Содержание страницы
Холодная штамповка — это технологический процесс обработки металлов давлением, выполняемый без предварительного нагрева заготовки. В отличие от горячей штамповки, данный метод позволяет достичь более высокой точности размеров и качества поверхности изделий. В современной практике различают два основных вида холодной штамповки: объемную и листовую. В первом случае в качестве исходного материала используется сортовой прокат различного сечения, а во втором — листовой металл различной толщины. Такой подход позволяет охватывать широкий спектр изделий, начиная от крепежных деталей и заканчивая элементами сложных машиностроительных узлов.
Для выполнения операций холодной объемной и листовой штамповки используется специализированное оборудование, различающееся по принципу действия и возможностям. Наиболее распространены три группы машин: холодновысадочные автоматы, гидравлические прессы и чеканочные прессы. Каждая из них имеет свои особенности, преимущества и ограничения, что делает их оптимальными для различных задач — от массового производства крепежа до получения сложных деталей с высокой точностью.
1. Холодновысадочные автоматы
Технология холодной высадки применяется в тех случаях, когда необходимо сформировать на заготовке местные утолщения, например, головку болта или заклепки. Для выполнения подобных операций используются специализированные автоматы, отличающиеся высокой производительностью и стабильностью качества изделий.
Наиболее распространены автоматы холодновысадочные двухударные моделей АВ1012 и АВ1016 (рис. 1, а), а также серия АБ1214–АБ1223 с цельной матрицей. Последняя позволяет изготавливать детали с диаметром стержня до 20 мм, что особенно востребовано при производстве крепежных элементов. В основе работы оборудования лежит четко выверенный алгоритм:
- пруток 2 при помощи роликов 3 подается до упора 5;
- далее матрица 4 выполняет поперечное перемещение, отрезая мерную заготовку;
- заготовка переносится в позицию высадки, где при ударе пуансона 6 формируется головка изделия;
- после возвращения пуансона на исходную позицию толкатель 1 выталкивает заготовку, обеспечивая непрерывность цикла.
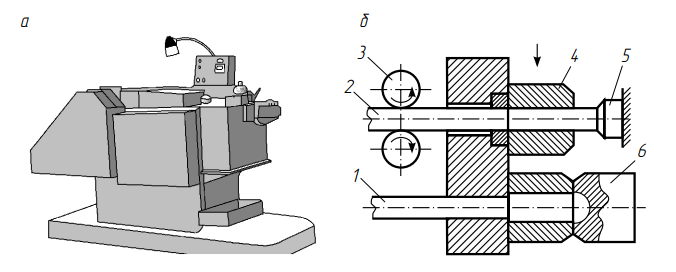
Рис. 1. Автомат холодновысадочный модели АВ1016 для изготовления заклепок: а — общий вид; б — схема штамповки на нем.
В зависимости от конструкции различают одно-, двух- и трехударные автоматы. Современное оборудование способно обрабатывать заготовки диаметром до 52 мм и длиной до 400 мм. Наиболее востребованная группа изделий — это детали и полуфабрикаты диаметром 3–16 мм с точностью обработки до 0,03…0,05 мм. Такие показатели регламентируются ГОСТ 1759.0–87, который определяет технические условия для крепежа.
Болты изготавливаются размером до М20, гайки — до М27. Производительность современных автоматов находится в диапазоне 35…900 изделий в минуту, что делает холодную высадку крайне эффективной для массового производства.
Кроме двухударных машин, в промышленности нашли применение четырехпозиционные автоматы серии АВ1918Д–АБ1924, рассчитанные на изготовление изделий диаметром до 30 мм. Также применяются автоматы-комбайны, например А1916А, в которых предусмотрены резьбонакатные устройства, позволяющие получать готовые винты и шурупы в одном цикле.
2. Гидравлические прессы
Следующим распространенным видом оборудования являются гидравлические прессы, которые находят применение при операциях выдавливания (рис. 2). Принцип работы таких установок основан на использовании гидравлической энергии для создания значительного давления на металл.
Существует несколько способов выдавливания:
- прямое, при котором металл заготовки течет в том же направлении, что и усилие пуансона Р;
- обратное, при котором направление течения металла противоположно движению пуансона;
- комбинированное, когда часть металла течет вместе с пуансоном, а часть — навстречу ему.
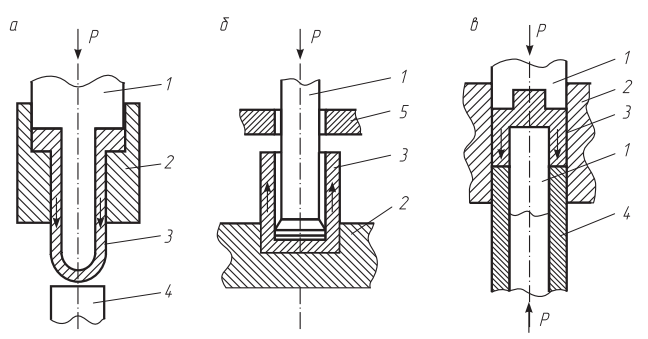
Рис. 2. Схемы способов холодного выдавливания: а — прямой; б — обратный; в — комбинированный; 1 — пуансон; 2 — матрица; 3 — заготовка; 4 — упор; 5 — съемник.
Основными достоинствами гидравлических прессов являются:
- возможность создания большого усилия при относительно компактных размерах оборудования;
- наличие значительного рабочего хода (до 400 мм, как у модели П2940А);
- высокое усилие (например, 10 МН), обеспечивающее формирование деталей сложной конфигурации;
- возможность точной регулировки усилия, что снижает вероятность брака.
Автоматы для холодного выдавливания, такие как модель К09.344, предназначены для крупносерийного и массового производства. Они позволяют не только повысить производительность, но и достичь стабильного качества изделий. В практике машиностроения такие технологии регламентируются ГОСТ 7505–89, определяющим методы холодной объемной штамповки.
3. Чеканочные прессы
К холодной объемной штамповке также относят операции калибровки (плоскостной и объемной), объемной формовки, чеканки и ряда других технологических процессов, которые применяются при изготовлении изделий с высокими требованиями к геометрии.
Для этих целей используют шарнирно-рычажные чеканочные прессы, например КВ8332–КВ8344В. Конструкция таких машин обеспечивает значительное усилие в конце рабочего хода ползуна при сравнительно небольшом крутящем моменте на приводном валу. Это достигается за счет применения коленчатого вала 4, соединенного с электроприводом и передающего движение через шатун 3 и рычаги 2 на ползун 5. На ползун устанавливается верхняя половина штампа 1, что позволяет выполнять точное и стабильное формообразование.
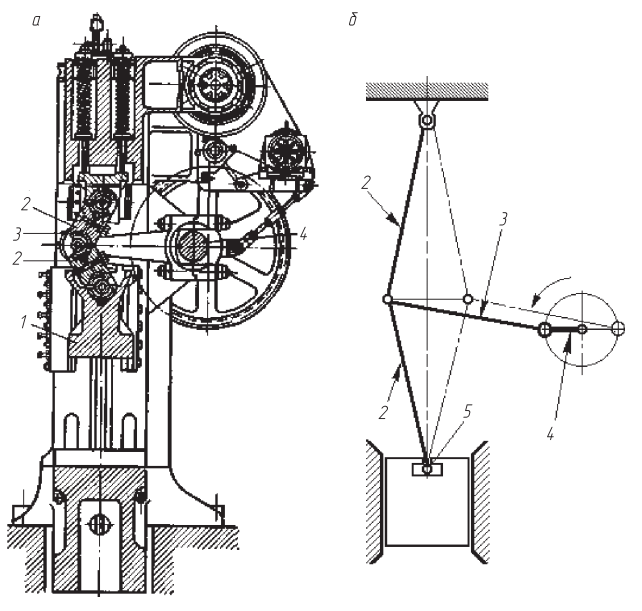
Рис. 3. Шарнирно-рычажный чеканочный пресс: а — общий вид; б — кинематическая схема.
Номинальные усилия чеканочных прессов составляют от 0,1 до 80 МН, однако в промышленности применяются и более мощные установки. Прессы кривошипно-коленные (КБ0030В–КБ0044В) предназначены для холодного выдавливания и оснащаются верхним и нижним выталкивателями, а также выдвижной подштамповой плитой, что значительно облегчает процесс смены штампов и повышает удобство эксплуатации.
Таким образом, холодная объемная и листовая штамповка — это комплекс высокоэффективных технологических процессов, обеспечивающих массовое производство крепежа и других изделий. Развитие автоматов холодной высадки, гидравлических прессов и чеканочного оборудования позволяет существенно увеличить производительность, снизить себестоимость продукции и обеспечить ее соответствие современным стандартам качества.
4. Сравнительные характеристики оборудования
Холодновысадочные автоматы (например, АВ1012, АВ1016, АБ1214–АБ1223) отличаются высокой скоростью работы и ориентированы прежде всего на массовый выпуск крепежных изделий — заклепок, винтов и болтов. Их преимущество — огромная производительность (десятки и сотни изделий в минуту) и способность работать с прутковым материалом без предварительного нагрева.
Гидравлические прессы (модели П2940А, К09.344) применяются там, где требуется высокая точность и возможность формовать детали сложной конфигурации методом прямого, обратного или комбинированного выдавливания. В отличие от автоматов, они обладают большим рабочим ходом и значительными усилиями (до 10 МН), что делает их более универсальными, но менее скоростными.
Чеканочные прессы (КВ8332–КВ8344В, КБ0030В–КБ0044В) используют для калибровки и формовки, когда важна точность геометрии и качество поверхности. Они обеспечивают большое усилие именно в конце хода ползуна, что позволяет выполнять операции с высокой точностью, хотя их производительность уступает холодновысадочным автоматам.
Таким образом, автоматы обеспечивают скорость и массовость, гидравлические прессы — универсальность и мощность, а чеканочные — высокую точность и качество поверхности изделий.
| Оборудование | Преимущества | Недостатки | Применение |
|---|---|---|---|
| Холодновысадочные автоматы (АВ1012, АВ1016, АБ1214–АБ1223, АВ1918Д, А1916А) |
— Высокая производительность (до 900 шт/мин) — Работа без нагрева заготовки — Экономичность при массовом производстве — Возможность интеграции резьбонакатных устройств |
— Ограничение по форме изделий (преимущественно крепеж) — Высокие требования к качеству исходного материала — Сложность переналадки |
Массовое изготовление болтов, гаек, заклепок, винтов диаметром до 20–30 мм |
| Гидравлические прессы (П2940А, К09.344) |
— Большое усилие (до 10 МН) — Длинный рабочий ход (до 400 мм) — Возможность прямого, обратного и комбинированного выдавливания — Высокая точность обработки сложных деталей |
— Меньшая скорость по сравнению с автоматами — Более высокая энергоемкость — Усложненное обслуживание гидросистем |
Крупносерийное и массовое производство деталей сложной конфигурации с высокой точностью |
| Чеканочные прессы (КВ8332–КВ8344В, КБ0030В–КБ0044В) |
— Большое усилие в конце рабочего хода — Высокая точность формообразования — Хорошее качество поверхности деталей — Возможность выполнения калибровочных операций |
— Низкая производительность по сравнению с автоматами — Ограниченный спектр выполняемых операций — Большие габариты оборудования |
Калибровка (плоская и объемная), чеканка, формовка, изготовление деталей с повышенной точностью |
Заключение
Современные методы холодной штамповки позволяют значительно повысить эффективность производства, снизить себестоимость и обеспечить стабильное качество продукции. Холодновысадочные автоматы незаменимы в массовом выпуске крепежных изделий благодаря своей скорости и производительности. Гидравлические прессы находят применение там, где требуется формирование деталей сложной конфигурации с высокой точностью, а чеканочные прессы позволяют выполнять калибровку и формовку с повышенными требованиями к геометрии и качеству поверхности.
Таким образом, выбор оборудования напрямую зависит от типа заготовки, требуемых характеристик изделия и объема выпуска. Правильное сочетание различных видов машин в производственном процессе обеспечивает гибкость, экономичность и технологическую надежность, что подтверждается опытом ведущих машиностроительных предприятий.
Регулярно публикую материалы о передовых методах обработки и сварки материалов, а также освещаю новинки в сфере производства,материаловедения, строительства и др.