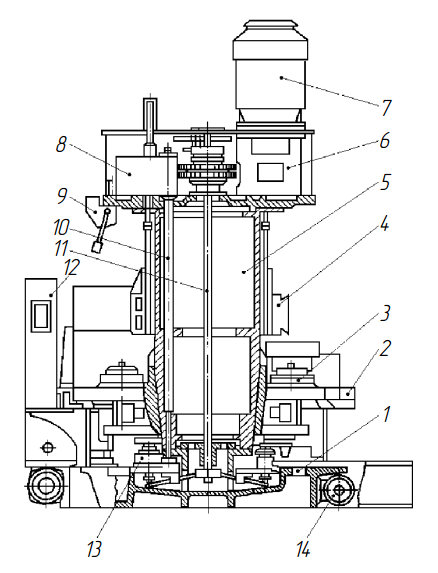
Рис. 3. Принципиальная схема шестишпиндельного полуавтомата последовательного действия
В среднем блоке на пустотелой колонне, вначале имеющей призматическую форму, потом цилиндрическую, переходящую в конус, смонтированы узлы, определяющие точность станка и его жесткость: направляющие, суппорты 4, базируется поворотный шпиндельный стол 2. Через полость колонны проходят валы 10 привода позиций, а также тяга тормоза и синхронизаторов 11. На нижнем чашеобразном блоке-основании установлены синхронизаторы 13, тормоз, редуктор, механизм поворота стола и фиксатор 14, насос СОЖ, электрошкаф 12, резервуар для масла и другие механизмы. На закаленной конической поверхности колонны центрируется поворотный шпиндельный стол.
Командоаппараты рабочих позиций служат для контроля исходного положения суппорта, управления его быстрым подводом и переключением на рабочую подачу и ее изменением во время обработки, быстрого отвода и контроля перегрузки суппорта.
Частоты вращения шпинделей на разных позициях могут быть разными, и после поворота шпиндельного стола на новую позицию шпиндель должен получить частоту вращения, установленную для данной позиции. Для безударного соединения зубчатых колес, вращающих шпиндель, с главным приводом служит синхронизатор Тормоз останавливает продолжающий вращаться по инерции шпиндель после его поворота на загрузочную позицию, потом освобождает его, позволяя вращать при установке заготовки вручную Шпиндельный стол несет на себе шпиндели с патронами или приспособлениями для установки и закрепления обрабатываемых деталей и служит для транспортирования шпинделей из одной позиции в другую. Упорный подшипник шпиндельного стола влияет на точность обработки, надежность работы стола и сохранение положения шпинделей под действием сил резания.
Механизм поворота шпиндельного стола мальтийского типа и цанговый фиксатор обеспечивают плавную индексацию и безударное сопряжение стопора и стола Командоаппарат индексации стола служит для наладки угла поворота стола при одинарной или двойной индексации, определения его положения, при котором допустимы загрузка и обработка, настройки командных точек окончания поворота и включения шпинделей и фиксатора, а также для контроля положения фиксатора.
Суппорты стандартной комплектации позволяют выполнять наиболее распространенные виды обработки. Все основные пять типов суппортов монтируются на направляющих колонны и обеспечивают:
- вертикальный — вертикальное перемещение инструмента, имеет наиболее простую и жесткую конструкцию;
- универсальный — продольное вертикальное, а потом горизонтальное или угловое перемещение;
- параллельного действия — обработку детали двумя группами инструмента, одна из которых имеет вертикальное перемещение, а другая — последовательно вертикальное и горизонтальное. Этот суппорт наименее жесткий и применяется при недостатке рабочих позиций;
- суппорт с приводом сверлильной головки — обработку нецентральных отверстий планетарными головками без остановки шпинделя;
- суппорт с расточной головкой — чистовую обработку центральных отверстий диаметром от 20 до 100 мм.
Токарные многошпиндельные полуавтоматы широко распространены в крупносерийном и массовом производстве, потому что обладают широкими технологическими возможностями при изготовлении разнообразных деталей и обеспечивают высокую степень концентрации обработки. Применение таких станков способствует повышению производительности труда, сокращению станкоемкости, уменьшению производственных площадей, упрощению транспортных связей.
Вертикальные многошпиндельные полуавтоматы служат для обработки в патроне или приспособлении, реже в центрах, деталей сравнительно больших размеров. Большое число рабочих позиций (обычно 6-8) позволяет использовать их в разных сочетаниях. Детали сложной формы проходят обработку на всех позициях станка, перемещаясь в очередном цикле на следующую позицию (одинарная индексация) Для простых деталей, которые можно обработать на малом числе позиций, применяют более производительную параллельно-последовательную обработку Существует несколько вариантов: наиболее часто станок используется как два параллельно работающих станка, поворачивая в каждом цикле стол на две позиции (двойная индексация). Можно обрабатывать две детали с одной стороны или одну, но с двух сторон, можно обрабатывать две разные детали.
Станки выпускаются в силовом и скоростном исполнениях.
Настройка режимов резания — частоты вращения шпинделя и скорости подачи суппорта — выполняется посредством установки сменных зубчатых колес и выполнения соответствующих переключений на коробках подач. Координаты изменения скорости и направления перемещения суппорта с точностью 0,3. . . 0,5 мм настраиваются командоаппаратами позиций с помощью кулачков. Дополнительно применяют жесткие упоры в конце хода. Размер изделия окончательно настраивается регулировкой инструмента.
4. Кинематическая схема вертикального многошпиндельного полуавтомата последовательного действия
Кинематическая схема одной из семи секций привода главного движения и подачи (остальные шесть секций аналогичны), а также привод и механизм поворота стола со шпинделями показана на рис 3 33
При главном движении рабочие шпиндели VIII получают высокие частоты вращения от электродвигателя M1 (N = 10 кВт; n = 1460 мин-1) через передачу 16-39 • 39-118 • 118-31, а низкие — через передачу 16-39 • 22-39 • 22-39 • 39-118 • 118-31 и далее с вала V через сменные колеса a-b, цилиндрические пары колес 35-40 и 37-50 (при скоростном исполнении — через пару колес 37-37) . Зубчатое колесо с z = 35 во время поворота стола выводится из зацепления с колесом с z = 40, а после поворота входит в зацепление с таким же зубчатым колесом другого шпинделя, пришедшего в эту позицию После каждой индексации стола шпиндели приобретают частоту вращения той позиции, в которую они перешли. Частота вращения шпинделей в каждой позиции регулируется своим звеном настройки a — b Синхронизаторы обеспечивают плавное безударное начало вращения шпинделю в каждой позиции Каждый шпиндель, начиная с вала V, имеет индивидуальную, но одинаковую с цепями других шпинделей цепь привода. Этих цепей столько, сколько рабочих позиций (у станка 1К285 их семь) . Тормоз, останавливающий шпиндель загрузочной позиции, имеет механизм, который включается от привода, общего с синхронизаторами, сцепляется с коническими чашками предшпиндельных валов и по конструкции повторяет синхронизатор, но не имеет вращающихся элементов.
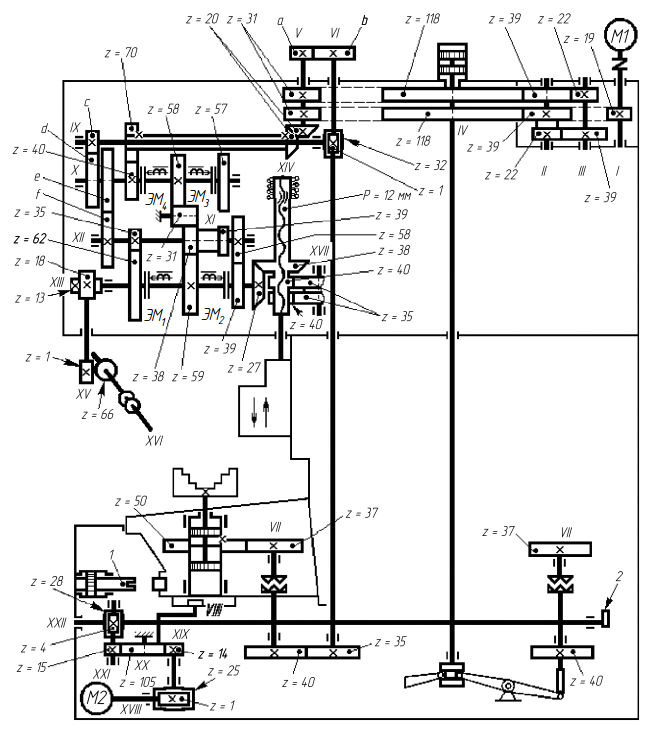
Рис. 4. Кинематическая схема вертикального многошпиндельного токарного полуавтомата модели 1К285
Цепи рабочих подач и быстрых перемещений суппорта сосредоточены в коробках подач При помощи встроенных в них электромагнитных фрикционных муфт осуществляется переключение скорости подачи с большой на малую или наоборот (в соотношении 2,63 раза).
Рабочая подача суппортов осуществляется от вала VI через червячную передачу 1-32, гитару сменных зубчатых колес c-d · e—f и далее через зубчатые колеса 35—62 (при включении электромагнитной муфты ЭМ1) или через колеса 58-39 (при включении электромагнитной муфты ЭМ2) на вал XIII. С этого вала через конические зубчатые колеса 27-38 вращение передается на гайку ходового винта суппорта (P = 12 мм). Переключением муфт ЭМ1 и ЭМ2 можно устанавливать автоматически в процессе обработки заготовки две рабочие подачи суппорта (малую и большую).
Ускоренная подача суппорта осуществляется от вала V через конические зубчатые колеса 20-20 и пару цилиндрических колес 70-40 на вал X. Дальше при ускоренном подводе суппорта к обрабатываемой заготовке (включена электромагнитная муфта ЭМ3) вращение передается через передачу 57-39 • 38-59 • 27-38 на гайку ходового винта суппорта. При ускоренном отводе суппорта (включена электромагнитная муфта ЭМ4) вращение на гайку ходового винта передается через зубчатые колеса 58-31 • 31-38 • 38-59 • 27-38. В цепи ускоренных подач возможно реверсирование направления движения за счет включения с помощью двух муфт различных кинематических цепей.
Электромагнитные муфты быстрых ходов суппорта сблокированы с такими же муфтами рабочих подач. Включаются муфты с помощью конечных выключателей, установленных в командоаппарате.
Вращение вала командоаппарата осуществляется от вала XIII через винтовую зубчатую передачу 18-13 и червячную пару 1-66. Командоаппарат управляет рабочими и вспомогательными ходами суппорта в автоматическом и наладочном циклах. В его корпусе, кроме конечных выключателей, размещены кулачковый вал и рычаги. Конечные выключатели не имеют пружин, отчего поданная на них команда запоминается до следующего нажатия.
После окончания рабочих операций во всех позициях и отвода всех суппортов в верхнее положение подается команда на отключение привода электродвигателя М1 и торможение всей системы с последующим поворотом стола.
Поворот стола осуществляется от электродвигателя М2 (N = = 2 кВт; n = 1300 мин-1) через червячную передачу 1-25, зубчатые колеса 14-105 и мальтийский крест. На ступице зубчатого колеса с z = 105 установлена планка с двумя роликами. При повороте колеса с планкой ролики входят в паз на нижней части стола, поворачивая его. При повороте планки на 180° стол поворачивается на одну позицию (1/8 часть оборота), а при повороте на 360° — сразу на две позиции (1/4 часть оборота) . После поворота стола, но до включения вращения шпинделей, происходит его фиксация.
Управление механизмом поворота и фиксации стола осуществляется путем воздействия двух кулачков 2 на конечные выключатели командоаппарата индексации стола. Кулачки установлены на валу XXII, который через передачу 105-15 • 4-28 получает периодическое вращение.
По окончании поворота стола выключается электродвигатель М2 и включается пусковая муфта двигателя главного привода М1.
Станок оборудован автоматизированным гидравлическим устройством для зажима детали, имеет механизированное загрузочное устройство и систему уборки стружки Станки в шестишпиндельном исполнении выпускаются с диаметрами патронов 630 и 800 мм, в восьмишпиндельном исполнении — 250 и 400 мм.
Кроме уже названных суппортов пяти видов, со станком по заказу могут поставляться специальные суппорты, которые являются модификацией универсального и позволяют расширить технологические возможности станка — выполнять:
- обработку продольных фасонных поверхностей по копиру;
- обработку конусов по конусной линейке;
- обработку цилиндрических поверхностей с отскоком в конце рабочего хода;
- обработку торцовой поверхности одновременно с конической;
- растачивание сферических поверхностей
Среди разнообразных устройств, которыми оснащается полуавтомат, наиболее сложна кинематическая цепь привода многошпиндельной сверлильной головки При применении головки к коробке подач соответствующей позиции присоединяется дополнительный редуктор.
5. Полуавтоматы параллельного действия
По аналогичной схеме сконструированы и полуавтоматы параллельного действия, на всех шпинделях которых, в отличие от полуавтоматов последовательного действия, производятся одновременно одинаковые операции и за один цикл работы завершается обработка стольких заготовок, сколько шпинделей имеет станок У такого станка на основании 5 (нижний блок) установлена неподвижная вертикальная колонна 4, вокруг которой непрерывно вращается стол со шпинделями и шестигранная гильза с шестью суппортами 2, представляющие собой единое целое — карусель 1 (рис. 5).
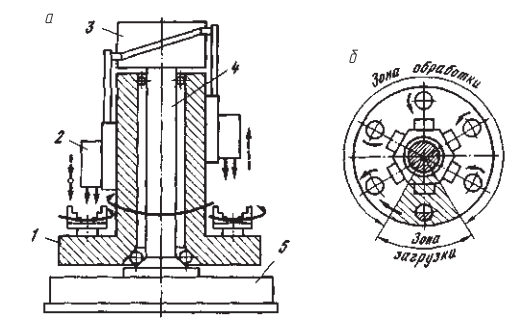
Рис. 5. Схема работы вертикального многошпиндельного полуавтомата: 1 — карусель; 2 — суппорт; 3 — барабан; 4 — колонна; 5 — основание.
При повороте гильзы суппорты перемещаются по ее вертикальным направляющим от неподвижного барабана 3 (верхний блок), с которым они связаны тягами. У полуавтомата каждый шпиндель имеет свой суппорт, с которого ведется обработка детали во время вращения карусели. За один полный оборот карусели на каждом шпинделе, проходящем загрузочную зону, заканчивается обработка детали. В этой зоне сначала автоматически выключается вращение шпинделя и освобождается от зажима деталь, а соответствующий суппорт быстро отходит вверх, снимается готовая деталь и устанавливается новая заготовка Затем она автоматически зажимается, шпинделю сообщается вращение, а суппорт быстро подводится к заготовке. Современные полуавтоматы этого типа имеют от четырех и более рабочих шпинделей.
6. Многошпиндельные токарные горизонтальные автоматы и полуавтоматы
Станок-автомат, на котором несколько инструментов подводятся к изделию в определенной последовательности автоматически, а токарь только подает прутковые заготовки, был создан в годы.
Гражданской войны в США (1861-1865) и внедрен в производство несколько лет спустя.
Первым многошпиндельным горизонтальным автоматом, освоенным в СССР на станкозаводе им. С. Орджоникидзе в Москве в 1936 г. , был автомат модели 123. В дальнейшем освоены многошпиндельный вертикальный полуавтомат модели 23 на заводе «Красный пролетарий» в Москве (1937) и многошпиндельный горизонтальный автомат модели 1261 на Киевском станкозаводе (1939). Первые станки этого типа имели вид, представленный на рис 6.
7. Классификация многошпиндельных токарных горизонтальных автоматов и полуавтоматов
Многошпиндельные токарные горизонтальные прутковые автоматы выпускаются для обработки прутковых заготовок или труб диаметром от 16 до 160 мм. Конструкция автоматов выполнена с учетом возможности встраивания их в автоматические линии Шести- и восьмишпиндельные автоматы, в отличие от четырехшпиндельных, можно настраивать для работы с двойной индексацией.
Для широкой унификации гамма многошпиндельных горизонтальных автоматов построена по следующей схеме:
- наибольшие размеры обрабатываемых прутков выбраны для каждого вида автоматов по геометрическому ряду со знаменателем 1,58;
- базовыми являются шестишпиндельные станки;
четырех- и восьмишпиндельные станки выпускаются на основе базовых моделей с незначительными изменениями, определяемыми другим количеством шпинделей;
— у восьмишпиндельных станков расстояние между шпинделями меньше, в результае чего обрабатываемый пруток в 1,26 раза тоньше, чем у шестишпиндельных, а у четырехшпиндельных — наоборот, в 1,26 раза толще.
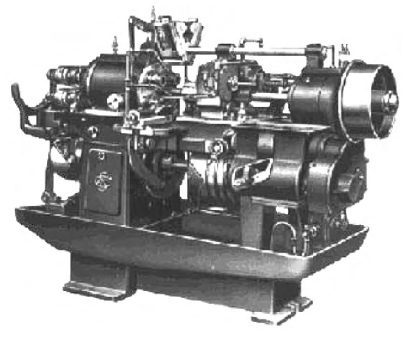
Рис. 6. Четырехшпиндельный автомат Schutte выпуска 1915 г. (Германия)
Многошпиндельные токарные горизонтальные прутковые автоматы выпускаются в прутковом и патронном исполнениях для работы в условиях крупносерийного и массового производств В патронном варианте станок оснащается по заказу автооператором для автоматизации загрузки заготовки и выгрузки обработанных деталей. Автомат в прутковом исполнении комплектуется устройством для поддержания вращающихся прутков, передние концы которых находятся в шпиндельном блоке и закреплены в шпинделях с помощью цанговых патронов. Основанные на той же элементной базе полуавтоматы обрабатывают штучные заготовки диаметром до 500 мм.
8. Устройство горизонтального многошпиндельного токарного автомата
Основные узлы автомата — это станина 3 (рис. 7), на которой слева смонтирован корпус шпиндельного блока 4, а справа — корпус коробки подач 8. В корпусе шпиндельного блока размещены сам шпиндельный блок, механизм фиксации шпиндельного блока, зажима и подачи прутка, а также механизм упора (в станках пруткового исполнения) .
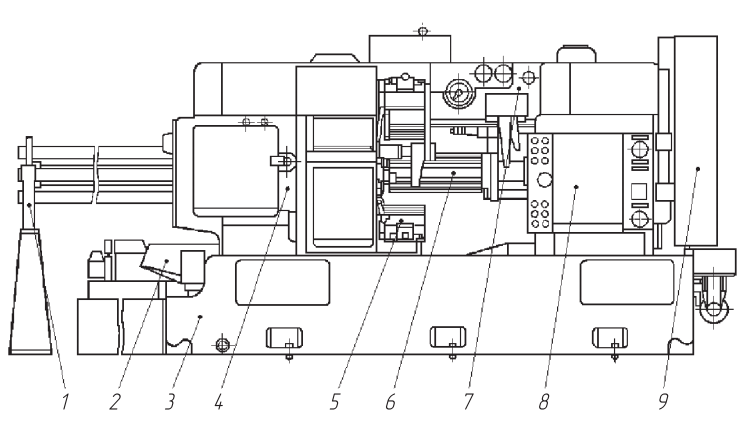
Рис. 7. Общий вид шестишпиндельного горизонтального токарного автомата: 1 — поддерживающее устройство; 2 — лоток выгрузки стружки; 3 — основание; 4 — корпус шпиндельного блока; 5 — поперечный суппорт; 6 — продольный суппорт; 7 — траверса; 8 — корпус механизма подач; 9 — электрошкаф.
В коробке подач смонтированы приводы вращения рабочих шпинделей и распределительного вала, механизмы резьбонарезания, быстрого сверления и развертывания, а также приводные втулки Сверху на обоих корпусах закреплена траверса 7, внутри которой размещен распределительный вал с барабанами и другими устройствами. На торцовой поверхности корпуса шпиндельного блока, обращенной внутрь автомата, и на траверсе располагаются поперечные суппорты 5. На трубе, закрепленной в корпусе коробки подач и в центре шпиндельного блока, смонтирован продольный суппорт 6 в виде многогранной призмы, на каждой грани которой устанавливаются инструмент и оснастка для обслуживания шпинделей На гранях продольного суппорта, обслуживающих пятую и шестую позиции, могут быть установлены подвижные стойки для инструментальных шпинделей, имеющих перемещение, независимое от перемещения главного продольного суппорта. Инструментальные шпиндели используют для резьбонарезания и быстрого сверления.
Станина является основанием автомата. Для повышения точности работы станка его корпусные узлы — станина, шпиндельный блок, коробка передач, траверса — соединены между собой и образуют жесткую раму (портал) В углублении средней части станины, где собирается стружка, и лотке 2 помещен шнековый транспортер для ее удаления.
В шпиндельном блоке размещены шпиндельный барабан, механизм фиксации и подъема барабана, механизм подачи и зажима прутка, приводы поперечных суппортов 2-, 3-, 4-, 6-й позиций. Равномерно по окружности диаметром 320 мм расположены шесть шпинделей Внутри каждого шпинделя — подающая и зажимная цанги. Механизм поворота и фиксации шпиндельного барабана начинает действовать после того, как в позиции 1 произойдут подача и зажим прутка.
Полуавтоматический станок, в отличие от автомата, обрабатывает штучные заготовки. Из-за этого он лишен поддерживающего устройства, а шпиндели станка не имеют механизма для подачи прутковой заготовки В автоматическом станке циклы обработки повторяются без участия рабочего, а в полуавтомате станочник должен после окончания цикла обработки и остановки шпинделя в загрузочной позиции извлечь из патрона обработанную заготовку, вставить необработанную и включить цикл обработки.
9. Кинематическая схема горизонтального многошпиндельного токарного автомата
Рассмотрим кинематическую схему многошпиндельного токарного горизонтального полуавтомата на примере станка модели 1Б240-6К, часто встречающегося в цехах заводов (рис. 8).
Главное движение шпиндели получают от электродвигателя 1 через клиноременную передачу 8-9, колеса 36-37, сменные колеса а-b, c-d, центральный вал IV и центральное колесо 20, связанное с колесами 14 шести шпинделей вала XXII, которые вращаются с одинаковой частотой. Все шесть шпинделей автомата вращаются с одинаковой частотой от трехфазного электродвигателя мощностью 13 кВт с n = 1450 мин-1. Меняя сменные колеса, можно настроить шпиндели на любую из 17 частот вращения.
Движение подачи и холостых ходов осуществляется кулачками 73 и 74, установленными на распределительном валу XIII и валу XIV Верхние поперечные суппорты (рабочие позиции 1 и 6) приводятся в действие от барабанного кулачка, а остальные — от дисковых кулачков. Если обычно поперечные суппорты имеют салазки и перемещаются по направляющим, то отрезной суппорт первой позиции установлен на оси и имеет не поступательное, а качательное движение.
Кинематическая цепь привода вращения распределительного вала имеет две ветви В течение каждого цикла работы автомата распредвал делает один оборот. При этом часть оборота (215°) вал вращается быстро (выполняются все холостые ходы за 2,6 с), а остальную часть — медленно (выполняются рабочие ходы) . Цепи быстрого и медленного вращения включаются с помощью муфт по сигналу командоаппарата. Медленное вращение он получает от центрального вала IV через передачи 32-42, сменные колеса е-f, g-h, колеса 31-44, электромагнитную муфту 60, колеса 29-30, 28-46 и червячную передачу 45-47; быстрое вращение — от электродвигателя 1 по цепи передач 8-9, муфты 58, колеса 38-39, 28-46 и червячной пары 45-47. При включении муфты 58 или 60 муфта 61 отключается, а тормозная муфта 59 включается.
Разные скорости подач в разных позициях обработки достигаются настройкой длины рабочего хода суппортов.
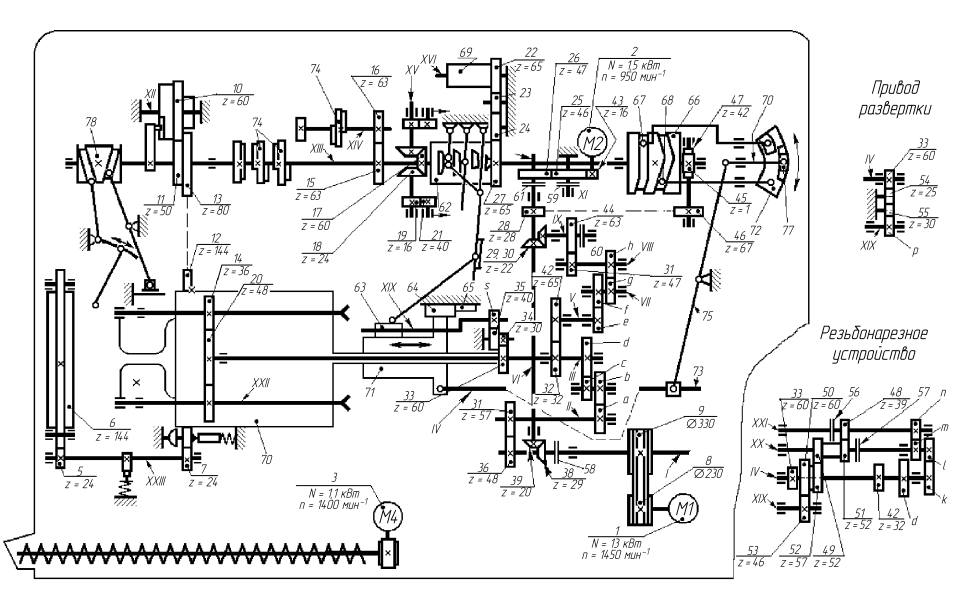
Рис. 8. Кинематическая схема автомата модели 1Б240-6К
Механизм подачи и зажима прутка, как и все остальные устройства, управляется распредвалом через кулису и рычаг от барабанного кулачка 78.
Подача суппортов производится через систему рычагов от кулачков, закрепленных на распределительном валу.
Командоаппарат 69 осуществляет включение рабочего и быстрого вращения распределительного вала XIII, реверс инструментальных шпинделей и другие командные и блокировочные функции и связан с распределительным валом посредством зубчатых колес 27, 24, 23, 22. При настройке станка распределительному валу сообщают вращение от специального электродвигателя 2 через зубчатые колеса 43-25-26, муфту 61, колеса 28-46 и червячную передачу 45-47.
Выбранная частота вращения рабочих шпинделей может быть неподходящей для выполнения некоторых рабочих переходов. Так, для повышения скорости резания при обработке отверстий малого диаметра и снижения скорости при развертывании и резьбонарезании на продольном суппорте вместо неподвижных инструментальных шпинделей устанавливают вращающиеся как навстречу, так и попутно основным, но с другой скоростью. Для многошпиндельного токарного горизонтального пруткового автомата при выполнении этих переходов предусмотрена возможность изменения скорости резания за счет установки режущих инструментов в инструментальные шпиндели в 1-, 3-, 4-, 5-, 6-й позициях продольного суппорта В нашем станке применяются три вида инструментальных шпинделей:
а) резьбонарезной;
б) для быстрого сверления;
в) для развертывания.
Привод устройства с независимой подачей получают от барабана 62
Быстросверлильный шпиндель XIX устанавливается на продольном суппорте Вращаясь в направлении, обратном вращению шпинделя изделия, он обеспечивает повышение скорости резания при обработке отверстий малого диаметра Вращение этот шпиндель получает от центрального вала IV через зубчатые колеса 33-34, 35 и сменное колесо 5. Привод инструментального шпинделя XIX осуществляется от центрального вала IV через зубчатые колеса 33, 54, 55, р.
Резьбонарезные операции выполняются с использованием метода обгона, позволяющего обойтись без реверсирования шпинделя.
Сущность метода состоит в том, что деталь и инструмент вращаются в одну сторону, но относительные скорости их вращения различны: скорость вращения детали постоянна, а инструмента — изменяется. При нарезании резьбы инструмент вращается медленнее, чем деталь, и деталь будет навинчиваться на метчик. Для вывинчивании инструмента резьбонарезной шпиндель вращается быстрее шпинделя с деталью, и деталь свинчивается с метчика.
Резьбонарезной шпиндель XIX вращается от центрального вала IV через сменные зубчатые колеса k-l, m-n, зубчатые колеса 48-51, 49-52 и 50-53. Изменение частоты вращения этого шпинделя производится переключением электромагнитных муфт 56 и 57. При включении муфты 56 движение на шпиндель XIX передается от центрального вала IV через сменные колеса k-l, m-n, муфту 56, колеса 48-51, 49-52 и 50-53. При включении муфты 57 движение на шпиндель передается через сменные колеса k-l, муфту 57, колеса 49-52 и 50-53. Движение подачи, необходимое для нарезания резьбы, инструментальный шпиндель получает от привода независимой подачи.
Для работы приспособления задействованы продольный и поперечный суппорты. Максимальный ход резца 100 мм.
Поворот блока шпинделей осуществляется от распределительного вала XIII при быстром его вращении с помощью мальтийского механизма и зубчатых передач 10-11 и 13-12, которые поворачивают мальтийский крест на четверть окружности, а он через зубчатую передачу поворачивает шпиндельный блок на 1 /6 окружности.
Перед поворотом шпиндельного блока производится его рас- фиксация, а для предотвращения износа опорных поверхностей — подъем над постоянными опорами на величину 0,3. . . 0,4 мм. Эти функции выполняют специальные механизмы. Одновременно со шпиндельным блоком через зубчатые колеса 12-7, вал XXIII, колеса 5 — 6 поворачивается барабан с направляющими трубами Механизмы подачи и зажима прутка приводятся в действие кулачковым барабаном 78, установленным на распределительном валу XIII.
Продольный суппорт представляет собой шестигранник, перемещающийся по круглой направляющей 63, прикрепленной к блоку шпинделей с помощью рычага 75, работающего от дифференциального реечного механизма, складывающего движение от двух пазов цилиндрического барабана 66. На каждой из граней суппорта могут быть установлены инструментальные шпиндели. Ползун суппорта 64 скользит по направляющей 65, закрепленной на траверсе станины, что предохраняет суппорт от проворачивания на круглой направляющей 63. Суппорт соединен через штангу 76, рычаг 75 и тягу 70 с переставным камнем 77, установленным в пазу кулисы 72. На барабане 66 имеются канавки рабочего 67 и быстрого 68 ходов суппорта. Камень 77 переставляется при наладке кулисы и закрепляется в положении, соответствующем требуемому рабочему ходу суппорта. Горизонтальные автоматы выпускаются:
- четырехшпиндельные с диаметром прутка d = 20. . .125 мм;
- шестишпиндельные с d = 25. . .100 мм;
- восьмишпиндельные с d = 20. . .80 мм.
Горизонтальные многошпиндельные полуавтоматы по принципу действия и устройству аналогичны рассмотренным многошпиндельным токарным горизонтальным автоматам, но предназначены для изготовления деталей не из пруткового материала, а из штучных заготовок (поковки, отливки). Из-за сложности ориентации и базирования таких заготовок в питателях их устанавливают и снимают вручную. Для максимальной унификации каждая модель полуавтомата делается с использованием механизмов и узлов соответствующей модели автомата.
Многошпиндельные полуавтоматы работают методом последовательного или параллельно-последовательного действия Для обработки тяжелых заготовок предпочтительнее использовать вертикальные многошпиндельные полуавтоматы
