Готовой деталью сруба является оцилиндрованное бревно заданного диаметра и длины с выполненными на нем такими элементами, как поперечные зарубки, так называемые чашки, продольный укладочный паз и компенсационный пропил. Пример такой детали показан на рисунке 1
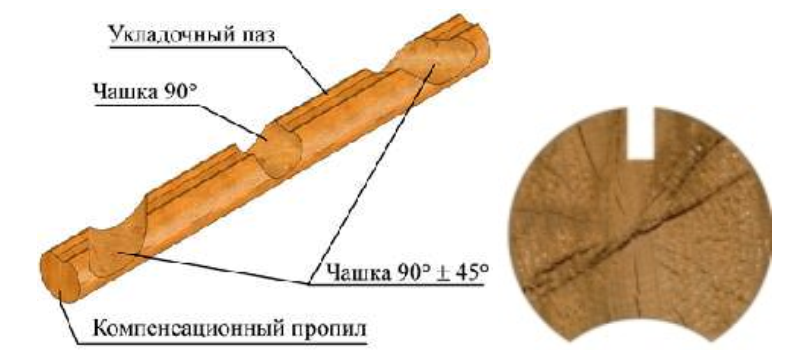
Рис. 1. Общий вид и поперечное сечение детали рубленого дома (компания ЭЛО, РФ)
Для получения такой детали нужно оцилиндровать бревно, фрезеровать укладочный паз, пропилить компенсационный паз, выполнить чистовую торцовку бревна на заданную длину и выбрать поперечные чашки. Компенсационный паз позволяет значительно снизить внутренние напряжения, возникающие при усушке древесины.
Соответственно этому для производства деталей рубленого дома предприятию необходим следующий набор станков:
- торцовочный станок для бревен;
- оцилиндровочный станок;
- фрезерный станок для выборки чашек;
- фрезерный станок для выборки полукруглого укладочного паза вдоль всей длины бревна;
- круглопильный (или фрезерный) станок для формирования компенсационного паза.
В России оцилиндровочные станки выпускают многие предприятия — «Камский берег», «Олмая», «Шервуд», МАГР, Кироввнешторг и др. Станки можно разделить на токарно-фрезерные и роторные. В токарно-фрезерных бревно находится в центрах (как в токарном станке), а оцилиндровка выполняется фрезерным узлом, движущимся вдоль вращающегося бревна. Роторные станки выполнены по аналогии с окорочным станком.
Наибольшее распространение получили токарно-фрезерные станки, которые обеспечивают получение из бревна цилиндра постоянного диаметра по всей его длине (до 6,5 м). Роторные станки практически не способны до конца исправлять исходную кривизну бревна.
На практике большинство оцилиндровочных станков являются ацетатами, которые способны выполнять не только токарную обработку бревен, но и имеют еще две функции — при фиксированном положении бревна они выполняют компенсационный паз и фрезеруют чашку.
Ниже показан набор операций, выполняемых на линии по производству срубов от предприятия МАГР (см. рис. 2). Эта линия состоит из двух станков (с необходимыми транспортными связями)— из оцилиндровочного СЦ-6,5 (рис. 3) и зарубочного СЗ-280 (рис. 5).
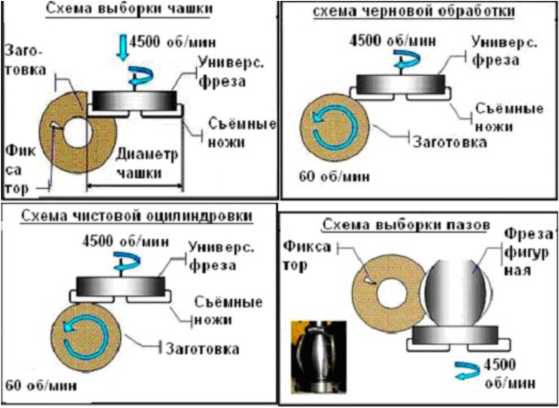
Рис. 2. Перечень операции, выполняемых на линии по производству срубов (ЭЛО, РФ)

Рис. 3. Оцилиндровочный токарно-фрезерный станок СЦ-6,5 (МАГР, РФ)
На оцилиндровочном станке исходная заготовка (бревно) устанавливается в нужном положении между приводным и неприводным центрами. Вдоль относительно медленно вращающейся заготовки (30-100 об/мин) движется каретка станка, на которой расположены пульт управления и исполнительные механизмы с электроприводами. Скорость перемещения каретки может плавно регулироваться при помощи частотного преобразователя. Быстровращающаяся (4000 об/мин) цилиндровочная фреза с шестью ножами обеспечивает получение цилиндрической поверхности высокого качества.
Обработка бревна осуществляется за один или несколько проходов каретки в обе стороны. За один проход фреза способна снимать до 60 мм на диаметр. Рекомендуется последний проход выполнять чистовым, т. е. с меньшей скоростью подачи каретки и с максимальной частотой вращения заготовки.
Диаметр полученного цилиндра, в зависимости от назначения, может варьироваться от 160 до 300 (400) мм. Допустимое отклонение от заданного диаметра на длине 6,5 м не превышает 2-3 мм. Для предотвращения вибрации заготовки, которая может возникнуть при обработке цилиндров малого диаметра (менее 180 мм) с большой длиной (более 5 м), на каретке оцилиндровочного станка предусмотрен люнет.
После оцилиндровки заготовка фиксируется от проворота предусмотренным для этого фиксатором, и за один проход каретки комбинированной фрезой выполняется продольный укладочный паз. Компенсационный пропил глубиной до 70 мм выполняется дисковой пилой.
Чашки размечаются на бревне согласно спецификации и выполняются той же комбинированной фрезой. При этом вертикальная подача осуществляется автоматически. Для разметки чашек оцилиндровочный станок может комплектоваться электронной линейкой.
Аналогичный окорочно-оцилиндровочный станок «Мастер ОЦ-550» (рис. 13) с фрезерной головкой предназначен для первичной обработки пиловочника любых пород древесины и выполнения следующих операций: окаривание, оцилиндровка, выборка монтажного паза, выборка венцов, профилирование бревна.

Рис. 4. Окорочно-оцилиндровочный станок «Мастер ОЦ-550»
Все вышеперечисленные операции, в том числе оцилиндровка бревна, производятся за одну установку бревна, одним комплектом инструмента.
Разметка и выполнение чашек занимает определенное время, за которое оцилиндровочный станок не выполняет свою основную функцию. Для того чтобы повысить производительность линии, предлагается зарубочный станок, который предназначен для выполнения чашек на оцилиндрованных заготовках (рис. 5).
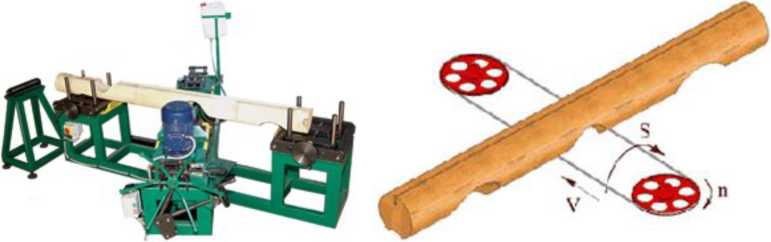
Рис. 5. Общий вид и схема работы зарубочного стационарного станка СЗ-280 (компания ЭЛО, РФ)
Оригинальность чашкорезного стационарного станка СЗ-280 заключается в том, что режущим инструментом здесь является узкая (10 мм) ленточная, так называемая лобзиковая, пила. Практически все известные «чашкорезы» режут чашки фрезами, имеющими определенный диаметр, что требует наличия в обиходе типоразмеров фрез на все диаметры чашек. Мощность привода таких «чашкорезов» весьма существенна и составляет от 5,5 до 11 кВт.
Предлагаемый станок позволяет без смены инструмента выполнить чашку практически любого диаметра в диапазоне от 160 до 280 мм. Плавная регулировка диаметра чашки производится при помощи вращения маховика с контролем по шкале. На станке могут выполняться чашки под углом 90±45° относительно оси бревна. Работа осуществляется одним электродвигателем мощностью 1,5 кВт. Одна пила выдерживает около сотни выполненных чашек при диаметре бревна до 200 мм.
Станок проходного типа с роторным оцилиндровочным узлом выпускает станкоинструментальный завод «Термит» (рис. 6).
Станок предназначен для получения оцилиндрованных деталей срубов диаметром от 160 до 280 мм, бруса, обрезной доски (в зависимости от установленной оснастки). В конструкции станка полностью отсутствуют гидравлические и пневматические устройства, что позволяет эксплуатировать его при температуре окружающей среды от -16 до +30°С. Станина станка изготовлена из профильной трубы, что значительно увеличивает жесткость конструкции и уменьшает ее массу.
Станок оборудован устройством плавной регулировки скорости подачи. Производительность станка в среднем составляет по оцилиндрованному бревну 650 п. м в смену вне зависимости от диаметра, по обрезному пиломатериалу —900 п. м в смену. Конструкция станка полностью адаптирована для отправки в железнодорожных контейнерах.

Рис. 6. Общий вид станка Термит 280у и выпускаемая им продукция («Термит», РФ).
Широкую гамму станков для домостроения выпускает фирма «Шервуд» из г. Кирова, в том числе как проходные, так и для обработки в центрах, а также станки для зарезки поперечной чашки. На рисунке 7 показан проходной станок 689С.

Рис. 7. Проходной станок 689С и его схема («Шервуд», РФ)
Станок модели 689С предназначен для изготовления оцилиндрованных бревен с продольным пазом под укладку в сруб. Он может быть дополнен пильным узлом для выпиливания досок. Скорость подачи — до 4 м/мин, диаметр оцилиндрованных бревен — 180-320 мм.
Компания Wravor Ltd производит станок Wravor WD 100 для окаривания и оцилиндровки бревен длиной от 2 до 6,5 м и диаметром от 200 до 1000 мм, а также для фрезерования комля. Производительность — около 20 бревен в час (рис. 8).
Область применения — средние и крупные биржи сырья. Станок полностью автоматизирован, управляется одним рабочим. Фрезерная головка перемещается вдоль вращающегося бревна со скоростью до 10 м/мин.

Рис. 8. Станок Wravor WD 100 для окорки и оцилиндровки бревен (Wravor, Словения)