Содержание страницы
Что такое прокатка
Прокаткой называют вид обработки давлением, при котором металл пластически деформируется вращающимися гладкими или имеющими нужные канавки (ручьи) валками. Взаимное расположение валков и заготовки, форма и число валков могут быть различными. При этом получают прокат — готовые изделия или заготовки для последующей обработки ковкой, штамповкой, прессованием, волочением или резанием.
Прокатке подвергается 75. . .80 % выплавленной стали. Прокатка (рис. 1) бывает продольной (а), поперечной (б), поперечно-винтовой (в). Слитки сначала поступают на мощные обжимные станы продольной прокатки: прямоугольные — на слябинги — для получения слябов — прямоугольных заготовок, квадратные — на блюминги для получения блюмов — балок квадратного сечения со стороной от 450 до 150 мм.
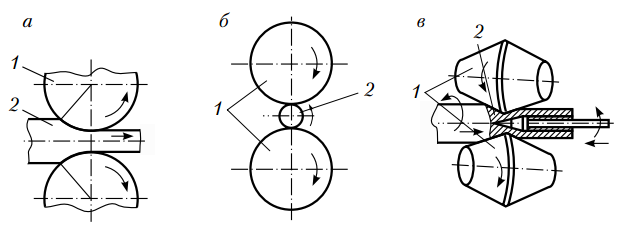
Рис. 1. Виды прокатки: а — продольная; б — поперечная; в — поперечно-винтовая
Слябы поступают на листовые станы продольной прокатки, имеющие гладкие валки. Горячекатаная толстолистовая сталь имеет толщину от 4 до 160 мм с допуском 16-18-го квалитета. Для тонколистовой стали характерен интервал толщин 4. . . 0,2 мм. Листы толщиной менее 0,2 мм называются фольгой Холоднокатаная сталь толщиной 5. . . 0,2 мм (допуск по 12-15-му квалитетам) имеет низкую шероховатость поверхности (Ra = l,6. . . 0,2 мкм).
Блюмы поступают на заготовочные станы, производящие заготовку — квадрат со скругленными углами, идущий на сортовой горячекатаный прокат (рис 2) простой формы: квадратный (а) со стороной до 200 мм, круглый (б) диаметром до 250 мм, полосовой (в) прямоугольного сечения размерами до 200 х 60 мм, шестигранный (г) и др. — и фасонный: угольники (д), тавры (е), двутавры (ж), швеллеры (з), рельсы (и) и др. Точность поперечного размера сортового горячекатаного проката соответствует 13-17-му квалитету.
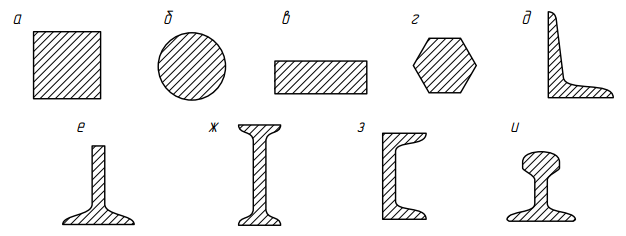
Рис. 2. Профили сортовой стали: а — квадратный; б — круглый; в — полосовой; г — шестигранный; д — угольник; е — тавр; ж — двутавр; з — швеллер; и — рельс
Периодический прокат (рис. 3, а) имеет переменную по длине площадь поперечного сечения и является заготовкой для массового и крупносерийного производства.
Специальный прокат, так же как и периодический, предназначен для изготовления конкретной детали, например колеса железнодорожного транспорта (рис. 3, б).
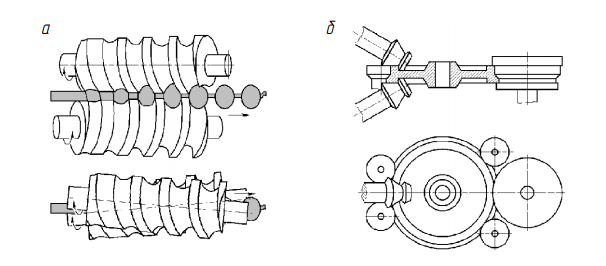
Рис. 3. Прокатка: а — периодическая; б — специальная
Круглые слитки поступают на прошивные станы продольновинтовой прокатки (рис. 4, а), где в заготовке 2 при обжатии ее в валках 1 вскрывается полость, выглаживаемая пробкой 3. Между основными валками заготовка удерживается с помощью поддерживающих валков 4. В результате получается бесшовная гильза, которая затем на автоматических (рис. 4, б) или на пилигримовых станах (рис. 4, в) прокатывается в бесшовные трубы.
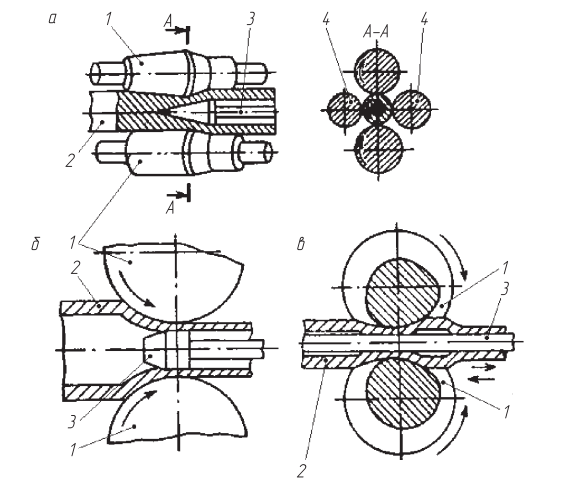
Рис. 4. Прокатка бесшовных труб
1. Основное оборудование прокатного производства
Основное оборудование прокатного производства — это прокатные станы и валки. Прокатным станом называется технологический комплекс последовательно расположенных машин и агрегатов, предназначенных для пластической деформации металла в валках (собственно прокатки), дальнейшей его обработки, отделки (правки, обрезки кромок, резки на мерные изделия и пр ) и транспортировки.
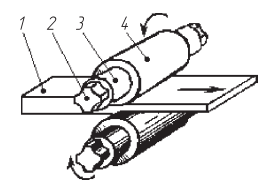
Рис. 5. Схема прокатки двумя валками
Прокатные валки (рис. 5) являются основной частью прокатного стана: они обжимают металл 1 и придают ему требуемую форму. Прокатный валок состоит из бочки 4 (гладкой или с ручьями), шеек 3, расположенных с обеих сторон бочки и опирающихся на подшипник валка, трефов 2, предназначенных для соединения валка со шпинделем. Концы валков могут быть плоскими или цилиндрическими (со шлицами или шпоночными канавками)
Валки изготовляют из отбеленного чугуна или легированной стали (хромоникелевой и хромомолибденовой) и тщательно шлифуют; стальные валки калят. Валки имеют твердость от 150 до 800 НВ по Бринеллю. Стальные валки бывают литые или кованые. Кованые валки прочнее литых Применяют предварительно напряженные составные валки В настоящее время появились твердосплавные валки небольших размеров (например, из сплавов ВК6, ВК8 и др. ). Валки бывают диаметром от 3 до 1500 мм имеют длину бочки до 5000 мм.
Шейки прокатных валков вращаются во вкладышах из текстолита, пластифицированной древесины подшипников скольжения или в роликовых подшипниках качения, устанавливаемых в подушках клетей. Текстолитовые вкладыши смазывают и охлаждают водой.
Устройства, обеспечивающие деформацию металла в валках, называют основным оборудованием, а оборудование для остальных технологических операций — вспомогательным оборудованием.
К основному оборудованию относятся:
- рабочая клеть и ее узлы и детали (валки, подшипники, нажимное и уравновешивающее устройство, установочные устройства валков в осевом направлении, валковая арматура и пр. ) . Определяющими характеристиками рабочей клети являются диаметр и длина бочки прокатных валков;
- электродвигатель прокатного стана;
- передаточные механизмы, обеспечивающие передачу вращения от двигателя к рабочим валкам (шпиндели, главные и коренные муфты, редукторы, маховики, шестеренная клеть)
Кинематическая схема прокатного стана представлена на рис. 6. В рабочей клети между валками 1, расположенными в подушках с подшипниками, прокатывается заготовка 2 Вращательное движение валкам передается от главного электродвигателя 8 через редуктор 7 с маховиками 6, муфты 5, шестеренную клеть 4 и шпиндели 3
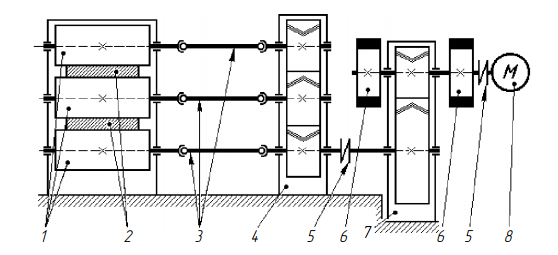
Рис. 6. Кинематическая схема трехвалкового прокатного стана
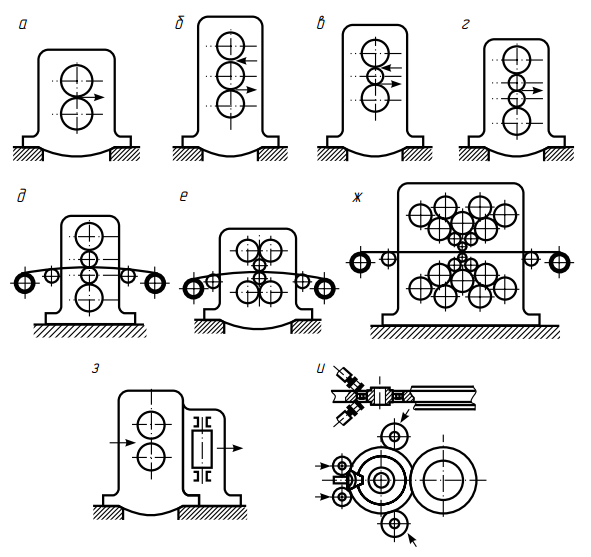
Рис. 7. Классификация рабочих клетей прокатных станов: а — дуо; б — трио сортовые; в — трио листовые; г — кварто листовые; д — кварто для прокатки рулонов; е — многовалковая (шестивалковая); ж — многовалковая (двадцативалковая); з — универсальная; и — специальная
В зависимости от конструкции и расположения валков рабочие клети прокатных станов подразделяют на шесть групп: дуо, трио, кварто, многовалковые, универсальные и специальной конструкции. Клети дуо (двухвалковые) бывают реверсивные (прокатка ведется в обе стороны) и нереверсивные (в одну сторону) (рис. 7) .
Клети трио (трехвалковые) чаще всего нереверсивные. Прокатка на таких станах ведется вперед между нижним и средним валками и назад — между верхним и средним.
Клети кварто (четырехвалковые) имеют четыре валка (рис. 8), расположенных друг над другом, из них два рабочих валка меньшего диаметра и два опорных — большего диаметра.
Многовалковые клети имеют пять и более валков.
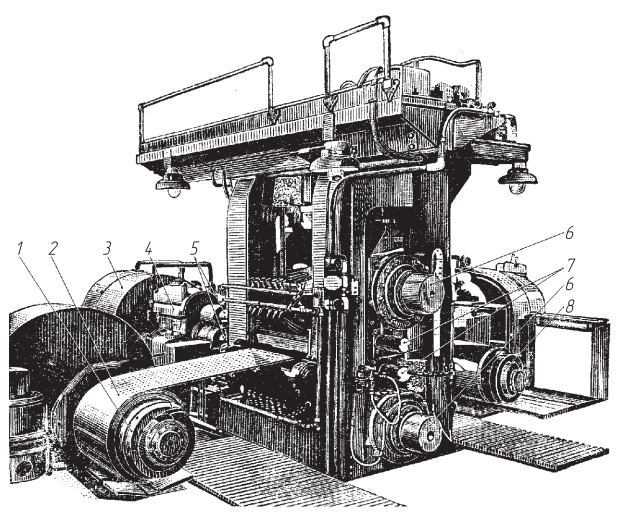
Рис. 8. Стан кварто для холодной прокатки ленты: 1 — привод подающей моталки; 2 — прокатываемая лента; 3 — электродвигатель привода валков; 4 — редуктор; 5 — шпиндели; 6 — поддерживающие валки; 7 — рабочие валки; 8 — барабан приемной моталки
Рис. 9. Непрерывный рельсобалочный стан на заводе «Аншан» (КНР)
В зависимости от расположения рабочих клетей прокатные станы подразделяются на одноклетьевые, линейные, последовательные, полунепрерывные и непрерывные (рис. 9). Непрерывные станы являются наиболее совершенными. Благодаря автоматизации скорость прокатки может достигать 60 м/с.
Рабочая клеть является основным узлом прокатного стана. В клети осуществляется прокатка металла. Она состоит (рис 10) из двух станин 5 с приливами (лапами) 2, плитовин 1, на которые опираются станины, установочных труб 9, соединяющих станины, крышки 3, прокатных валков 10, подушек нижнего 7, среднего 6 и верхнего 4 валков и подшипников для них, механизма 8 для установки валков в вертикальной плоскости и в осевом направлении и устройства 11 для уравновешивания нижнего валка. Кроме этого есть валковая арматура (линейки, проводки, пропуски и пр. ), устройства для смазки, охлаждения или нагрева валков.
В опорах (подушках) находятся вкладыши скольжения или подшипники качения для шеек валков. Станины изготовляют двух типов — закрытые и открытые (с крышкой). Закрытые станины лучше обеспечивают точность прокатываемого профиля, но у такого стана затруднена замена валков Но есть конструкции открытых станин с клиновым креплением крышки (рис 1 61), имеющие высокую надежность и по жесткости приближающие открытую станину к станинам закрытого типа.
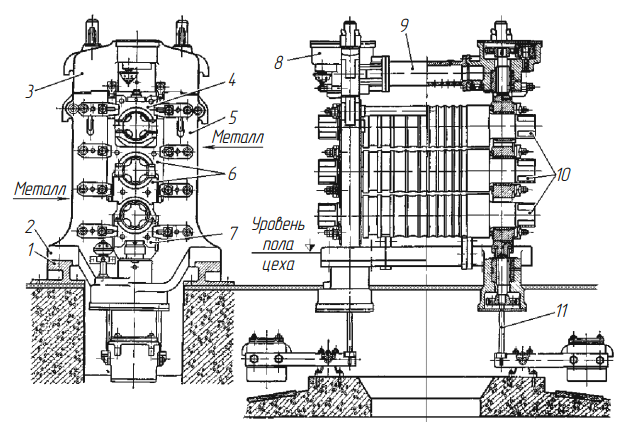
Рис. 10. Общий вид клети трио крупносортного стана 500
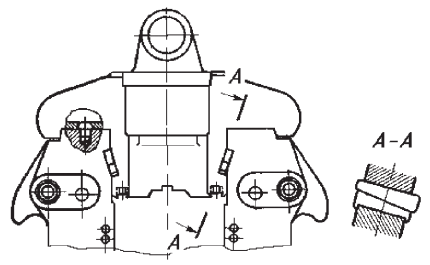
Рис. 11. Клиновое крепление крышки станины
Помимо прокатных клетей с горизонтально расположенными валками, широкое применение находят клети, в которых одновременно имеются горизонтальные и вертикальные валки для обжатия проката со всех сторон без кантования.
Для прокатных станов применяют двигатели постоянного или переменного тока (асинхронные и синхронные). Поскольку число оборотов быстроходных двигателей обычно не соответствует числу оборотов валков в прокатных клетях, между двигателями и клетями устанавливают редукторы. В прокатных клетях вращающий момент двигателя необходимо распределить между несколькими валками. Для этого применяют шестеренные клети. Крутящий момент от двигателя к валкам передается при помощи шпинделей и муфт.
2. Вспомогательное и транспортное оборудование прокатных станов
Прокатанный на стане металл подвергают отделке: обрезают концы, разрезают на куски требуемой длины, правят, свертывают катанку в бунты, сматывают широкополосную сталь в рулоны и т. п. Операции отделки проката механизированы: их производят вспомогательные машины и механизмы К ним относят ножницы стационарные и летучие, дисковые пилы, правильные прессы, моталки, холодильники и т д.
Прокатываемые полосы необходимо перемещать от одного устройства к другому Для этого предусмотрено специальное транспортное оборудование: пластинчатые, роликовые и скребковые конвейеры, рольганги, транспортеры, манипуляторы, толкатели, выталкиватели и сталкиватели.
Валки прокатных станов своими шейками опираются на вкладыши из пластмасс или древесных пластиков или подшипники качения, как правило, четырехрядные, устанавливаемые в подушках прокатных клетей.
Подшипники закрытого типа или жидкостного трения обеспечивают точную настройку стана и относительно низкий расход энергии и практически не подвергаются износу Жидкостное трение в таких подшипниках даже при высоких удельных давлениях в шейке (до 25 МН/м2 и выше) обеспечивается тщательной обработкой трущихся деталей и хорошей герметизацией Масло в подшипник нагнетается под давлением 0,1. . . 0,15 МПа, обеспечивая коэффициент трения 0,001. . .0,008, как и у подшипников качения.
Для изменения и фиксации положения валков в вертикальном и осевом направлениях и удержания их в нужном положении применяют различные механизмы:
- нажимные устройства для верхнего, среднего, нижнего и вертикальных валков;
- уравновешивающие устройства для верхних и средних валков;
- устройства для осевой установки.
В горизонтальных клетях зазор между валками устанавливается перемещением верхнего валка, а в клетях с вертикальными валками — их одновременным перемещением.
На различных станах применяются различного вида нажимное и уравновешивающее устройства. Нажимные устройства состоят из нажимной гайки и нажимного винта. В целом конструкция нажимного устройства определяется такими параметрами, как скорость, величина и число перемещений в час. Так, скорость перемещения валка у разных станов бывает от 0,05 до 250 мм/с, а число перемещений в час — до 700.
Нажимные устройства изготовляют следующих типов:
- с ручным приводом нажимного винта или клиновое;
- с приводом от электродвигателя с цилиндрическим редуктором.
Уравновешивающее устройство обеспечивает при холостом ходе постоянное прижатие верхней подушки к нажимному винту, исключает зазор винта в гайке и тем самым устраняет возможный удар (снизу вверх) в момент захвата металла валками.
У клетей с ручным нажимным устройством при малых перемещениях уравновешивание верхнего валка выполняется тягами с пружинами, опирающимися на верхнюю поперечину При значительных перемещениях валка применяют грузовое или гидравлическое устройство.
Устройства осевой установки валков на станах позволяют перемещать и фиксировать валки не только в вертикальной плоскости, но и в направлении оси валка. Осевую регулировку осуществляют перемещением с помощью болтов кассеты с вкладышем (рис. 12). Сами подушки в данном случае фиксируются в проеме станины припорными планками, прикрепленными болтами к станине.
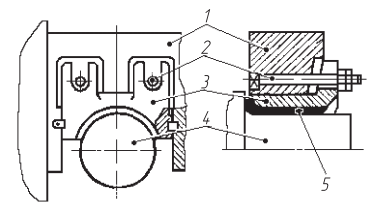
Рис. 12. Устройство для осевой установки валков: 1 — подушка; 2 — болт; 3 — кассета; 4 — валок; 5 — вкладыш
На сортовых станах валки в осевом направлении регулируют, перемещая подушки поджатием боковых болтов, которые проходят через станину и фланцы подушек или через планки, опирающиеся одним концом в подушку, а другим в станину Существуют и другие способы перемещения и фиксирования валков в осевом направлении.
Валковая арматура — это все виды устройств и приспособлений, которые необходимы для направления и удержания в нужном положении прокатываемой полосы как при подаче к валкам, так и при выходе из валков:
- вводная арматура, обеспечивающая правильную подачу (линейки, воронки, коробки, пропуски и пр. );
- выводная арматура, обеспечивающая правильный выход полосы из валков (линейки, проводки);
- передаточные устройства, обеспечивающие передачу полосы от одной клети к другой, с кантовкой или без (различные трубки, геликоидальные проводки, кантующие ролики), обводная арматура, которая обеспечивает автоматическую передачу полосы из калибра в калибр как в одной клети, так и из одной клети в другую
К валковой арматуре, устанавливаемой с передней стороны клети, относятся, в частности, направляющие вводные линейки, которые являются неподвижным продолжением буртов калибра Вводные линейки обеспечивают направленную подачу полосы в валки.
При прокатке, например, овала в круглом калибре полосу приходится непрерывно удерживать от сваливания и скручивания Линейки при этом имеют соответствующий профиль, причем их очень тщательно устанавливают по калибру в приемной коробке Такие профилированные линейки называют пропусками. В данном случае наблюдаются особо тяжелые условия службы направляющей арматуры, так как пропуски в процессе работы соприкасаются с горячим металлом и испытывают высокие скорости скольжения. Все это приводит к интенсивному износу рабочих поверхностей пропусков.
Линейки заменяют роликовыми пропусками, что вызывает не трение скольжения, а трение качения. На рис. 13 приводится конструкция коробки с роликовыми пропусками, применяемыми при прокатке круга.
Вследствие неодинаковости диаметров рабочих валков и их окружных скоростей (число их оборотов равно) прокатываемая полоса по выходе из валков изгибается в сторону валка меньшего диаметра. Для предотвращения этого служит выводная арматура.
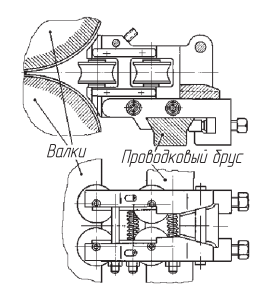
Рис. 13. Роликовая вводная коробка для подачи овальной полосы в круглый калибр стана 450
Для того чтобы полоса при выходе металла из валков не загибалась в вертикальной или горизонтальной плоскости и не закручивалась вокруг своей оси, на проводковых брусьях устанавливают, как и с передней стороны, линейки, а также нижнюю и, где необходимо, верхнюю проводки.
Кантовка полос после выхода из одной клети перед подачей в следующую выполняется автоматически кантующими проводками Для снижения нагрузок проводки заменяют кантующими валками
3. Шестеренные клети и редукторы
В тех случаях, когда каждый прокатный валок приводится во вращение индивидуальным двигателем (современные блюминги, слябинги и толстолистовые станы кварто), не требуется никаких зубчатых передач. Все остальные прокатные станы должны иметь зубчатые передачи в шестеренных клетях и редукторах.
Шестеренная клеть состоит из главных шестерен, станины, подшипников для главных шестерен (подушки, залитые баббитом, подшипники качения) и системы сопел и трубопроводов, обеспечивающих подачу обильной смазки трущимся деталям.
Главные шестерни имеют зубчатый венец, шейки (цапфы) и трефы, изготовленные как одно целое из стали 40, 45 или 40Х с поверхностной закалкой зубьев. Шестерни работают при больших нагрузках (часто динамических) и высоких скоростях. Число зубьев принимается от z = 18 до z = 29, нарезка шевронная.
Станина шестеренной клети представляет собой цельную или состоящую из двух половин коробку, отлитую из модифицированного чугуна или стали. В процессе работы шестеренных клетей особое внимание уделяется непрерывной подаче достаточного количества смазки на зубья и шейки главных шестерен под давлением 0,2. . . 0,5 МПа.
Редукторы между шестеренной клетью и электродвигателем применяют в том случае, если их установка и затраты на эксплуатацию оправдывают разницу в стоимости и эксплуатационных расходах тихоходного и быстроходного двигателей В зависимости от передаточного числа редукторы, используемые в прокатных станах, бывают одно-, двух-, а иногда и трехступенчатыми.
Соединительные устройства, передающие крутящий момент от двигателя через редуктор и шестеренную клеть к валкам, представлены муфтами и шпинделями различной конструкции.
Ведущая шестерня шестеренной клети соединяется с ведомым валом редуктора или с валом двигателя (если редуктор отсутствует) посредством муфты, которую обычно называют главной. Наибольшее распространение получили зубчатые, а также эластичные или упругие муфты.
Валки двух соседних клетей линейного стана, а также главные шестерни и рабочие валки в условиях незначительного их перемещения в вертикальной плоскости соединяются между собой муфтами и шпинделями трефового типа, что допускает возможность работы шпинделя с некоторым перекосом (1. . . 2°) . При значительных перемещениях валков в вертикальной плоскости, когда ось шпинделя составляет значительный угол с горизонтальной плоскостью, для привода валков используют шарнирные шпиндели с подшипниками качения, устроенные по принципу шарнира Гука, которые могут передавать крутящий момент прокатки валкам от шестеренной клети при перекосе шпинделей до 10 12°
Поскольку шпиндели при длине в десятки метров имеют значительный вес, их уравновешивают с помощью грузов или пружин.
4. Вспомогательное оборудование прокатного производства
Помимо пластической деформации металла, в прокатных цехах выполняются транспортировка, резка, правка, отделка проката и т п Все эти операции — функции вспомогательного оборудования.
Металл при обработке перемещается вдоль и поперек стана, поднимается и опускается, поворачивается вокруг горизонтальной и вертикальной осей слитка или полосы и т. п. Во многих случаях одновременно с транспортировкой проката производится охлаждение, разрезка, правка, травление, смазка и пр.
Среди наиболее распространенных транспортных средств — слитковозы и различного вида тележки, обеспечивающие подачу слитков и заготовок от нагревательных средств к стану Слитковозу придается люлька-опрокидыватель, которая при подходе к рольгангу опускает слиток на его первые приемные ролики.
Рольганги являются основным транспортным средством прокатных цехов и используются для продольного и некоторого поперечного перемещения металла Рольганги бывают диаметром от 150 до 600 мм, приводные с отдельным или групповым двигателем, неприводные Расстояние между роликами зависит от длины и толщины слитка.
Применяют сплошные кованые ролики, пустотелые из стального литья или труб, а также из чугуна.
Чтобы правильно направить полосу в калибр и выполнить правку изогнутой полосы, устанавливают манипуляторы (рис. 14), а для поворота вокруг горизонтальной оси — кантователи.
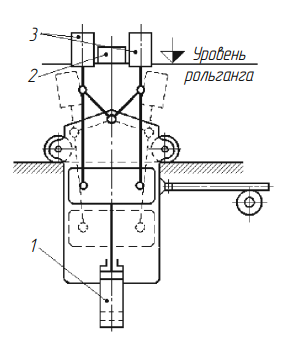
Рис. 14. Схема роликового манипулятора: 1 — гидроцилиндр привода; 2 — заготовка; 3 — левая и правая линейки
Для поворота полосы вокруг своей оси на обжимных станах применяют крюковые кантователи (рис. 15). Кантовка выполняется подъемом одной стороны полосы крюками, которые в количестве 3—4 штук располагаются на одной из линеек манипулятора.
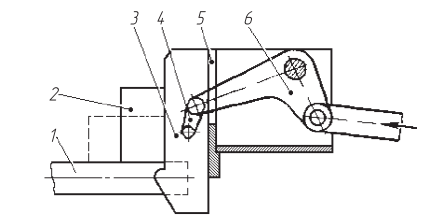
Рис. 15. Крюковой кантователь: 1 — ролик рольганга; 2 — кантуемая полоса; 3 — крюк кантователя; 4 — тяга; 5 — линейка манипулятора; 6 — рычаг опрокидывателя
Существуют различные конструкции кантователей: роликовые, кантующие валки и геликоидальные проводки, кантующие втулки, пластинчатые кантователи, рычажные кантователи.
На станах трио возникает необходимость поднимать полосу для подачи ее между верхним и средним валками. Наибольшее распространение для этой цели получили подъемно-качающиеся столы. В случае проблем при захвате полосы валками удобны подъемнопараллельные столы, так как они обеспечивает подачу полосы перпендикулярно плоскости осей валков. Если подъемные столы устанавливают с обеих сторон рабочей клети, то они имеют механическую связь (блокировку) для синхронизации работы.
Помимо рассмотренных транспортных устройств, в прокатных цехах находят применение мостовые и другого типа краны, поворотные механизмы, толкатели и выталкиватели, шлепперы, обеспечивающие перемещение полос параллельно их оси, холодильники.
По окончании прокатки, а иногда на промежуточной стадии обработки полосы режут на куски, удаляют передний и задний концы, обрезают боковые кромки листа и пр. Для этой цели используются ножницы и пилы различных конструкций. Схемы простейших ножниц показаны на рис. 16.
Ножницы с параллельными ножами (рис. 16, а) применяют обычно для разрезания в горячем состоянии блюмов, слябов, заготовок, а также в холодном состоянии — мелких профилей.
У ножниц с наклонными ножами (рис. 16, б) чаще всего нижний нож горизонтальный, а верхний располагается под некоторым углом (обычно 2. . . 6°, но не более 12°) к нижнему. По конструкции ножницы различаются в зависимости от направления перемещения режущего ножа и бывают с верхним подвижным ножом, с нижним подвижным ножом и с движением ножей в горизонтальной плоскости.
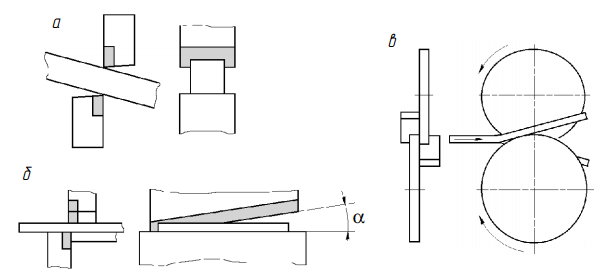
Рис. 16. Схема расположения ножей в ножницах различного типа: а — с параллельными ножами; б — с наклонным ножом; в — дисковые
Дисковые ножницы (рис. 16, в) используются главным образом для продольной резки листов и лент.
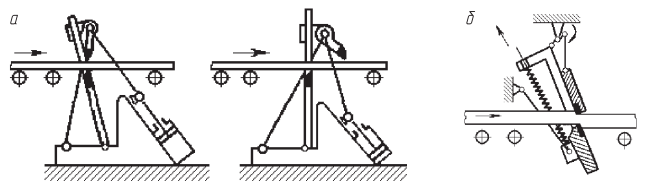
Рис. 17. Схема летучих ножниц Эдвардса (а) и маятниковых (б)
Летучие ножницы применяются для разрезания металла на ходу Их устанавливают непосредственно за чистовой клетью стана или отдельно как самостоятельный агрегат. Существует несколько типов летучих ножниц, которые определяются назначением, конструкцией и характером движения ножей Для резки заготовок сечением до 100 х 100 мм применяют рычажно-качающиеся ножницы Эдвардса (рис. 17, а), а для более крупного сечения — маятниковые (рис. 17, б). Ножницы Эдвардса обеспечивают резку заготовок при скорости движения полосы до 4,5 м/с.
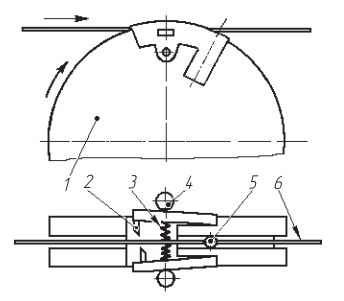
Рис. 18. Схема вращающихся одноосных летучих ножниц: 1 — корпус; 2 — ножи; 3 — пружина; 4 — ролики включения; 5 — ось шарнира рычагов ножей; 6 — заготовка
Для разрезания сортового металла сечением до 30 х 30 мм применяют одноосные вращающиеся ножницы (рис. 18), а также дисковые летучие ножницы.
Пилы горячей резки используются для разрезания фасонных профилей, а также труб, причем у трубосварочных станов находят применение летучие пилы Для горячей резки сортового металла на дисках пил нарезают зубья, отделяющие стружку Диаметр дисков до 2000 мм, толщина — 6. . .10 мм. Окружная скорость дисков пил горячей резки достигает 100. . .120 м/с. В качестве материала диска часто применяют обычную малоуглеродистую сталь, зубья термически обрабатывают. Наибольшее распространение получили салазковые пилы, существуют маятниковые и рычажные.
По окончании прокатки во многих случаях требуется правка металла. В отдельных случаях эта операция выполняется в горячем состоянии, но обычно правке подвергается холодный прокат Для правки проката применяют кривошипные прессы, роликоправильные и сортоправильные машины, растяжные правильные машины.
Когда прокатный продукт достигает значительной длины (мелкосортные профили, проволока, лист, лента и пр ), его сматывают в бунты и рулоны.
По конструкции моталки делятся на три основные группы:
- барабанного типа (см. рис. 8);
- роликовые;
- роликобарабанные
