Шлифование— процесс абразивной обработки материалов шлифовальной лентой, абразивным кругом или диском. В деревообработке основным шлифовальным инструментом является шлифовальная лента на бумажной или тканевой основе.
На ленту нанесено большое число режущих инструментов — микрорезцов из абразивных материалов, обычно электрокорунда или карбида кремния. Частицы наносятся распылением в электрическом поле и удерживаются на ленте с помощью связующего (мездровый клей, карбамидная или фенольная смола).
Согласно ГОСТ 3647, номер зернистости для шлифовальных лент отечественного производства меняется от 16 до 200. Он показывает средний размер в микрометрах зерен основной фракции абразивного материала.
Шлифование способно выполнять следующие задачи:
- обработка в размер (калибрование), обычно по толщине для плитных материалов и заготовок;
- выравнивание поверхности, то есть удаление местных неровностей и подготовка детали к нанесению отделочных материалов;
- закругление и снятие свесов и фасок на брусковых и щитовых деталях;
- межслойное шлифование лакокрасочных покрытий.
Шлифовальная лента может быть закреплена на шкивах, барабане или диске (рис. 1).
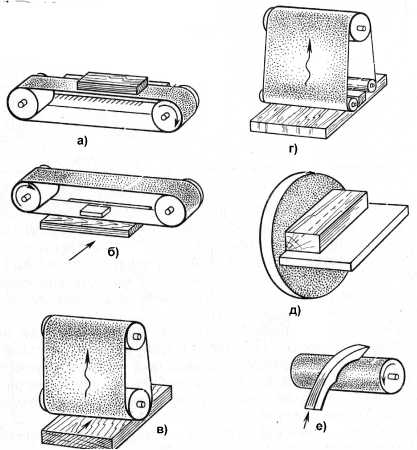
Рис. 1 Схемы шлифовальных станков: а — с неподвижным столом; б — с подвижным столом; в — широколенточный с контактным вальцом; г — широколенточный с прижимной балкой; д — с абразивным диском; е — с бобиной.
Соответственно этому шлифовальные станки можно классифицировать по следующим признакам:
- по характеру действия — позиционные и проходные;
- по ширине ленты — узко ленточные и широко ленточные;
- по характеру шлифуемых поверхностей — для плоского шлифования и профильного шлифования;
- по характеру прижима ленты к материалу — со свободной лентой и с контактным прижимом;
- по конструкции стола — с подвижным столом и с неподвижным столом;
- по виду шлифуемых материалов — для шпона, реечных щитов, древесных плит и фанеры, профильных погонажных деталей, брусковых заготовок, лаковых покрытий.
Сравнительно новым шлифовальным инструментом, используемым для профильного шлифования щитов и брусков, являются шлифовальные щетки и диски (рис. 2). Они представляют собой полоски шлифовальной ленты, закрепленные на диске или валике. При вращении прижим ленты к древесине осуществляется за счет центробежных сил.
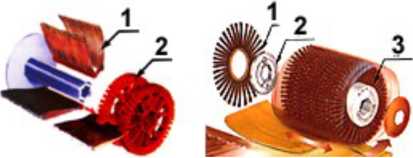
Рис. 2 Шлифовальная щетка: 1 — абразивная лента; 2 — крепежные диски; и шлифовальные диски: 1 — абразивный диск; 2 — зажимное кольцо; 3 — втулка опорная.
Станки шлифовальные узколенточные с подвижным столом применяют для шлифования щитовых деталей перед их отделкой. Принципиальная схема станков с подвижным столом (типа ШлПС) показана на рисунке 3.
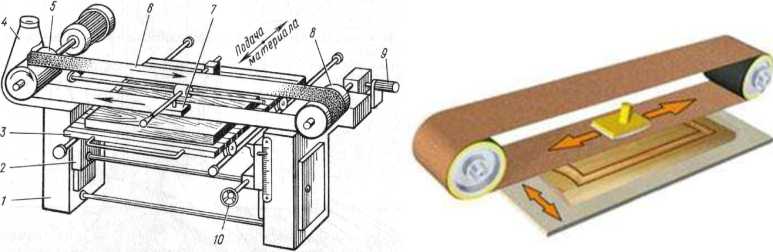
Рис. 3 Общий вид и схема работы шлифовального станка с подвижным столом: 1 — тумба; 2 — суппорт; 3 — подвижный стол; 4 — ограждение — телеприемник; 5 — приводной шкив; 6 — шлифовальная лента; 7 — утюжок; 8 — натяжной шкив; 9 — пневмоцилиндр; 10 — рукоятка подъема стола.
Шлифовальная лента шириной 150-200 мм натянута на два шкива, из которых один является ведущим, а другой— натяжным. Шлифуемая заготовка укладывается на стол, имеющий возможность поперечного движения с тем, чтобы шлифовальный утюжок, движущийся в продольном направлении, мог перекрывать всю площадь заготовки.
Существуют станки аналогичной конструкции для шлифования кромок щитовых заготовок (например, дверных полотен). У этих станков шлифовальный узел повернут на 90°, так как шлифуемая поверхность находится в вертикальной плоскости.
В России станки подобного типа выпускает «КОДОС-Станкоагрегат» (г. Кострома). На рисунке 4 показан станок комбинированного типа.
Станок предназначен для шлифования узкой шлифовальной лентой на подвижном столе с утюжком плоских поверхностей щитовых деталей из массивной древесины и мебельных щитов, в том числе облицованных шпоном и покрытых полиэфирным лаком. Вертикальный участок ленты позволяет шлифовать торцовые плоскости щитов. Возможна установка лепесткового инструмента.

Рис. 4 Станок ШлПС-Комби («КОДОС», Кострома)
На мебельных предприятиях часто необходимо шлифовать только кромки мебельных щитов, облицованных шпоном или рейками из массивной древесины. Для этой цели существуют кромкошлифовальные станки (рис. 5).

Рис. 5 Кромкошлифовальный станок KSM-2600 и схема его работы (Ostermann)
На этом станке можно шлифовать также наклонные кромки и выпуклые поверхности, например у фигурных столешниц.
Станки узколенточные с механизированной подачей заготовок предназначены для шлифования щитовых заготовок из различных материалов в проходном режиме. На рисунке 6 показана схема двухленточного шлифовального станка марки ШлПС-9 (станок был разработан для шлифования деталей, покрытых полиэфирным лаком).
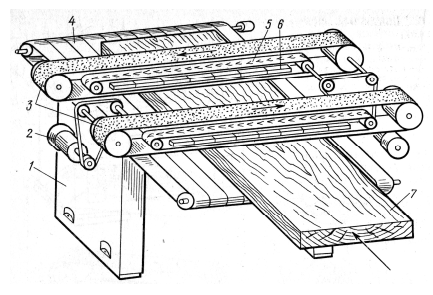
Рис. 6 Шлифовальный двухленточный станок с конвейерной подачей: 1 — станина; 2 — электродвигатель; 3 — шлифовальные ленты; 4 — ленточный конвейер; 5— опорная лента; 6— контактная балка; 7 — шлифуемая заготовка.
В этом станке две узкие шлифовальные ленты 3 расположены перпендикулярно направлению подачи заготовок и имеют встречное направление шлифования относительно друг друга. Прижим ленты к заготовке происходит через подпружиненные секционные утюжки 5, смонтированные на удлиненных контактных балках 6. Балки автоматически могут быть подняты или опущены в момент выхода или входа под ленту очередной заготовки.
Среди узколенточных станков следует отметить комбинированный станок ШЛКР-1 (рис. 7). Он предназначен для комбинированного шлифования различных столярных изделий и сложных деталей мебели. Расположение ленты может быть горизонтальным или вертикальным, что достигается переналадкой станка.

Рис. 7 Универсальный кромкошлифовальный станок ШлКр-1 («КОДОС», Кострома)
На станке осуществляется шлифование горизонтальной бесконечной лентой пластей и торцов деталей ограниченного размера с установкой их на столе, а также шлифование вертикальной бесконечной лентой криволинейных выпуклых поверхностей и кромок изделий неограниченной длины на наклоняемом столе под различными углами.
Станки шлифовальные широколенточные оснащены шлифовальной лентой, которая перекрывает всю ширину детали, что дает возможность работать в проходном режиме со скоростью до 50 м/мин.
Преимущество этих станков перед узколенточными заключается в том, что в них значительно снижена нагрузка на единицу площади шлифовальной ленты. Это увеличивает срок ее службы и сокращает время на снятие старой ленты и установку новой.
Станки данной группы могут быть одноили многоагрегатные, а также с верхним или нижним расположением шлифовальных агрегатов. Изготовителями специализированных широколенточных шлифовальных станков являются фирмы ФРГ, Италии и Голландии: Heesemann, Ernst, Anthon Lower, Biitfering, Weber, SCM, Costa Levigatrici, DMC, i.m.e.a.s., Nerli, Linde (Sandingmaster) и многие другие, а также фирмы Тайваня и Китая.
В мебельной промышленности при производстве корпусной мебели на широколенточных станках могут шлифоваться необлицованные щитовые детали после раскроя полноформатных плит, пласти заготовок, облицованных натуральным шпоном, пласти после крашения или грунтования, реже после нанесения промежуточных слоев лака, а также плоские брусковые детали постоянного и переменного сечения.
Широколенточные станки в зависимости от назначения оснащаются различными дополнительными агрегатами. В конструкцию станков может быть включено сразу несколько суппортов, например широколенточные для продольного шлифования и узколенточные для поперечного, фрезерные агрегаты для калибрования заготовок из массивной древесины (клееного щита) и т. д.
Шлифовальным инструментом является замкнутая (склеенная в кольцо) абразивная лента. В вальцовых агрегатах в качестве рабочего органа используются цилиндры с надетой на них абразивной лентой, набор дисков из абразивно наполненного волокна, лепестковых кругов или щеток.
Шлифовальные суппорты подразделяются на группы, характеризующиеся видом рабочего органа и способом его контакта с обрабатываемой деталью. Например, рабочим органом, прижимающим ленту к обрабатываемой поверхности, может служить вал— жесткий или эластичный, плоский утюжок — жесткий, эластичный или состоящий из отдельных секций. Вал и утюжок могут быть объединены в один агрегат, причем использоваться они могут как одновременно, так и по отдельности.
Механизмы подачи в современных широколенточных станках используются двух типов: конвейерные с эластичной лентой и конвейерные с вакуумным прижимом заготовок к ленте. К дополнительным устройствам станков относятся устройства для удаления электростатического заряда с обработанной поверхности, щеточные барабаны для ее очистки от пыли, устройства для определения формы и положения заготовки на конвейере и т. д.
В состав всех широколенточных шлифовальных агрегатов включаются два и более горизонтально расположенных вращающихся вала-цилиндра, выполняющих роль шкивов, на которые натягивается шлифовальная лента. Конструкция таких валов консольная, что позволяет заменять шлифовальную ленту без снятия каких-либо дополнительных опор, подшипников и т. д. В широколенточных агрегатах всех типов натяжным является верхний вал, поддерживаемый двумя пневмоцилиндрами. При смене ленты они отключаются, вал опускается, так что ленту можно свободно снять и надеть.
В процессе работы станка за положением шлифовальной ленты следит струйный воздушный датчик. При поперечном смещении ленты вдоль валов один из пневмоцилиндров немного поднимает край верхнего шкива, заставляя ленту смещаться в эту сторону. Тем самым предупреждается сход и разрыв шлифовальной ленты. Реже — в станках простой конструкции — используются механические датчики положения ленты. Они дешевле струйных воздушных, но дороже в эксплуатации.
На рисунке 8 показан двухагрегатный станок. В этом станке применяют на агрегатах шкурки различной зернистости. Первый агрегат с грубой шкуркой и контактным вальцом выполняет калибрование заготовки по толщине, уменьшая ее разнотолщинность до требуемого уровня. Второй агрегат с контактной балкой служит для выглаживания поверхности шкуркой малой зернистости.
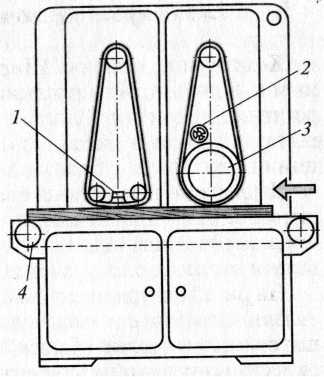
Рис. 8 Двухагрегатный широколенточный станок: 1 — шлифовальный агрегат; 2 — маховичок настройки на толщину сошлифовываемого слоя; 3 — калибровальный агрегат; 4 — конвейер подачи заготовок.
Существуют также многоагрегатные станки, способные работать на больших скоростях подачи. Таковы, например, станки серии Buldog (рис. 9).
В комплект станков входят 3 типа рабочих агрегатов: калибровальный (R), шлифовальный (С) и фрезерно-строгальный (F). Контактный калибровальный вал типа R диаметром 180 мм служит для большого съема материала за один проход. Комбинированный шлифовальный узел С — контактный обрезиненный вал с утюжком — для удаления волн от шлифовальной ленты.
Строгально-фрезерный вал (F)— вал с твердосплавными пластинками, равномерно распределенными по спирали (вал типа кукуруза). Он предназначен для строгания широких древесных заготовок со съемом до 5 мм. Фактически узел работает как рейсмусовый станок. В станках предусмотрено автоматическое центрирование и пневматическое натяжение шлифовальной ленты. Скорость подачи — до 12 м/мин.
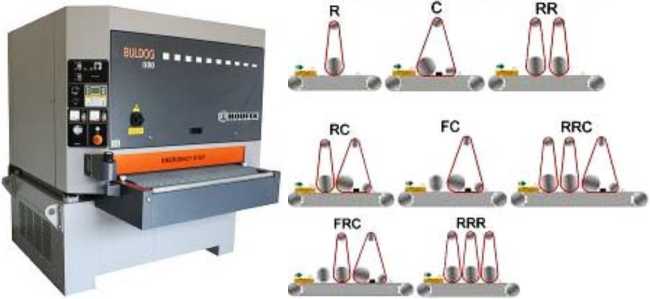
Рис. 9 Широколенточный шлифовально-калибровальный станок Buldog (Houfek, Чехия) и варианты установки шлифовальных узлов в нем
Заслуживает внимания консольный широколенточный станок (рис. 10). На станке одним комбинированным шлифовальным агрегатом типа RC осуществляются операции по выравниванию поверхности с частичным калиброванием (съем до 0,2 мм за один проход) и чистовое шлифование контактным утюжком. Консольное расположение шлифовального агрегата позволяет при малых габаритах станка обрабатывать заготовки рамных конструкций достаточно больших размеров (оконные створки и коробки, балконные двери и коробки дверных блоков).
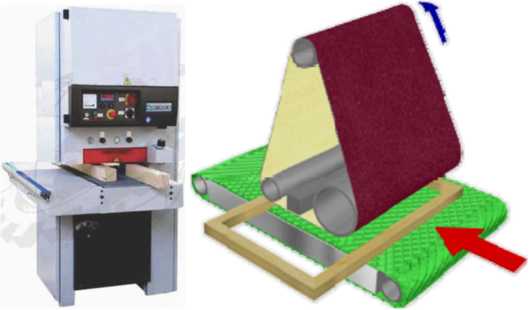
Рис. 10 Консольный широколенточный станок GS-40RT (Griggio, Италия)
В широколенточных шлифовальных станках немецкой фирмы Biitfering Schleiftechnik для обеспечения постоянного и оптимального усилия прижима ленты к шлифуемому материалу разработаны специальные системы (рис. 11) для обеспечения равномерности прижима башмаков к шлифуемому изделию. Динамическое регулирование усилия прижима выполняется автоматически в зависимости от фактической площади шлифования и независимо от толщины заготовки. Система быстро реагирует на изменение формы заготовки, так как сегменты прижимной балки управляются каждый автономно. Каждый сегмент может создавать свое давление на материал. Мягкое управление сегментами гарантирует мягкую работу шлифовальной ленты.

Рис. 11 Устройства для динамического регулирования усилия прижима башмаков в широколенточных станках: пневматическое asp, электропневматическое eps и магнитное mps (Biitfering Schleiftechnik, Германия)
Широколенточный агрегат может быть дополнен щеточным инструментом. Например, односторонний щеточно-шлифовальный станок MASTERBRUSH (рис. 12) имеет 4 рабочие группы:
- калибровальный широколенточный шлифовальный агрегат для снятия неровностей и получения заданной толщины изделия;
- орбитальная рабочая группа с 19 вращающимися дисками со щетками диаметром 125 мм;
- рабочая группа с двумя щеточными барабанами диаметром 300 мм, с комплектом абразивных полос;
- группа очистки изделия — фиксированная сатинирующая группа на выходе из станка (вал диаметром 200 мм с кожухом для аспирационной системы).
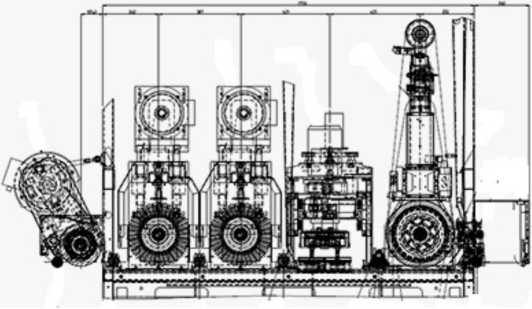
Рис. 12 Щеточно-шлифовальный станок MASTERBRUSH 1350 RDBB (поставщик «КАМИ-Станкоагрегат»)
Для крупных предприятий немецкая фирма Heesemann предлагает линию шлифования, которая может включать в себя следующие агрегаты (рис. 13).
Станки шлифовально-калибровальные для массивной древесины отличаются от обычных только наличием агрегатов с грубой шкуркой, а иногда и дополнительных агрегатов для перекрестного шлифования щитов. При обработке реечных клееных щитов после прессования всегда возникает задача калибрования их путем шлифования с двух сторон с целью получения постоянной заданной толщины изделия и выравнивания поверхности. Для этой цели выпускаются специальные широколенточные станки.

Рис. 13 Агрегаты шлифовальной линии LSM8 (Heesemann, Германия): 1 — ножевой вал; 2 — первый шлифовальный блок с валом; 3 — агрегат поперечного шлифования; 4 — второй шлифовальный блок; 5 — орбитальный шлифовальный узел; 6 — щеточные диски; 7 — щеточный зачистной вал.
Наряду со шлифовальными станками для этих же целей можно использовать фрезерно-калибровальные станки типа Rotoles (см. рис. 14). Здесь режущим инструментом являются фрезы, закрепленные на вращающемся шпинделе. При этом методе калибрования значительно сокращается опасность вырыва волокон вблизи сучков в щитах из массивной древесины.
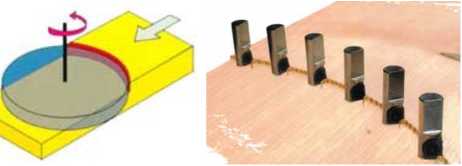
Рис. 14 Схема работы фрезерно-калибровального станка Rotoles (Ledinek)
Станки шлифовальные цилиндровые отличаются тем, что шлифовальная лента здесь закреплена на нескольких (2-3) валах (цилиндрах), которые могут быть расположены сверху или снизу заготовки. Для повышения качества шлифованной поверхности цилиндры обычно имеют осцилляцию — осевое смешение в пределах нескольких миллиметров.
Ранее в нашей стране выпускался 3-цилиндровый станок ШлЗЦ12-2 с верхним расположением цилиндров для плоского шлифования щитов и брусков, а также снятия свесов в углах собранных рамок.
На рисунке 15 показан современный цилиндровый станок из серии SR-R с шириной шлифования 630/940/1370 мм при скорости подачи заготовок 2-8 м/мин.
Шлифование осуществляется двумя шлифовальными барабанами диаметром 150 мм. Первый барабан металлический — для калибрования заготовок. Второй барабан обрезиненный — для деликатного шлифования. Лента наматывается на барабаны по спирали и закрепляется удобными фиксаторами. На второй барабан рекомендуется устанавливать ленту меньшей зернистости, чем на первый. Подача заготовки осуществляется ленточным транспортером с приводом от отдельного двигателя. Прижим заготовки с помощью пяти подпружиненных прижимных роликов позволяет подавать короткие заготовки длиной от 100 мм.

Рис. 15 Шлифовальный цилиндровый станок SR-R и схема его работы (поставщик «КАМИ-Станкоагрегат»)
Станки шлифовальные для рельефных поверхностей всегда оснащены щеточным шлифовальным инструментом. Сегодня лепестковый шлифовальный инструмент надежно занял свое место при отделке деталей из МДФ, массивной древесины, облицованных натуральным шпоном или покрытых грунтом или лаком.
Стойкость лепесткового инструмента в среднем составляет 300 ч (данные фирмы «Простор», Кострома). Щетки выпускаются шириной 50, 100 и 200 мм. Благодаря модульной конструкции можно набирать шлифовальные цилиндры шириной от 50 до 2000 мм и более. На рисунке 16 показан шлифовальный узел с вращающейся каруселью.
Для шлифования изделий типа филёнчатых дверных полотен итальянская фирма Griggio предлагает проходной рельефно-шлифовальный станок, схема которого показана на рисунке 17.
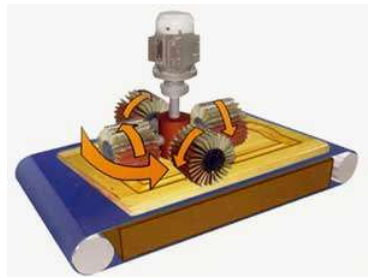
Рис. 16 Шлифовальный узел для обработки рельефных поверхностей («Простор», Кострома)
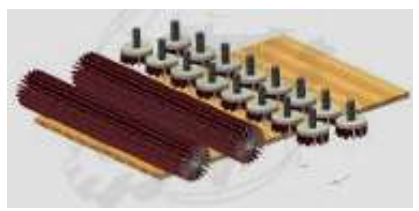
Рис. 17 Схема рельефно-шлифовального станка S1300/2RS (Griggio, Италия)
Станок имеет два щеточных вала длиной 1300 мм и 12 вращающихся лепестковых чашек. Скорость подачи изделия — от 3 до 10 м/мин.
Станки для профильного шлифования погонажных деталей, как правило, имеют щеточный шлифовальный инструмент и проходной принцип работы. Станки различаются числом обрабатываемых сторон— от 1 до 4. Таков, например, станок ШлВ-200 (рис. 18).

Рис. 18 Станок шлифовальный ШлВ-200 («Простор», г. Кострома)
Станок предназначен для одностороннего шлифования вагонки и других фасонных погонажных изделий, выполненных из массива, МДФ или облицованных шпоном. Две шлифовальные головки регулируются и настраиваются индивидуально (возможно исполнение с регулированием скорости вращения инструмента или подачи). Ширина обрабатываемых деталей — до 200 мм, минимальная длина — 800 мм.
Высокопроизводительная линия для шлифования погонажных изделий показана на рисунке 19.

Рис. 19 Линия UKP20 для шлифования погонажных изделий (Heesemaim, Германия)
Линия оснащена узлами со шлифовальной лентой и щеточным инструментом, которые легко настраиваются под профиль обрабатываемых изделий. Максимальная скорость подачи — до 60 м/мин.
Шлифование точеных деталей на малых предприятиях выполняется непосредственно на токарном станке, сразу после формирования полного профиля детали. Для поточных производств разработаны проходные станки.
В бесцентровом станке FS-80B (рис. 20) имеется абразивная лента и подающий механизм, заставляющий изделие вращаться в ходе продольной подачи. Диаметр обрабатываемых заготовок — 5-80 мм, скорость подачи — 6- 20 м/мин, длина не ограничена. Существует также подобный станок с двумя шлифовальными лентами. Для шлифования криволинейных брусковых деталей круглого, овального или скругленных сечений имеются специальные станки, например ТРС 45-60 итальянской фирмы Brusa di Carboli (рис. 21).

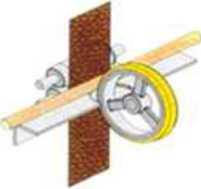
Рис. 20 Круглошлифовальный станок FS-80B (High Point, Тайвань) и схема его работы

Рис. 21 Станок ТРС 45-60 для шлифования криволинейных деталей (Brusa di Cafboli, Италия)
Станок способен шлифовать детали значительной кривизны с постоянным поперечным размером до 60 мм и с минимальным радиусом изгиба 90 мм. Станок может работать в ручном или автоматическом режиме. Это оборудование предназначено для использования в производстве стульев, спиральных лестниц и других изделий с криволинейными деталями.
Дисковые шлифовальные станки используют для чернового и чистового шлифования заготовок, снятия свесов, выравнивания углов. Шлифование осуществляется вручную.
В нашей стране станок ЩлДБ-6 с диском и бобиной выпускает завод «КОДОС» (рис. 22).

Рис. 22 Шлифовальный станок ШлДБ-6 с диском и бобиной («КОДОС», Кострома)
На станке могут работать одновременно двое рабочих. С одной стороны станка имеется диск диаметром 750 мм для шлифования плоских деталей, с другой стороны — бобина диаметром 90 мм для шлифования криволинейных деталей. Бобина кроме вращательного движения совершает осевое колебательное движение (осцилляцию). Столы имеют возможность наклона для обработки деталей, имеющих непрямоугольное сечение.
На рисунке 23 показаны другие варианты шлифовальных станков с диском. Они позволяют отшлифовывать деталь лентой, затем обрабатывать ее торцы диском. Ленточный узел по желанию оператора наклоняется на угол до 90° для шлифования широких деталей. За счет углового упора и возможности фиксировать угол наклона стола можно обрабатывать кромки под заданным углом с высокой точностью.

Рис. 23 Варианты шлифовальных станков с диском и лентой