Содержание страницы
1. Техническое обслуживание металлорежущих станков
Система технического обслуживания включает в себя следующие мероприятия:
- снабжение оборудования заготовками, инструментом, оснасткой, маслами, СОЖ и другими необходимыми компонентами;
- загрузку заготовок, ежедневное смазывание, доливку СОЖ, уборку стружки, чистку оборудования и т.п.;
- своевременное выявление и предупреждение неисправностей;
- устранение простейших отказов путём замены или восстановления отказавших деталей и сборочных единиц.
1.1. Виды технического обслуживания станков
Техническое обслуживание оборудования должно быть плановым. Практика эксплуатации подтверждает, что внеплановое обслуживание приводит к резкому возрастанию отказов оборудования, снижению его долговечности и общему росту производственных затрат.
Обслуживание системы смазывания заключается в следующем: замене отработанных масел (слив отработанного масла из объёма, промывка и чистка объёма, заполнение свежим маслом, пополнение масла в резервуарах), периодическом смазывании оборудования, сборе и сдаче отработанных масел периодическом лабораторном контроле качества рабочих масел. Для каждой единицы оборудования в составе технической документации предусмотрена «Карта смазывания». Ежедневное смазывание оборудования и контроль за исправностью состояния системы смазывания проводят станочники.
Основные операции, входящие в состав планового (регламентированного) и непланового технического обслуживания действующего оборудования, и распределение их между исполнителями показаны в таблице 1.
Плановый осмотр (О) – операция планового технического обслуживания, выполняемая с целью проверки всех узлов оборудования и накопления информации об износе деталей и изменении характера их сопряжений, для подготовки предстоящих ремонтов. Выполняется по заранее составленному плану, через установленное нормами число часов, отработанных оборудованием, как правило, без разборки узлов, визуально или с помощью средств технической диагностики.
При осмотре производится устранение мелких неисправностей (зачистка забоин, задиров, царапин, заварка трещин).
Ежесменный осмотр (Ое) – это операция планового технического обслуживания, выполняемая с целью:
- выявления и фиксации изменений состояния отдельных наименее надёжных деталей, сопряжений деталей оборудования и предотвращения их отказов;
- наблюдения за выполнением правил технической эксплуатации и требований техники безопасности и предупреждения их нарушений.
Ежесменный осмотр выполняется каждую рабочую смену в объёме, предусмотренном картой планового технического обслуживания, без остановки оборудования. По результатам осмотра производится устранение неисправностей.
Таблица 1 – Основные операции планового и непланового технического обслуживания
| Шиф р | Операция | слесарь | электрик | электронщик | смазчик | станочник-оператор | уборщик | ||
| Плановое техническое обслуживание | |||||||||
| О
Оп |
Плановый осмотр (полный) | механической части | + | + | |||||
| электрической части | + | + | |||||||
| устройств ЧПУ станков и машин | + | + | |||||||
| Ое
Оч |
Ежесменный и периодический (частичный) осмотр | механической части | + | + | |||||
| электрической части | + | + | |||||||
| устройств ЧПУ станков и машин | + | + | |||||||
| Че | Ежесменное поддержание чистоты | оборудование | + | ||||||
| помещения | + | ||||||||
| Се | Смазывание | ежесменное | + | ||||||
| Сп | Пополнение и замена смазочных материалов | через 40 ч. работы | + | ||||||
| Сз | реже, чем через 40 ч. | + | + | ||||||
| – | Доставка смазочных материалов | + | |||||||
| Пм | Промывка | механизмов станков и машин | + | + | |||||
| смазочных систем с заменой смазочных материалов | + | + | + | ||||||
| Ч | Периодическая очистка от пыли | электрооборудования | + | ||||||
| устройств ЧПУ | + | ||||||||
| Р | Регулирование механизмов, обтяжка крепёжных деталей и замена быстро изнашиваемых деталей | механической части оборудования | + | ||||||
| электрической части оборудования | + | ||||||||
| Пр | Проверка геометрической и технологической точности оборудования | + | |||||||
| И | Профилактические испытания | электрооборудования | + | ||||||
| устройств ЧПУ | + | ||||||||
| Неплановое техническое обслуживание | |||||||||
| Зн | Замена случайно отказавших деталей или восстановление их работоспособности | механической части | + | ||||||
| электрической части | + | ||||||||
| устройств ЧПУ станков и машин | + | ||||||||
| Рн | Восстановление случайных нарушений регулировки устройств и сопряжений | механической части | + | ||||||
| электрической части | + | ||||||||
| устройств ЧПУ станков и машин | + | ||||||||
Примечание – К шифрам операций обслуживания механической части добавляют справа индекс М, электрической части – Э, устройств ЧПУ – С.
Периодический частичный осмотр (Оч) – это операция планового технического обслуживания, выполняемая с той же целью, что и ежесменный осмотр, для более широкой номенклатуры деталей и сопряжений. Оч производится через определенное число часов оперативного времени, отработанных оборудованием, в объеме, установленном картой планового технического обслуживания, без остановки оборудования. По результатам осмотра производится устранение мелких неисправностей.
Ежесменное поддержание чистоты оборудования (Че) – это операция планового технического обслуживания, выполняется с целью:
- предотвращения ускоренного изнашивания открытых рабочих поверхностей;
- защиты рабочего (оператора) от травмирования;
- повышения производительности труда;
- соблюдения требований промышленной эстетики.
Выполняется, как правило, в конце каждой рабочей смены, но при необходимости может производиться несколько раз в смену.
Ежесменное поддержание чистоты помещений (Че), в которых установлено оборудование, – это операция планового технического обслуживания, выполняется с той же целью и в те же сроки, что и поддержание чистоты оборудования.
Ежесменное смазывание (Се) – это операция планового технического обслуживания, осуществляемая с целью создания при запуске оборудования нормальных условий смазывания трущихся поверхностей взаимно перемещающихся деталей и поддержания таких условий на протяжении всей смены для предотвращения их ускоренного изнашивания.
Пополнение смазочных материалов (Сп) в резервуарах и редукторах – производится с целью предупреждения ускоренного изнашивания трущихся поверхностей в связи с испарением и утечкой смазочного материала.
Плановое – если выполняется через установленное картой смазывания число часов, отработанных оборудованием, и неплановое — при выполнении по сигналу оператора (станочника) или по результатам осмотра до отработки установленного числа часов.
Замена смазочных материалов (Сз) в резервуарах, редукторах и корпусах – это операция планового технического обслуживания, выполняется с целью предупреждения ускоренного изнашивания трущихся поверхностей в связи с ухудшением действия смазочного материала в результате нагревания и загрязнения, через установленное картой смазывания число часов оперативного времени, отработанных оборудованием, и сопровождается промывкой всей смазочной системы.
Промывка (ПМ) механизмов и смазочных систем – это операция планового технического обслуживания, осуществляется с целью предупреждения ускоренного изнашивания трущихся поверхностей в связи с загрязнением пылью и металлоабразивными продуктами обработки изделий. Промывка выполняется через установленное картой планового технического обслуживания число часов, отработанных оборудованием.
Периодическая очистка от пыли – это операция планового технического обслуживания электрической (Чэ) и электронной (Чс) частей оборудования, осуществляемая с целью:
- предупреждения отказов электрических и электронных систем в связи с замыканиями и утечками через пылевые перемычки;
- предотвращения несчастных случаев в связи с механическими повреждениями изоляции и цепей заземления, скрываемыми слоем пыли;
- соблюдения требований промышленной эстетики.
Выполняется через установленное картой планового технического обслуживания число часов, отработанных оборудованием.
Регулирование механизмов, устройств, элементов, замена быстроизнашивающихся деталей и затяжка крепежных деталей (Р) – это операция технического обслуживания, выполняемая с целью:
- сохранения или восстановления первоначальной производительности, снижающейся в связи с изнашиванием и деформацией отдельных деталей;
- сохранения или восстановления первоначальной точности обработки изделий, уменьшающейся по мере изнашивания трущихся поверхностей взаимно перемещающихся деталей;
- сохранения или восстановления безопасных условий работы на оборудовании;
- предупреждения прогрессирующего изнашивания и предотвращения поломок деталей, а также повреждений сопряженных деталей.
Регулирование плановое, если выполняется через установленное картой планового технического обслуживания число часов, отработанных оборудованием, и неплановое при выполнении по сигналу оператора (станочника) или по результатам осмотра до отработки установленного числа часов.
Проверка геометрической и технологической точности (Пр) – это операция планового технического обслуживания, выполняемая с целью предупреждения брака точных изделий и предотвращения аварий. Выполняется через установленное картой планового технического обслуживания число часов оперативного времени, отработанных оборудованием.
Перечень Пр разрабатывается предприятием, эксплуатирующим оборудование.
Профилактические испытания электрической (Иэ) и электронной (Ис) частей оборудования – это операция планового технического обслуживания, осуществляемая с целью: предупреждения отказов и сбоев; предотвращения несчастных случаев; соблюдения требований «Правил технической эксплуатации электроустановок потребителей» и «Правил техники безопасности при эксплуатации установок потребителей». Выполняется через установленное картой планового технического обслуживания число часов оперативного времени, отработанных оборудованием.
Содержание работ и трудоемкость техобслуживания слесарями (τос) смазчиками (τоз), электриками (τоэ) и станочниками (τот) приведены в таблицах 2; 3,3; 3,4; 3,5 соответственно.
Таблица 2 – Трудоёмкость технического обслуживания металлорежущих станков τос слесарями
| Операция обслуживания | Норма времени на 1 Rм за 1000 ч,
отработанных оборудованием, ч |
| Плановое техническое обслуживание | |
| Ежесменный и периодический (частичный) осмотр | 1,19 |
| Периодическое смазывание оборудования: | |
| — пополнение смазочных и гидравлических емкостей | 0,10 |
| — замена масла в смазочных и гидравлических системах | 0,06 |
| Периодическая промывка узлов оборудования | 0,27 |
| Профилактическая регулировка механизмов, устройств и подвижных сопряжений | 0,21 |
| Профилактическая обтяжка крепёжных деталей | 0,23 |
| Профилактическая замена быстроизнашивающихся деталей | 0,19 |
| Периодическая проверка геометрической и технологической точности | 0,12 |
| Суммарная норма планового обслуживания | 2,37 |
| Неплановое техническое обслуживание | 0,83 |
| Норма планового и непланового обслуживания | 3,20 |
Численность рабочих (чел.) для технического обслуживания каждого вида оборудования определяют отдельно по формулам:
- механическая часть
 (1)
(1)
- электрическая часть
(2)
- электронная часть
(3)
Техническим обслуживанием бездействующего оборудования является его консервация, выполняемая слесарями и смазчиками. Норма времени на консервацию – 0,2 ч/ 1 Rм. Норма времени на расконсервацию бездействовавшего оборудования равна норме времени на консервацию.
Таблица 3 – Трудоёмкость технического обслуживания τоз смазчиками
| Операция обслуживания | Норма времени на 1 Rм за 1000 ч, отработанных оборудованием, ч | |
| Металлорежущие станки | ||
| без ЧПУ | с ЧПУ | |
| Плановое техническое обслуживание | ||
| Доставка со склада смазочных материалов в цеховую кладовую | 0,04 | 0,04 |
| Заправка инвентаря станочников (операторов) | 0,42 | 0,31 |
| Периодическое пополнение смазочных и гидравлических емкостей | 0,65 | 0,51 |
| Доставка смазочных материалов из цеховой кладовой к станкам (машинам) для: | ||
| — пополнения смазочных и гидравлических емкостей | 0,06 | 0,04 |
| — замены масла в смазочных и гидравлических емкостях | 0,04 | 0,02 |
| Суммарная норма планового обслуживания | 0,21 | 0,92 |
| Неплановое техническое обслуживание | 0,21 | 0,21 |
| Норма планового и непланового обслуживания | 1,42 | 1,13 |
Таблица 4 – Трудоёмкость технического обслуживания τоэ электриками
| Норма времени на 1 rэ за 1000 ч, отработанных оборудованием, ч | |
| Операция технического обслуживания | Металлорежущее
оборудование |
| Плановое техническое обслуживание | |
| Ежесменный и периодический (частичный) осмотр | 0,40 |
| Периодическая замена смазочного материала | 0,06 |
| Пополнение смазочных емкостей | 0,08 |
| Периодическая промывка и очистка от пыли | 0,10 |
| Профилактическая регулировка | 0,04 |
| Обтяжка крепежных деталей | 0,17 |
| Профилактическая замена быстроизнашивающихся деталей | 0,15 |
| Испытания | 0,02 |
| Суммарная норма планового обслуживания | 1,02 |
| Неплановое техническое обслуживание | 0,31 |
| Норма планового и непланового обслуживания | 1,33 |
Таблица 5 – Трудоёмкость технического обслуживания τот станочниками
| Оборудование | Норма времени на 1 rм за
1000 ч, отработанных оборудованием, ч |
Норма обслуживания Но на одного рабочего, rм | ||
| Плановое техническое обслуживание | Неплановое техническое обслуживание | Плановое техническое обслуживание | Неплановое техническое обслуживание | |
| Металлорежущее с ручным управлением | 0,52 | 0,21 | 1920 | 4800 |
| Металлорежущее с ЧПУ | 0,40 | 0,16 | 2526 | 6000 |
1.2. Перечень работ при техническом обслуживании металлорежущих станков
В общий состав работ по техническому обслуживанию металлорежущих станков традиционно включаются следующие, которые представлены в таблице 6.
Таблица 6 – Перечень работ при техническом обслуживании металлорежущих станков
| №
п/п |
Виды работ |
| Наружный визуальный осмотр оборудования | |
| 1 | Оценка износа направляющих станин кареток, траверс, других трущихся поверхностей |
| 2 | Проверка правильности переключения рукояток (скорость, направление подачи) |
| 3 | Подтяжка ослабленных креплений |
| 4 | Проверка натяжки цепей, ремней, лент |
| 5 | Проверка наличия и работоспособности оградительных и других защитных устройств станка |
| 6 | Проверка подшипников на нагрев |
| 7 | Оценка величины вибрации и шума станка |
| 8 | Проверка надежности зажимных устройств (кулачков, струбцин) |
| 9 | Диагностика системы подачи смазки, охлаждающих жидкостей на правильность работы, отсутствие течей и гидро –пневмо ударов при работе |
Для проведения следующих операций обычно необходима частичная разборка станка или, вскрытие отдельных узлов. Часто именно эта часть работы проводится дежурным ремонтным персоналом (таблица 7).
Таблица 7 – Работы, проводимые дежурным ремонтным персоналом
| №
п/п |
Наименование работ |
| 1 | Открытие крышек узлов и механизмов для проверки вращающихся сопряжений |
| 2 | Тестирование тормозных систем и фрикционов |
| 3 | Корректировка натяжения пружинных механизмов (зачистка, подтяжка или замена деталей с признаками усталости или износа) |
| 4 | Регулирование зазоров в винтовых парах |
| 5 | Регулировка шпиндельных подшипников |
| 6 | Определение изношенных деталей, потребующих замены при ближайшем, более серьезном обслуживании (текущий или капитальный ремонт металлорежущего оборудования) или их замена. |
В процессе технического обслуживания металлорежущих станков могут проводить и замену смазки. Тогда к вышеперечисленным работам добавляются следующие работы, которые представлены в таблице 8.
Таблица 8 – Работы при замене смазки
| №
п/п |
Виды работ |
| 1 | Слив отработки |
| 2 | Очистка и промывка масляных картеров, ёмкостей от примесей, осадка и грязи |
| 3 | Промывка системы щелочным раствором в течении 10 минут |
| 4 | Промывка системы маслом в течении 15 минут |
| 5 | Заправка системы свежим маслом |
Частота промывок регламентируется и представлена в таблице 9.
Таблица 9 – Частота промывок металлорежущих станков
| №
п/п |
Типы станков | Промежуток промывки
каждые, часов |
| 1 | Металлорежущие станки, обрабатывающие воспламеняющиеся сплавы, прецизионное и лабораторное оборудование | 190 |
| 2 | Металлорежущие станки с абразивным инструментом (шлифовка, хонингование, заточка) | 380 |
| 3 | Крупные и тяжёлые металлорежущие станки | 570 |
| 4 | Металлорежущие станки с металлорежущим инструментом | 750 |
При проведении технического обслуживания проверяют технологическую и геометрическую точность металлорежущих станков:
-
- проверка геометрической точности перемещения рабочих органов относительно баз (направляющие, станина);
- проверка соответствия геометрических размеров и технологических параметров получаемых деталей и оценка возможности получения продукции.
1.3. Техническое обслуживание токарно-винторезных станков
Токарно-винторезный станок применяется в разных отраслях промышленности, наиболее часто в машиностроительных производствах. Для того чтобы станок служил долго, а детали соответствовали своему назначению, необходимо исправно проводить техническое обслуживание токарного оборудования.
Ежедневный уход за токарным станком – это не допустить его повреждения. Подготовка к следующей рабочей смене должна производиться сразу после окончания работы и отключения станка от электропитания (рисунок 7).
Перед началом смены необходимо проверить наличие смазки, осмотреть оборудование на предмет повреждения или ослабления деталей. В процессе работы необходимо соблюдать технику безопасности при работе с токарными механизмами.
Рисунок 7 – Операции, осуществляемые после работы станка
Во время работы необходимо:

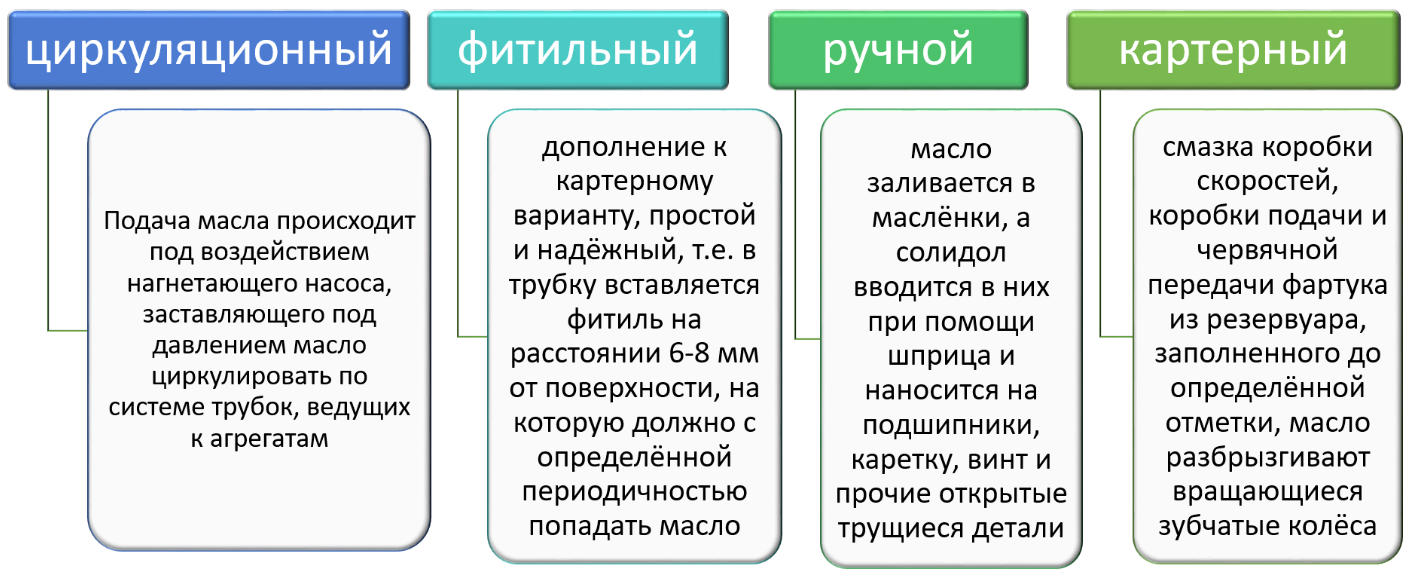
Смазка движущихся частей токарно-винторезного станка должна происходить во время работы постоянно. К подшипникам двигателя и маслораспределительным лоткам смазка попадёт через сетчатый фильтр, имеющий магнитный вкладыш. Система замкнутая – стекая в шпиндельную бабку, масло опять попадает в резервуар, где проходит очистку от соринок фильтром и опять попадает на движущиеся части.
Для смазки токарного станка применяются минеральные масла, а для подшипников солидолы. Чем меньше нагрузка и выше скорость вращения, тем менее густой должна быть смазка. Необходимая марка смазочного материала устанавливается производителями оборудования в соответствии с температурой, до которой нагревается механизм во время работы.
Для токарных станков применимы 4 способа смазки агрегатов:
Все перечисленные виды обслуживания не требуют больших временных затрат, что позволяет проводить их в технологические, обеденные, межсменные перерывы. Переналадку оборудования лучше назначать на выходные дни.
В каждом цехе имеется журнал технического обслуживания. В конце каждой смены работники оставляют в нём заметки об исправности или неисправности станка, с указанием дефектов, поломок, необходимости проведения каких-либо внеплановых работ.
После осмотра и проведения необходимого перечня работ, наладчик также отставляет отчёт о проделанной работе с указанием поломки и перечнем проведённых ремонтных действий.
Промывка станков производится по графику, составленному механиком, в соответствии с рекомендациями изготовителя в совокупности с режимом работы станка.
Проверка геометрической жёсткости основывается на требованиях ГОСТ. Её проводят после работ средней сложности или капитального ремонта. Основанием для этой проверки служит график, составленный механиком на проведение планово-предупредительного ремонта (ППР).
Перечень станков, подлежащих этой проверке, составляет главный технолог производства.
1.4. Техническое обслуживание станков фрезерной группы
К регламентированному (плановому) техническому обслуживанию относятся:
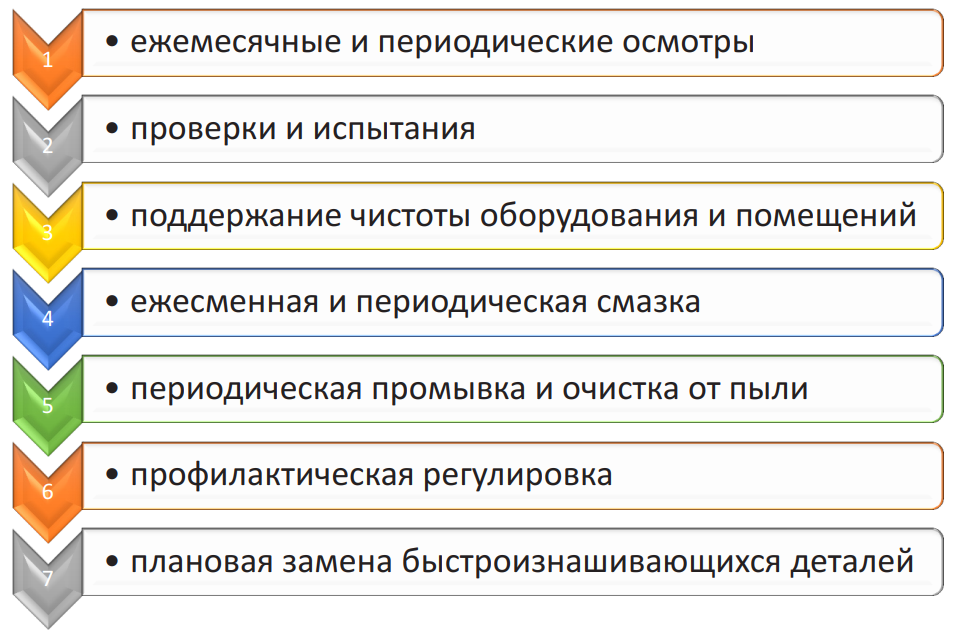
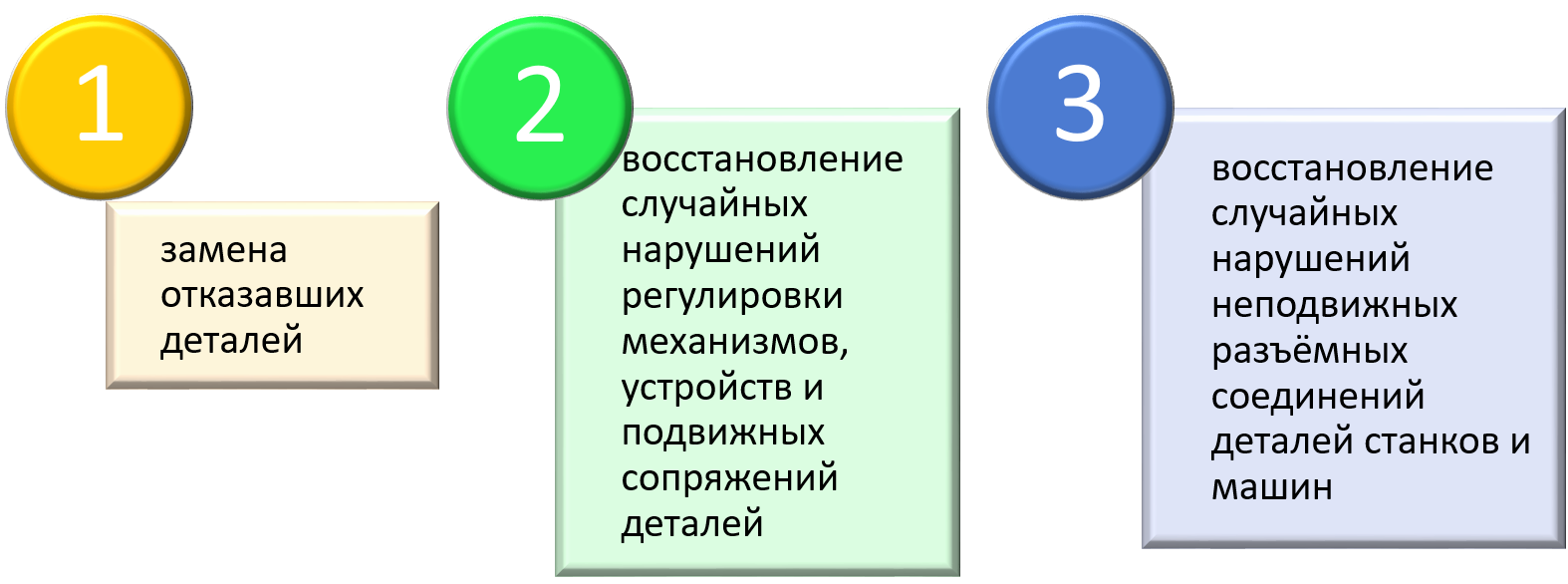
К техническому обслуживанию по потребности (неплановому) относятся:
В обязанности рабочего-станочника входят в основном работы, связанные с регламентированным (плановым) техническим обслуживанием оборудования. Среди них – поддержание чистоты оборудования и рабочего места, ежесменная и периодическая смазка и очистка станка, проверка правильности функционирования основных узлов станка по регламентированной схеме и установленным правилам, определённая правилами работы на станке профилактическая регулировка некоторых узлов и т.д.
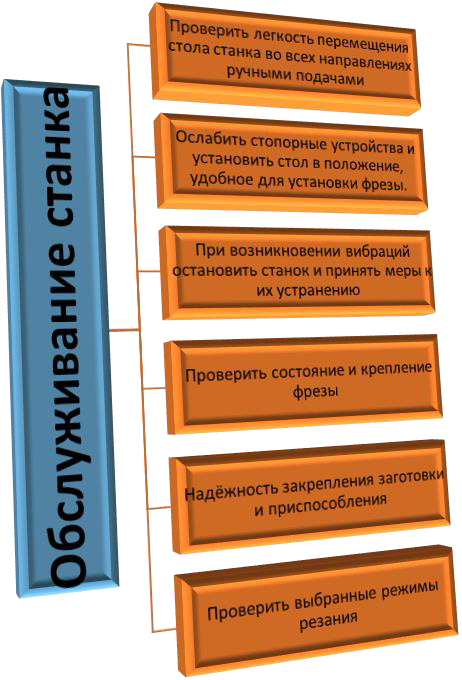
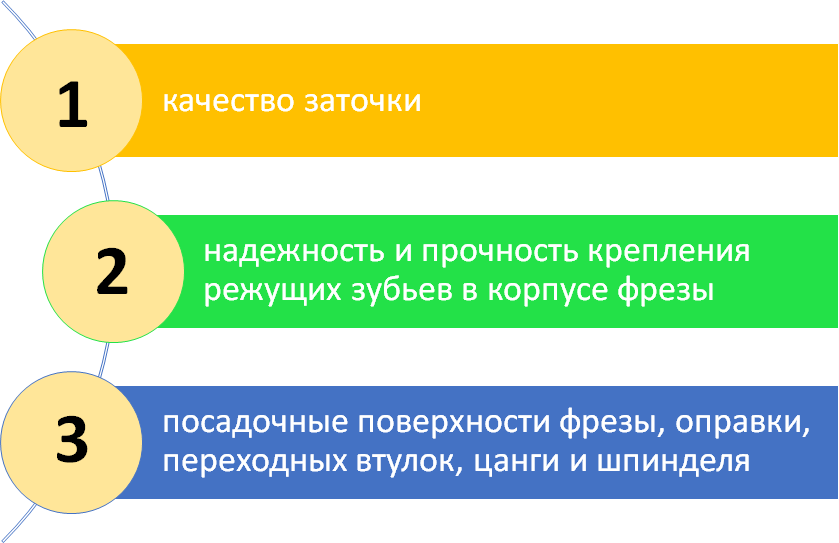
Перед установкой фрезы на станок проверить:
При установке и съёме фрез остерегаться ранений рук о режущие кромки. Для этого необходимо использовать рукавицы или предварительно надевать на фрезу кожухи, закрывающие её режущие зубья.
При фиксировании хвостовика оправки или фрезы в шпинделе станка следует убедиться в том, что он садится плотно, без люфта. Фиксацию осуществляют, включив коробку скоростей во избежание проворачивания шпинделя.
После закрепления фрезы проверить биение её режущих кромок. Настроить коробки скоростей и подач на заданные режимы, а также установить и закрепить упоры автоматического выключения подач.
Для снятия фрезы или оправки со стола применять специальную выколотку, предварительно разместив на столе станка деревянный лоток, предотвращающий порчу как инструмента, так и стола станка.
Перед установкой заготовок на стол станка или в приспособление необходимо:

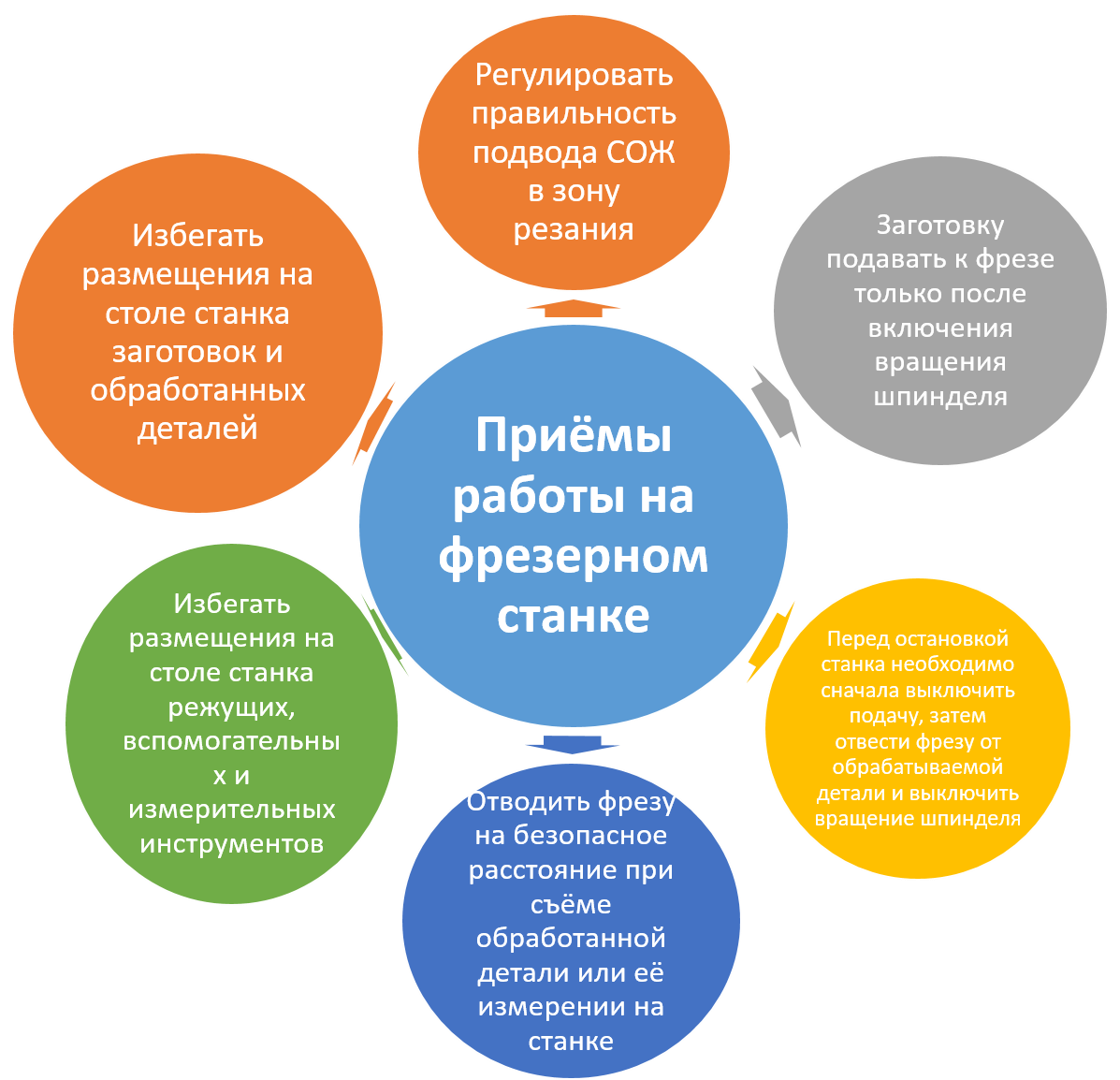
Приёмы работы на фрезерном станке:
1.5. Техническое обслуживание шлифовальных станков
Обслуживание станка. При установке на станок сменных шлифовальных шпинделей, шкивов, патронов, оправок и приспособлений тщательно протереть посадочные поверхности станка и устанавливаемых элементов. Периодически проверять усилие натяжения приводных ремней и плавность их работы.
Биение шпинделя шлифовального станка не должно превышать значений, установленных техническими требованиями на станок, иначе биение может привести к снижению точности обработки и даже к разрыву круга.
Все абразивные инструменты, выступающие концы шпинделя и вращающиеся крепёжные элементы должны быть ограждены защитными кожухами, прочно прикреплёнными к станку.
На станках, имеющих кожухи с регулируемыми козырьками, следует (по возможности) работать с уменьшенными углами раскрытия. Зазор между кругом и верхней кромкой раскрытия подвижного кожуха, а также между кругом и предохранительным козырьком не должен превышать 6 мм.
Зазор между боковыми стенками защитного кожуха и фланцами для крепления круга наибольшей высоты, применяемого на данном станке, должен находиться в пределах 5…10 мм. При работе съёмная крышка защитного кожуха должна быть надёжно закреплена.
Шлифовальные станки, предназначенные для работы с окружной скоростью круга 60 м/с и более, должны иметь дополнительные защитные устройства в виде металлических экранов и ограждений, закрывающих рабочую зону во время шлифования, и щитков, закрывающих открытый участок круга при отводе последнего.
На станках, где шлифование осуществляют с окружной скоростью, превышающей 40 м/с, защитный кожух должен иметь соответствующую окраску (ГОСТ 4.026), отличающуюся от окраски станка.
При работе на станках с автоматическим переключением подач во избежание защемления рук шлифовщика с помощью упора установить щитки, закрывающие рычаги переключения.
На станках с движущимся столом оградить зону выхода стола.
Проверить исправность работы механизмов, наличие смазки и СОЖ в соответствующих системах.
Перед включением станка убедиться в исправности и правильности установки и закрепления исполнительных органов станка и заградительных устройств. Экраны должны быть расположены так, чтобы предотвратить попадание шлифовального шлама, брызг СОЖ в рабочую зону обслуживающего персонала.
Во время обработки на шлифовальном станке, а также при правке круга шлифовщик не должен приближаться близко к шлифовальному кругу или вращающейся заготовке.
Контролировать равномерность износа по всей ширине рабочей поверхности круга и не допускать контакта зажимного фланца с заготовкой. Если диаметр круга уменьшился вследствие износа, частота его вращения может быть увеличена, однако рабочая окружная скорость не должна превышать допустимую для данного круга.
При работе с СОЖ следить за тем, чтобы она омывала шлифовальный круг по всей рабочей поверхности и своевременно отводилась в бак. Не допускать погружение круга в бак.
Не прикасаться к движущейся заготовке и шлифовальному кругу до полного их останова. Измерения производить после отвода шлифовального круга на безопасное расстояние.
Править круг только специальным инструментом, надёжно закреплённым в приспособлении. Правку по возможности вести при обильном охлаждении.
Во время работы станка запрещается производить его чистку, открывать или снимать ограждения, отключать предохранительные устройства, а также очищать остановленный станок и отстойник бака от шлама, грязи и абразивной пыли.
Установка и закрепление шлифовальных кругов. Перед началом работы убедиться в надёжности крепления и прочности круга, для чего обеспечить его вращение вхолостую на рабочей скорости в течение 2 мин при диаметре круга до 400 мм и в течение 5 мин при диаметре 400 мм и более.
Проверить наличие прокладок между зажимными фланцами планшайбы и кругом, а также не ослаблены ли крепёжные элементы, фиксирующие фланцы. Установить на шпиндель станка планшайбу в сборе со шлифовальным кругом после её балансирования. Оберегать сборку от ударов и при необходимости хранить в вертикальном положении.
Установка заготовок. При установке и закреплении заготовок на круглошлифовальных станках проверить состояние отверстий в заготовках, состояние опорных центров, поводковых устройств, патронов и приспособлений. Для безопасного шлифования длинных заготовок следует использовать люнет.
При установке и закреплении заготовок на плоскошлифовальных станках проверить правильность расположения заготовки путём ручного перемещения стола (если это невозможно, то с помощью линейки), а также расположения крепёжных элементов (шлифовальный круг должен свободно проходить над ними).
При закреплении заготовок на электромагнитных приспособлениях проверить действие блокирующих устройств, которые должны автоматически выключать движение стола и вращение шпинделя при прекращении подачи электроэнергии.
Приёмы работы на шлифовальных станках. Следить за работой механизмов станка. При нагреве подшипников свыше 60 °С или при появлении необычного шума прекратить работу и принять меры к устранению неисправностей.
Прежде чем остановить станок, необходимо выключить подачу и отвести круг от заготовки.
По окончании работы с использованием СОЖ выключить её подачу или вывести шлифовальный круг из жидкости и просушить его на холостых оборотах в течение 2…5 мин.
При окончательной обработке деталей с малыми припусками (до 0,5 мм) наиболее производительным и экономичным процессом является шлифование.
К преимуществам круглого наружного шлифования относятся высокая точность размеров (погрешность 2…4 мкм и менее), высокая точность формы (например, отклонения от цилиндричности 1…2 мкм и от круглости 0,3…0,5 мкм), малая шероховатость обработанной поверхности 0,63…1,25 мкм, а в отдельных случаях 0,16…0,32 мкм и высокая производительность обработки.
Одним из видов окончательной обработки плоских поверхностей деталей является плоское шлифование. Обработка может осуществляться торцом или периферией круга.
2. Монтаж и регулировка станков
Точность работы станка зависит от правильной его установки, а поэтому особое внимание следует уделить его установке и выверке.
2.1. Влияние фундамента и требования к нему
Станок устанавливается на фундаменте, который должен быть максимально жёстким и виброустойчивым. Глубина заложения фундамента принимается в зависимости от грунта, но должна быть не менее 500 мм.
Фундамент должен служить надёжным основанием станка, обеспечивающим максимальное использование его возможностей по производительности и точности в течение заданного срока службы и исключающим влияние станка на работу соседнего оборудования. Для этого необходимо, чтобы фундамент при удобном размещении и прочном закреплении станка отвечал требованиям обеспечения жёсткости и виброустойчивости станка и ограничения уровня колебаний, передаваемых от станка.
По условиям прочности почти всякий грунт может служить надёжным естественным основанием фундамента, так как при размерах фундамента, выбираемых из условия размещения станка, давление на основание обычно не превышает 5 Н/см. Прочность элементов конструкции фундамента при реальных размерах и конструктивных формах фундаментов оборудования также обычно обеспечивается с запасом.
Требования к фундаментам по критериям жёсткости и виброустойчивости установленных на них станков разных типов различны и определяются влиянием установки на работоспособность станков.
Влияние установки на точность обработки и качество обработанной поверхности определяется уровнем относительных статических перемещений и колебаний инструмента и детали, разным при различных способах установки. У тяжёлых станков при недостаточной жёсткости фундамента оказываются значительными погрешности обработки, обусловленные деформациями системы станина-фундамент под действием веса перемещающихся узлов станка. Вынужденные колебания, интенсивность которых зависит от установки станка, определяют появление искажений формы обрабатываемых деталей, в частности появление волнистости.
Влияние установки станков на производительность проявляется в том, что при более жёсткой установке возможна обработка на более высоких режимах и выше устойчивость при резании.
Влияние установки на долговечность станков определяется повышенным темпом износа в связи с нарушением правильного контакта в направляющих и ростом колебаний, а также «разбалтыванием» резьбовых соединений при интенсивных колебаниях. Токарные, револьверные, шлифовальные и некоторые другие станки, установленные на полу без выверки и крепления, через короткое время теряют точность и требуют ремонта.
Станок крепится к фундаменту фундаментными болтами с резьбой М20.
При выборе места установки станка в технологической цепочке необходимо предусмотреть наличие свободных зон для открывания дверцы электрошкафа, поворота подмоторной плиты электродвигателя главного привода, а также для возможности демонтажа щитков ходового вала и ходового винта для чистки и смазки последних.
Как вариант может быть предложена установка станка под углом 10-15 градусов к стене цеха или линии размещения оборудования.
Станок устанавливается на фундаментные болты и выверяется в обеих плоскостях по уровню, который следует установить на суппорте ближе к резцедержателю, параллельно направлению движения каретки и перпендикулярно направлению движения каретки. В любом положении каретки отклонение уровня не должно превышать 0,02 мм на 1000 мм.
Металлорежущие станки в зависимости от их массы подразделяются на лёгкие – массой до 1 т., средние – массой от 1 до 10 т., и тяжёлые – свыше 10 т.
Лёгкие и средние станки устанавливают непосредственно на бетонный пол или на фундамент с креплением или без крепления к ним болтами.
При установке непосредственно на бетонный пол станок может опираться:
- на регулировочные винты;
- винтовые домкраты;
- обычные или клиновые подкладки с подливкой или без подливки опорной части станины;
- на виброизолирующие опоры (наиболее часто).
Виброизолирующие опоры представляют собой резинометаллическую конструкцию, поглощающую энергию колебаний за счёт упругости своих элементов (рисунок 7).
Опоры ОВ-31 с равночастотной характеристикой поглощения используют для установки всех видов металлорежущих станков: шлифовальных, расточных, токарных, на которых не будут обрабатываться детали с большой неуравновешенностью или с ударами.
Опоры ОВ-30 применяют для установки высокоточного оборудования: делительных машин, координатно-расточных станков и т.п., а также станков с ударным характером действующих нагрузок.
Бетонный пол под эти опоры должен быть горизонтальным (отклонение до 1 мм/м), очищен от грязи и масла.
При установке на фундамент используют две схемы:
- при бетонировании фундамента оставляют колодцы, а при установке станка закладывают болты в шанцы и заливают бетоном;
- болты устанавливают при бетонировании фундамента по кондуктору или разметке и лишь потом заливают бетоном.
Главное при установке станков – выверка по уровню в продольном и поперечном направлениях. Уровень устанавливают на базовую поверхность (направляющие станины, стол станка). В среднем величина отклонения от горизонтали допускается не более 0,04 / 1 м длины. После выверки станка производят подливку бетоном его основания (при необходимости).
После установки приступают к испытаниям станка: обкатка вхолостую на малых оборотах 1-2 час, затем скорости увеличивают, проверяя все ступени коробки скоростей и подач. После обкатки проверяют геометрическую точность станка и жёсткость.
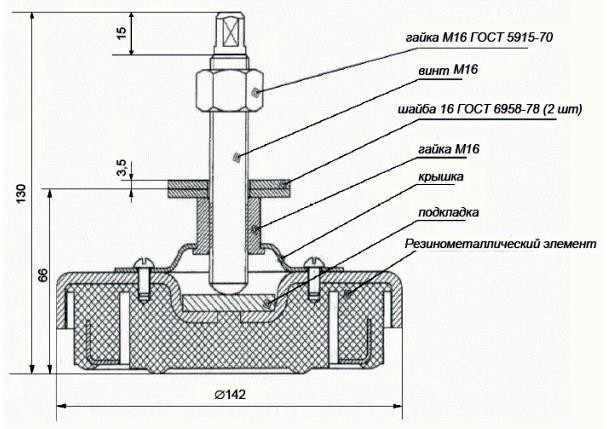

Рисунок 7 – Виброизолирующая опора ОВ-31
Тяжёлые станки обычно поставляются в разобранном виде. Они устанавливаются на фундаментах из монолитного бетона.
Фундаменты проверяют на отсутствие осадки. Для этого их нагружают бетонными блоками, блюмсами, превышающими массу станка в 2-3 раза и ежедневно, до окончания усадки, проверяют нивелиром высотные отметки по реперу, не связанному с фундаментом.
Типовая последовательность монтажа тяжёлых станков:
- распаковка и приёмка оборудования с проверкой комплектности и состояния;
- установка станины на фундамент и сборка станка;
- пробный пуск отдельных механизмов;
- обкатка станка на малых; средних и полных оборотах;
- испытание станка под рабочей нагрузкой;
- проверка станса на геометрическую точность и жёсткость.
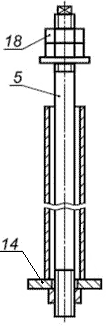
Монтаж станин. Станины устанавливают на опорные башмаки (регулируемые клиновые подкладки), рисунок 8. Возможны две схемы.
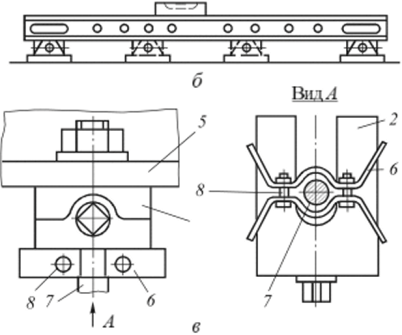
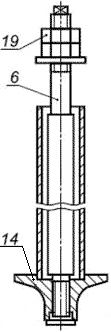
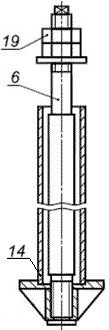
Рисунок 8 – Схема установки и выверки башмаков: а) поперёк фундамента; б) вдоль фундамента; в) подвеска к опорной части станины
Первая схема. Фундамент выполнен с соблюдением допусков по высотным отметкам верха бетона. Башмаки устанавливают на металлические пластины (пакеты прокладок), допускающие регулировку по высоте в пределах 5…8 мм. Поверхность башмаков выверяют с помощью линейки и уровня или нивелира с точностью 0,3 мм/м. Устанавливают станину с подвешенными фундаментными болтами, которые заводят в колодцы. Положение станины выверяют до 0,1 мм/м. Колодцы с болтами и нижней частью башмаков заливают бетоном. При прочности бетона 50…70 % станину окончательно выверяют и фиксируют положение винтов башмаков.
Вторая схема. Отметка верха бетона выполнена с большим минусовым отклонением (до 100 мм) от минимальной проектной отметки. Станину устанавливают на 4-6 башмаков, которые опираются на временные опоры или бетонные тумбочки. Остальные башмаки 2 прижимают к станине 5 (рисунок 8, в), навешивая их на фундаментные болты 7 с помощью хомутов 6 и винтов 8. После выверки станину с болтами и нижней частью всех башмаков подливают бетоном.
Выверку станины по высоте проводят с помощью уровня с ценой деления 0,01…0,02 мм и проверочной линейкой 1000 мм, которая перемещается вдоль станины.
2.2. Монтаж токарно-винторезных и карусельных станков
Токарные станки нормальной точности в зависимости от их массы и конструкции могут быть установлены на пол цеха, на устроенные в полу утолщённые бетонные ленты (ленточные фундаменты) или на специально проектируемые фундаменты обычного типа.
На пол цеха устанавливают станки массой до 10…15 т со станинами жёсткими и средней жёсткости (l/h <7-8, где l – длина, h – высота сечения станины).
Толщину бетонной плиты (подстилающего слоя пола) определяют из расчёта на прочность и назначают не менее 150 мм. На пол (общую плиту) цеха или на утолщённые бетонные ленты соответствующей прочности и жёсткости устанавливают и более тяжёлые токарные станки (массой до 30 т). На специально проектируемые фундаменты устанавливают станки с нежёсткими, т.е. длинными (l/h >8), и составными станинами, в которых требуемая жёсткость станины обеспечивается за счёт фундамента, различные станки, в том числе и массой более 10 т, если толщина пола в цехах недостаточна для установки станков данной массы или если полы не имеют подстилающего бетонного слоя.
Фундаменты могут быть индивидуальными и групповыми. Размер фундамента в плане определяют по габариту опорной поверхности станины. Высоту фундамента для станков массой до 30 т рассчитывают по формуле 0,3 l (l – длина фундамента), а свыше 30 т назначают для обеспечения необходимой жёсткости станин за счёт фундамента (тяжёлые токарные и токарно-карусельные станки), а также из конструктивных соображений.
Станки крепят к фундаменту болтами (таблица 10) или заливкой опорной поверхности станины цементным раствором; возможно крепление одновременно обоими способами. Точность установки станков на фундаменте регулируют, изменяя положения станка при помощи подкладок, клиньев и регулируемых клиновых или винтовых опор. Для особо точной и жёсткой установки применяют специальные чугунные фундаментные плиты с жёстко заделанными в них регулировочными приспособлениями.
Около 50 % эксплуатируемых в машиностроении токарных станков средних размеров и, в частности, почти все токарные станки, работающие с большими нагрузками или в широком диапазоне режимов, крепят к фундаментам анкерными болтами; около 40 %, в основном используемых на неточных операциях или работающих на заниженных режимах с большим количеством проходов, не крепят и устанавливают на клиньях с последующей подливкой цементным раствором.
Общие рекомендации по установке токарных станков нормальной точности в зависимости от вида выполняемых работ, условий работы и вида производства, следующие:
- с креплением анкерными болтами устанавливают станки, используемые в широком диапазоне режимов резания в условиях ударных нагрузок для обработки неуравновешенных деталей, а также станки с длинными опорами, предназначенные для работы на тяжёлых режимах;
- без крепления болтами с подливкой опорной поверхности станины цементным раствором – станки, не требующие частой перестановки, или с длинными станинами, используемые на нетяжёлых режимах;
- без крепления болтами и без подливки – станки, требующие частой перестановки с относительно недлинными станинами (для повышения жёсткости станины на ножках могут устанавливаться опоры вместе с промежуточной металлической рамой, связывающей ножки);
- на упругих (в частности, на резинометаллических) опорах – станки, устанавливаемые на нежёстких перекрытиях или в условиях интенсивных колебаний основания (это, как правило, относительно небольшие станки, требующие частой перестановки и используемые для обработки уравновешенных деталей на нетяжёлых режимах резания).
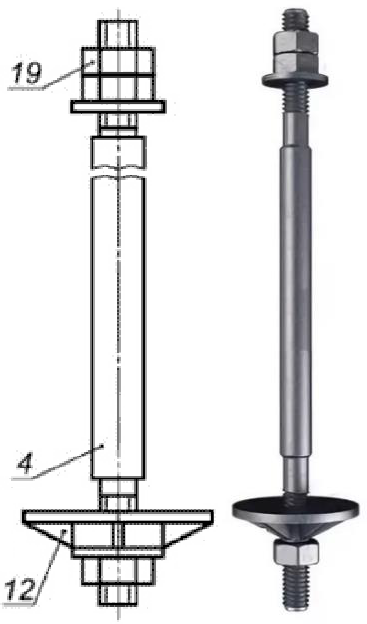
Таблица 10 – Типы фундаментальных болтов
| № | Наименование | |||
| 1 | Болты фундаментные изогнутые | |||
| Исполнение 1 | Исполнение 2 | |||
 |
 |
 |
 |
|
| 2 | Болты фундаментные с анкерной плитой | |||
| Исполнение 1 | Исполнение 2 | Исполнение 3 | ||
  |
 |
 |
||
| 3 | Болты фундаментные составные | |||
| Исполнение 1 | Исполнение 2 | |||
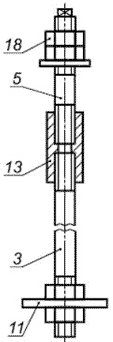  |
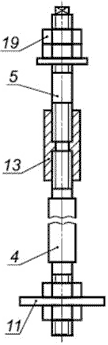  |
|||
| 4 | Болты фундаментные съёмные | |||
| Исполнение 1 | Исполнение 2 | Исполнение 3 | ||
|
  |
  |
||
| 5 | Болт фундаментный прямой | |||
  |
||||
| 6 | Болты фундаментные с коническим концом | |||
| Исполнение 1 | Исполнение 2 | Исполнение 3 | ||
  |
  |
  |
||

1-10 – шпильки; 11, 12 – анкерная плита; 13 – муфта; 14 – анкерная арматура; 15 – разжимная цанга; 16 – коническая втулка; 17 – шайба; 18 – гайка по ГОСТ 5915; 19 – гайка по ГОСТ 10605
2.3. Монтаж вертикально-сверлильных станков
Сверлильные станки нормальной точности, предназначенные для выполнения черновых и получистовых операций, в процессе обработки на интенсивных режимах резания осуществляют большой съем металла. Независимо от типоразмера станка зона обработки, как правило, находится примерно на одинаковом уровне от пола, что облегчает обслуживание.
Сплошные по высоте станины обладают относительно высокой жёсткостью, благодаря чему их деформация не влияет существенно на работоспособность станка. К факторам, оказывающим влияние на работу станка, относятся статистические деформации системы под действием сил резания и устойчивость станка при резании деталей из различных конструкционных материалов.
Для снижения их воздействия можно рекомендовать следующие виды установки вертикально-сверлильных станков массой до 10…15 т на полу первого этажа (с жёстким подстилающим слоем):
- с креплением анкерными болтами (станки, устанавливаемые в зонах работы мостовых кранов);
- без крепления болтами с подливкой опорной поверхности станины цементным раствором (станки, устанавливаемые вне зон работы мостовых кранов, не требующие частой перестановки или используемые на тяжёлых режимах);
- без крепления болтами и без подливки опорной поверхности станины (станки, устанавливаемые вне зон работы мостовых кранов, требующие частой перестановки, используемые на тяжёлых режимах обработки деталей).
Из-за ограничений, обусловленных требованиями техники безопасности, последний способ установки может быть применён лишь в исключительных случаях.
Наиболее надёжное и жёсткое крепление станков достигается при использовании фундаментных болтов, размеры которых выбирают из конструктивных соображений и с учётом того, чтобы напряжения в элементах опоры при затяжке болта были близки к предельно допустимым. Нагрузка на фундаментные болты от станков относительно невелика.
В зависимости от способа установки и крепления в фундаменте болты могут быть:
- глухими или заливными, заделанными в бетонном фундаменте;
- съёмными, устанавливаемыми в фундаменте так, чтобы стержень болта не имел сцепления с бетоном, а анкеровка осуществляется при помощи, например, закладных плит;
- устанавливаемыми в готовый фундамент ввёртыванием в предварительно заделанные фундаментные гайки, закреплением в пазах монтажного пола или в изготовленных на готовых фундаментах скважинах и т.п.
Монтаж сверлильных станков возможен двумя способами заделки глухими болтами:
- бетонирование фундамента в специальных глубоких колодцах, которые заполняют бетоном после установки станка и размещения болтов в этих колодцах;
- болтами, часть длины которых заливаются в фундаменте непосредственно при его бетонировании.
При этом совпадение болта с соответствующим отверстием в станине обеспечивается деформированием стержня болта на свободной незалитой части длины (обычно примерно равной 5…6 d , где d – диаметр болта).
Заделку болта на оставшейся свободной части длины выполняют после установки и выверки станка при помощи винтовых опор, конструктивная схема которых приведена на рисунок 9. По жёсткости простейшие винтовые опоры (рисунок 9, а) несколько уступают клиновым. Эти опоры представляют собой сплошные или полые винты, ввёрнутые в лапу станины или в специальную стальную втулку, заделываемую в станину.
В местах соприкосновения опорных винтов с бетонным фундаментом в последний заделывают металлические плиты, колодки, лаги и т.п. При соосном расположении регулировочного и фундаментного болтов (рисунок 9, б) жёсткость опоры существенно повышается. Для стабилизации положения станины после окончательной выверки регулировочные винты обычно контрят.
В сложных винтовых опорах (рисунок 9, в) самоустановка станины обеспечивается с помощью сферических шайб. Жёсткость таких опор при хорошей затяжке фундаментного болта, как правило, выше, чем простых, и близка к жёсткости клиновых опор. При использовании простых опор затруднено сохранение стабильного положения станины в горизонтальной плоскости. В сложных опорах оно фиксируется специальными упорными винтами.
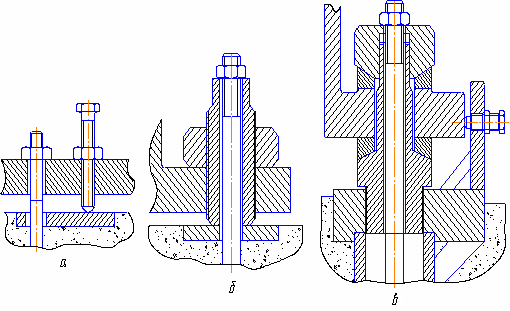
Рисунок 9 – Конструктивная схема винтовых опор, закреплённых болтами: а) простейшие винтовые опоры; б) опора с соосным расположением регулировочного и фундаментного болтов; в) винтовые опоры с сферическими шайбами
Конструктивная схема винтовых опор, не закреплённых болтами, приведена на рисунок 10. Перед установкой недостаточно жёсткой простейшей опоры (рисунок 10, а) в бетонный фундамент должны быть вмонтированы металлические плитки для опоры на неё регулировочных винтов.
Винтовые домкраты (рисунок 10, б) применяют для установки сверлильных станков, не имеющих отверстий в станине, а опоры ОЖ-1, скрепляемые со станком (рисунок 10, в), для установки станков с отверстиями в станине, требующих частой перестановки.
Сравнительно высокая жёсткость этой опоры обеспечивается притиркой шарового конца опорного винта к поверхности гнезда в опорной плитке.
Самоустановка опоры достигается наклоном регулировочного винта относительно плиты. Во избежание смещений опорной плитки вдоль фундамента при значительных горизонтальных нагрузках к нижней её поверхности приклеивается тонкая резиновая прокладка.
После установки на фундамент вертикально-сверлильные станки выверяют контрольным инструментом и сдают под подливку.
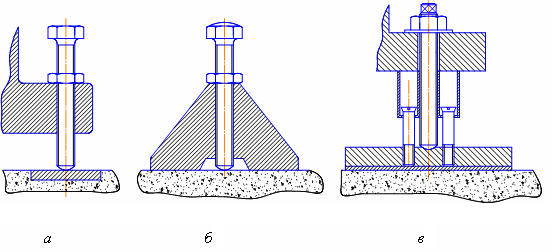
Рисунок 10 – Конструктивная схема винтовых опор для станков, не закреплённых болтами: а) жёсткая простейшая опора, б) винтовые домкраты, в) опоры ОЖ-1
2.4. Монтаж фрезерных и зубонарезных станков
Фрезерные станки нормальной точности в зависимости от массы и конструкции могут быть установлены на пол цеха, на устроенные в полу утолщённые бетонные ленты (ленточные фундаменты) или на специально проектируемые фундаменты обычного типа.
На пол цеха устанавливают станки массой до 10…15 т. со станинами жёсткими и средней жёсткости (l/h < 7–8, где l – длина, h – высота сечения станины). Толщину бетонной ленты (подстилающего слоя пола) определяют из расчёта на прочность и назначают не менее 150 мм. На пол и утолщённые бетонные ленты можно устанавливать станки и массой до 30 т.
Для фрезерных станков разных типов применяют следующие виды монтажа:
- с креплением анкерными болтами – станки, не требующие перестановки, используемые в широком диапазоне режимов резания (в том числе обдирочные), а также предназначенные для работы на тяжёлых режимах;
- без крепления болтами с подливкой опорной поверхности станин цементным раствором – большая часть станков, не требующих частой перестановки; станки, требующие перестановки, а также используемые на тяжёлых режимах резания;
- без крепления болтами и без подливки опорной поверхности станин – станки, требующие частой перестановки, используемые на нетяжёлых режимах резания;
- на упругих нежёстких перекрытиях, в частности на резинометаллических опорах, – станки, требующие частой перестановки, используемые на нетяжёлых режимах резания.
У фрезерных станков, устанавливаемых на клиньях без подливки или на резинометаллических опорах, частота собственных колебаний часто оказывается близкой частоте возмущений, действующих при работе фрезами большого диаметра с относительно небольшим числом зубьев и большим сечением стружки. Достаточно большая интенсивность нагрузки и возникающие колебания станин затрудняют работу на станке и отрицательно сказываются на его долговечности. Поэтому фрезерные станки, предназначенные для работы твёрдосплавным инструментом на обдирочных режимах, крепят фундаментными болтами.
В машиностроении примерно 30 % горизонтально-фрезерных вертикально-фрезерных и универсально-фрезерных станков устанавливают с креплением анкерными болтами; около 20 % устанавливают на полу цеха без крепления болтами и без подливки. Станки, установленные без крепления болтами и без подливки, в основном используются на грубых операциях либо они работают на заниженных режимах резания (предельные режимы резания занижают на 10…15 % по сравнению с закреплёнными).
Фрезерные станки в основном транспортируют с завода-изготовителя в собранном виде или со снятыми крупногабаритными узлами.
Фрезерные станки, особенно с программным управлением, следует устанавливать в здании после завершения всех основных строительных работ. Это требование обусловлено тем, что длительное бездействие на фундаменте приводит к коррозии обработанных поверхностей, а продолжающиеся рядом строительные работы могут вызвать выход из строя отдельных узлов и системы программного управления.
Фрезерные станки, прибывшие в ящиках, следует распаковать вблизи от места установки. Подъем и установку станков на фундамент нужно производить осторожно.
Как правило, заводы-изготовители в паспорте станка или инструкции по обслуживанию указывают места и способы увязки стропов для транспортировки станков (рисунок 11).
2.5. Монтаж станков шлифовальной группы
В зависимости от класса точности, условий работы и места монтажа рекомендуются следующие виды установки шлифовальных станков:
круглошлифовальных и бесцентровошлифовальных:
- на виброизолирующих опорах – станки средних размеров с жёсткими станинами и плавным реверсированием перемещающихся узлов;
- на фундаменты обычного типа и свайные – станки средних размеров повышенной точности с нежёсткими станинами или с резким реверсированием перемещающихся узлов;
- на свайных фундаментах можно устанавливать и высокоточные станки, в том числе тяжёлые, при относительно невысоком уровне колебаний основания;
- на фундаменты на резиновых ковриках – станки средних размеров, высокоточные, с нежёсткими станинами или с резким реверсированием перемещающихся узлов, крупные станки;
- на фундаменты на пружинах – тяжёлые станки, в частности вальцешлифовальные;
внутришлифовальных:
- на виброизолирующих опорах – станки средних размеров и с плавным реверсированием перемещающихся узлов;
- на фундаменты обычного типа и свайные – станки с тяжёлыми подвижными узлами, недостаточно жёсткими станинами и резким реверсированием перемещающихся узлов при среднем уровне колебаний основания;
- на фундаменты на резиновых ковриках – станки с тяжёлыми подвижными узлами и резким реверсированием при уровне колебаний основания выше среднего;
- на фундаменты на пружинах – особо точные и тяжёлые станки;
плоскошлифовальных:
- на виброизолирующих опорах – станки средних размеров с жёсткими станинами и плавным реверсированием перемещающихся узлов;
- на фундаменты обычного типа и свайные – станки с недостаточно жёсткими станинами и резким реверсированием исполнительных органов;
- на фундаменты на резиновых ковриках – особо точные станки.
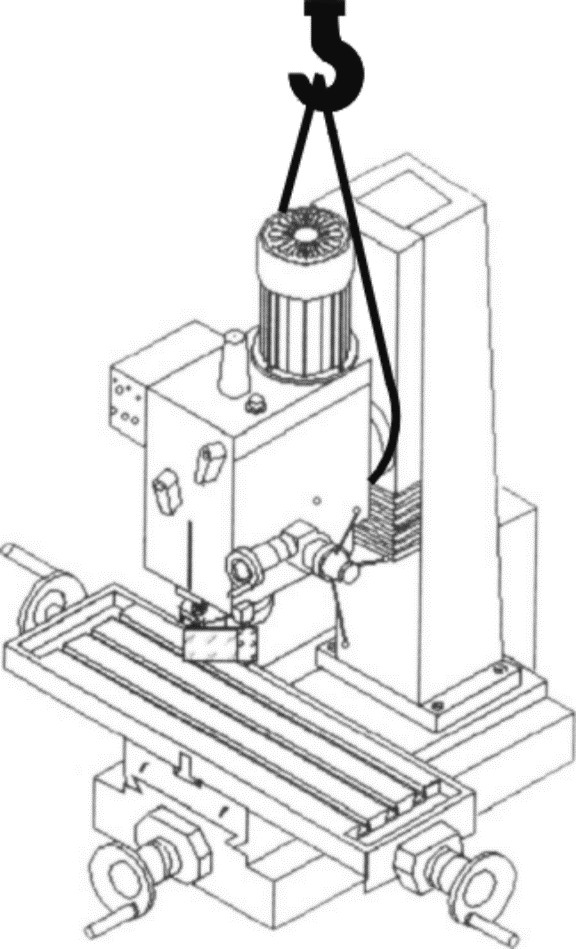
Рисунок 11 – Зачаливание распакованного фрезерного станка для транспортировки
Технология установки станков на виброизолирующие опоры, фундаменты обычного типа и свайные, на резиновых ковриках и на пружинах аналогична описанной.
Высота фундаментов под шлифовальные станки, устанавливаемые на индивидуальном фундаменте, составляет 0,4 l , где l – длина фундамента, м.
Шлифовальные станки, поступающие с завода-изготовителя в собранном виде, монтируют следующим образом. По чертежу размечают фундамент под станок и на расстоянии 500…700 мм монтируют установочные башмаки.
При этом фундамент по всему периметру должен выступать по отношению к основанию станка на 150 мм. При помощи установочных башмаков и уровня станок выверяют в горизонтальной и вертикальной плоскостях, затем устанавливают анкерные болты, затягивают и производят подливку опорной поверхности подошвы станины.
Далее монтируют установку для охлаждения, гидроагрегат, станцию управления, производят сборку трубопроводов и подводят электроэнергию.
3. Технология ремонта станков
Ремонт – это комплекс операций по восстановлению исправности, работоспособности или ресурса оборудования либо его составных частей.
Современное оборудование может состоять из трёх частей: механической (включающей и гидравлические устройства), электрической и электронной.
Ремонтная служба на предприятии возлагается на отдел главного механика. Основная задача этого отдела и его цехов – поддержание оборудования в работоспособном состоянии.
3.1. Виды и классификация ремонтов
Прогрессивными направлениями технологической подготовки являются разработка и внедрение узлового и последовательно-узлового методов ремонта.
Узловой метод ремонта предусматривает замену требующих ремонта агрегатов (узлов) на заранее отремонтированные, приобретённые или изготовленные. Узловой метод ремонта удешевляет ремонт и сокращает время простоя оборудования в ремонте.
Метод наиболее эффективен при восстановлении работоспособности:
- оборудования, имеющего стандартные узлы (насосы, гидроаппаратура и т.д.);
- одноименных моделей, имеющихся на предприятии в большом количестве;
- лимитирующих производство моделей;
- оборудования, состоящего из конструктивно обособленных узлов (поточных линий, автоматических линий, конвейеров и т.п.).
При последовательно-узловом методе требующие ремонта узлы ремонтируются неодновременно, а последовательно, во время перерывов в работе станка (например, в нерабочие смены).
Внедрение этих методов является важнейшим условием проведения трудоёмких ремонтов, а в условиях массового, особенно автоматизированного и гибкого автоматизированного производства – это единственный путь повышения эффективности ремонтных работ.
На машиностроительном предприятии существует три основных вида организации и выполнения ремонтных работ:
- Централизованная организация;
- Децентрализованная;
- Смешанная организация.
- Централизованный вид организации ремонтных работ предусматривает выполнение всех ремонтных работ на предприятии силами и средствами отдела главного механика и его ремонтно-механических цехов. Такая организация типична для предприятий с небольшим количеством единиц оборудования.
- Децентрализованная организация ремонтных работ состоит в том, что все виды ремонтных работ: межремонтное обслуживание, периодические ремонты и капитальный ремонт производятся цеховыми ремонтными базами. В состав таких цеховых ремонтных баз входят ремонтные бригады. При такой организации ремонтно-механический цех отдела главного механика осуществляет только кап. ремонт сложных агрегатов станков, а также изготовляет и восстанавливает для цеховых ремонтных баз детали и сборочные единицы оборудования, изготовление которых требует применения оборудования, отсутствующего на ремонтной базе.
- Смешанная организация характеризуется тем, что все виды ремонта, кроме капитального, выполняются цеховыми ремонтными базами, а капремонт осуществляется силами ремонтно-механического цеха.
Ремонтно-механические цеха отдела главного механика занимаются также модернизацией действующего парка оборудования в процессе выполнения капитального ремонта, а также изготовлением запасных деталей для отремонтированного оборудования.
3.2. Система планово-предупредительного ремонта
В крупных ремонтно-механических цехах организуются так же специализированные отделения или уголки, осуществляющие восстановление и повышение износостойкости ремонтируемых деталей с включением участков металлизации хромирования, цементации, термической обработки и других способов восстановления и обработки деталей и сборочных единиц, ремонтируемых на предприятии.
Разработана и функционирует система ППР, которая отражает специфику промышленности, способствует повышению долговечности при эксплуатации оборудования (рисунок 12).
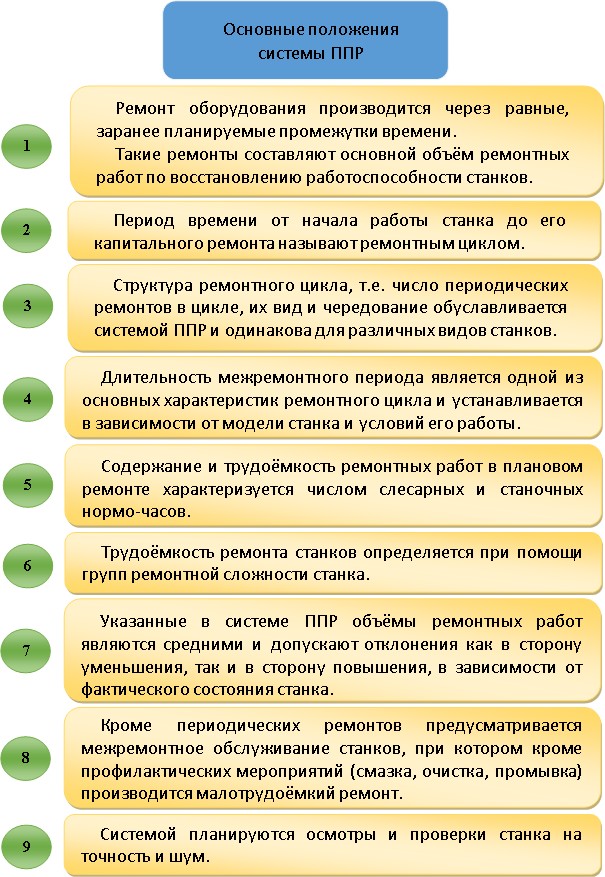
Рисунок 12 – Основные положения ППР
Внеплановый (оперативный) ремонт выполняют по потребностям и к нему относят аварийный, ремонт, вызванный дефектами конструкции или изготовления оборудования, а также дефектами и нарушениями правил технической эксплуатации.
Плановый ремонт (ПР) – это ремонт, предусмотренный типовой системой и выполняемый через установленное нормами этой системы число часов оперативного времени, отработанных оборудованием или при достижении установленного нормами технического состояния.
Плановые ремонты в зависимости от содержания и трудоёмкости выполнения работ (рисунок 13) подразделяются на текущие, средние и капитальные (ГОСТ 18322).
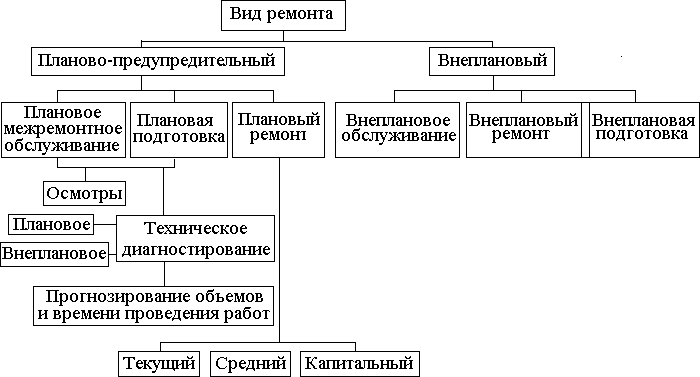
Рисунок 13 – Структура ремонтных работ
Текущий ремонт (малый) заключается в замене небольшого количества изношенных деталей и регулировании механизмов для обеспечения нормальной работы агрегата до очередного планового ремонта. Как правило, он проводится без простоя оборудования (в нерабочее время). В течение года текущему ремонту подвергается 90-100 % технологического оборудования.
Затраты на такой вид ремонта включаются в себестоимость продукции, выпускаемой на этом оборудовании.
Средний ремонт заключается в смене или исправлении отдельных узлов или деталей оборудования. Он связан с разборкой, сборкой и выверкой отдельных частей, регулировкой и испытанием оборудования под нагрузкой.
Этот вид ремонта проводится по специальной Ведомости дефектов и заранее составленной смете затрат в соответствии с планом-графиком ремонтов оборудования. Затраты на ремонты, проводимые с периодичностью менее 1 года, включаются в себестоимость продукции, выпускаемой на этом оборудовании, а с периодичностью более 1 года – за счёт амортизационных отчислений. В течение года среднему ремонту подвергается около 20-25 % установленного оборудования.
Капитальный ремонт осуществляется с целью восстановления исправности оборудования и восстановления полного или близкого к полному ресурсу. Как правило, производятся ремонт всех базовых деталей и узлов, сборка, регулировка и испытание оборудования под нагрузкой. Также, как и средний ремонт, капитальный ремонт выполняется по специальной Ведомости дефектов, составленной при осмотре оборудования, а также по смете затрат и в соответствии с планом-графиком. Затраты на капитальный ремонт осуществляются предприятием за счёт производимых им амортизационных отчислений. В течение года капитальному ремонту подвергается около 10-12 % установленного оборудования.
При капитальном ремонте восстанавливают предусмотренные стандартами геометрическую точность, мощность и производительность оборудования на срок до очередного планового среднего или капитального ремонта.
Внеплановый ремонт (аварийный ремонт) – вид ремонта, вызванный аварией оборудования, или не предусмотренный годовым планом ремонт, выполняемый в неплановом порядке, по потребности. При правильной организации ремонтных работ в строгом соответствии с системой ППР внеплановые ремонты не должны иметь места.
В типовой системе ППР принята 9-ти периодная структура цикла:
М-М-С-М-М-С-М-М-К,
где М – малый (текущий) ремонт; С – средний ремонт; К – капитальный ремонт.
При этом на каждую единицу ремонтной сложности станка предусматривается на
- малый (текущий) ремонт – 6 нормочасов;
- средний ремонт – 23 нормочасов;
- капитальный ремонт – 364 нормочасов.
Кроме того, на осмотр и промывку станка отводится 1,7 нормочаса.
Длительность межремонтного периода в зависимости от типа станка и условий работы колеблется в пределах 2600 до 5800 часов, отработанных станком.
Под продолжительностью межремонтного цикла понимается время работы оборудования от момента ввода его в эксплуатацию до первого капитального ремонта или период между двумя последовательно выполняемыми капитальными ремонтами.
Для лёгких и средних металлорежущих станков продолжительность межремонтного цикла (Тм.ц.) определяется по формуле (час):
 (4)
(4)
где 24 000 – нормативный ремонтный цикл, станко-часов;
βп – коэффициент, учитывающий тип производства (для массового и крупносерийного βп = 1,0, для серийного βп = 1,3, для мелкосерийного и единичного βп = 1,5);
βм – коэффициент, учитывающий род обрабатываемого материала (при обработке конструкционных сталей βм = 1,0; чугуна и бронзы βм = 0,8; высокопрочных сталей βм = 0,7);
βу – коэффициент, учитывающий условия эксплуатации оборудования (при нормальных условиях механических цехов βу = 1,0, в запылённых и влажных помещениях βу = 0,7);
βт – коэффициент, характеризующий группу станков (для лёгких и средних, βт = 1,0).
Межремонтный период – время работы единицы оборудования между двумя очередными плановыми ремонтами. Например, период между К1 и Т1, или Т1 и Т2, или Т2 и С1. Продолжительность межремонтного периода (tмр) определяется по формуле:
 (5)
(5)
где nс и nт – число средних и текущих ремонтов.
Межосмотровый период – время работы оборудования между двумя очередными осмотрами и плановыми ремонтами (периодичность технического обслуживания). Продолжительность этого периода рассчитывается по формуле:
 (6)
(6)
где no – число осмотров или число раз технического обслуживания на протяжении межремонтного цикла.
Система ППР в зависимости от вида и типа станка, а также условий его эксплуатации предусматривает разную продолжительность меж. рем. циклов, а внутри циклов, межремонтных периодов и межосмотров, устанавливает их в (час) и учитывают количество часов, отработанных станком (или смен), или какой-либо другой эквивалентной величине, характеризующих число рабочих циклов станка, например, по количеству изготовленных на данном оборудовании деталей.
На промышленных предприятиях данные учёта отработанных часов станка или смен или других параметров должно предоставляться начальником цеха или его заместителем ежемесячно в отдел главного механика для составления графика плановых ремонтов станка.
Межремонтные циклы, межремонтные периоды и межосмотровые периоды рассчитываются по соответствующим эмпирическим формулам в зависимости от разных величин.
Структуры ремонтных циклов приведены в таблице 11, а эмпирические формулы для определения продолжительности ремонтных циклов и межремонтных периодов – в таблице 12.
Таблица 11 – Структура ремонтного цикла металлорежущего оборудования
| Оборудование | Структура ремонтного цикла (в зависимости от конкретных условий эксплуатации) | Число ремонтов в цикле | Число плановых осмотров в межремонтном периоде | ||
| Класс точности | Категория (в т.) | ||||
| средних | текущих | ||||
| Н | до 10 | КР-ТР-ТР-СР-ТР-ТР-КР
или КР-ТР-ТР-ТР-ТР-КР |
1 | 4 | 1 |
| — | 4 | 1 | |||
| св. 10 до 100 | КР-ТР-ТР-СР-ТР-ТР-КР
или КР-ТР-ТР-ТР-ТР-КР |
1 | 4 | 2 | |
| — | 5 | 2 | |||
| св. 100 | КР-ТР-ТР-СР-ТР-ТР-КР
или КР-ТР-ТР-ТР-ТР-ТР-ТР-КР |
1 | 4 | 3 | |
| — | 6 | 3 | |||
| П, В, А, С | до 10 | КР-ТР-ТР-СР-ТР-ТР-СР-ТР-ТР-КР
или КР-ТР-ТР-ТР-ТР-ТР-ТР-ТР-ТР-КР |
2 | 6 | 1 |
| — | 8 | 1 | |||
| св. 10 до 100 | КР-ТР-ТР-СР-ТР-ТР-СР-ТР-ТР-КР
или КР-ТР-ТР-ТР-ТР-ТР-ТР-ТР-ТР-КР |
2 | 6 | 2 | |
| — | 8 | 2 | |||
| св. 100 | КР-ТР-ТР-СР-ТР-ТР-СР-ТР-ТР-КР
или КР-ТР-ТР-ТР-ТР-ТР-ТР-ТР-ТР-ТР-КР |
2 | 6 | 3 | |
| — | 9 | 3 | |||
Таблица 12 – Эмпирические формулы для определения продолжительности ремонтных циклов и межремонтных периодов металлорежущего оборудования
| Оборудование | Продолжительность оперативного времени, часы,
отработанные оборудованием |
|||
| Класс
точности |
Структура
цикла |
Категория (в т.) | ремонтного
цикла |
межремонтного
периода |
| Н | Трехвидовая | до 10 | Тмр = Тцр / 6
|
|
| св. 10 до 100 | ||||
| св.100 | ||||
| П, В, А, С | до 10 | Тмр = Тцр / 9 |
||
| св. 10 до 100 | ||||
| св.100 | ||||
| Н | Двухвидовая | до 10 | Тмр = Тцр / 5 |
|
| П, В, А, С | св. 10 до 100 | Тмр = Тцр / 6 |
||
| св.100 | Тмр = Тцр / 9
|
|||
| до 10 | Тмр = Тцр / 10
|
|||
| св. 10 до 100 | ||||
| св.100 | ||||
где Ком – коэффициент обрабатываемого материала;
Кми – коэффициент материала применяемого инструмента;
Ктс – коэффициент класса точности оборудования;
Ккс – коэффициент категории массы;
Кро – коэффициент ремонтных особенностей;
Ку – коэффициент условий эксплуатации;
Кв – коэффициент возраста;
Кд – коэффициент долговечности.
Значения коэффициентов, в эмпирических формулах, даны в таблице 13.
Таблица 13 – Значения коэффициентов, входящих в эмпирические формулы для определения продолжительности ремонтных циклов и межремонтных периодов для металлорежущих станков
| Коэффициент | Определяемый параметр | Значение
коэффициента |
||
| Ком | Обрабатываемый материал | сталь конструкционная | 1,0 | |
| прочие материалы | 0,75 | |||
| Кми | Материал инструмента | металл | 1,0 | |
| абразив | 0,8 | |||
| Ктс | Класс точности | Н | 1,0 | |
| П | 1,5 | |||
| В, А, С | 2,0 | |||
| Ккс | Категория массы | до 10 т | 1,0 | |
| свыше 10 до 100 т | 1,35 | |||
| свыше 100 т | 1,7 | |||
| Коэффициент Кв | ||||
| Возраст | Класс точности | Порядковый номер планируемого
ремонтного цикла |
Значение коэффициента | |
| до 10 лет | Н, П | 1-й и 2-й | 1,0 | |
| В, А, С | 1-й | |||
| свыше 10 лет | Н | 2-й и 3-й | 0,9 | |
| П, В, А, С | 2-й | |||
| Н | 4-й | 0,8 | ||
| П, В, А, С | 3-й | |||
| Н | 5-й и более | 0,7 | ||
| П, В, А, С | 4-й и более | |||
| Коэффициент Кд | ||||
| Продолжительность эксплуатации | Значение коэффициента | |||
| более 15 лет | 0,8 | |||
| более 8 лет | 0,9 | |||
| до 8 лет | 1,0 | |||
Заводы-изготовители оборудования обеспечивают долговечность базовых деталей оборудования, равную продолжительности ремонтного цикла, приведённую в таблице 14.
Таблица 14 – Продолжительность ремонтных циклов и межремонтных периодов металлорежущих станков при Кв = 1, Кд = 1
| Класс точности | Категория (в т) | Обрабатываемый материал | Материал рабочего инструмента | Продолжительность оперативного
времени, часы, отработанные оборудованием |
|
| ремонтного цикла (Тцр) | межремонтного
периода(Тмр) |
||||
| Нормально й (Н) | до 10 | Сталь | Металл | 16 800 | 2 800 |
| Абразив | 13 440 | 2 240 | |||
| Другие материалы | Металл | 12 600 | 2 100 | ||
| Абразив | 10 080 | 1 680 | |||
| св. 10 до
100 |
Сталь | Металл | 22 680 | 3 780 | |
| Абразив | 18 140 | 3 020 | |||
| Другие материалы | Металл | 17 010 | 2 840 | ||
| Абразив | 13 610 | 2 270 | |||
| св. 100 | Сталь | Металл | 28 560 | 4 760 | |
| Абразив | 22 850 | 3 810 | |||
| св. 100 | Другие материалы | Металл | 21 420 | 3 570 | |
| Абразив | 17 140 | 2 860 | |||
| Повышенно й (П) | до 10 | Сталь | Металл | 25 200 | 2 800 |
| Абразив | 20 160 | 2 240 | |||
| Другие материалы | Металл | 18 900 | 2 100 | ||
| Абразив | 15 120 | 1 680 | |||
| св. 10 до
100 |
Сталь | Металл | 34 020 | 3 780 | |
| Абразив | 27 210 | 3 020 | |||
| Другие материалы | Металл | 25 520 | 2 840 | ||
| Абразив | 20 420 | 2 270 | |||
| св. 100 | Сталь | Металл | 42 840 | 4 760 | |
| Абразив | 34 280 | 3 810 | |||
| Другие материалы | Металл | 32 130 | 3 570 | ||
| Абразив | 25 710 | 3 860 | |||
| Высокой, особо высокой и особой (В, А, С) | до 10 | Сталь | Металл | 33 600 | 3 740 |
| Абразив | 26 880 | 2 990 | |||
| Другие материалы | Металл | 25 200 | 2 800 | ||
| Абразив | 20 160 | 2 240 | |||
| св. 10 до
100 |
Сталь | Металл | 45 360 | 5 040 | |
| Абразив | 36 290 | 4 030 | |||
| Другие
материалы |
Металл | 34 020 | 3 780 | ||
| Абразив | 27 220 | 3 030 | |||
| св. 100 | Сталь | Металл | 57 120 | 6 350 | |
| Абразив | 45 700 | 5 080 | |||
| Другие материалы | Металл | 42 840 | 4 760 | ||
| Абразив | 34 270 | 3 810 | |||
Если обеспечение заданной долговечности деталей (кроме быстроизнашивающихся) технически невозможно или экономически нецелесообразно, то замена этих деталей должна проводится в середине цикла, т.е. долговечность таких деталей должна быть равна половине продолжительности ремонтного цикла. Замена этих деталей производится при среднем ремонте трехвидовой структуры, или при третьем текущем ремонте шестипериодной, или при четвёртом текущем ремонте восьмипериодной структуры.
Единица ремонтосложности механической части ( Rм ) – это ремонтосложность некоторой условной машины, трудоёмкость капитального ремонта механической части которой, отвечающего по объёму и качеству требованиям ТУ на ремонт, равна 50 н/ч в неизменных организационно- технических условиях среднего ремонтного цеха машиностроительного предприятия.
Ремонтосложность механической части различных моделей станков (машин) может быть определена расчётом с помощью эмпирических формул для каждой технологической группы и конструктивного исполнения по данным об их основных технических параметрах.
Ремонтосложность гидравлической части станков рассчитывают по данным, содержащимся в гидросхеме и спецификации гидрооборудования.
Единица ремонтосложности электрической части ( Rэ ) – это ремонтосложность некоторой условной машины, трудоёмкость капитального ремонта электрической части которой, отвечающего по объёму и качеству требованиям технических условий на ремонт, равна 12,5 часов в тех же условиях, что и Rм .
Для определения ремонтосложности электрической части необходимы данные, содержащиеся в спецификации электрооборудования и его монтажной электросхеме.
Объем работ, подлежащий выполнению при капитальном ремонте механической и электрической частей любого станка (машины) в неизменных условиях и который может быть оценён числом единиц ремонтосложности, зависящим только от его конструктивных и технологических особенностей, называется стабильной ремонтосложностью данного станка (машины) и обозначается соответственно Rм и Rэ .
Механическая часть станков и машин в общем случае может состоять из кинематической и гидравлической частей, ремонтосложность которых обозначают соответственно Rк и Rг .
Таким образом:
 (7)
(7)
Электрическая часть станков и машин состоит из электроаппаратов, приборов и проводки, ремонтосложность которых обозначают Rа , и электродвигателей Rд :
 (8)
(8)
Исходными данными для определения ремонтосложности различных моделей оборудования являются технические характеристики, содержащиеся в паспортах.
Для определения ремонтосложности эксплуатируемого оборудования разработаны таблицы стабильной ремонтосложности распространённых моделей станков (приложение Б).
Для определения ремонтосложности моделей станков приведены эмпирические формулы 10-13.
Эффективность применения системы ППР находится в прямой зависимости от совершенства нормативной базы, соответствия нормативов условиям эксплуатации оборудования. От точности нормативов в большой степени зависят расходы предприятия на техническое обслуживание и ремонт оборудования, а также уровень потерь в производстве, связанных с неисправностью оборудования. Нормативы дифференцируются по группам оборудования и характеризуют последовательность проведения ремонтов и осмотров, объёмы ремонтных работ, их трудоёмкость и материалоёмкость.
Важнейшими нормативами системы ППР являются:
- продолжительность межремонтного цикла;
- структура межремонтного цикла;
- продолжительность межремонтного и межосмотрового периодов;
- категория сложности ремонта;
- нормативы трудоёмкости;
- нормативы материалоёмкости;
- нормы запаса деталей, оборотных узлов и агрегатов.
Под категорией сложности ремонта понимаются степень сложности ремонта оборудования и его особенности. Чем сложнее оборудование, чем больше его размер и выше точность обработки на нем, тем сложнее ремонт, а, следовательно, и выше категория сложности.
Категория сложности ремонта обозначается буквой R и числовым коэффициентом перед ней. В качестве эталона для определённой группы металлорежущих станков принят токарно-винторезный станок 1К62 с высотой центров 200 мм и расстоянием между центрами 1000 мм. Для этого станка установлена категория сложности по технической части 11R, а по электрической – 8,5R. Категорию сложности любого другого станка данной группы оборудования устанавливают путём сопоставления его с эталоном.
Трудоёмкость ремонтных работ того или иного вида определяется исходя из количества единиц ремонтной сложности и норм времени, установленных на одну ремонтную единицу. Количество единиц ремонтной сложности по механической части оборудования совпадает с категорией сложности. Следовательно, станок 1К62 по механической части имеет 11 ремонтных единиц, а по электрической части установлено 8,5 ремонтной единицы.
Нормы времени устанавливаются на одну ремонтную единицу по видам ремонтных работ отдельно на слесарные, станочные и прочие работы (таблица 15).
Таблица 15 – Нормы времени (трудоёмкости) на ремонтную единицу, н/ч
| Осмотр и
виды ремонта |
Слесарные
работы |
Станочные
работы |
Прочие работы | Всего |
| О | 0,75 | 0,1 | – | 0,85 |
| Т | 4,0 | 2,0 | 0,1 | 6,10 |
| С | 16,0 | 7,0 | 0,5 | 23,5 |
| К | 23,0 | 10,0 | 2,0 | 35,0 |
Суммарная трудоёмкость по отдельному виду ремонтных работ определяется по формуле:
 (9)
(9)
где Тс – трудоёмкость среднего ремонта оборудования, нормо-ч.;
tc – норма времени на одну ремонтную единицу, нормо-ч.;
R – количество ремонтных единиц;
Спр – количество единиц оборудования данной группы, шт.
3.3. Технологический процесс капитального ремонта
Технологический процесс ремонта представляет собой комплекс работ, выполняемых в определённой последовательности. Основные работы при выполнении производственного процесса ремонта станков показаны на схеме.
Схема технологического процесса капитального ремонта станка представлена на рисунке 14.
3.4. Технология ремонта токарно-винторезных станков
Качество капитального или среднего ремонта при минимальном сроке исполнения зависит от степени подготовки станка к ремонту и правильной организации труда бригады слесарей.
Перед остановкой станка для ремонта производят проверку его работы на холостом ходу с целью выявления повышенных шумов и вибраций на каждой ступени оборотов шпинделя и также осуществляют обработку образца с целью определения состояния опор качения шпинделя. Проверяют радиальное и осевое биение шпинделя. Указанные проверки являются обязательными, так как при этом легче установить дефекты, которые в ряде случаев весьма сложно выявить у разобранного станка.
Результаты проверок учитывают при составлении ведомости дефектов и ремонте станка.
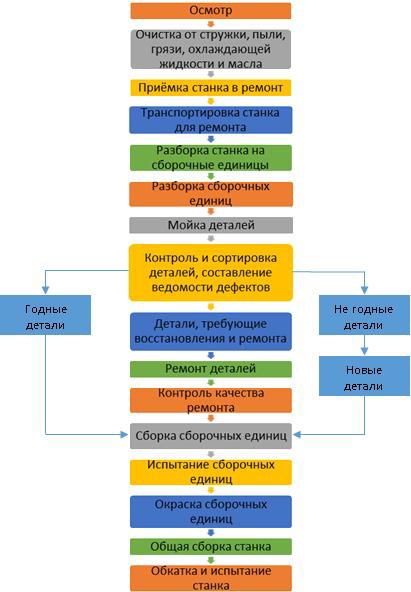
Рисунок 14 – Схема технологического процесса капитального ремонта станка
3.4.1. Типовая технология ремонта направляющих станин
Направляющие станины восстанавливают при ремонте различными способами:
- строганием;
- фрезерованием;
- шлифованием;
- протягиванием;
- шабрением.
На некоторых заводах осуществляют поверхностное упрочнение направляющих станины способом накатывания роликом, а также закалкой ТВЧ (токи высокой частоты), что значительно повышает износоустойчивость поверхностей.
Выбор способа ремонта зависит от степени износа и твёрдости направляющих станины, оснащённости ремонтной базы специальными станками и приспособлениями и т.п.
Ремонт направляющих шабрением даже при износе 0,05 мм отличается большой трудоёмкостью и стоит дорого, поэтому следует механизировать этот процесс, а это даёт большой экономический эффект.
Ремонт направляющих шлифованием обеспечивает высокую точность и чистоту обработки, этот способ практически незаменим при ремонте закалённых направляющих станин. Производительность труда при шлифовании в несколько раз выше по сравнению с шабрением. Однако при ремонте незакалённых направляющих станков предпочтение следует отдавать финишному строганию. При этом достигается высокая производительность, обеспечивается класс шероховатости Ra 2,5 мкм и точность в соответствии с техническими условиями.
Ремонт направляющих станины шабрением характеризуется тем, что станина (установленная на стенде или на жёстком фундаменте) в поперечном направлении выверяется по поверхности для проверки прямолинейности, параллельности и спиральной изогнутости направляющих станины используют различные универсальные приспособления. Одно из таких приспособлений – мостик – показано на рисунке 15. Универсальный мостик имеет основание 1 Т-образной формы с четырьмя опорами 5 и ещё одной опорой 3. Две из опор 5 можно перемещать в вертикальном направлении по нарезным колонкам 7 и закреплять гайками 6, две другие – передвигать в горизонтальном направлении по продольным пазам и закреплять в требуемом положении гайками 4.
Опоры 5 можно также раздвигать в зависимости от ширины направляющих и расстояния между ними. Опора 3 допускает вертикальное и горизонтальное перемещение. На колодке 8, которую крепят к основанию 1 винтом (на рисунке не видны), устанавливается уровень 9, прикрепляемый к колодке винтами 10. Цена деления основной ампулы уровня 0,02 или 0,05 на 1000 мм. В специальных устройствах 11 устанавливают два индикатора 2.
Положение индикаторов можно регулировать, а закреплять их в любом месте основания.
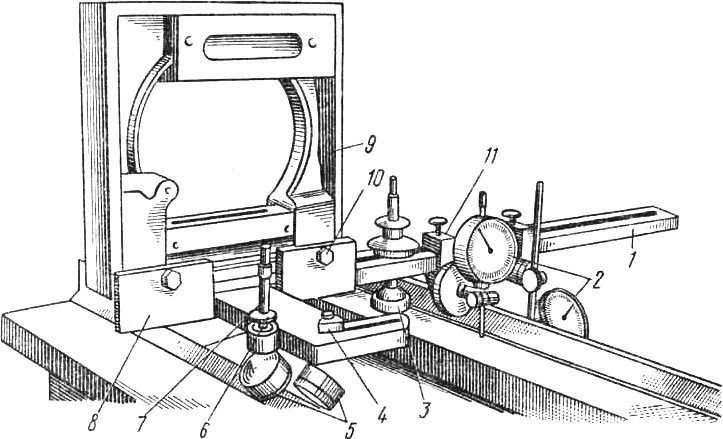
Рисунок 15 – Проверка направляющих станины универсальным приспособлением – мостиком: 1 – основание мостика; 2 – индикаторы; 3, 5 – опоры; 4, 6 – гайка; 7 – колонка; 8 – колодка; 9 – уровень; 10 – винты; 11 – специальное устройство
Перемещая приспособление вдоль направляющих, определяют по индикатору 2 параллельность направляющей базовой плоскости. По уровню, расположенному поперёк направляющих, устанавливают их спиральную изогнутость, т.е. отклонение от параллельности в горизонтальной плоскости.
После обработки базовых поверхностей проверяют точность их геометрических параметров (прямолинейность и плоскостность) на соответствие требованиям технической документации.
Затем таким же способом производят ремонт деталей, которые перемещаются по восстановленным поверхностям базовых деталей (суппорты, ползуны, каретки и т.п.).
При необходимости для восстановления высоты расположения базовых поверхностей на перемещаемой детали вводят компенсаторы типа накладок, планок, лент и т.п. между сопрягаемыми поверхностями скольжения базовой и перемещаемой деталей.
Ремонт направляющих станин (рисунок 16) по технологии состоит из следующих операций:
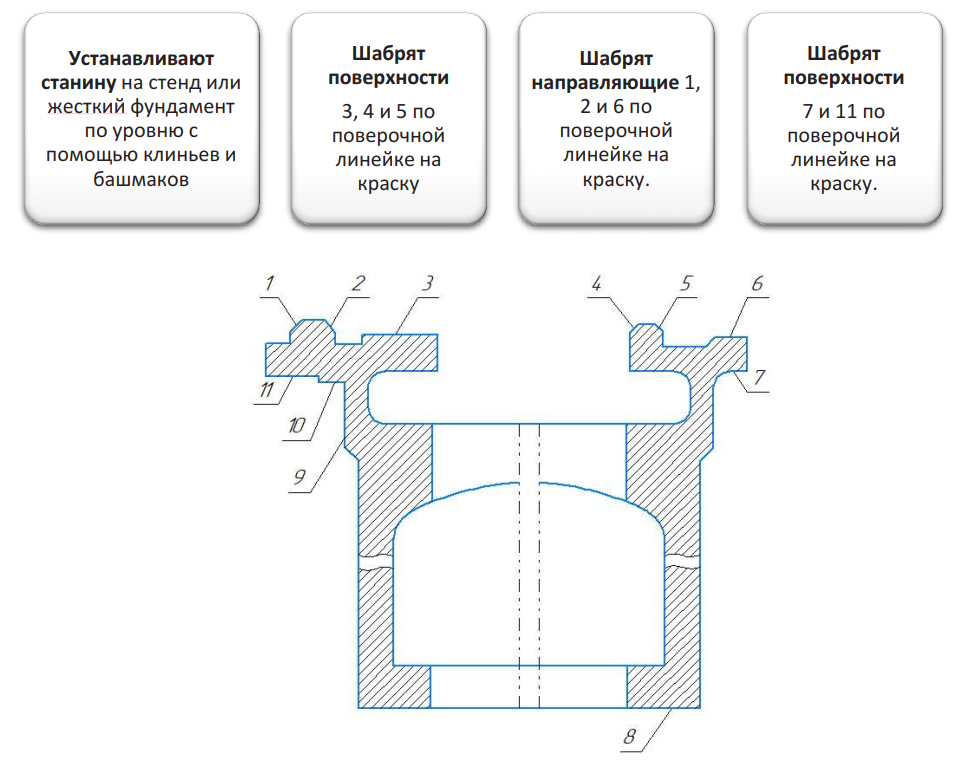
Рисунок 16 – Профиль направляющих станины токарно-винторезного станка 1К62
Ремонт направляющих станины шлифованием состоит из следующих операций:
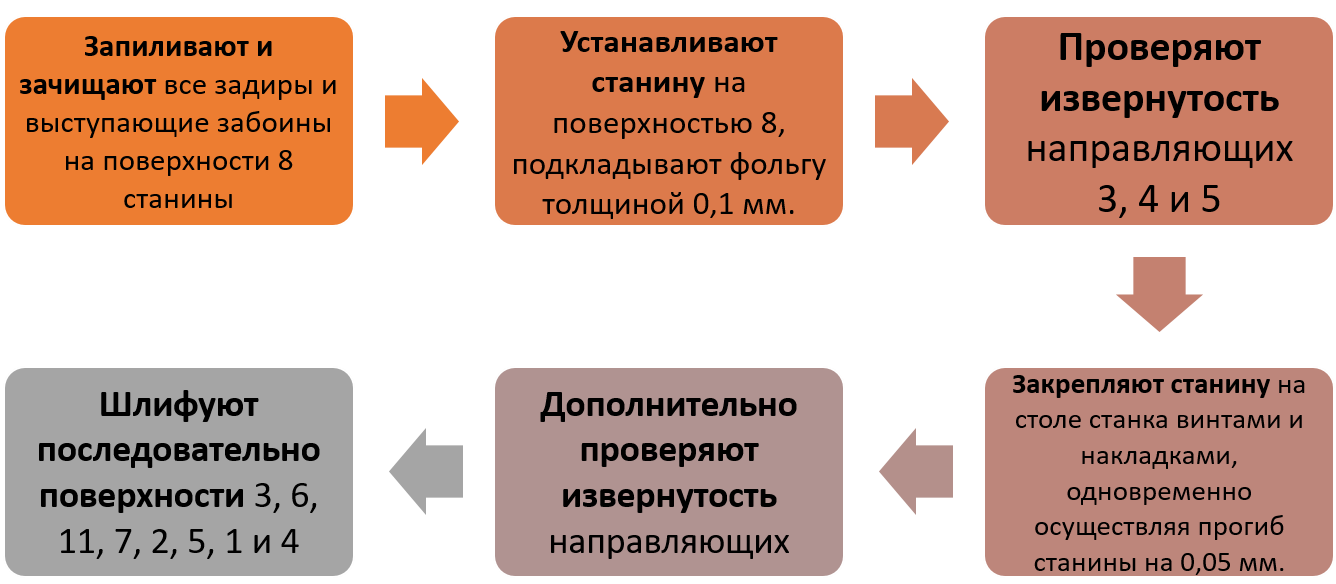
Ремонт направляющих станины финишным строганием необходимо установить на стол продольно-строгального станка, выверить и деформировать, согласно операциям:
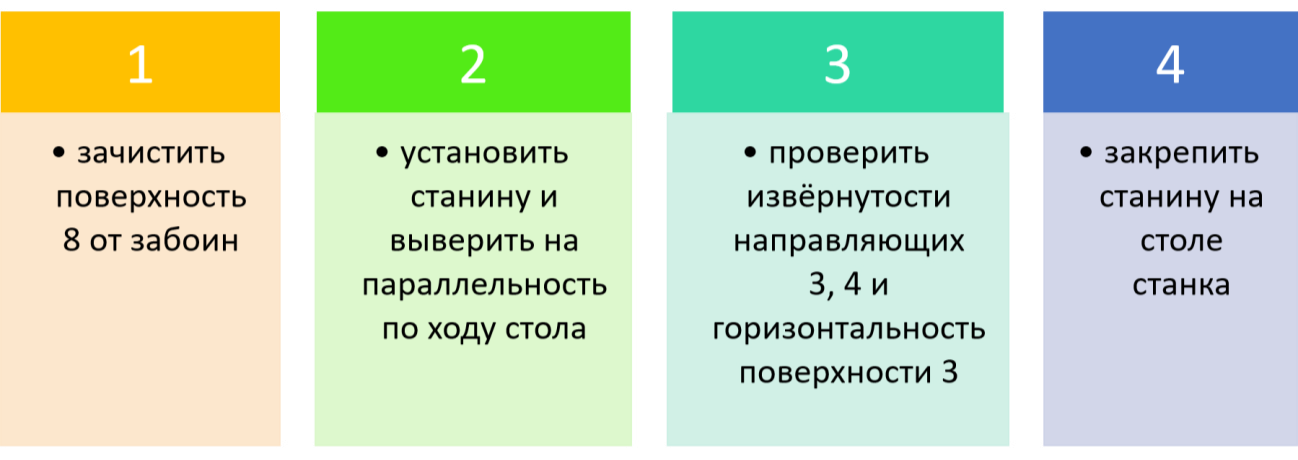
Строгание производится при скорости движения стола 8…10 м/мин и глубине резания 0,03…0,05 мм за 3…4 прохода.
3.4.2. Установка ходового винта и ходового вала
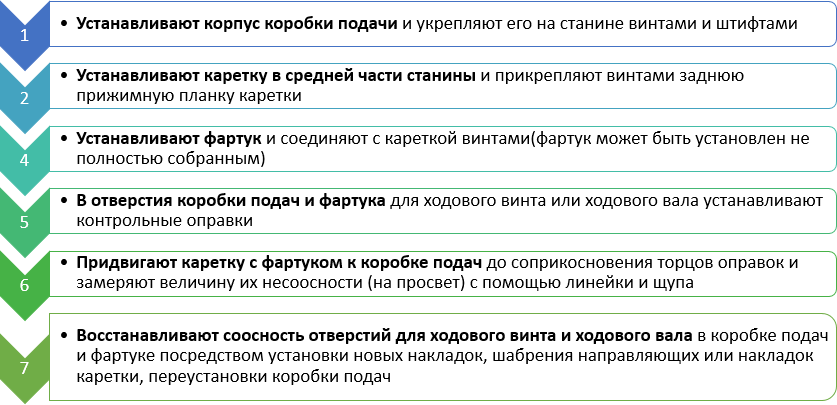
Совмещение осей ходового винта и ходового вала, коробки подач и фартука проводят в соответствии со следующим типовым технологическим процессом:
Допустимое отклонение от соосности отверстий коробки подач и фартука:
- в вертикальной плоскости – не более 0,15 мм;
- в горизонтальной плоскости – не более 0,07 мм.
3.4.3. Ремонт направляющих суппорта
При ремонте направляющих суппорта необходимо восстановить направляющие каретки, поперечных салазок, поворотных салазок и верхних салазок.
Восстановление направляющих каретки суппорта (рисунок 17) является наиболее сложным процессом и требует намного больше затрат времени по сравнению с ремонтом других деталей суппорта.
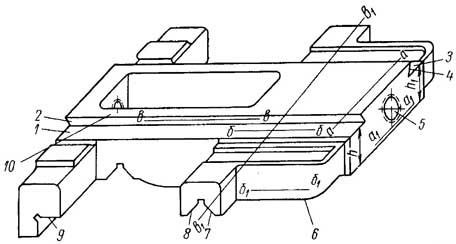
Рисунок 17 – Каретка суппорта токарно-винторезного станка модели 1К62.
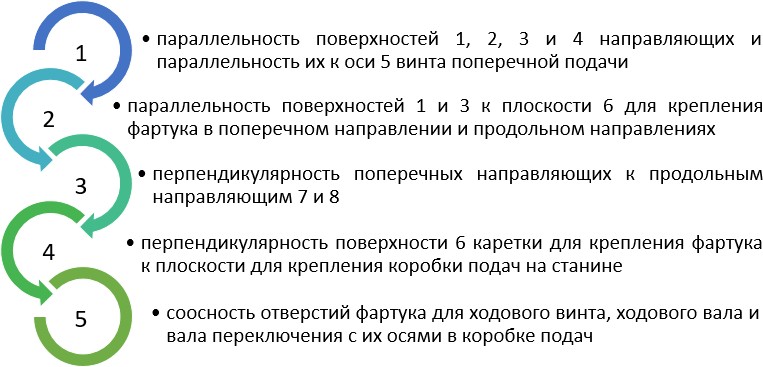
При ремонте каретки необходимо восстановить:
При ремонте каретки необходимость сохранить нормальное зацепление зубчатых колёс фартука с рейкой и с механизмом поперечной подачи. Поэтому ремонт направляющих каретки начинают с поверхностей 1, 2, 3 и 4 (рисунок 16), сопрягаемых с поперечными салазками суппорта.
При ремонте поперечных салазок необходимо обеспечить прямолинейность поверхностей 1, 2, 3 и 4 (рисунок 16) и взаимной параллельности поверхностей 1 и 2. Ремонт осуществляется шлифованием следующим образом:
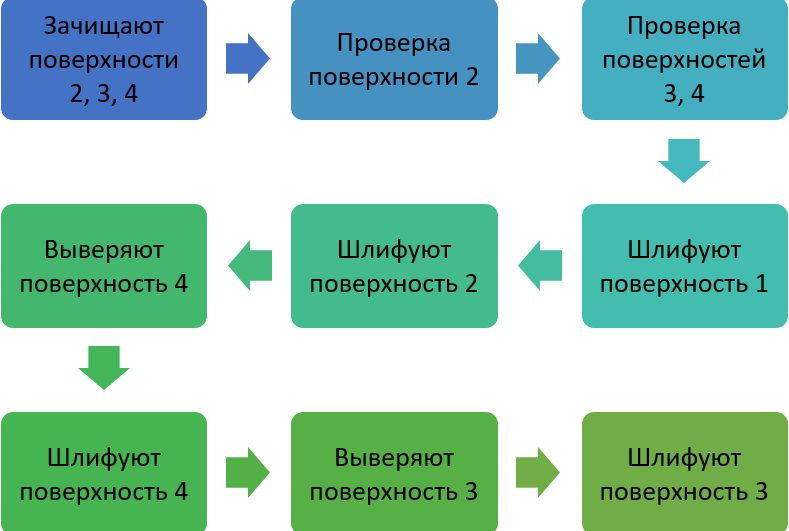
Ремонт поворотных салазок начинают с поверхности 1 (рисунок 18, а), которую шабрят, проверяя на краску по шлифованной сопрягающейся поверхности поперечных салазок. Количество отпечатков краски должно быть не менее 8…10 на площади 25×25 мм.
Ремонт производят шлифованием в следующем порядке:
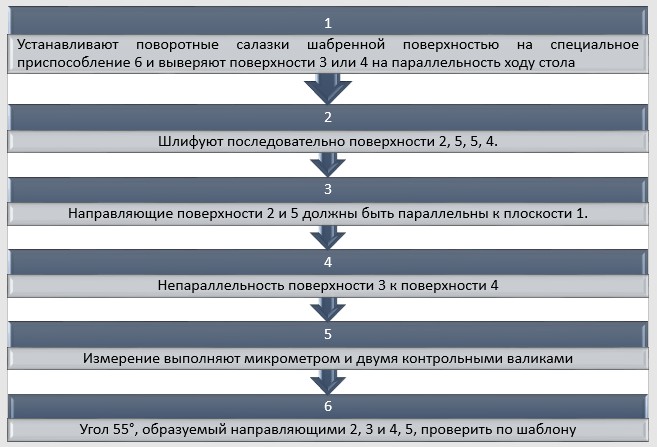
Ремонт верхних салазок начинается с поверхности 1 (рисунок 18, б) проточкой её на токарном станке и установкой на эпоксидном клее тонкостенную втулку.
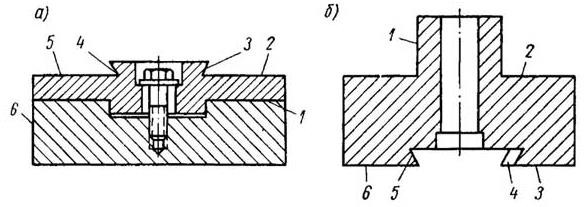
Рисунок 18 – Салазки суппорта Ремонт продолжают в следующем порядке: а) поворотные; б) верхние
- Шабрят поверхность 2;
- Устанавливают верхние салазки шабренной плоскостью на приспособление 6;
- Выверяют поверхность 5 на параллельность;
- Шлифуют поверхности 3 и 6;
- Шлифуют поверхность 5;
- Выверяют поверхность 4 на параллельность;
- Шлифуют поверхность 4;
- Проверяют поверхности 3, 5 и 6;
- При необходимости – шабрение.
3.4.4. Ремонт корпуса передней бабки
Восстановление отверстий под подшипники качения шпинделя путём расточки и последующей запрессовки втулок в корпус передней бабки производят следующим образом согласно схеме (рисунок 19):
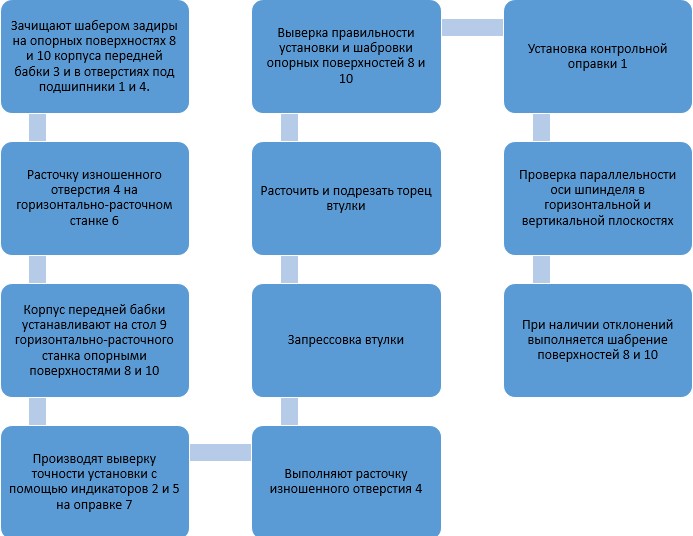
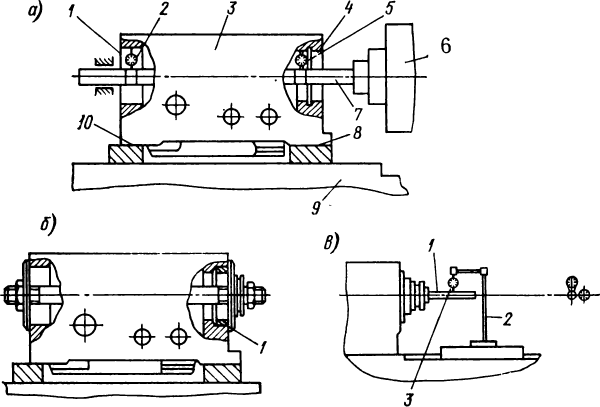
Рисунок 19 – Схема ремонта корпуса передней бабки: а) выверка и расточка отверстий подшипника; б) установка втулок; в) выверка положения оси шпинделя
Допускается непараллельность оси шпинделя:
- в вертикальной плоскости не более 0,02 мм на длине 300 мм;
- в горизонтальной плоскости не более 0,02 мм на длине 300 мм.
После шабрения количество отпечатков краски должно быть не менее 10 на площади 25×25 мм.
Для ремонта направляющих передней бабки необходимо:
- установить шпиндель на подшипники;
- по уровню выверяют направляющие станины;
- переднюю бабку со шпинделем располагают на них;
- в конусное отверстие шпинделя устанавливают контрольную оправку (рисунок 19, в);
- на каретку суппорта или на универсальный мостик 2 устанавливают стойку с индикатором 3;
- определяют отклонения от параллельности при перемещении каретки по направляющим станины;
- шабрят направляющие передней бабки. Допускается непараллельность:
- в вертикальной плоскости не более 0,02 мм на длине 300 мм;
- в горизонтальной плоскости не более 0,01 мм на длине 300 мм.
3.4.5. Ремонт задней бабки
При ремонте задней бабки (рисунок 20) восстанавливают точность сопряжения поверхностей мостика со станиной и корпусом, точность отверстия корпуса и высоту центров передней и задней бабок, ремонтируют или изготовляют вновь пиноль, винт подачи и другие детали.
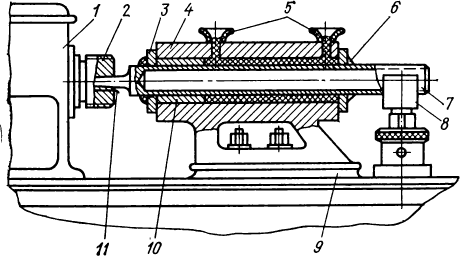
Рисунок 20 – Схема ремонта задней бабки: 1 – передняя бабка; 2 – шпиндель; 3 – кольца; 4 – корпус задней бабки; 5 – воронка; 6 – пластилин; 7 – пустотелая оправка; 8 – призма; 9 – мостик; 10 – направляющая втулка; 11 – прокладка
Ремонт корпуса и мостика задней бабки без применения акрилопласта включает следующие операции:
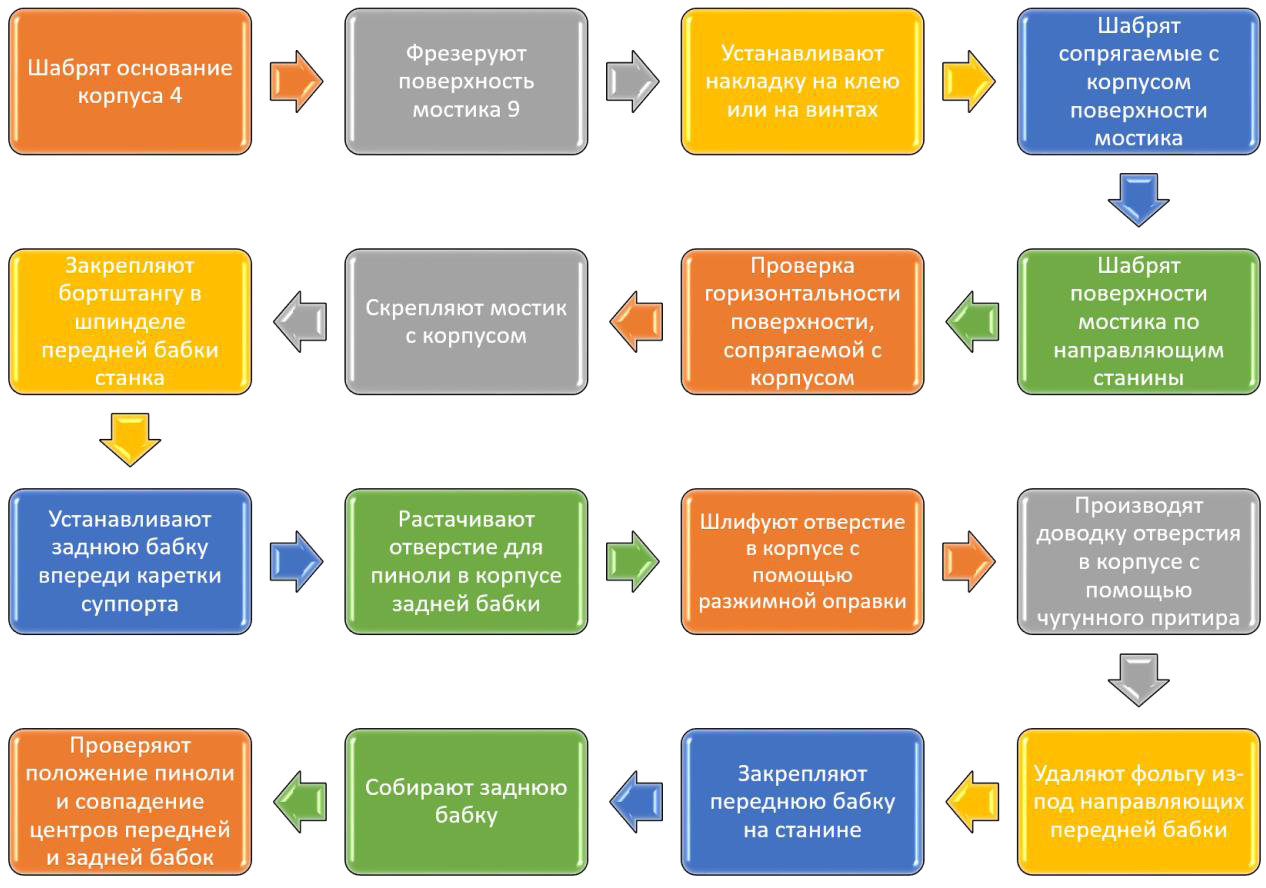
При восстановлении задней бабки акрилопластом включает следующие операции:
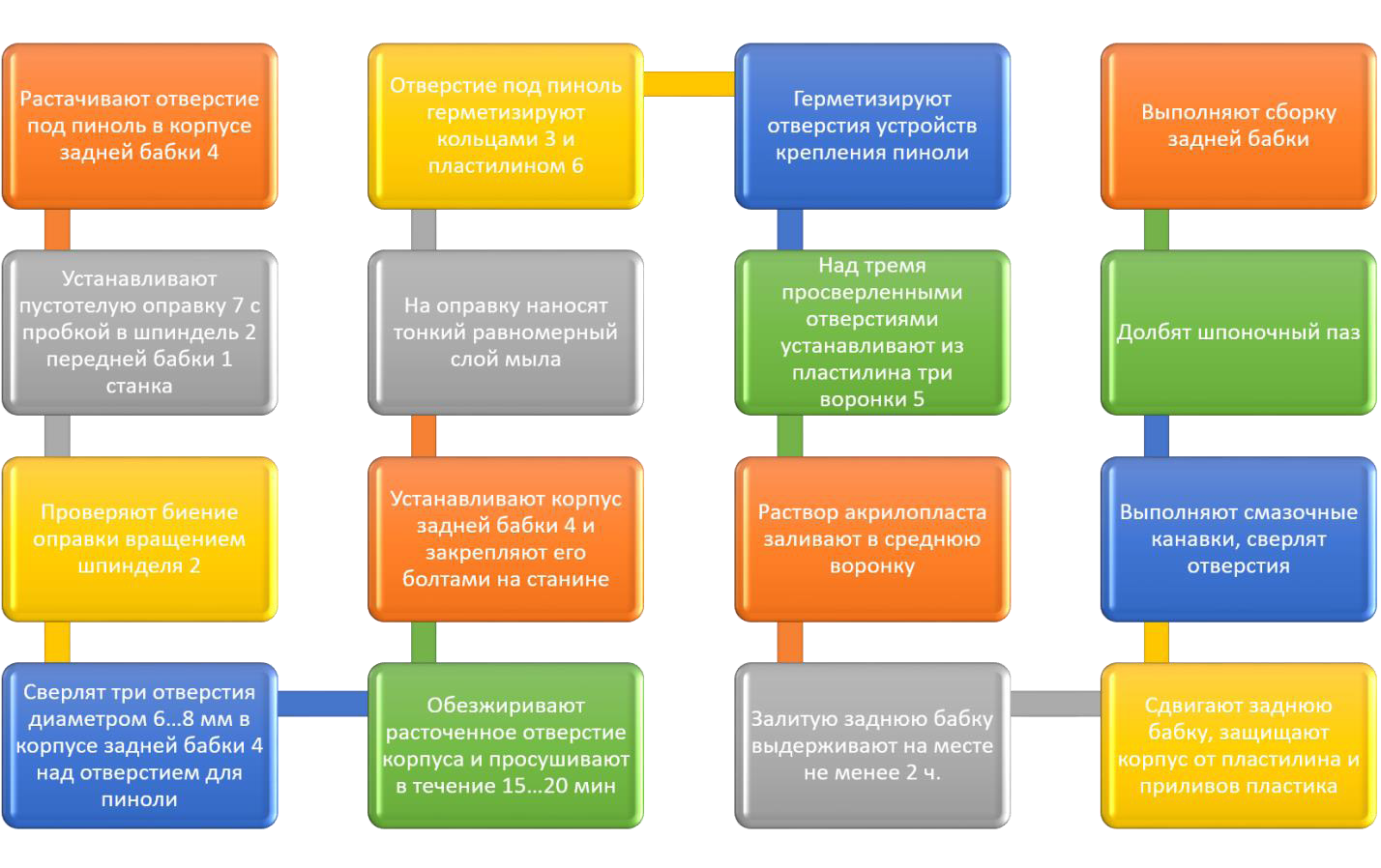
Ремонт пиноли задней бабки – включает операции по шлифованию наружного диаметра и восстановлению конусного отверстия путём установки компенсационной втулки – цилиндрической формы снаружи и конусом внутри с толщиной стенки от 2 мм и более (в зависимости от диаметра пиноли).
Затем устанавливают в пиноль на клей втулку и после затвердения (через 24 ч) шлифуют конусное отверстие.
Износостойкость конусного отверстия пиноли повышена, а себестоимость ремонта значительно ниже себестоимости изготовления новой пиноли.
3.5. Технология ремонта консольно-фрезерных станков
Точность работы горизонтальных, вертикальных, универсальных и других консольно-фрезерных станков в основном зависит от точности изготовления, ремонта и сборки группы шпинделя, станины, консоли, каретки и стола.
3.5.1. Ремонт направляющих станин
Точность работы горизонтальных, вертикальных, универсальных и других консольно-фрезерных станков в основном зависит от точности изготовления, ремонта и сборки узлов шпинделя, станины, консоли, каретки и стола.
Ремонт направляющих станины шабрением – трудоёмкий, но широко применяется на многих предприятиях, согласно рисунку 21, в следующей последовательности:
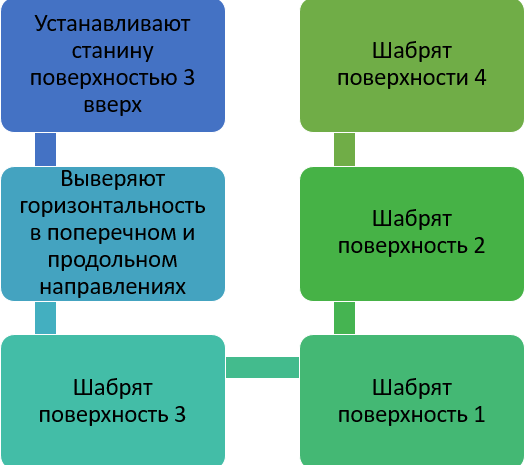
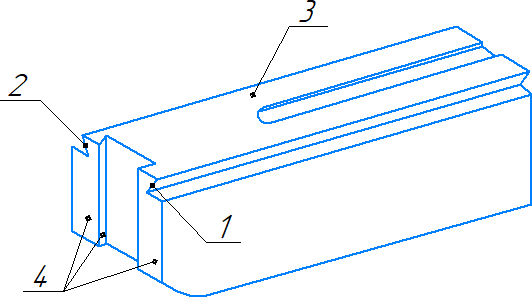
Рисунок 21 – Схема ремонта направляющих станины
Ремонт направляющих станины финишным строганием – наименее трудоёмкий и наиболее производительный и применяется на предприятиях.
Обработка выполняется методом продольной подачи не менее чем за два прохода чистовыми широкими резцами с твёрдосплавными пластинами.
Окончательная обработка осуществляется при глубине резания не более 0,05 мм со скоростью резания не более 15 м/мин и подаче на один двойной ход стола не более 0,6 ширины резца.
3.5.2. Ремонт направляющих консоли
Во многом определяет точность работы всего станка. При ремонте необходимо восстановить прямолинейность и взаимную параллельность горизонтальных направляющих консоли, параллельность их к базовой поверхности, а также перпендикулярность их к вертикальным поверхностям, сопрягаемым со станиной.
Ремонт направляющих консоли шабрением в соответствии со схемой ремонта (рисунок 22) включает следующие операции:
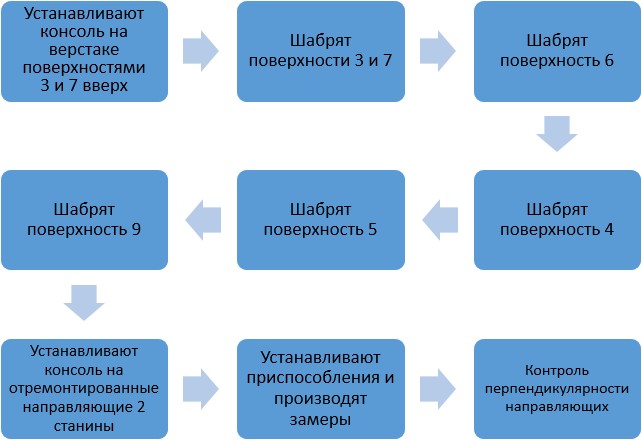
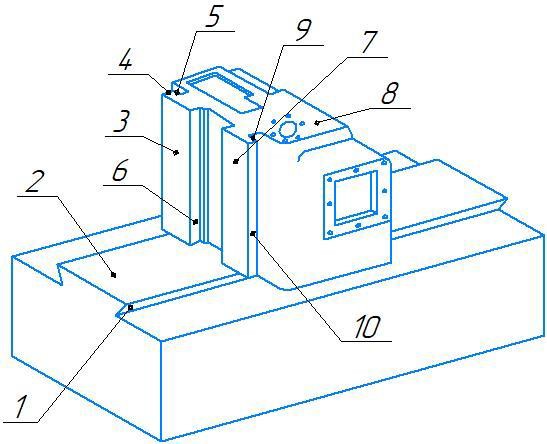
Рисунок 22 – Схема ремонта направляющих консоли
Окончательную пригонку поверхностей консоли, сопрягаемых со станиной, производят шабрением.
3.5.3. Ремонт стола
Трудоёмкость ремонта столов фрезерных станков зависит от износа направляющих и характера повреждений рабочей поверхности стола Т- образных пазов – устраняются установок накладок и вставок на эпоксидном клее.
При ремонте восстанавливают плоскостность поверхности стола (рисунок 23), прямолинейность и взаимную параллельность стенок Т- образных пазов, взаимную параллельность и прямолинейность поверхностей 2 и 6 и параллельность их Т-образным пазам и поверхности 13, прямолинейность поверхностей 1 и 7 и параллельность их рабочей поверхности (зеркало)
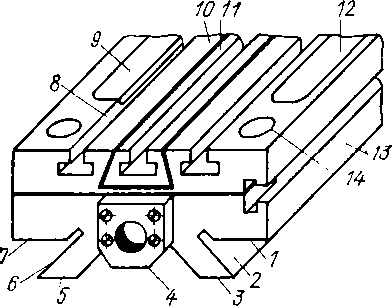
Рисунок 23 – Схема ремонта стола фрезерного станка
Типовой технологический процесс ремонта столов строганием приведён в таблице 16, а шабрением – в таблице 17.
Таблица 16 – Типовой технологический процесс ремонта стола строганием
| №
п/п |
Содержание операции | Инструменты и
приспособления |
| 1 | Зачистить поверхности 3 и 5 от задиров и забоин | Контрольная линейка, напильник, шабер |
| 2 | Установить стол на строгальный станок поверхностями 3 и 5 и выверить параллельность ходу станка | Болты, планки, ключи гаечные, индикатор со штативом |
| 3 | Строгать зеркало стола, снимая минимальный слой металла | Резец широколезвийный, контрольная линейка, щуп |
| 4 | Строгать Т-образные пазы | Резец, набор плоскопараллельных мер длины, индикатор |
| 5 | Строгать поверхность 13, снимая минимальный слой металла. При отсутствии повреждений поверхность 13 не строгать | Резец, индикатор со штативом |
| 6 | Переустановить стол на строгальный станок, располагая поверхностями 3 и 5 вверх, и закрепить без деформации | Индикатор со штативом, болты и планки |
| 7 | Строгать поверхности 1, 2, 6 и 7 направляющих, снимая минимальный слой металла до устранения следов износа | Резцы, индикатор со штативом, контрольная линейка, щупы, приспособление |
| 8 | Строгать поверхности 3 и 5 – снимать слой металла на 0,1…0,5 мм больший, чем с поверхностей 1 и 7 | Резец, индикатор, щупы |
| 9 | Выполнить декоративное шабрение поверхностей 7, 2, 6 и 7 | Набор шаберов |
Таблица 17 – Типовой технологический процесс ремонта стола шабрением
| №
п/п |
Содержание операции | Инструменты и приспособления |
| 1 | Зачистить поверхность 13 от забоин и проверить прямолинейность.
При недопустимых отклонениях шабрить |
Напильники, шаберы, порочная линейка, щупы |
| 2 | Проверить параллельность стенки ближай- шего Т-образного паза относительно поверхности 13 и зачистить от забоин и вмятин | Подставка с индикатором, напильник и шабер |
| 3 | Зачистить поверхности 5 и 3 от забоин | Напильники, шаберы, поверочная линейка |
| 4 | Установить стол поверхностями 5 и 3 на поверочную плиту | Щуп 0,04 мм, уровень с ценой деления 0,02 мм на длине 1000 мм |
| 5 | Шабрить зеркало 10 стола | Набор шаберов, поверочная плита, линейка, щуп |
| 6 | Установить стол на плите поверхностью 10 | Щуп 0,04 мм; уровень с ценой деления 0,02 мм на длине 1000 мм |
| 7 | Шабрить поверхности 1 и 7 | Поверочная линейка, подставка с индикатором |
| 8 | Шабрить поверхность 6 | Поверочная линейка, подставка с индикатором |
| 9 | Шабрить поверхность 2 | Поверочная линейка, приспособление |
| 10 | Окончательно шабрить поверхности 1, 2, 6 и 7, сопрягая их с направляющими каретки вместе с клином |
3.5.4. Ремонт каретки
При ремонте направляющих консольно-фрезерных станков восстанавливают прямолинейность всех направляющих, в том числе клиновых направляющих 2 и 8, параллельность поверхностей 1 и 4 поверхностям 5 и 7 (рисунок 24) по направлениям б – б и в – в и взаимную перпендикулярность поверхностей 3 и 6 по направлениям а – а и а1 – а1.
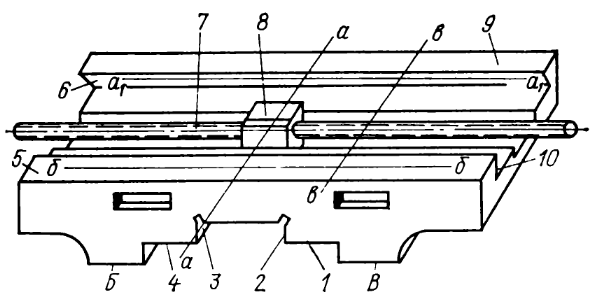
Рисунок 24 – Схема ремонта каретки стола консольнофрезерного станка
Ремонт направляющих каретки рационально производить методом установления накладок (текстолит, капрон, акрилопласт, чугун, бронзу и др.), сохраняя первоначальное взаимное расположение деталей и узлов.
Типовые технологические процессы восстановления направляющих кареток фрезерных станков приведены в таблицах 18, 19.
В таблице 18 приведён технологический процесс ремонта направляющих кареток шабрением – применяется при небольшом износе (менее 0,05 мм) направляющих. Основной недостаток – большая затрата физического труда, необходимость последующего установления соосности ходовых винтов и валов.
Таблица 18 – Типовой технологический процесс ремонта направляющих кареток шабрением
| №
п/п |
Содержание операции | Инструменты и
приспособления |
| 1 | Шабрить (предварительно) поверхности 5, 6 и 9 | Плита и линейка |
| 2 | Шабрить (окончательно) поверхности 5, 6 и 9 по отремонтированным направляющим стола | Направляющие стола, щуп 0,03 мм |
| 3 | Шабрить поверхности 1, 2, 4 сопрягая их с отремонтированными направляющими консоли | Направляющие консоли, основание с индикатором, приспособление |
В таблице 19 приведён наиболее рациональный способ восстановления направляющих кареток – установлением компенсационных накладок – особенно эффективен при повторных ремонтах, т.к. в этом случае достигается значительное сокращение трудоёмкости (почти в два раза) при высоком качестве выполнения ремонтных работ.
Таблица 19 – Типовой технологический процесс восстановления направляющих кареток установкой накладок
| №
п/п |
Содержание операции | Инструменты и приспособления |
| 1 | Зачистить поверхности Б и В от забоин | Основание с индикатором, прижимные планки и болты |
| 2 | Строгать поверхности 6 и 9, снимая слой металла толщиной на 0,5 мм меньше толщины заготовленных латунных накладок марки ЛКС803-3 | Широколезвийный резец, основание с индикатором, штангенрейсмус |
| 3 | Строгать неклиновую поверхность 5 | Широколезвийный резец, шаблон, штангенциркуль |
| 4 | Раскрепить и переустановить каретку на столе строгального станка, выверить поверхность 3 на перпендикулярность поверхности 5 стола и закрепить | Основание с индикатором, прижимные планки и болты, контрольный угольник |
| 5 | Строгать поверхности 1 и 4, снимая слой металла на 0,5 мм тоньше заготовленных накладок | Широколезвийный резец, приспособление, штангенциркуль |
| 6 | Строгать поверхность 3, снимая слой металла на 0,5 мм тоньше заготовленных накладок | Широколезвийный резец, приспособление, штангенциркуль |
| 7 | Раскрепить и снять каретку со стола | Ключи гаечные |
| 8 | Обезжирить ацетоном поверхности 1, 3 и 4 каретки и сопрягаемые с ними поверхности латунных накладок | Тампон из светлой ткани, смоченный в ацетоне |
| 9 | Приготовить эпоксидную смолу и нанести слой эпоксидного клея на подготовленные поверхности каретки и накладок | Шпатель |
| 10 | Наложить накладки на поверхности каретки и слегка притереть для удаления пузырьков воздуха | Шпатель |
| 11 | Установить каретку на направляющие консоли и выдержать под своей массой в течение 20…24 ч | Щуп |
| 12 | Наклеить накладки на поверхности 9 к 11 каретки и выполнить операции 8, 9 и 10 | Тампон из светлой ткани, смоченный в ацетоне, шпатель |
| 13 | Установить стол на направляющие каретки и выдержать в течение 24 ч | Щуп |
| 14 | Снять стол и каретку и проверить прочность крепления накладок | Молоток слесарный |
| 15 | Шабрить поверхности направляющих (накладок) 5, 6 и 9 по сопрягаемым поверхностям стола | Поверочная линейка, щуп |
| 16 | Шабрить поверхности накладок 1, 3 и 4 по сопрягаемым отремонтированным поверхностям консоли | Шабер, приспособление с поверочным угольником, индикатор с основанием, щуп |
3.6. Технология ремонта круглошлифовальных станков
3.6.1. Ремонт направляющих станины
Одной из основных баз при ремонте круглошлифовальных станков являются направляющие станины. Неточность ремонта этих направляющих приводит к неправильному положению и взаимодействию основных сборочных единиц станка.
При ремонте станины необходимо восстановить прямолинейность всех направляющих, при этом устраняют извернутость поверхностей 1 – 3 и 6 – 8 (рисунок 25). Поверхности 2, 3 и 7, 8 призматических направляющих должны быть взаимно перпендикулярны, что также необходимо восстановить. Поверхности 1 – 3 изнашиваются значительно больше поверхностей 6 – 8, поэтому первые ремонтируют финишным строганием, шлифованием или шабрением, а вторые, как правило – шабрением (таблица 16).
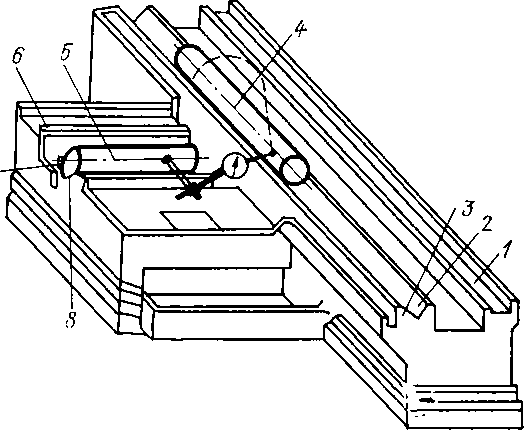
Рисунок 25 – Схема ремонта поверхностей направляющих станины
Типовой технологический процесс ремонта направляющих станины шлифованием включает себя:
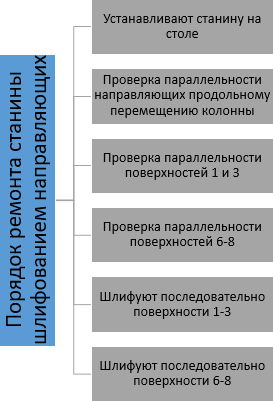
Типовой технологический процесс ремонта направляющих станины шабрением представлен в таблице 20.
Таблица 20 – Типовой технологический процесс ремонта направляющих станины шабрением
| №
п/п |
Содержание операции | Инструм енты и
приспособления |
| 1 | Установить станину на фундаменте или на стенде и выверить правильность установки | Каретка стола, уровень, приспособление |
| 2 | Шабрить поверхности 1 – 3 по поверочной линейке | Поверочная линейка, приспособление |
| 3 | Шабрить поверхность 6 – 8 и выверить на перпендикулярность направляющим для каретки | Поверочная линейка, приспособление, подставка для контрольного угольника, стойка с индикатором |
3.6.2. Ремонт стола
Стол круглошлифовального станка состоит из каретки и поворотного стола. При ремонте стола должно быть обеспечено точное прилегание сопрягаемых поверхностей каретки и стола, а также направляющих каретки с направляющими станины
Ремонт каретки (нижнего стола) – выполняется шабрением поверхностей 1 – 4 (рисунок 26, а), также шлифованием и строганием этих поверхностей.
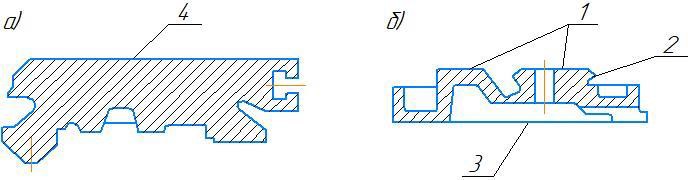
Рисунок 26 – Схема ремонта каретки: а) нижний, б) верхний
При ремонте шабрением выполняют следующие операции:

Ремонт поворотного (верхнего) стола – необходимо восстановить прямолинейность и плоскостность поверхностей 1 и 3 (рисунок 26, б), а также их взаимную параллельность. Кроме того, восстановить прямолинейность поверхности 2.
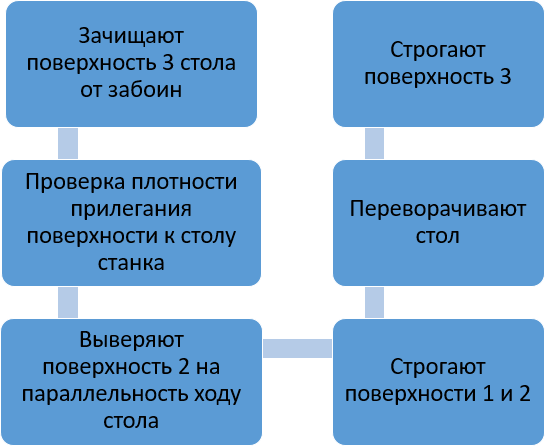
Ремонт поверхностей целесообразно осуществлять строганием и включает последовательность следующих операций:
3.6.3. Ремонт гидроцилиндра
(рисунок 27) во многом зависит плавность передвижения стола шлифовального станка по направляющим станины. Поэтому при ремонте станка необходимо проверить износ отверстия гидроцилиндра на всей его длине с помощью индикаторного нутромера.
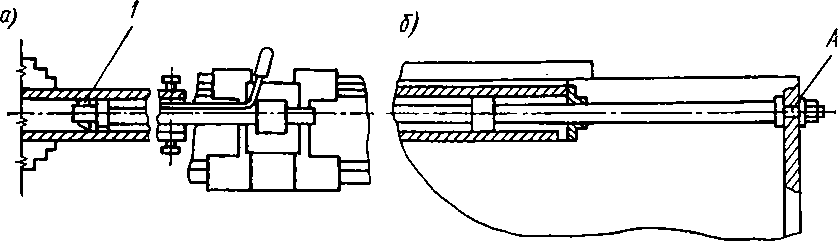
Рисунок 27 – Гидроцилиндр: а) расточка отверстия цилиндра; б) расточка отверстия на станине
Ремонт осуществляют двумя способами:
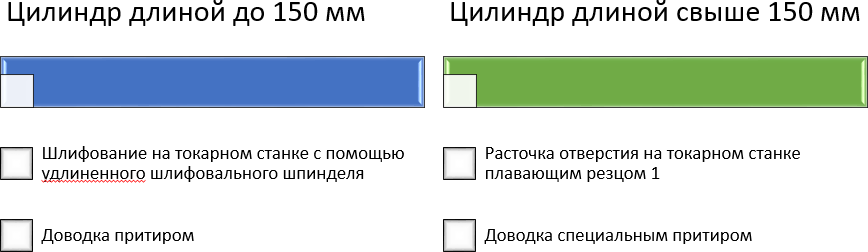
3.6.4. Ремонт передней и задней бабок
Выполняется после установки и регулировки шпинделя в своих подшипниках.
Последовательность ремонта согласно рисунку 28 состоит из следующих операций:
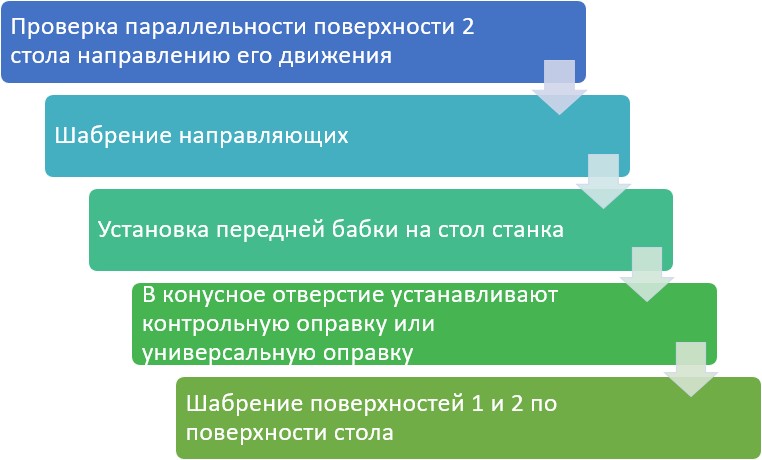
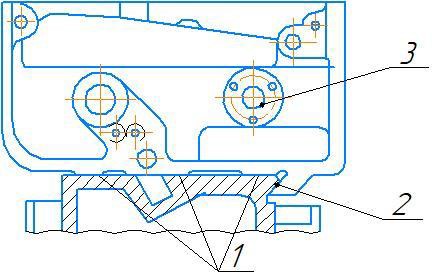
Рисунок 28 – Схема ремонта передней бабки
Ремонт задней бабки – включает работы по восстановлению точности отверстия под пиноль, точности прилегания направляющих к поверхности стола и параллельности оси, проходящей через центры передней и задней бабок, направлению движения стола.
Точность отверстия под пиноль восстанавливают доводкой притирами, растачиванием с последующей доводкой пастами и акрилопластом. В доведенное отверстие задней бабки устанавливают отремонтированную или вновь изготовленную пиноль, которая должна свободно перемещаться, без заеданий. Зазор между поверхностью пиноли и корпусом задней бабки составляет 3…5 мкм.
В конусное отверстие пиноли собранной задней бабки устанавливают конусную оправку, цилиндрическая часть которой может иметь биение 0,02 мм – на длине 300 мм и 0,01 мм – у торца пиноли.
3.6.5. Ремонт шлифовальной бабки
При ремонте шлифовальной бабки необходимо восстановить точность вращения шпинделя в подшипниках, параллельность и перпендикулярность оси шпинделя к направляющим корпуса бабки и расположение его оси на одной высоте с осью шпинделя передней бабки и с осью пиноли задней бабки. Поэтому ремонт следует начинать о восстановления шпинделя и его опор и завершать пригонкой направляющих.
4. Инструменты и приспособления для ремонта станков
По мере роста требований к качеству ремонта станков особое значение приобретают средства измерения отклонений от заданной точности. При этом главным показателем правильности выбора методов и средств контроля
является отношение погрешности измерения к допуску на измеряемый размер. Для установления рациональных средств контроля нужно знать контролируемые параметры, допустимые отклонения от заданных величин, погрешность измерительного средства, при котором результаты проверки искажаются настолько незначительно, что контролируемые размеры можно принять за действительные для данных производственных условий ремонта.
Большое значение для повышения качества ремонта придаётся контролю величин отклонений от геометрических форм деталей и сборочных единиц оборудования, так как от точности показателей по прямолинейности, плоскостности, перпендикулярности, параллельности поверхностей, извёрнутости направляющих, соосности отверстий зависит точность движения рабочих органов станка, несущих заготовку и инструмент, и точность формы, постоянство размеров и шероховатость поверхности обработанного образца.
4.1. Слесарные инструменты
Классификация слесарных инструментов:
- измерительные приборы;
- инструменты для разметки;
- приспособления общего назначения;
- слесарно-сборочный инструмент.
Слесарные молотки применяются для рубки, гнутья, правки металла. Вес их выбирается в зависимости от толщины обрабатываемого металла; наиболее распространены молотки весом от 200 до 600 г. (рисунок 29).

Рисунок 29 – Виды слесарных молотков
Деревянные молотки предназначаются для обработки ударами мягкого листового металла и в других случаях; когда применение стальных молотков может повредить поверхность изделия или оставить на ней следы ударов в виде забоин, наклёпа или расплющивания.
Молотки свинцовые, медные и т.п. предназначаются для выполнения сборочных работ, когда нужен сильный и в то же время мягкий удар.
Зубила – инструмент, применяемый для рубки металла, когда не требуется высокой точности обработки (рисунок 30).
Слесарные бородки (рисунок 31) применяются для пробивки отверстий в тонком листовом металле, для выколотки штифтов при расклёпке цепи и т.п.

Рисунок 30 – Зубило слесарное

Рисунок 31 – Слесарные бородки
Напильники применяются для опиловки вручную всевозможных деталей (рисунок 32). Напильники делятся:
а) в зависимости от формы поперечного сечения на плоские, квадратные, трехгранные, полукруглые, круглые, овальные, ножовочные и ромбические;
б) в зависимости от числа насечек на 1 погонный см на: драчевые, личные и бархатные.
Ручные дрели (рисунок 33) используются в тех случаях, когда не представляется возможным поместить на стол сверлильного станка узел или деталь, предназначенную для сверления.
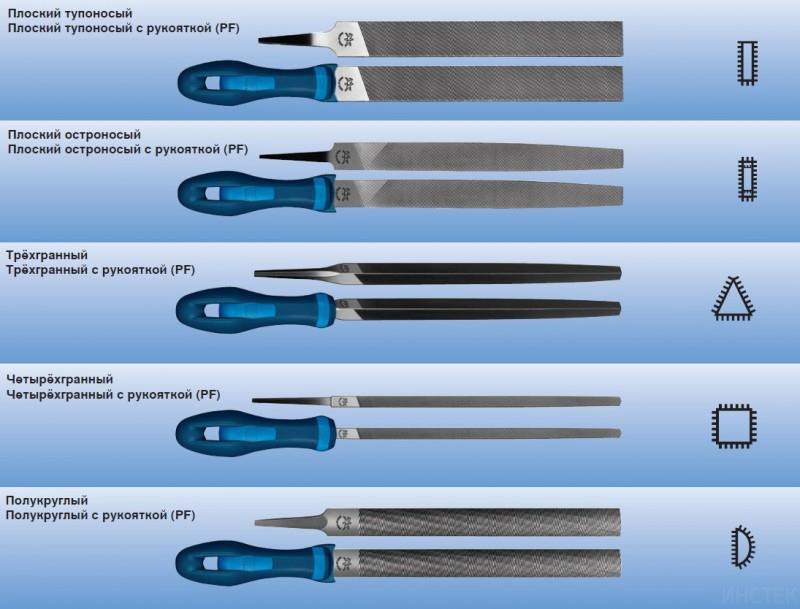
Рисунок 32 – Виды напильников

Рисунок 33 – Ручная дрель
Метчики предназначаются для нарезания резьбы в отверстиях (рисунок 34). Метчики в зависимости от назначения подразделяются на:
- ручные слесарные (два или три метчика в комплекте);
- гаечные – для нарезания гаек (с коротким и длинным хвостом).
По виду нарезаемой резьбы ручные метчики разделяются на метрические и дюймовые, а по направлению винтовой нарезки – на правые и левые. Для работы метчиками необходимы специальные воротки.
Плашки (рисунок 34) применяются для нарезания или калибровки наружной резьбы вручную или на станках путём навинчивания инструмента на деталь. В зависимости от конструктивных форм и их назначения плашки разделяются на следующие три типа:
- а) круглые (прогонки, лерки);
- б) раздвижные (клупповые);
- в) плашки с самооткрывающимися резьбонарезными головками.
Для закрепления круглых плашек при нарезании резьбы требуются специальные воротки, а для раздвижных плашек – клуппы (рисунок 34).

Рисунок 34 – Метчики и плашки
В слесарные инструменты входят несколько типов отвёрток (рисунок 35), которые отличаются видом лезвия, размером и диаметром:
- плоские (прямошлицевые);
- крестообразные;
- специализированные – применяются при работе со шлицами повышенной сложности.

Рисунок 35 – Виды отвёрток
В процессе выполнения слесарно-сборочных операций применяют различный шарнирно-губцевый инструмент. К нему относят пассатижи, плоскогубцы, круглогубцы, щипцы, клещи (рисунок 36).
Рисунок 36 – Шарнирно-губцевый инструмент
Самыми распространёнными инструментами при разборке и сборке резьбовых соединений шестигранных и четырёхгранных гаек, болтов и винтов с соответствующими головками являются (рисунок 37):
- гаечные ключи с открытым зевом;
- накидные гаечные ключи с закрытым зевом;
- комбинированные (с открытым и кольцевым зевами).
- торцевые ключи со сменными головками (стержневые прямые односторонние и двусторонние, стержневые изогнутые односторонние);
- ключи с радиальными пазами или торцовыми отверстиями;
- трещоточные и шарнирные ключи (динамометрические или предельные).

Рисунок 37 – Инструменты для разборки и сборки резьбовых соединений
Шабер – слесарный металлорежущий инструмент, предназначенный для шабрения металлических изделий (рисунок 38), т.е. соскабливание неровностей, в результате чего достигается выравнивание поверхности, придание ей максимальной гладкости. Этот процесс позволяет добиться минимальной степени шероховатости поверхностей деталей, придать им точные геометрические параметры.

Рисунок 38 – Виды шаберов
В зависимости от типа выполняемых операций шабер применяется:
Шабрить можно как плоские, так и криволинейные (включая вогнутые) поверхности и кромки.
Принцип финальной обработки шабером заключается в соскабливании слоя материала подобно работе стамеской, при этом допускаются движения инструментом как «от себя», так и «на себя». Последний способ считается предпочтительным из-за более высокой производительности.
Кроме технического использования существует и отделочное применение шабера. В этом случае инструмент применяется для создания рисунка или узора на металле.
Обработка поверхностей методом шабрения подразумевает плотное герметичное прилегание между инструментом и обрабатываемой деталью, поэтому применяют его в работе только с:
При работе с металлическими деталями технологию шабрения, а также конфигурацию инструмента определяет, кроме прочего, твёрдость обрабатываемого материала (таблица 21).
Таблица 21 – Конфигурация шабера
| № п/п | Обрабатываемый материал | Длина, мм | Ширина рабочей части,
мм |
Вес, г. | Угол заострения,
° |
Маркировка |
| 1 | Сталь | 190 –
550 |
5 – 75 | 100
– 600 |
75…90° | Синий |
| 2 | Бронза, | 90° и более | Жёлтый | |||
| Чугун | Красный | |||||
| 3 | Алюминий, | 35…40° | Зелёный | |||
| Латунь | Красный | |||||
| Пластик | Жёлтый |
Среди классических шаберов встречаются двухсторонние варианты, где рабочие элементы расположены с обеих сторон от рукояти и универсальные.
Также для обработки широких плоскостей используется дисковый инструмент, где в роли рабочей части выступает твёрдосплавный заточенный диск, диаметр составляет в среднем 50 – 60 мм при толщине 3 – 4 мм.
В промышленности наряду с ручным инструментом чаще используют:
Пневмоскребок (пневмошабер) – в небольшом корпусе расположен ударный механизм с поршнем, который передаёт поступательные движения определённой частоты на съёмную насадку – зубило (рисунок 39). Инструмент приводится в работу сжатым воздухом, а потому к его тыльной части подключается пневматический шланг компрессора. В среднем рабочая частота достигает 2,2 – 4,5 тыс. колебаний в минуту, расход воздуха – около 100 … 115 л/мин.

Рисунок 39 – Пневмоскребок
Электроскребок (электрошабер) – инструмент со встроенным электродвигателем, работающий от аккумулятора или сети (рисунок 40). Может использоваться как электрическое долото или зубило. Средняя потребляемая мощность, в зависимости от модели, составляет 150 – 350 Вт.

Рисунок 40 – Электроскребок
Габариты пневматических и электрических вариантов соотносятся с характеристиками среднеразмерных дрелей.
4.2. Универсальное приспособление для дуплексации подшипников качения
Во всех типах современных металлорежущих станков имеются шпиндели, монтированные на подшипниках качения. При сборке таких узлов в процессе ремонта важно тщательно комплектовать пары подшипников в целях получения жёсткой и точной установки и компенсирования неточностей изготовления подшипников по ширине колец и углу контакта. Назначение и соблюдение рациональных зазоров или натягов в опорах обеспечивают необходимую геометрическую точность и жёсткость механизма.
При подборе комплекта подшипников необходимо создать плотный контакт между телами качения, установив оптимальную упругую деформацию, и после этого произвести замеры расстояния между торцами колец, по результатам которых точно изготовляют дистанционное распорное кольцо или шлифуют и доводят выступающие торцы колец подшипников. Для точного замера величин относительных осевых смещений колец радиальных шарикоподшипников, радиально-упорных шарико- и роликоподшипников, собираемых с предварительным натягом, создаются специальные приборы и приспособления.
Универсальное приспособление (рисунок 41) позволяет осуществить точные измерения величин относительных осевых смещений торцов колец комплекта подшипников по любой из трёх схем взаимной ориентации опор в шпиндельной сборочной единице при заданной нагрузке в пределах 20…5000 Н.
Рисунок 41 – Универсальное приспособление для дуплексации подшипников качения
4.3. Приспособления для определения зазоров и жёсткости шпиндельных групп
При ремонте шпиндельных групп станков жёсткость их деталей, предусмотренная конструкцией, как правило, не изменяется. Однако имеет место нарушение характера сопряжения деталей, снижается контактная жёсткость из-за появившихся «вредных» зазоров, что отрицательно сказывается на жёсткости шпиндельной группы в целом. Поэтому при ремонте весьма важно своевременно определить характер жёсткости, выявить размеры зазоров и принимать рациональное решение метода исправления.
Сборка и регулировка шпиндельной группы производиться высококвалифицированными специалистами. Регулировку подшипников следует осуществлять после проверки шпиндельной группы на жёсткость.
При определении зазора в переднем подшипнике шпинделя токарно- винторезного станка используют устройство для определения зазора в переднем подшипнике шпинделя (рисунок 42). Однако упущен вопрос проверки зазоров в задней опоре шпинделя.
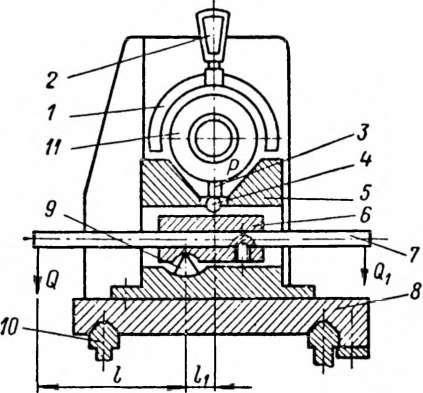
Рисунок 42 – Устройство для определения зазора в переднем подшипнике шпинделя: 1 – скоба; 2 – индикатор; 3 – нажимной палец; 4 – шарик; 5 – призма; 6 – втулка; 7 – рычаг; 8 – основание; 9 – станина станка; 10 – нож; 11 – шпиндель станка
Многочисленными экспериментами установлено, что наиболее точные показатели при измерениях зазоров и жёсткости получаются вследствие нагружения шпинделя поочерёдно в две противоположные стороны как в радиальном, так и в осевом направлениях применяют гидродинамометр (рисунок 43), отвечающий вышеприведённым требованиям и обеспечивающий нагружение с усилием от 200 до 20000 Н.
Динамометр содержит корпус 5, поршень 16 с манжетами 19, золотник 6, манометр 8, гайки 3 и 14 с хвостовиками для соединения с переходником 1 посредством фиксатора 2, заглушки 4 и 12, вилку 17 у соединённую с поршнем через стержень 18. С обеих сторон золотника и поршня имеются камеры 15 к 20 и две камеры 11 с каналами 13. Указанные ёмкости заполнены минеральным маслом, служащим для передачи усилия на шпиндель, которое контролируют по показаниям стрелки манометра.
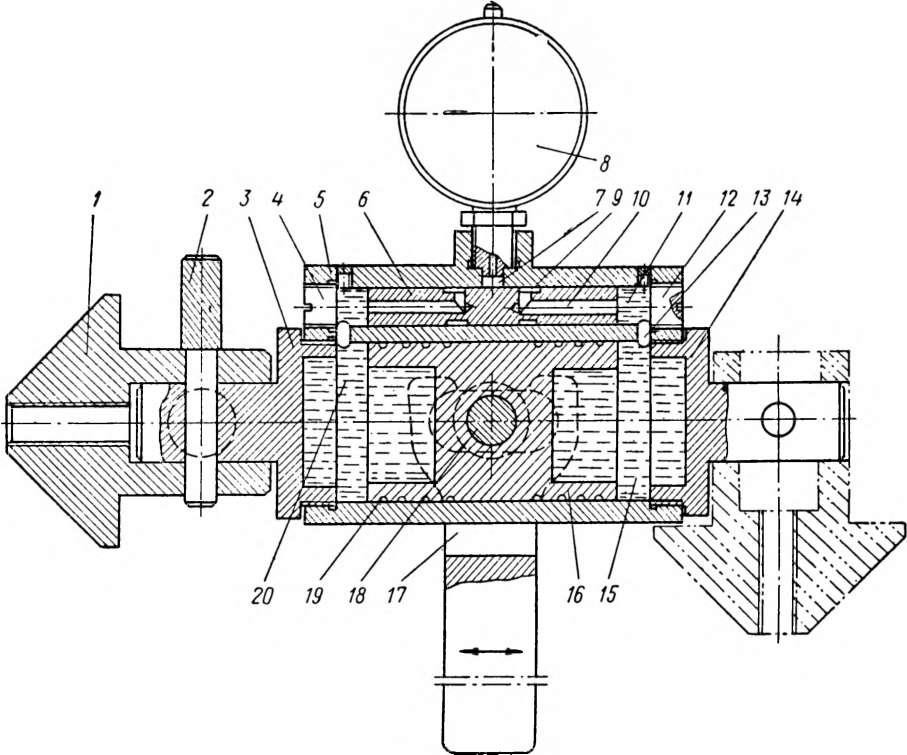
Рисунок 43 – Гидродинамометр для проверки шпиндельных узлов
4.4. Специальные приспособления для измерения параметров станков при ремонте
При ремонте станков часто возникает необходимость осуществлять измерение их параметров в различных условиях, для чего целесообразно пользоваться приспособлениями.
Подставку для уровня (рисунок 44) применяют, когда возникает необходимость определения непрямолинейности или извёрнутости направляющих станков при отсутствии базовой поверхности для установки уровня или когда поверхность расположена не строго горизонтально.
Применяют подставки различных конструкций, предназначенные для установки и выверки уровня, после чего производят измерения.
Подставка (рисунок 44, а) представляет собой основание с шарнирно соединённой и регулируемой винтом площадкой с закреплённым уровнем. Подставку устанавливают на каретке, столе или другом узле станка и регулируют положение уровня по шкале основной ампулы. Затем производят измерение, перемещая узлы станка.
На рисунке 44, б изображена другая подставка, которую можно закреплять на различных деталях станков, контрольных линейках и мостиках. Положение уровня регулируют двумя винтами.
На рисунке 44, показана подставка, основанием которой является планка 1 с площадкой 2 для уровня. Опорой площадки служит шарик 3.
Положение площадки с уровнем регулируют четырьмя винтами 4. Подставку применяют, когда возникает необходимость проверить прямолинейность плоских горизонтально расположенных поверхностей. Её используют так же, как и рассмотренные выше подставки.
Применение таких устройств создаёт удобства при пользовании уровнем, сокращает затраты времени на его выверку, которая обычно производится путём установления подкладок под уровень.
Эту подставку удобно использовать при проверке прямолинейности направляющих собранных станков, для чего её устанавливают на поверхности подвижного узла. Для большей устойчивости подставки на поверхности 5 закрепляют магниты.
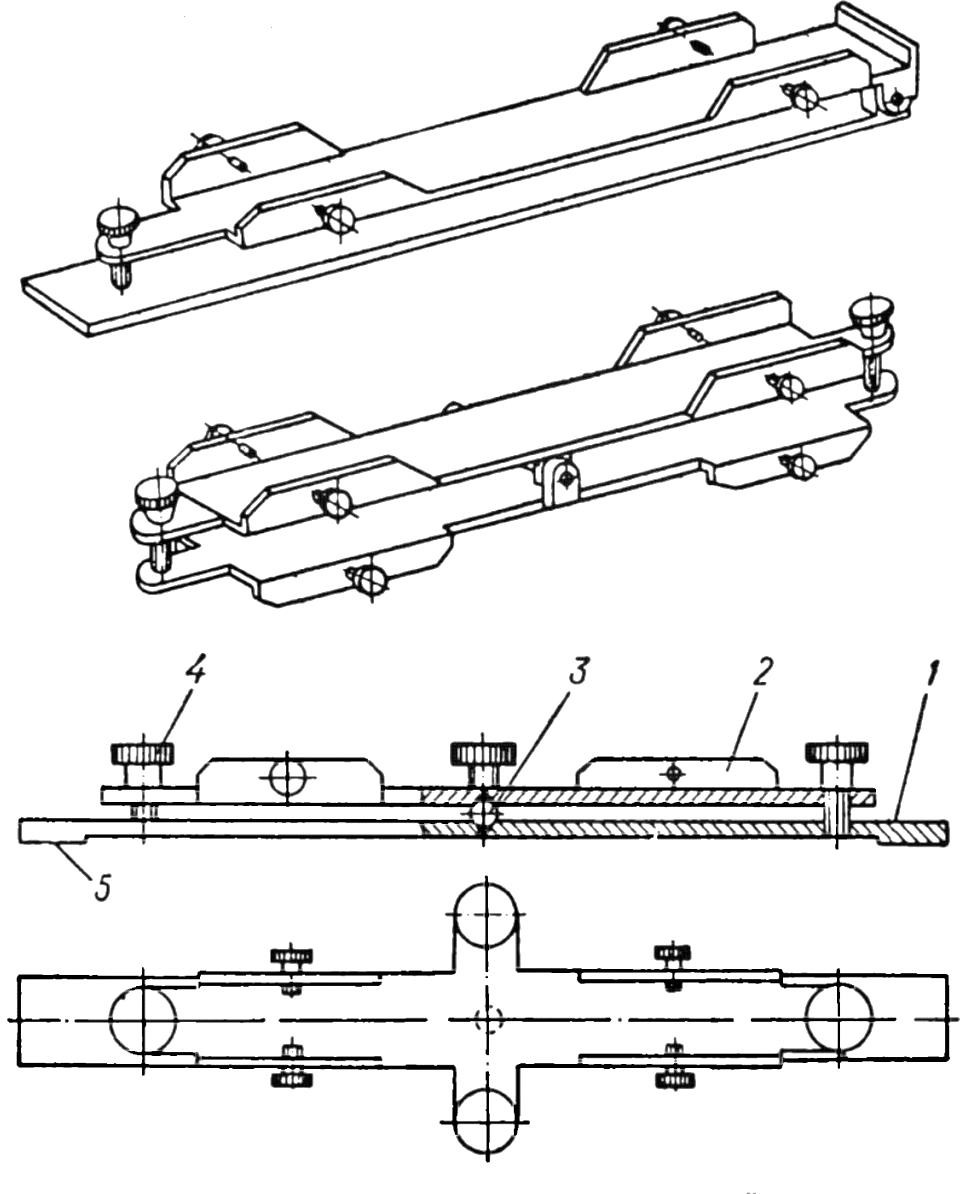
Рисунок 44 – Подставка для уровня
4.5. Моментомеры для контроля усилия движения механизмов оборудования
В процессе технического обслуживания и ремонта станков и особенно станков, оснащённых устройствами ЧПУ, все большее применение находят моментомеры (рисунок 45). Их используют для контроля: величины усилии, прилагаемых к рычагам и рукояткам ручного управления; крутящих моментом (Мкр) силовых и предохранительных фрикционных муфт разных типов; передаваемых моментов передач с бесшпоночными соединениями и винт-райка качения (ВГК).

Рисунок 45 – Моментомер для контроля усилия движения механизмов оборудования
Моментомеры также используют для регламентированного нагружения беззазорных зубчатых передач в целях определения люфтов и др.
4.6. Приспособления для контроля натяжения ремней приводов
При эксплуатации приводов оборудования с ремёнными передачами важно обеспечить правильное начальное натяжение и равномерное нагружение всех ремней, так как это влияет на длительность нормальной эксплуатации ремней и механизмов.
Сильно натянутые ремни чрезмерно давят на оси и подшипники, сокращая срок службы сборочных единиц. Особенно отрицательно это влияет на шпиндельные механизмы и валы, работающие на опорах скольжения, так как при этом образуется повышенное трение в сопрягаемых парах, появляются усиленный нагрев и схватывание поверхностей скольжения, повышается расход электроэнергии. При слабо натянутых ремнях снижается КПД передачи и происходит усиленное изнашивание ремней и ободов шкивов из-за проскальзывания (пробуксовки).
Для контроля натяжения ремней приводов применяют приспособление на рисунке 46.

Рисунок 46 – Приспособление для контроля натяжения ремней
4.7. Приспособления для обкатки сборочных единиц шпинделей
Собранный после ремонта станок подвергают обкатке (приработке), целью которой является улучшение качества поверхности трения. Приработка особенно важна для втулок, подшипников, губчатых колёс и других подобных деталей, а также направляющих. Вначале шпиндель обкатывают на холостом ходу, а затем – с приложением нагрузки, которую постепенно увеличивают. Длительность процесса обкатки зависит в основном от качества пригонки сопряжённых поверхностей. Чем лучше произведена пригонка, тем меньше времени нужно на приработку. К сборочной единице шпинделя любого станка предъявляются высокие требования по точности вращения и жёсткости опор и поэтому эту сборочную единицу обкатывают особо тщательно.
Исследования, проведённые показали, что время на обкатку сборочной единицы передней бабки токарного станка можно резко сократить при нагружении шпинделя. Для этой цели применяется специальное приспособление, представляющее собой устройство c двумя динамометрическими пружинами.
Приспособление (рисунок 47) состоит из конусного хвостовика 1, соединённого с подвижным корпусом 3 через радиальный и упорный шарикоподшипники, помещённые в корпусе 2, и подвижного стакана 7. На корпусе и стакане имеются шкалы нагрузки с обозначениями от 100 до 2000 Н, а внутри корпуса и стакана помещены тарированные пружины 4 и 5. Приспособление конусным хвостовиком 1 устанавливают в отверстие шпинделя 5, а стакан упирают торцом в резцедержатель 6 станка. Передвигая поперечные салазки суппорта к центру шпинделя, на последнем создают радиальную нагрузку.
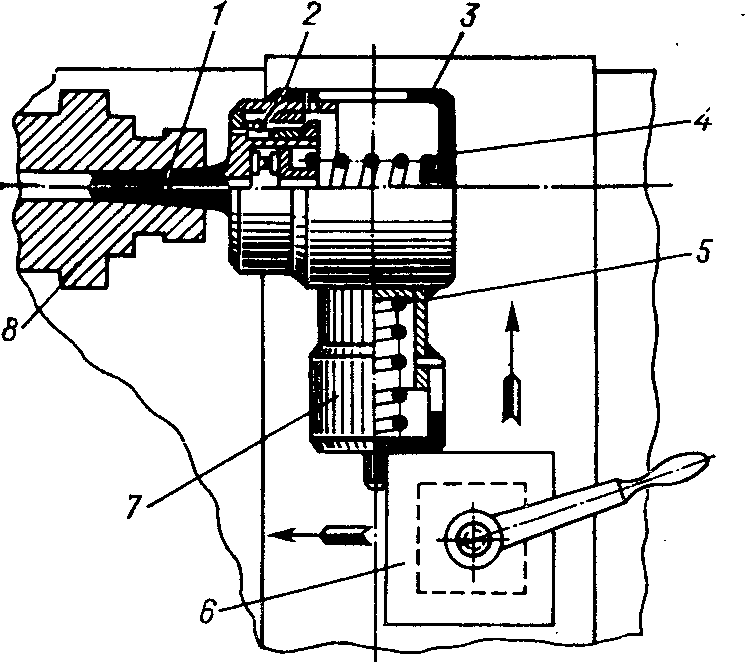
Рисунок 47 – Приспособление для обкатки
На рисунке 48 показано новое гидравлическое приспособление, предназначенное для обкатки сборочных единиц шпинделей. Оно отличается компактностью, простотой конструкции, удобством пользования и развиваемым усилием до 20 кН.
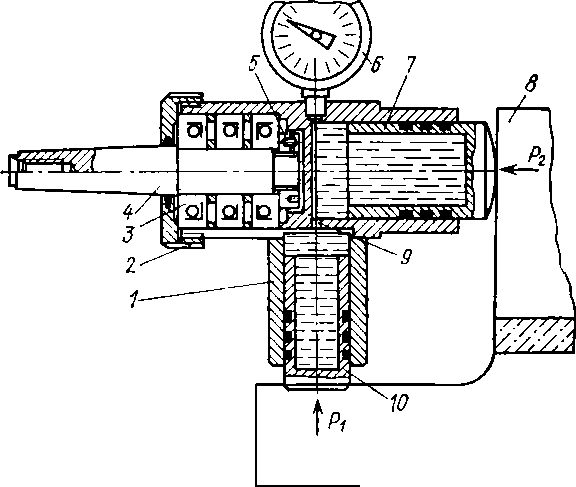
Рисунок 48 – Гидравлическое приспособление для обкатки групп шпинделей
Приспособление представляет собой сварной корпус 1 Т-образной формы, в который в монтирован хвостовик 4 на трёх радиально-упорных подшипниках 3. Последние закреплены в корпусе гайкой 2 и на хвостовике –
гайкой 5. В цилиндрах корпуса взаимно перпендикулярно расположены поршни 7 и 10 с уплотнительными кольцами. Поршень 10 оснащён опорным плечиком для предохранения приспособления от поворота. Полости цилиндров соединены каналом 9 и заполнены индустриальным маслом ГОСТ 20799.
Диаметры поршней выполнены таким соотношением, что при нагружении одного из поршней создаётся задаваемое давление (МПа), которое уравновешивается в обеих полостях после того, как второй поршень достигнет упора. В результате создаётся осевое и радиальное усилия (кН) с соотношением 1:2, что соответствует ГОСТ 7895 «Станки токарные общего назначения, нормы жёсткости».
4.8. Приспособления для механизации ремонта направляющих станков
При восстановлении поперечных направляющих кареток токарных станков строганием, фрезерованием или шлифованием применяется приспособление (рисунок 49). Оно весьма просто по конструкции и может использоваться при ремонте различных по размерам и форме кареток.
Приспособление состоит из двух подставок 1 и 2, изготовленных из чугуна. Подставка 1 снабжена Т-образными пазами для болтов и прижимов. Подставка 2 имеет меньший размер по высоте по сравнению с подставкой 1 и также имеет пазы для прижимов. В среднем пазу подставки 2 располагают два домкрата 3.
Подставки приспособления устанавливают на стол строгального станка без крепления. Каретку 5 накладывают на подставки, располагая плоскостью 6 (для фартука) на подставке 1, а поверхностью 4 – на домкратики. Затем по контрольному валику, установленному в отверстии каретки для винта поперечной подачи (на рисунке не показан), определяют непараллельность поверхности стола (индикатором методом засечек), которая допускается не более 0,02 мм на длине 300 мм. Каретку закрепляют прижимами и дополнительно определяют точность установки, которая не должна изменяться. После этого приспособление вместе с закреплённой кареткой выверяют по контрольному валику на параллельность ходу стола станка, также добиваясь параллельности, допуская отклонение не более 0,02 мм на длине 300 мм. Далее приспособление закрепляют на столе станка и производят обработку (строганием, фрезерованием или шлифованием) поперечных направляющих каретки. При этом обеспечивается параллельность поперечных направляющих каретки к оси винта поперечной подачи и к плоскости для крепления фартука на каретке, что исключает дальнейшую ручную пригонку поверхностей.
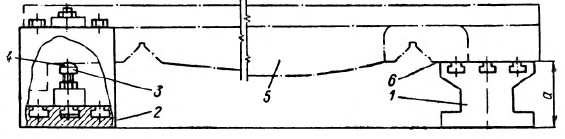
Рисунок 49 – Приспособление для восстановления направляющих кареток механической обработкой
4.9. Приспособление для ремонта направляющих кареток суппортов
Приспособление предназначено для установки кареток токарно- винторезных станков разных типов и размеров при обработке их поперечных направляющих чистовым строганием, шлифованием или скоростным чистовым финишным фрезерованием. Двухступенчатое основание 7 приспособления (рисунок 50) – облегчённой конструкции с пазами и рёбрами жёсткости. В трёх пазах нижней его ступени, изготовленной из серого чугуна, установлены три домкрата, состоящие из подвижных опор с винтами 11 и регулировочными гайками 10. В среднем пазу также подвижно установлено зажимное устройство, которое состоит из болта, ввинченного в подвижную гайку, и упорного винта с подпятником и клеммой. На нижней ступени основания неподвижно закреплена верхняя ступень, представляющая собой калёную опорную площадку с тремя Т-образными пазами 9, в каждом из которых подвижно размещены гайки с винтами.
При использовании приспособление устанавливают на столе станка и размещают на нем подлежащую обработке каретку, поверхность 6 которой (для крепления фартука) базируется на верхнюю опорную площадку и закрепляется на ней винтами и гайками через отверстия 8 каретки, предназначенные для крепления фартука и совпадающие с одним или двумя пазами опорной площадки. Под поверхность 12 подводят подвижные домкраты и регулируют их гайками 10 так, чтобы обеспечить лёгкий подпор для исключения деформации каретки при закреплении её зажимным устройством 14. С помощью индикатора (на рисунке не показан) выверяют поверхность 13 закреплённой каретки – она должна быть расположена параллельно движению стола в поперечном направлении (допускается отклонение до 0,03 мм по всей длине). Эту выверку можно осуществить по контрольной оправке, которую устанавливают в отверстие 5 каретки. После этого приспособление закрепляют на столе станка с помощью зажимного устройства и винтов с гайками.
Поперечные направляющие типа «ласточкин хвост» рекомендуется обрабатывать скоростным фрезерованием специальной угловой фрезой 15 с режущими пластинками из твёрдого сплава (скорость резания 4…5 м/с; подача 300 мм/мин). Сначала за один или два рабочих хода обрабатывают одновременно поверхности направляющих 1 и 2, затем 3 и 4 (или наоборот).
Достигаемая точность обработки находится в пределах 0,01…0,03 мм, а шероховатость поверхностей Ra 1,25. Поперечные направляющие после обработки взаимно параллельны, а также параллельны оси отверстия 8 и поверхности с пазами 9.
Применение рассмотренного приспособления позволяет значительно сократить трудоёмкость восстановления изношенных направляющих кареток, а также исключает необходимость изготовления и применения контрольных оправок, обычно устанавливаемых в отверстие 5 для восстановления параллельности направляющих оси винта. На установку приспособления и каретки затрачивают 10…15 мин и примерно столько же – на обработку поверхностей.
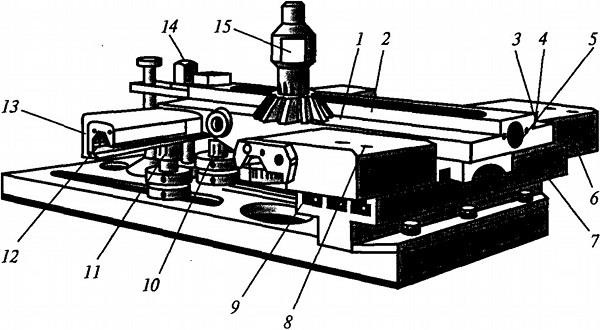
Рисунок 50 – Приспособление для ремонта направляющих кареток суппортов с установленной кареткой: 1…4 – направляющие каретки; 5 и 8 – отверстия; 6, 12 и 13 – поверхности каретки; 7 – основание; 9 – Т-образный паз; 10 – гайка; 11 – винт; 14 – зажимное устройство; 15 – фреза
4.10. Приспособление для шабрения направляющих станков
Приспособление для шабрения направляющих крупногабаритных станков. Пригонка сопрягаемых поверхностей станков (станин и столов, ползунов и кареток) шабрением является весьма трудоёмкой, особенно при больших габаритах и большом весе деталей, так как последние приходится многократно поднимать и кантовать для определения мест шабрения по краске. С целью облегчения процесса пригонки направляющих столов к направляющим станин при ремонте крупногабаритных станков применяется универсальное приспособление, представленное на рисунке 51.
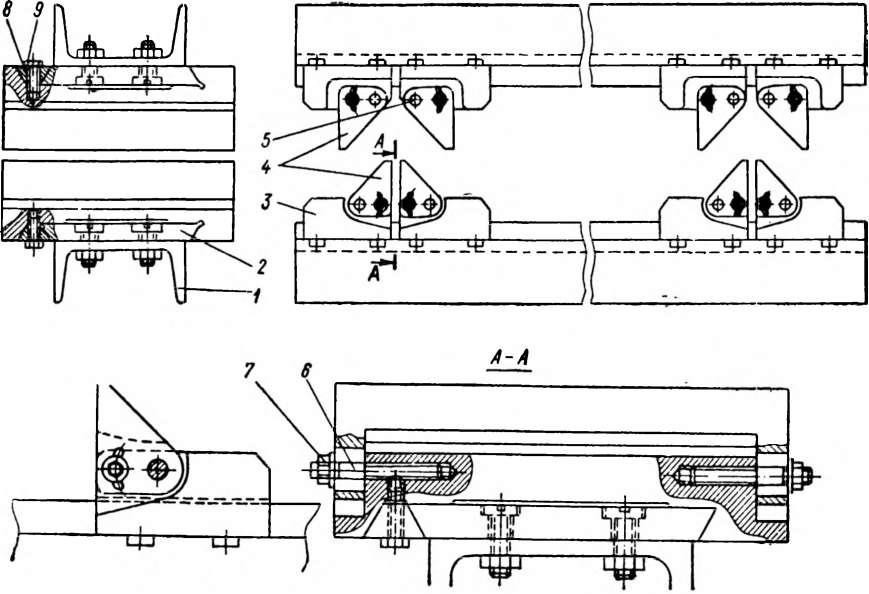
Рисунок 51 – Приспособление для шабрения направляющих
Приспособление состоит из двух частей, одна из которых служит шаблоном, а другая – контршаблоном. Каждая из частей приспособления имеет основание 1, на котором укреплена направляющая 2. По направляющей перемещаются четыре ползуна 3 с несущими кулаками 4. Кулаки прикреплены к ползунам при помощи шпилек и гаек. Кулаки могут вращаться на осях 5, ввёрнутых в ползуны. Закрепление ползунов на основании осуществляется гайками 7 и шпильками 6. Кулаки взаимозаменяемы и могут устанавливаться на ползунах в различных сочетаниях.
При работе приспособление помещают на отремонтированные направляющие станины, производят установку ползунов по размерам направляющих и закрепляют винтами 9 через клин 8. После этого регулируют положение кулаков, разворачивая их на осях и закрепляя так, чтобы кулаки плотно сопрягались с поверхностями станины.
4.11. Мерительные инструменты
Для контроля геометрических размеров и формы деталей необходимо иметь набор мерительных инструментов (рисунок 52), к числу которых относятся рулетка, складные стальные метры, масштабные линейки, штангенциркули с верхним пределом измерения 100 – 150 – 200 мм, микрометры с пределами измерения 0 – 25 и 25 – 50 мм, поверочная плита.

Рисунок 52 – Мерительные инструменты
4.12. Универсально-сборные контрольно-измерительные приспособления
Применяемые при ремонтных работах специализированные приспособления требуют много места для их хранения и усложняют работу ремонтных слесарей. В этом отношении более выгодными являются универсальные приспособления, выполненные по типу универсально- сборных приспособлений (УСП).
Одним из таких приспособлений является УСП для выполнения ряда контрольно-поверочных операций в процессе ремонта отдельных узлов и агрегатов в целом. Оно применяется для проверки прямолинейности, извёрнутости, параллельности и перпендикулярности плоских, призматических, углообразных, сферических и других форм направляющих, отличающихся размерами (рисунок 53).
Кроме того, с его помощью можно определить параллельность осей, валов, винтов и шпинделей направляющим станков.
Сменные опоры представляют собой валики (рисунок 54, б), планки (рисунок 54, в и 54, г), оснащённые резьбовыми подставками для соединения с гайками и используются в зависимости от формы направляющих.
Съёмные корытообразные площадки скрепляются с универсальным мостиком шарнирно и служат для установки уровней или контрольных угольников.
Угловую приставку 4 рисунок 54, а) используют для создания из УСП углового мостика, необходимого для проверки прямолинейности, параллельности и извёрнутости вертикально расположенных направляющих. Для этого приставку скрепляют с универсальным мостиком 1 барашками 2 и 3 и монтируют на ней резьбовую колонку 5, которую снимают с универсального мостика.
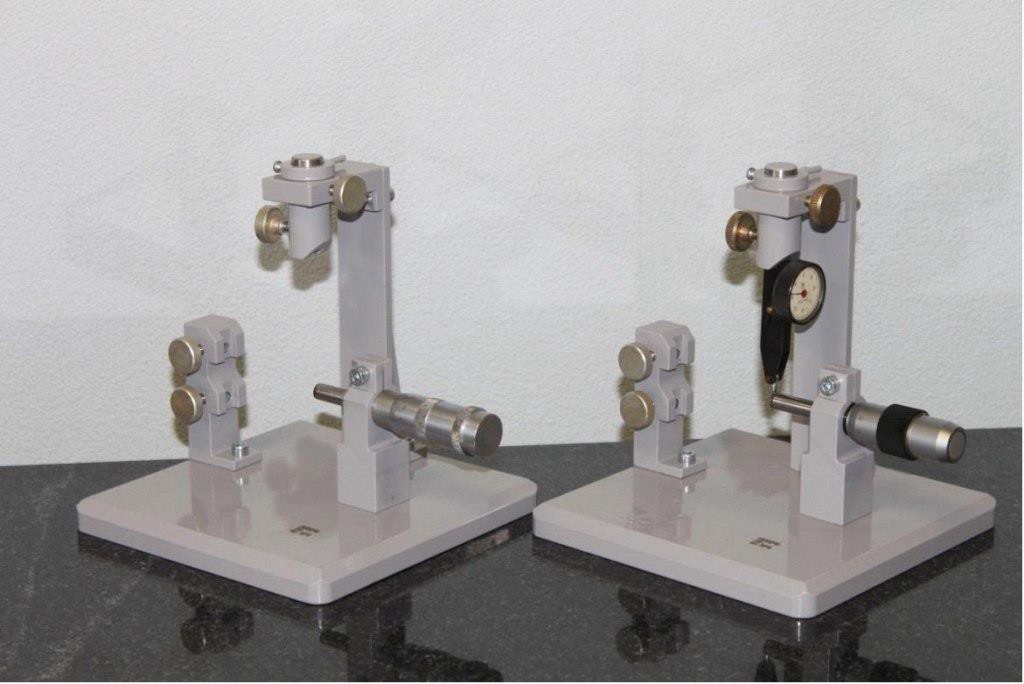
Рисунок 53 – Универсально-сборное приспособление для контрольно-поверочных операций
Удлинитель используют, когда расстояние между направляющими станка больше длины между опорами. При этом на длинном плече последнего закрепляют удлинитель, в пазу которого располагают колонку.
Для получения стабильных показателей при работе с удлинителем рекомендуется создать на приспособлении нагрузку 50…100 Н.
Для проверки перпендикулярности горизонтально расположенных направляющих (кареток станков, станин шлифовальных, расточных и других станков) на корытообразные подставки устанавливают контрольные угольники, одну из граней которых выверяют на параллельность движению основания по направляющим.
После этого вторая грань угольника становится базой и используется для проверки. Основание приспособления (универсальный мостик) в сочетании с рассмотренными дополнительными устройствами с успехом применяется для выполнения многих контрольно-поверочных операций, ряд которых перечислен ниже. При этом необходимо произвести соответствующую наладку УСП и надёжно закрепить устанавливаемые устройства.
УСП можно использовать для проверки параллельности направляющих поверхностей с помощью индикаторов. Для этого на основание устанавливают магнитные стойки или другие державки (рисунок 54, д) с индикаторами.
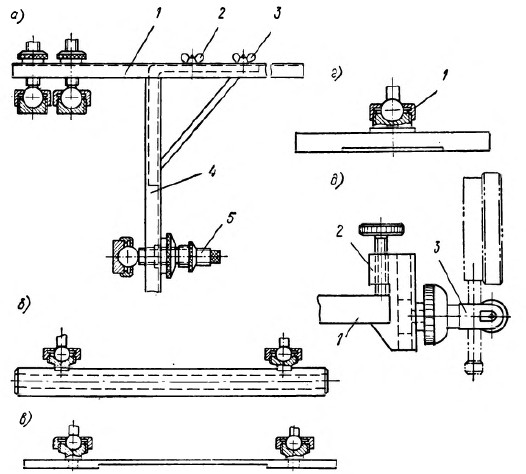
Рисунок 54 – Дополнительные съёмные узлы к УСП: а – угловая приставка; б – валик; в и г – планки; д – съёмная державка для индикатора; 1 – универсальный мостик; 2 – кронштейн; 3 – державка с индикатором
Достоинствами описанного устройства являются простота конструкции, малый вес и невысокая стоимость изготовления. Все детали УСП выполняются по 5-му классу точности, а для шарнирных опор используются покупные шарики.
Точность замеров определяется точностью применяемых индикаторов, угольников, автоколлиматоров и уровней. Настройка приспособления занимает 5…15 мин.
4.13. Универсальные мостики для проверки направляющих
Проверку прямолинейности, параллельности и извёрнутости осуществляют универсальными и различными специальными приспособлениями.
Специальные приспособления применяются при проверке направляющих определённого размера и формы. Эти приспособления не требуют переналадки, однако, их нужно иметь большое количество – соответственно числу размеров и форм ремонтируемых направляющих. Рационально использовать универсальные приспособления, которыми осуществляют ряд проверок и в том числе несколько проверок одновременно. Эти приспособления требуют переналадки при установке на разные по форме и размерам направляющие, но количество их при этом резко сокращается, что создаёт значительные удобства при эксплуатации.
Универсальный мостик (рисунок 55) состоит из основания 2 Т- образной формы с регулируемыми площадками 2 и 7 и стойки 9 со специальным зеркалом.
Приспособление базируется на пяти шаровых опорах с подпятниками 4 и 5.
Две из них можно перемещать в вертикальном направлении с помощью двух колонок 8 две другие опоры 6 можно передвигать в горизонтальном направлении по продольным пазам основания и закреплять в требуемом положении гайками в зависимости от ширины направляющих. Опора 3 с колонкой 4 допускает горизонтальное и вертикальное перемещения.
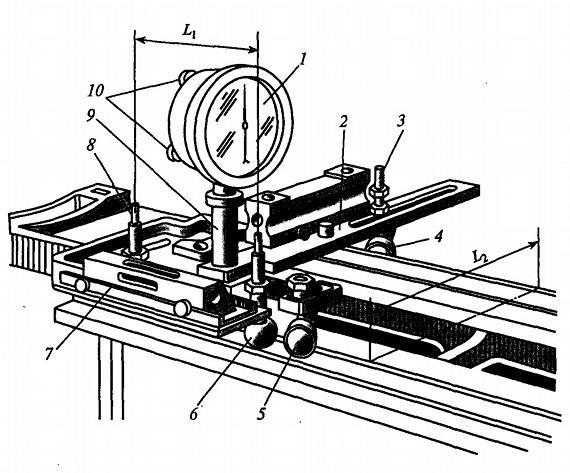
Рисунок 55 – Универсальный мостик
Приспособление устанавливают на различные по форме и размерам направляющие станков. С помощью двух уровней одновременно проверяют прямолинейность и извёрнутости направляющих; индикаторами (на рисунке 52 не показаны) определяют параллельность поверхностей. Стойка с зеркалом 1 с установочными винтами 10 используется при проверке прямолинейности автоколлиматором.
Для проверки направляющих на них располагают мостик примерно в средней части станины (по длине). Положение опор регулируется так, чтобы четыре из них располагались на призматической части направляющих. При помощи колонки 3, установленной на противоположной направляющей, регулируют положение мостика в горизонтальной плоскости. Затем на площадках 2 и 7 закрепляют уровни с ценой деления 0,02 мм на 1000 мм длины и с помощью винтов (на рисунке 53 не видно) регулируют положение уровней так, чтобы пузырьки основной и вспомогательной ампул уровней располагались посередине между шкалами.
Далее приспособление сдвигают вдоль направляющих и возвращают на первоначальное место. При этом пузырьки основных ампул должны вернуться в исходное положение. Если этого не произошло, необходимо проверить крепление колонок и подпятников.
Проверку направляющих осуществляют при остановке мостика последовательно от участка к участку; длина участков равна расстоянию между опорами мостика. При этом по уровню, установленному вдоль направляющих, определяют непрямолинейность, и по уровню, расположенному перпендикулярно, определяют извернутость поверхностей.
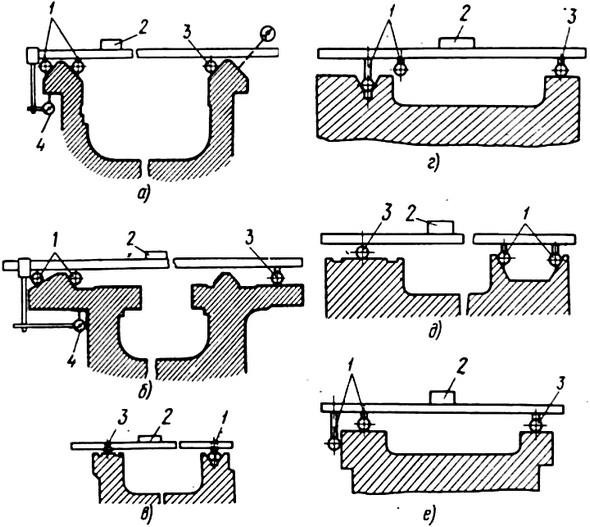
Рисунок 56 – Схемы наладки универсального мостика
Угловой мостик (рисунок 57) применяется для проверки направляющих, расположенных в разных плоскостях, и состоит из основания Т-образной формы, короткое плечо 3 которого расположено перпендикулярно удлинённому 5, с закреплёнными валиками 1 и 4 и опорой 7. Кроме того снабжено устройством для крепления индикаторов. Валик 1 закреплён неподвижно, а валик 4 можно сдвигать и устанавливать в зависимости от размера направляющей. При этом валики 1 и 4 размещаются в V-образных направляющих или охватывают поверхности призматической направляющей. Опору 7 переустанавливают вдоль паза плеча 5 и регулируют по высоте.
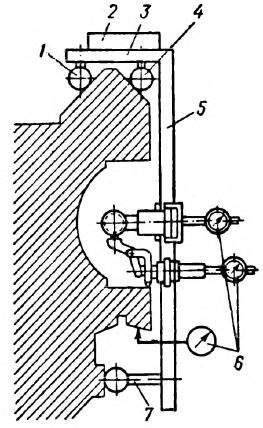
Рисунок 57 – Схемы углового мостика
На плечо 3 вдоль направляющих устанавливают регулируемую колодку 2 с уровнем и проверяют их прямолинейность.
Извернутость проверяют при расположении уровня перпендикулярно направляющим. С помощью индикаторов 6 определяют непараллельность поверхностей, а также непараллельность оси винта к направляющим. Аналогичные мостики с успехом компонуют из УСП, для чего используют универсальный мостик (рисунок 55) вместе с угловой стойкой (рисунок 57).
4.14 Оптические средства контроля точности направляющих
В практике ремонта оборудования часто используются оптические средства измерения прямолинейности как наиболее совершенные. В отличие от других они обеспечивают высокую точность измерения одновременно в вертикальной и горизонтальной плоскостях и представляют: зрительную трубу с маркой, зрительную трубу и коллиматор и автоколлиматор.
На рисунке 58 дана схема измерения прямолинейности с помощью зрительной трубы с маркой. На направляющие станины установлен мостик (собранный из комплекта УСКИП – универсально-сборные контрольно- измерительные приспособления) с маркой 2, а на стойку – источник света 1. С противоположной стороны на жёстком основании установлена оптическая труба так, что при установке мостика с маркой на станине в положениях I и II оптическая ось трубы 3 точно совпадала с перекрёстком марки.
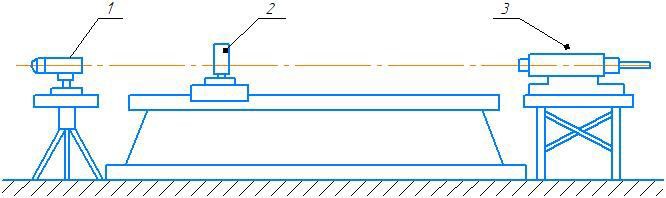
Рисунок 58 – Оптическая труба и марка
Определение непрямолинейности направляющих, определяют шаговым смещением изображения марки по проверяемой поверхности относительно окулярной сетки зрительной трубы при помощи отсчётного устройства. По найденным отклонениям составляют график, характеризующий непрямолинейность.
Пределы измерения – от 1600 до 40 000 мм, цена деления 0,05 мм. Зрительной трубой и коллиматором (рисунок 59) проверяют прямолинейность в пределах 1000…30000 мм с точностью 4 мкм на 5 м; 5 мкм на 10 м; 10 мкм на 30 м при цене деления 5 мкм.
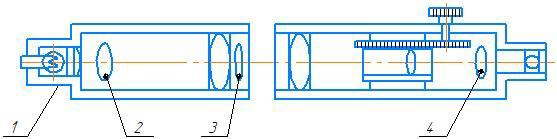
Рисунок 59 – Зрительная труба и коллиматор
Коллиматор заменяет марку (щелевой знак) и представляет собой трубу с источником света 1 и прозрачными шкалами 2 и 3. Зрительная труба имеет также прозрачную шкалу 4 с пересекающими нитями. Передвигая мостик с закреплённым коллиматором шагами по проверяемой направляющей, по взаимодействию двух оптических систем, определяют отклонения от прямолинейности.
Автоколлиматор наиболее удобен и точен, позволяет осуществлять измерения в пределах 1000…30 000 мм с ценой деления и состоит из зрительной трубы (рисунок 60), автоколлимационным устройством, держателя и основания. Основан на смещении луча света, который выходит из оптической трубы, отражается от зеркала и возвращается в поле зрения прибора).

Рисунок 60 – Автоколлиматор
Труба визирная измерительная ППС-11 (рисунок 61) предназначается для измерения отклонений от прямолинейности, соосности, параллельности, перпендикулярности и горизонтальности объектов протяжённостью до 30 м.
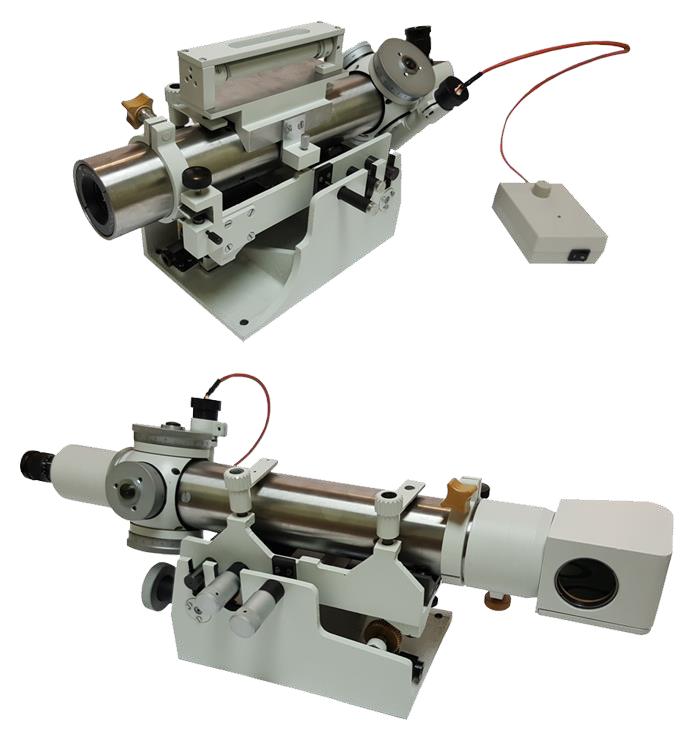
Рисунок 61 – Труба визирная измерительная ППС-11
